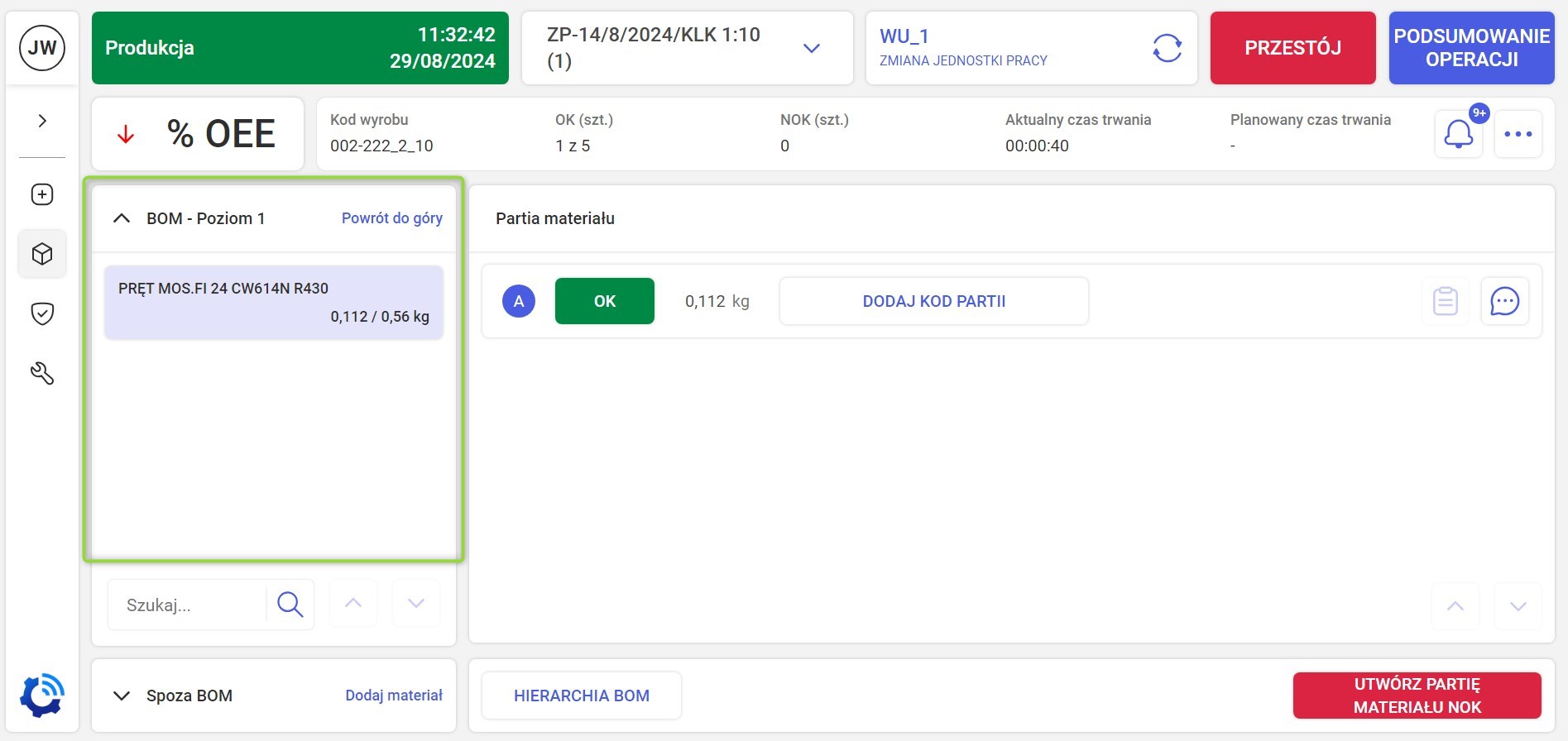
Automatyczna deklaracja materiałów zużytych polega na proporcjonalnej deklaracji materiałów zużytych po wcześniejszym zadeklarowaniu partii wyrobu. Na zrzutach ekranu niżej pokazane jest działanie funkcjonalności.
Rys.1
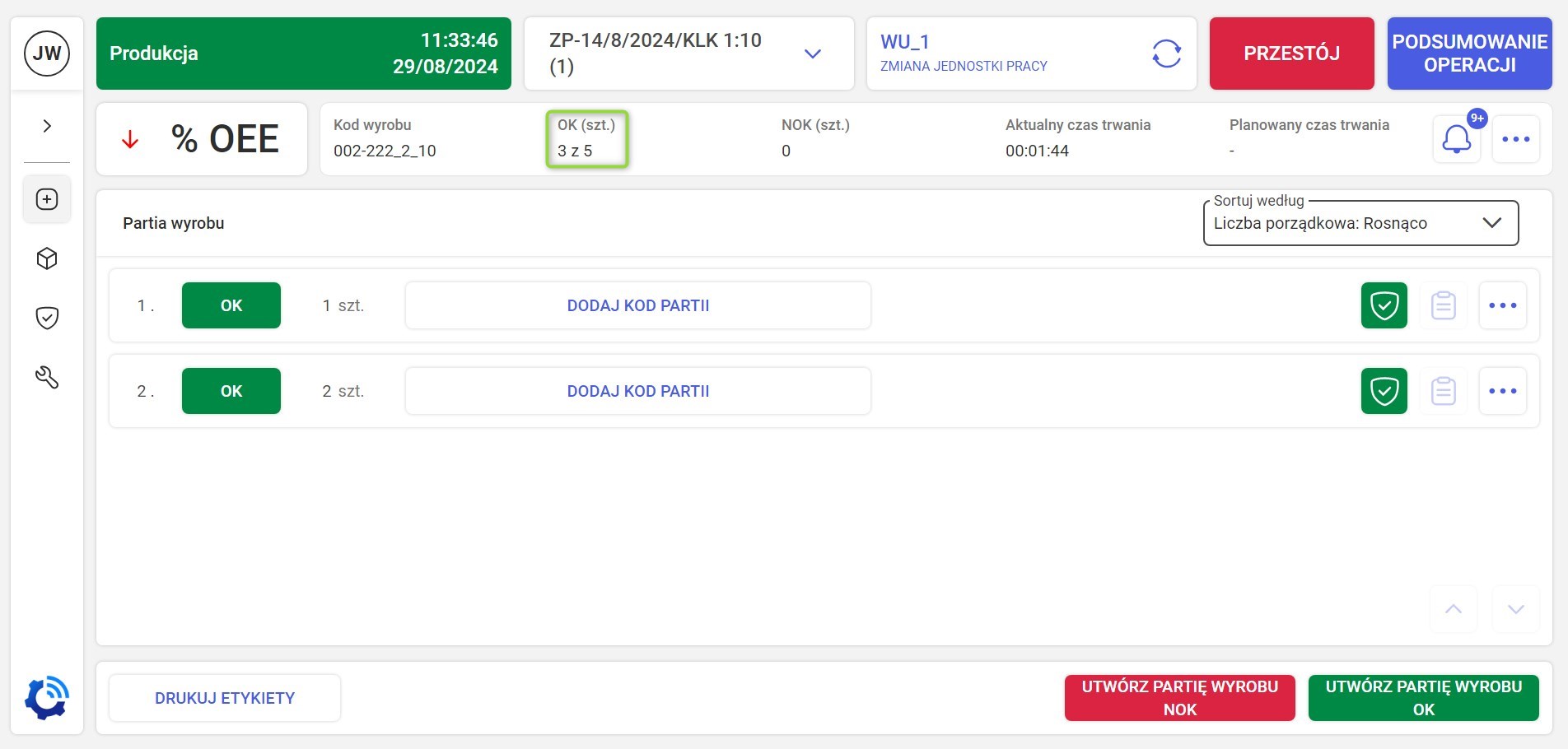
Zostało zadeklarowanych 3 sztuk w partii (rys. 2).
Rys.2
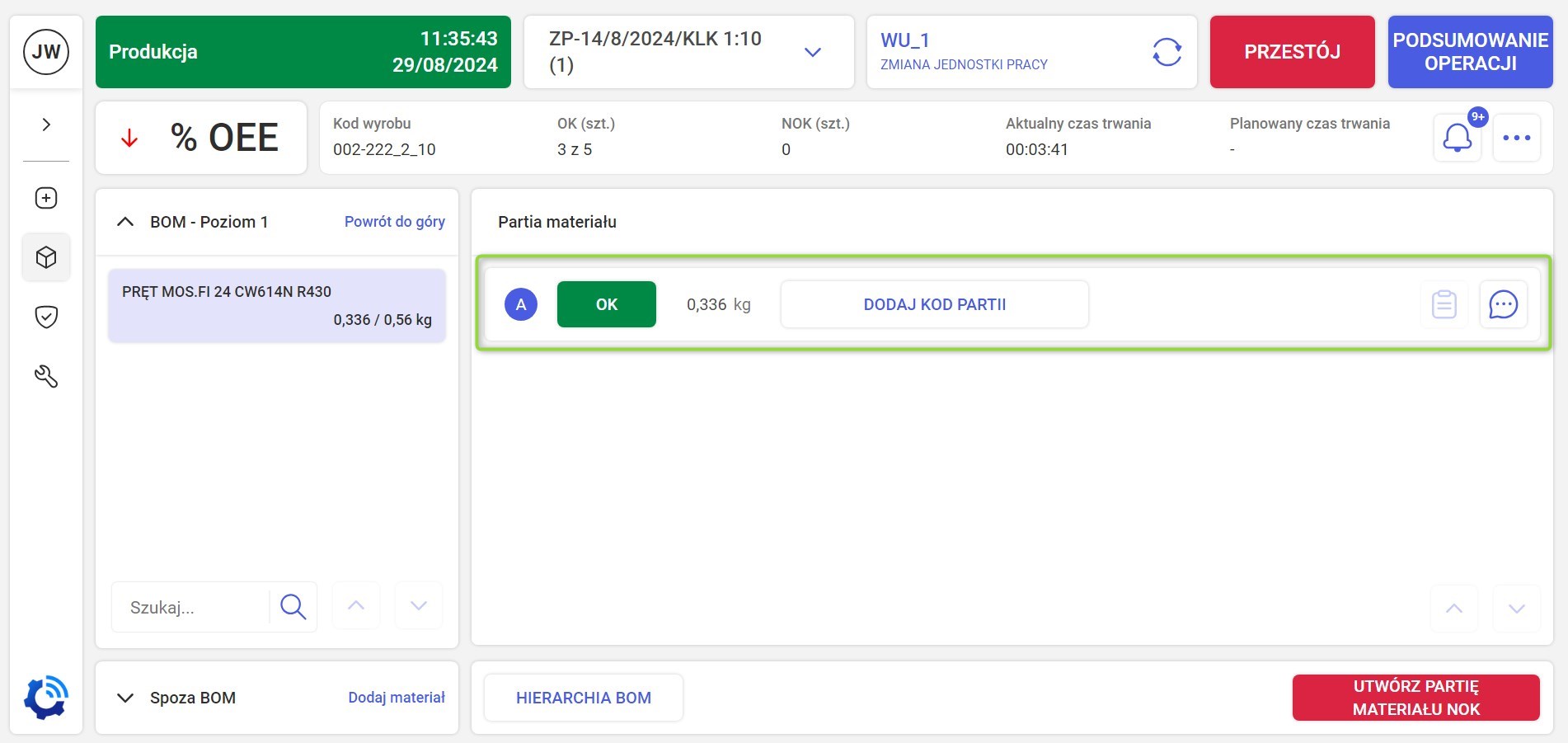
Proporcjonalne zostaje zadeklarowanych automatycznie 0.336 kilograma z 0.56 pierwszego kilograma. Automatyczne partie są oznaczane niebieską literą A (rys. 3).
Rys.3
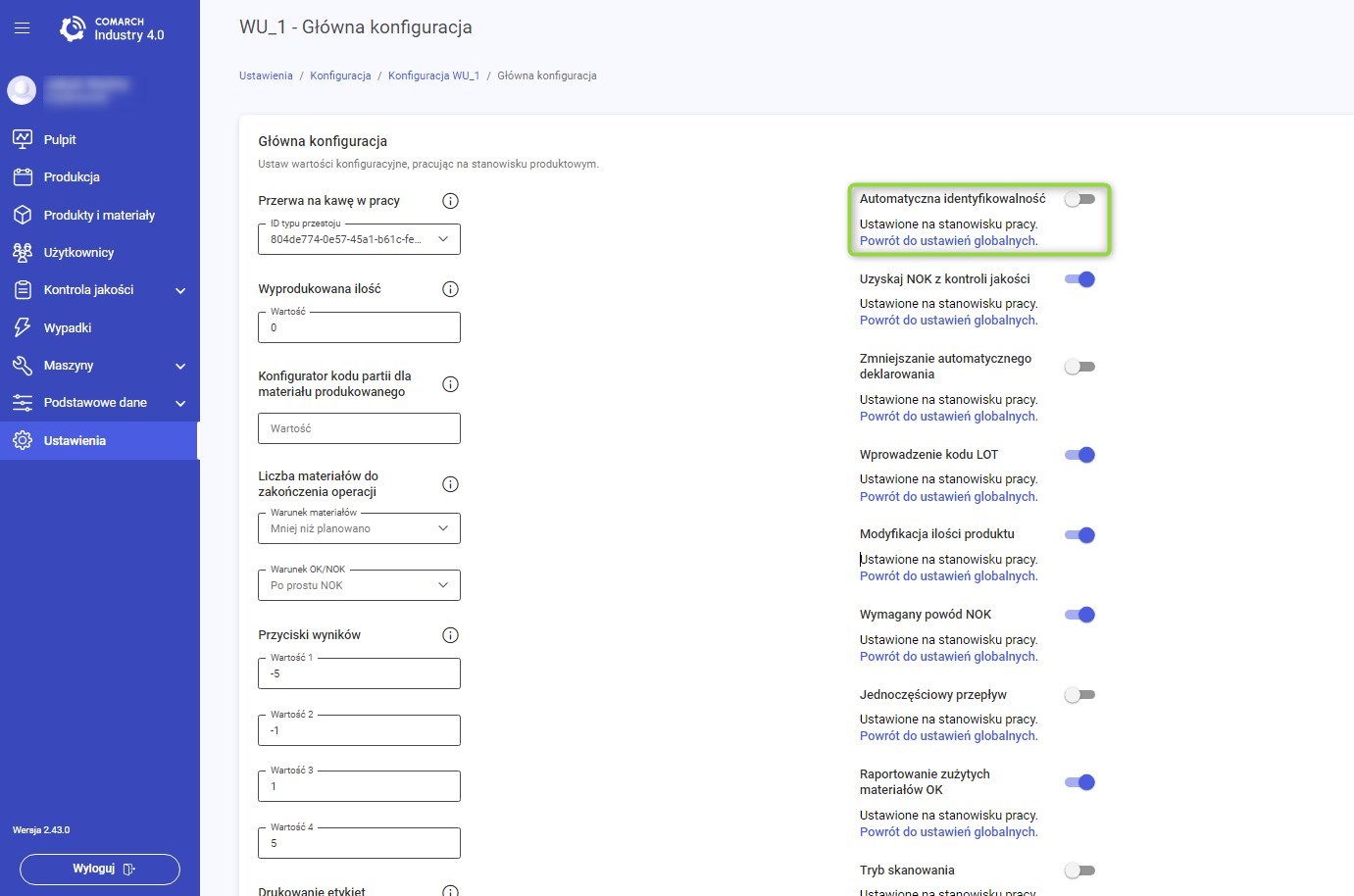
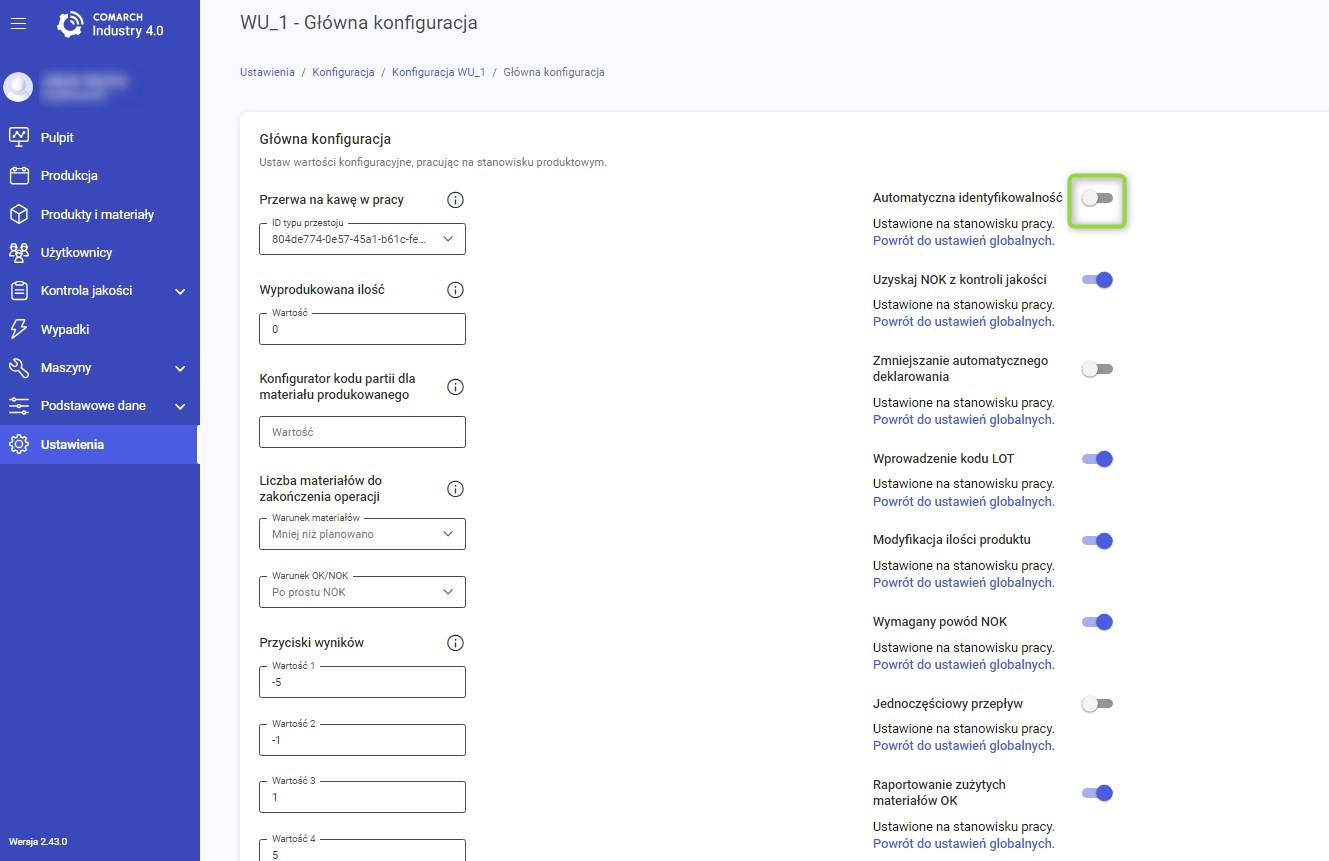
Automatyczna identyfikowalność
Automatyczną identyfikowalność można włączyć w aplikacji Supervisor. Opcja ta pomaga w śledzeniu wykorzystania materiałów w procesie produkcji.
Rys.1Rys.2
Dla włączonej opcji automatycznej identyfikalności, widok przed rozpoczęciem operacji będzie inny niż w przypadku wyłączonego ustawienia. Więcej na ten temat: Śledzenie materiałów traceability
Blokowanie przekraczania docelowej ilości wyrobu w operacji
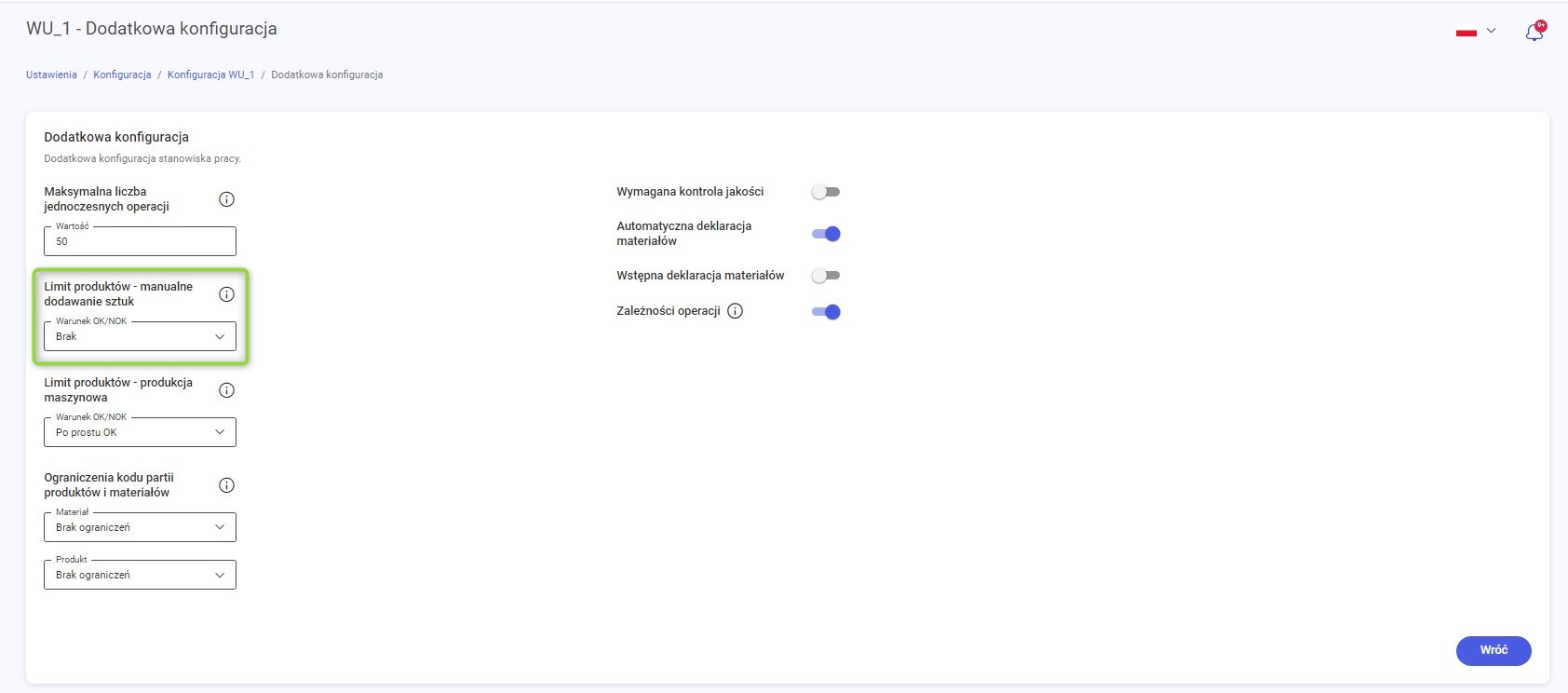
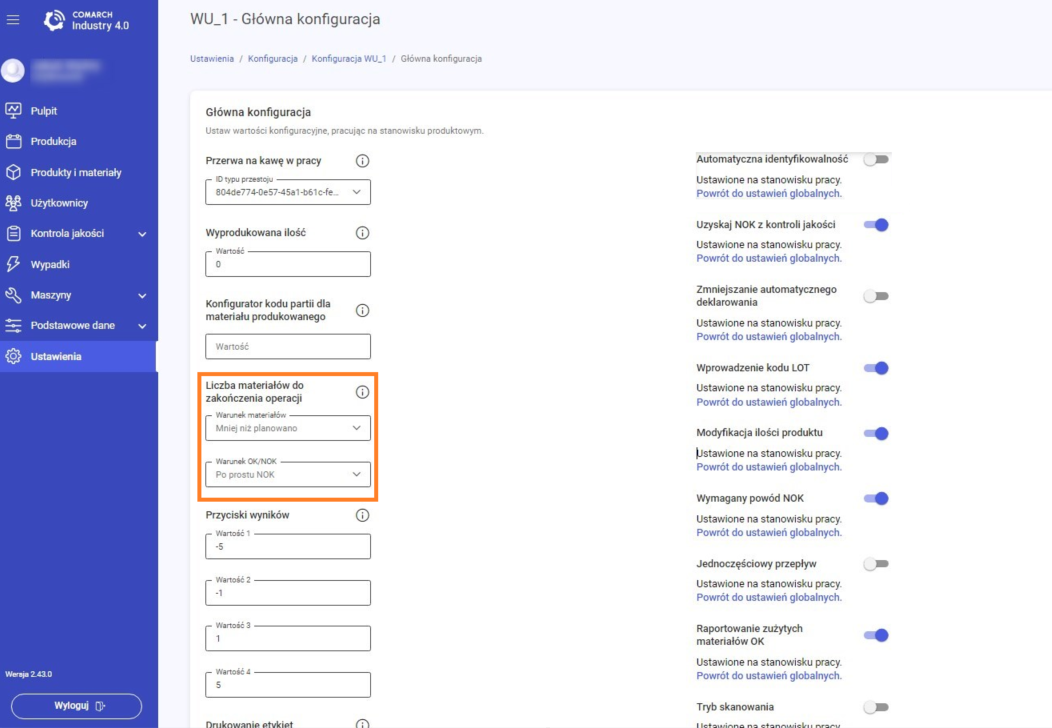
Konfiguracja blokowania przekraczania docelowej ilości wyrobu pozwala na wzięcie pod uwagę tylko ilości OK lub ilości OK i NOK razem.
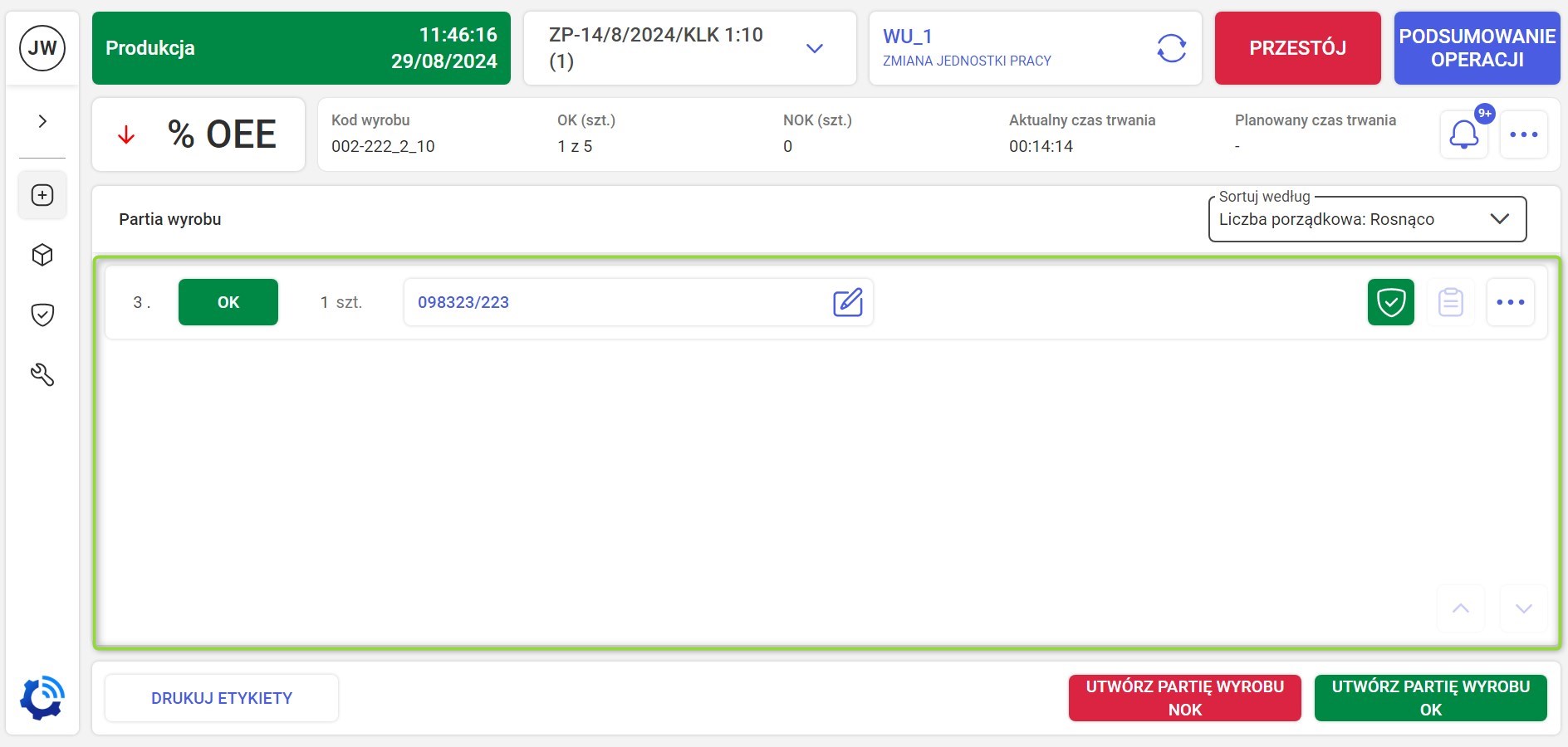
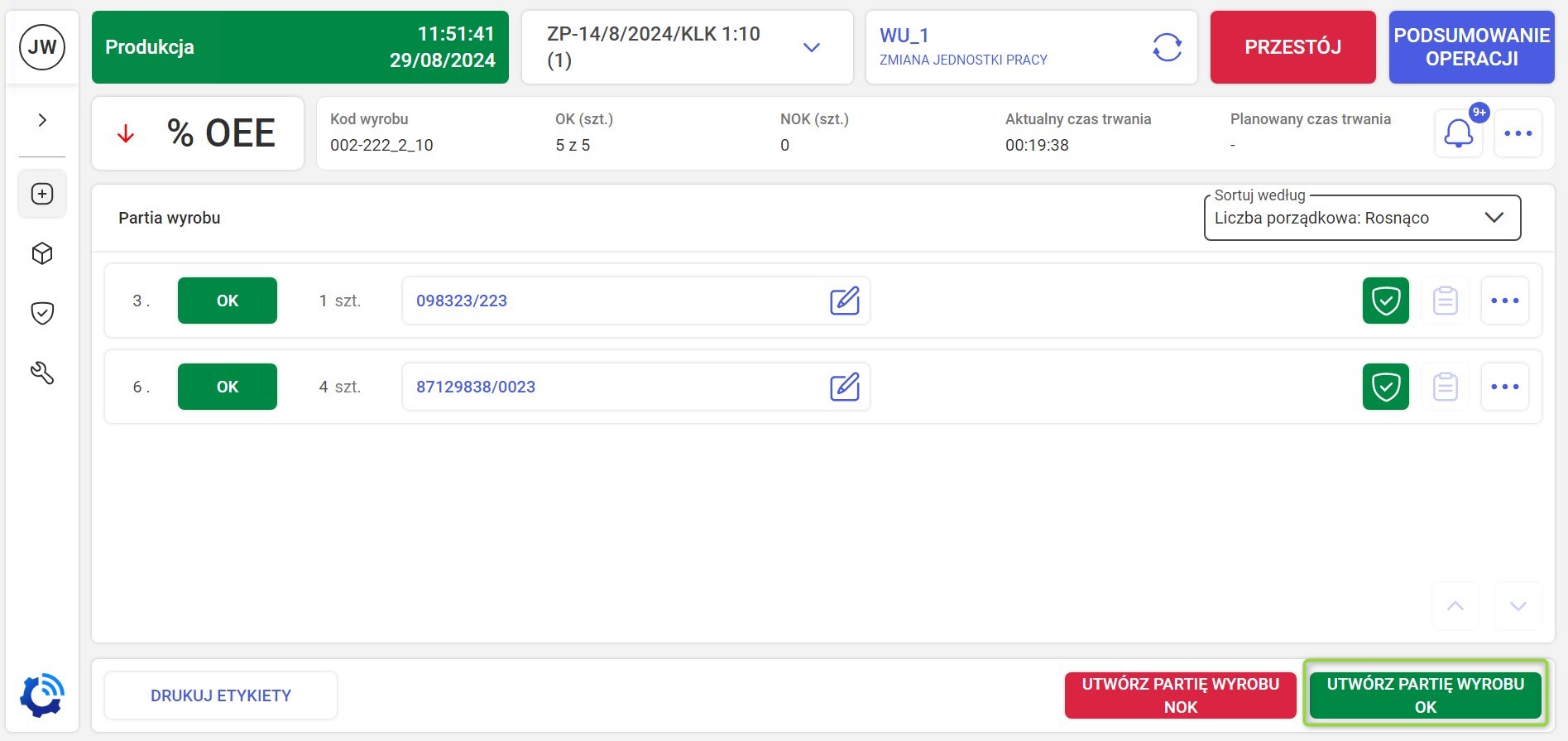
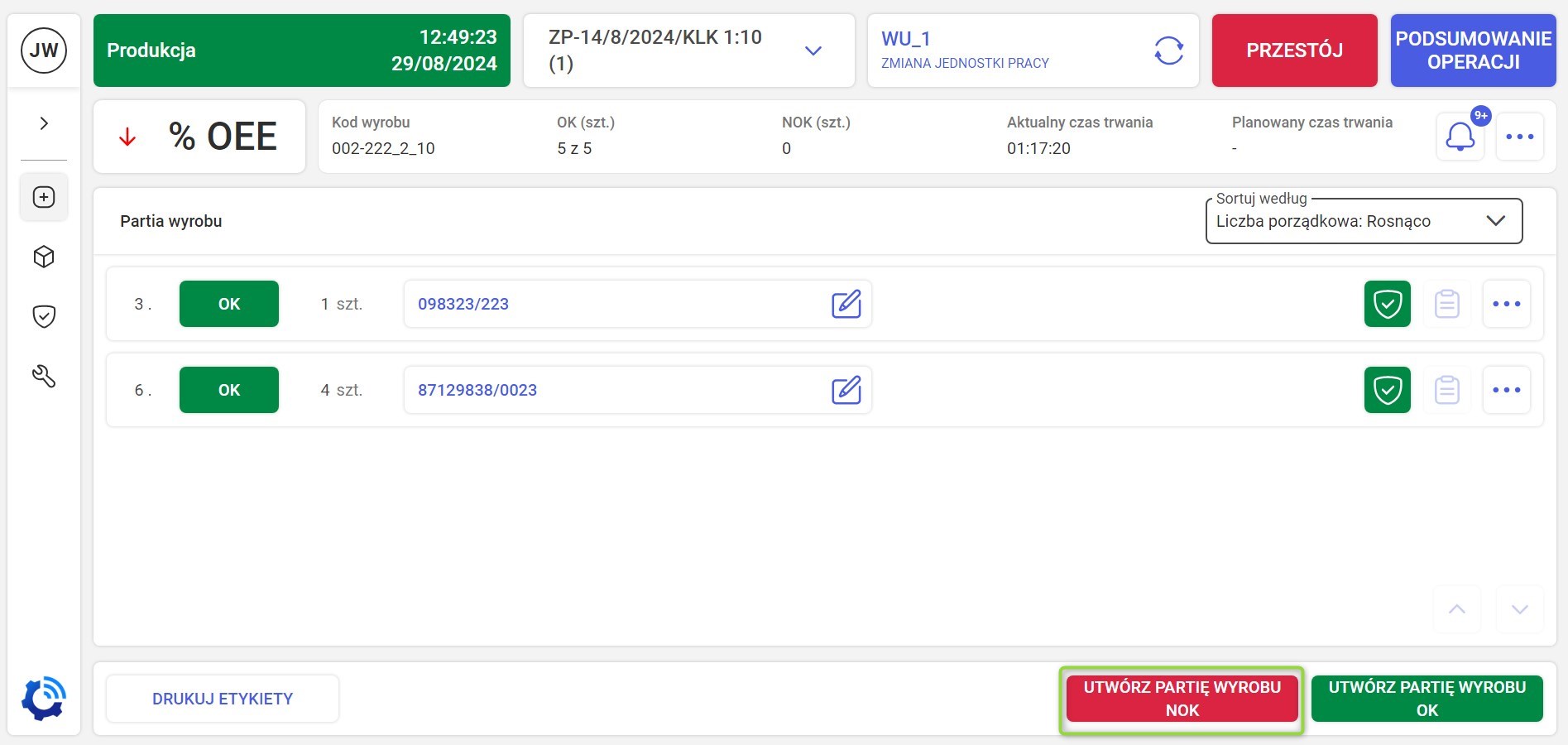
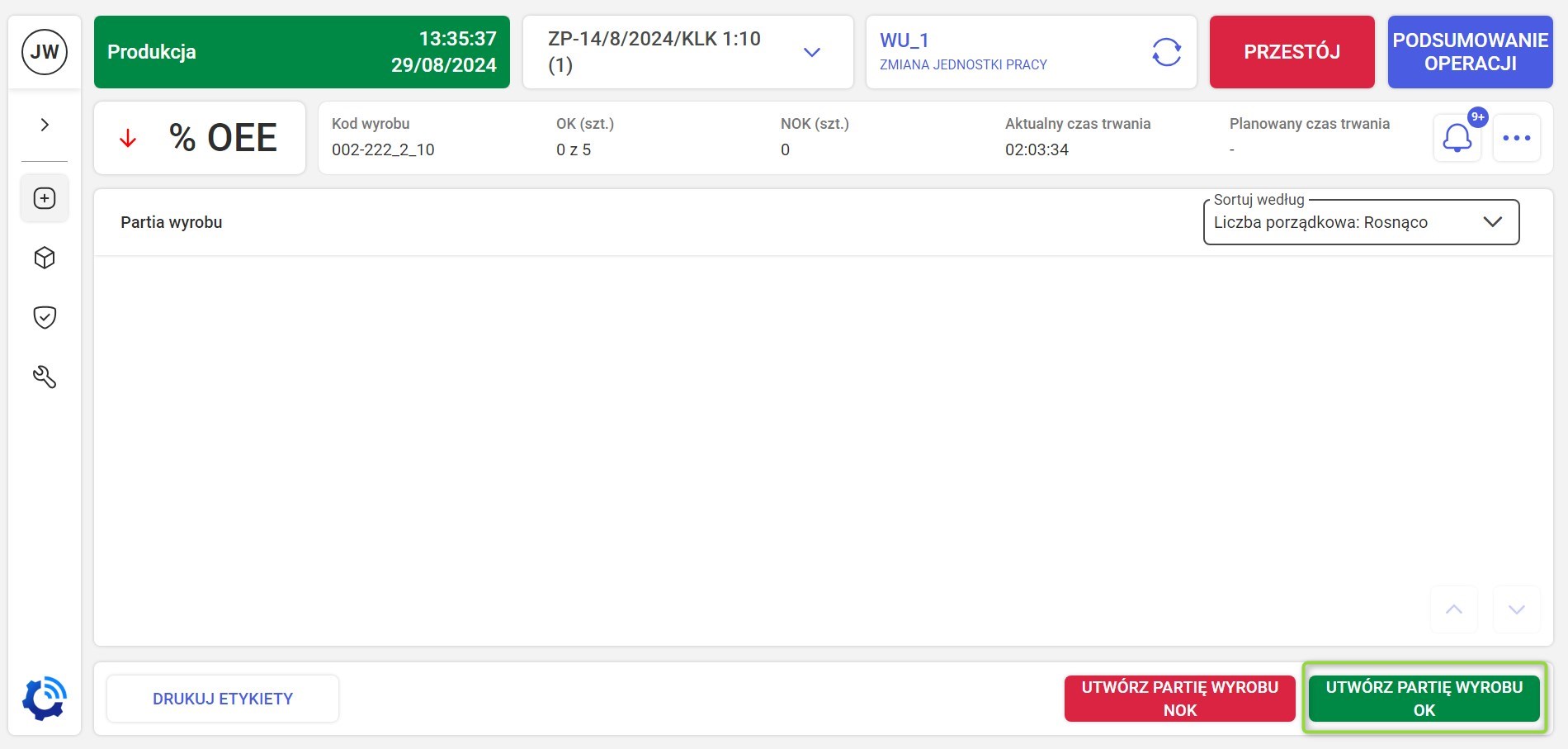
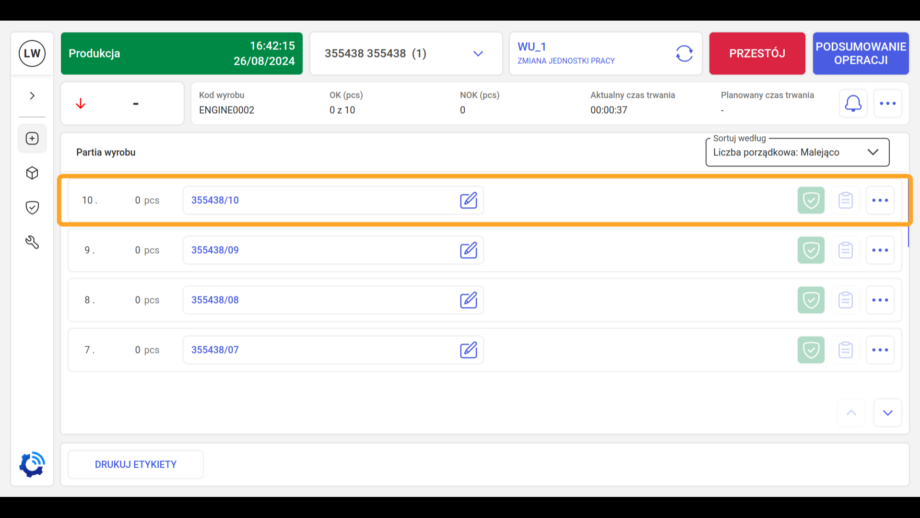
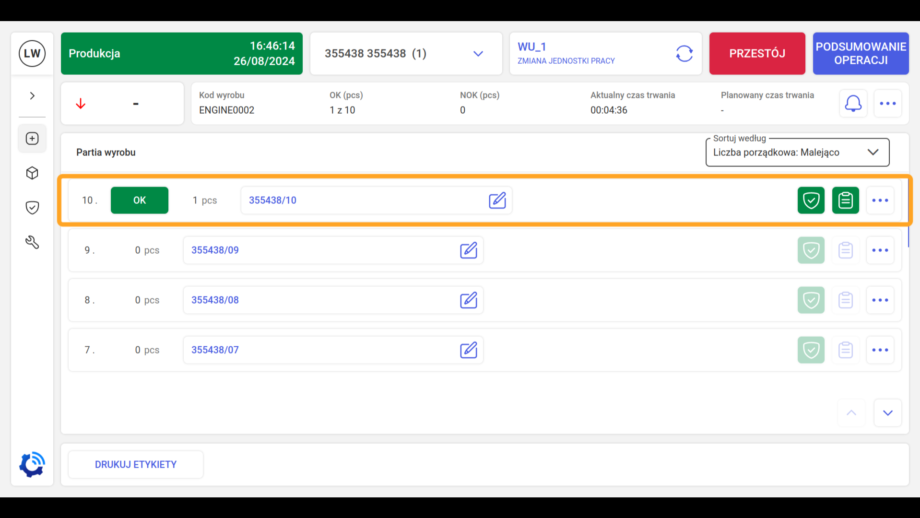
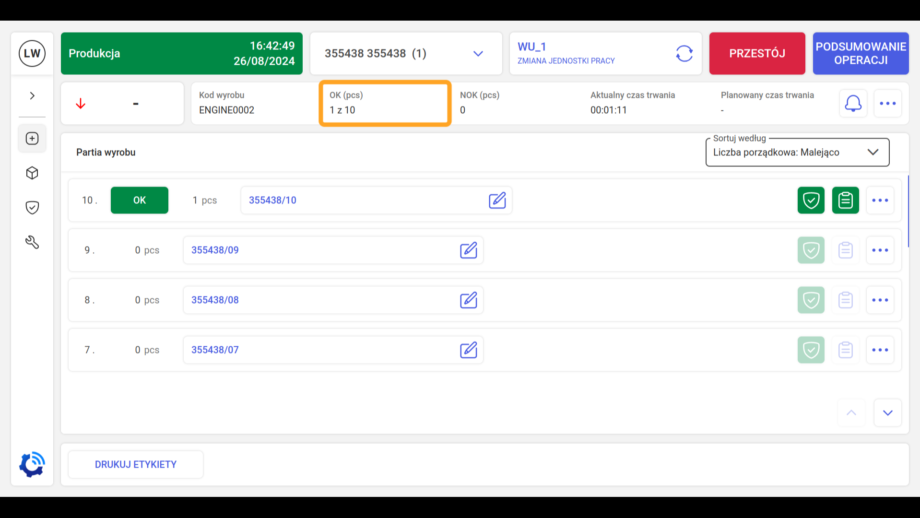
Przykładowo operator pracuje na operacji, która docelowo wymaga wyprodukowania 10 sztuk produktu. Zadeklarowana została jedna partia OK z 1 sztuką produktu (rys. 1).
Rys.1
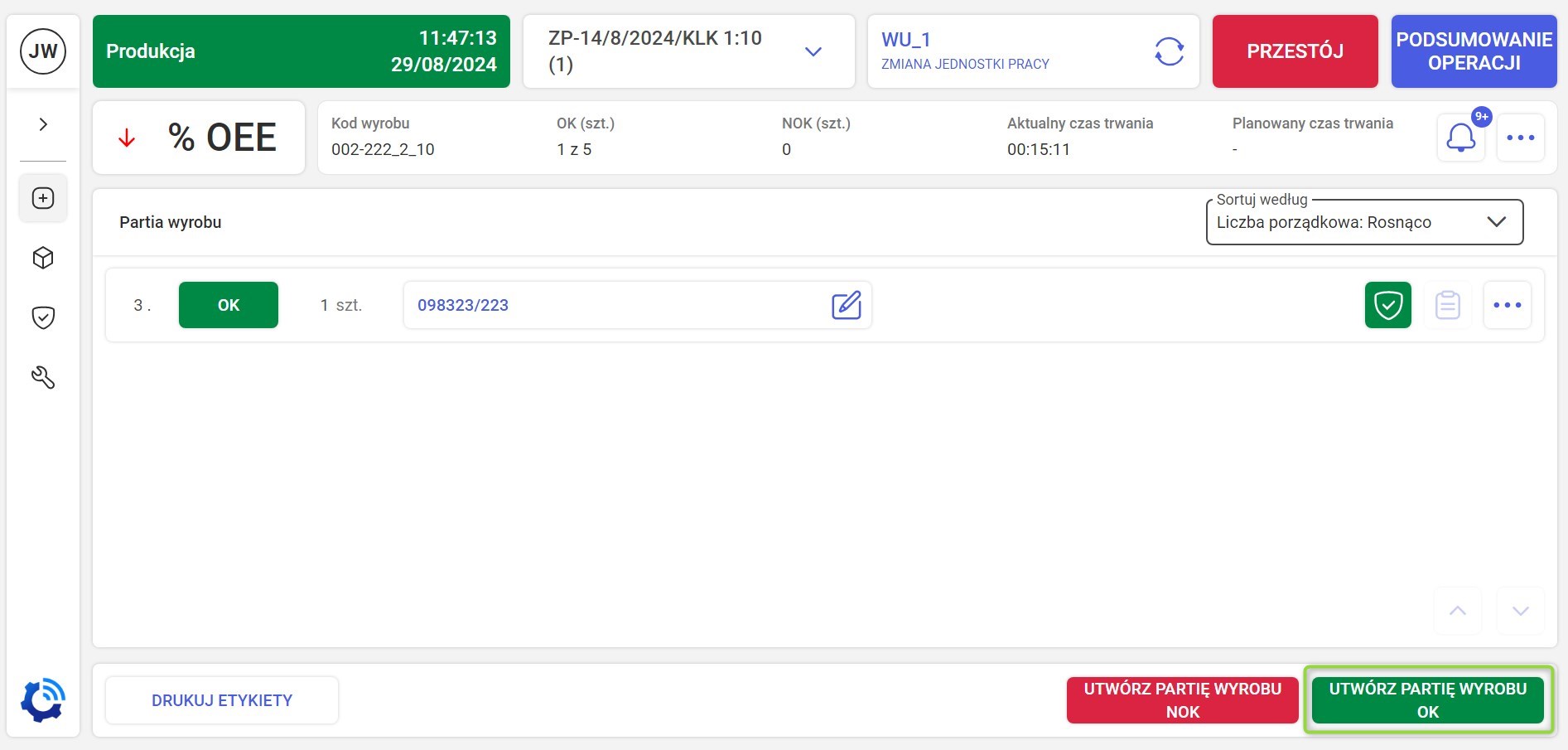
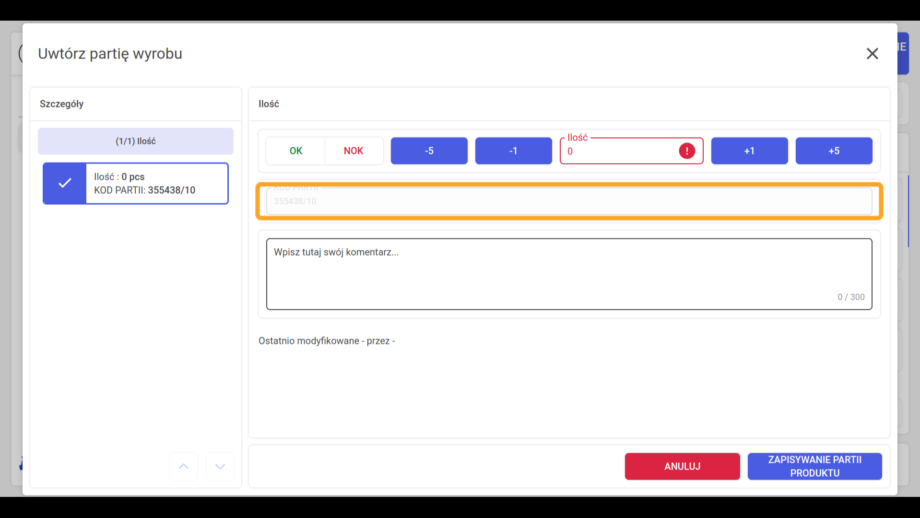
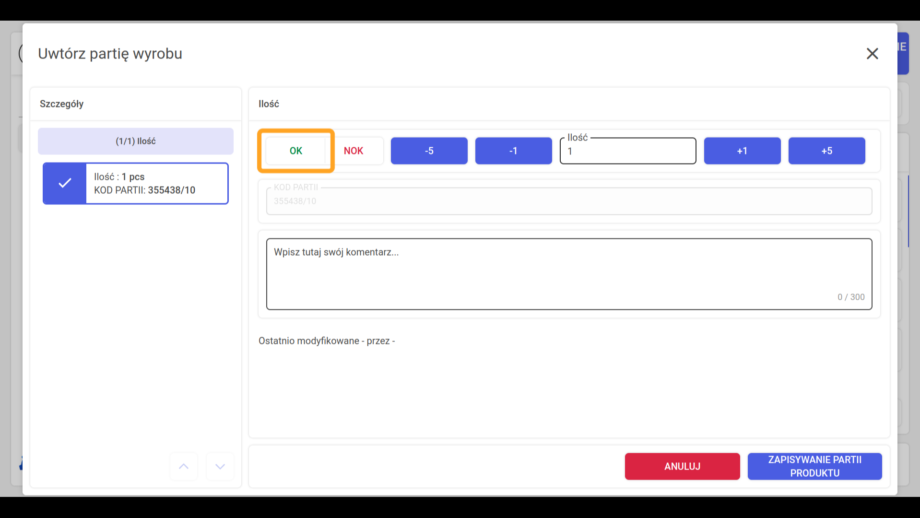
Użytkownik będzie chciał zadeklarować kolejną partię wyrobu, więc wybiera przycisk UTWÓRZ PARTIĘ WYROBU OK (rys. 2).
Rys.2
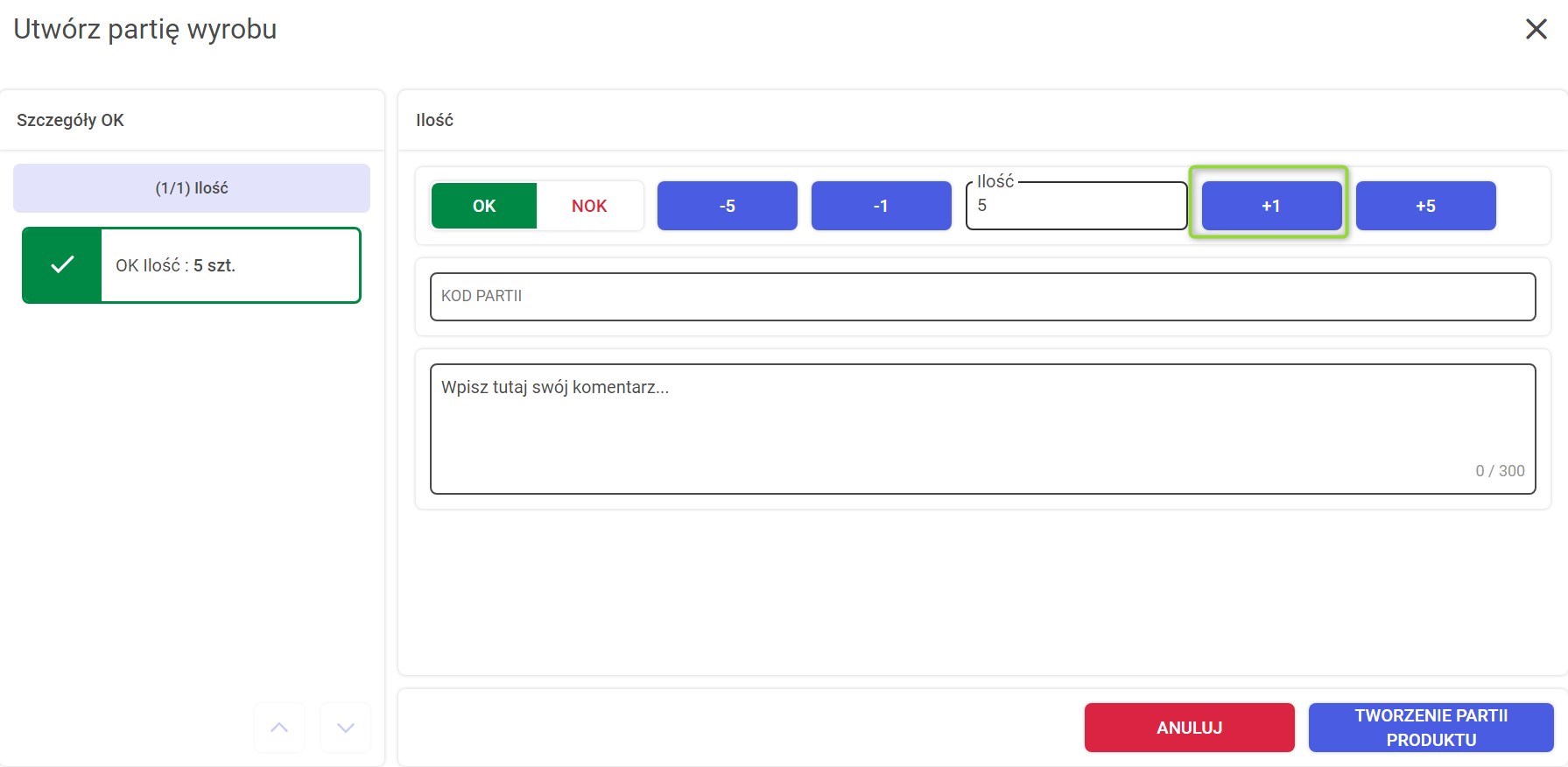
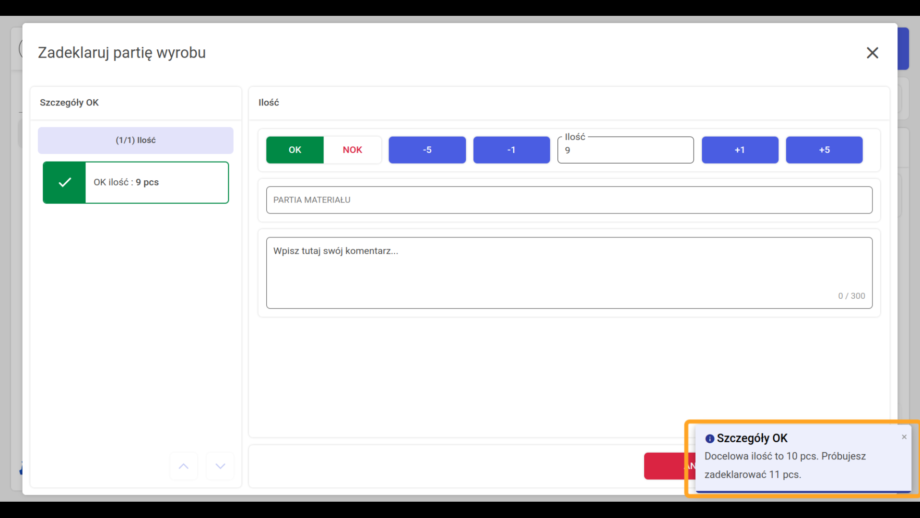
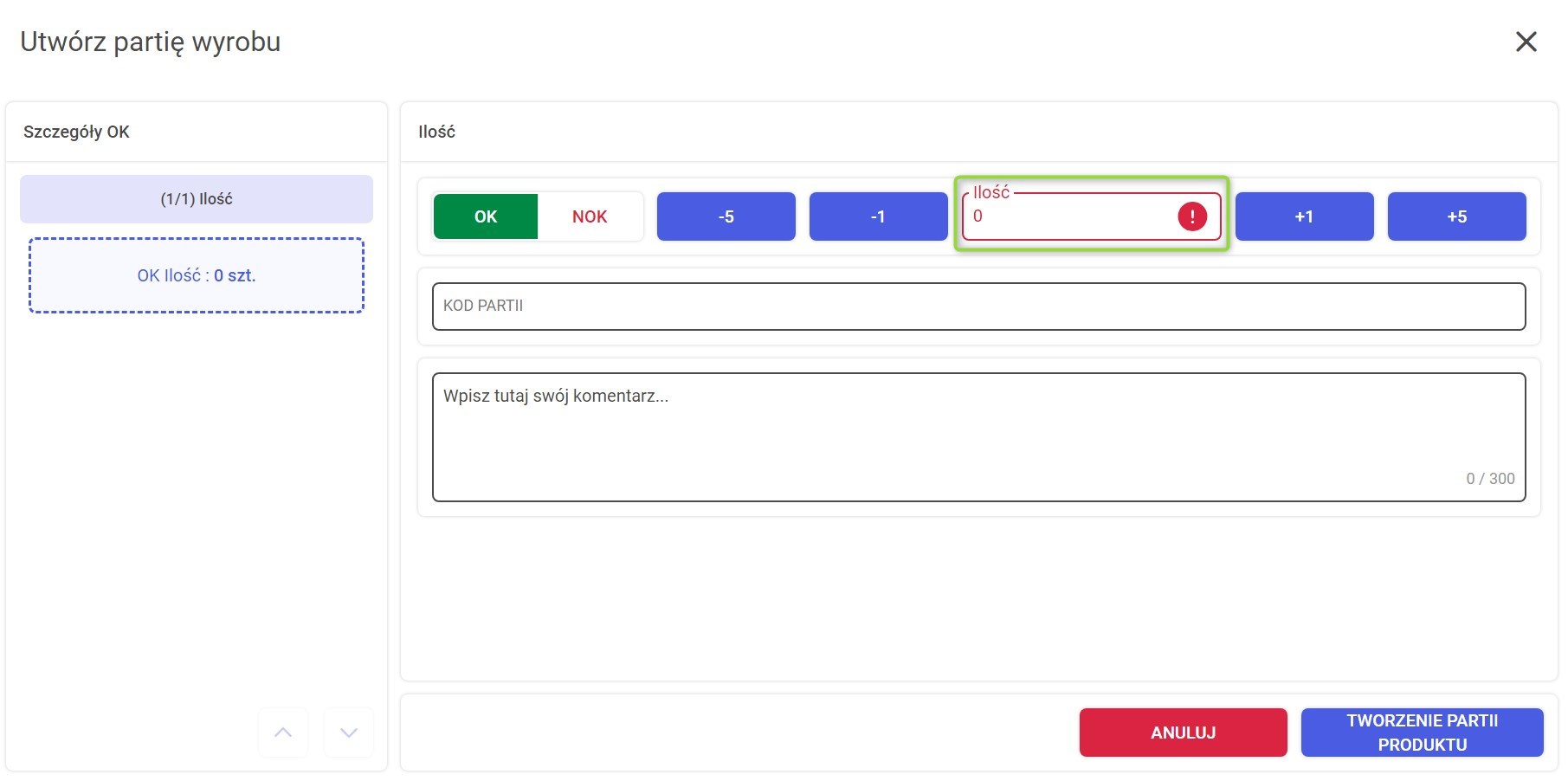
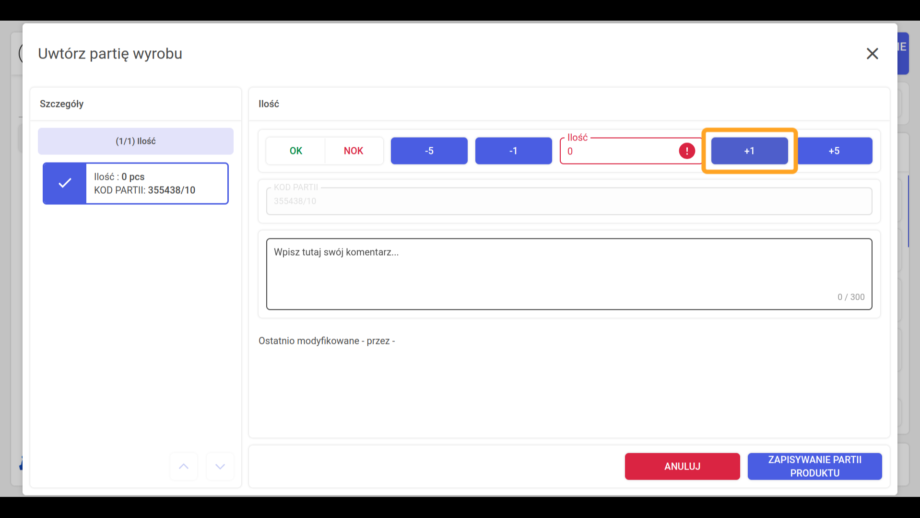
Po pojawieniu się okna do deklaracji operator deklaruje 9 sztuk w partii. Gdy wciśnie przycisk +1 system nie pozwoli tej ilości już dodać (rys. 3).
Rys.3
Pojawi się informacja o próbie deklaracji ponad docelową ilość w operacji (rys. 4).
Rys. 4.
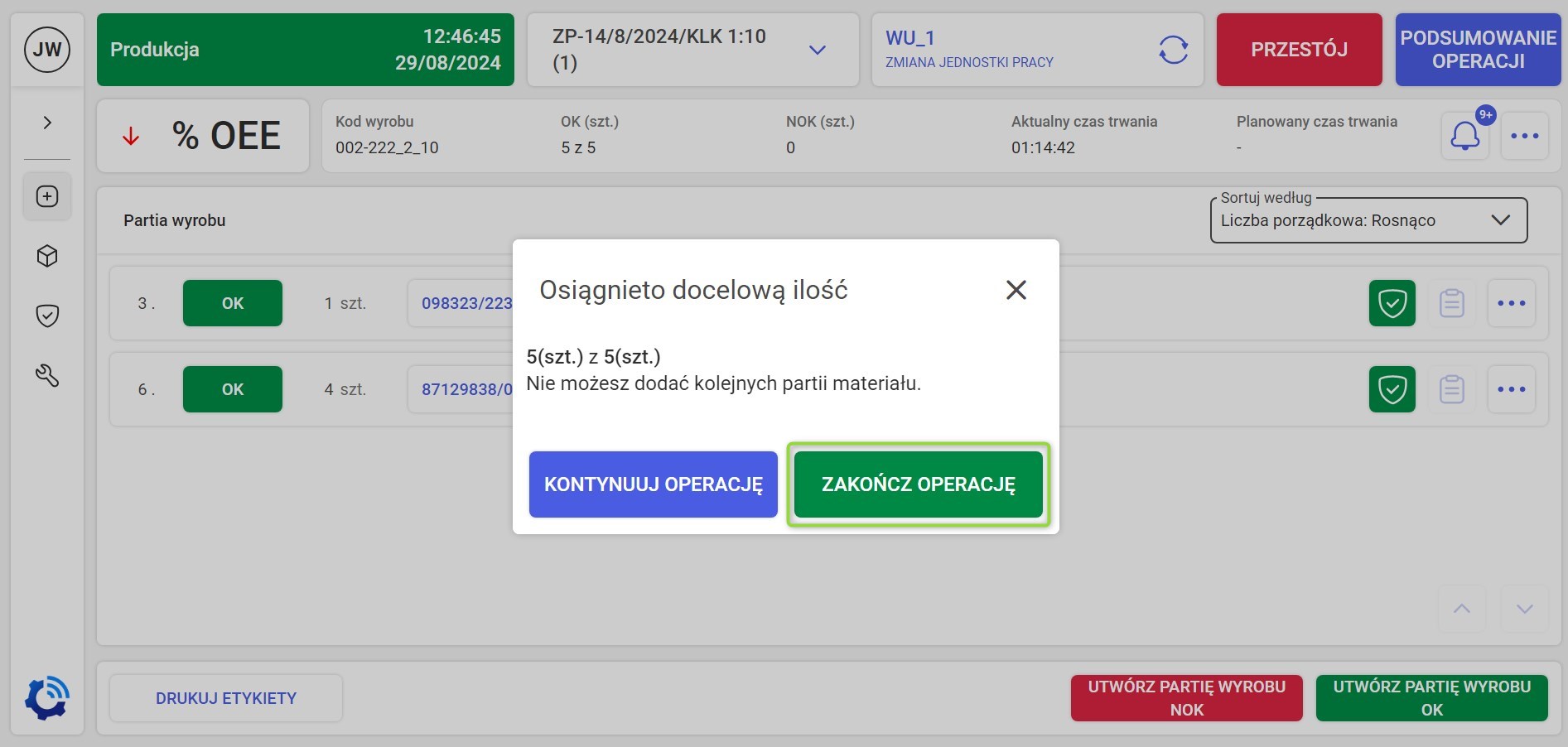
Gdy została wyprodukowana docelowa ilość produktów, ponowne wciśnięcie przycisku UTWÓRZ PARTIĘ WYROKU OK spowoduje pojawienie się okna informującego o osiągnięciu docelowej ilości (rys. 5).
Rys.5
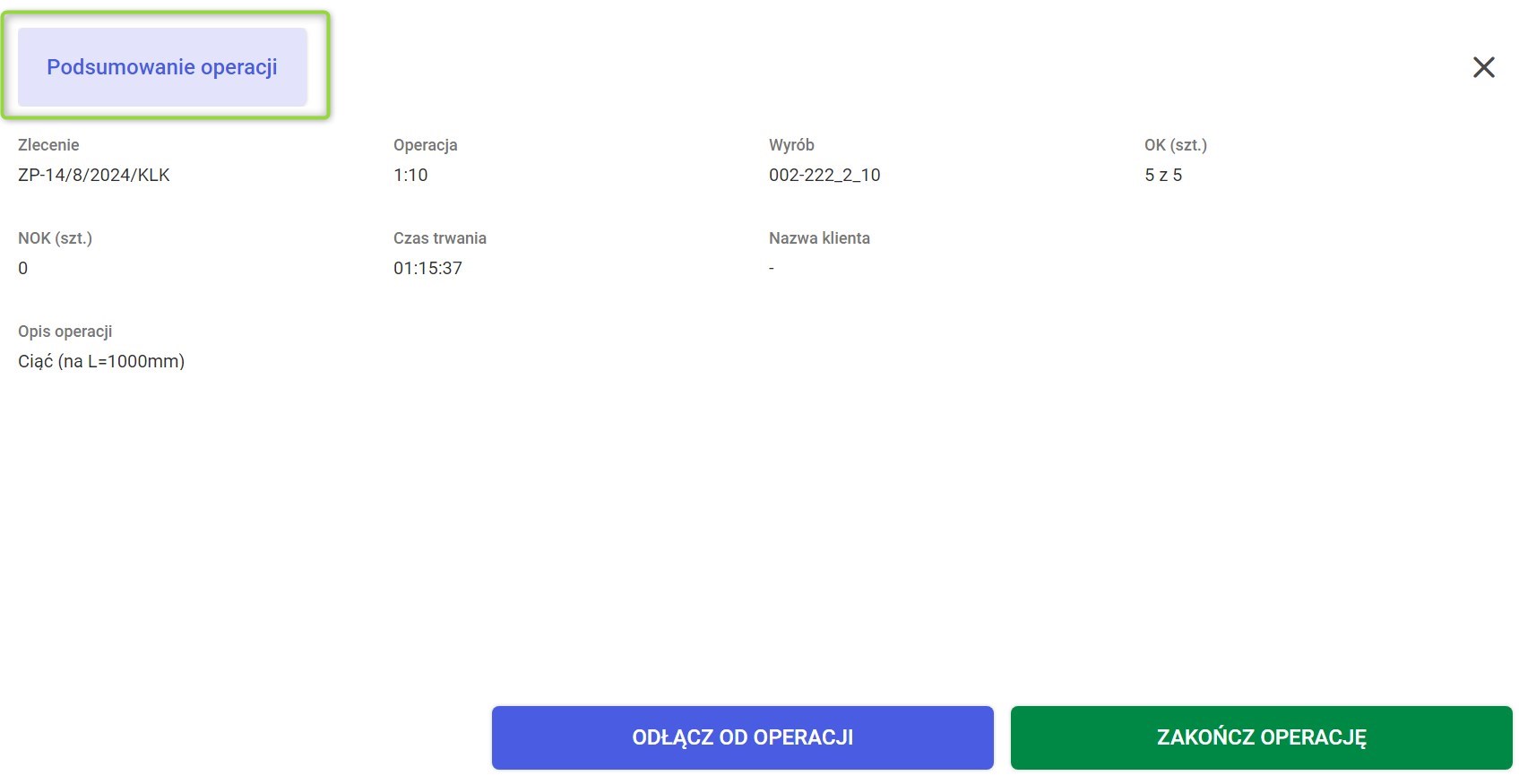
Operator będzie mógł kontynuować operację, żeby dokończyć na przykład zaległe plany kontroli lub wykonać inne czynności przygotowujące do zakończenia operacji (rys. 6). Drugą opcją jest przycisk ZAKOŃCZ OPERACJĘ, które prowadzi do okna z Podsumowaniem operacji (rys. 7).
Rys.6Rys.7
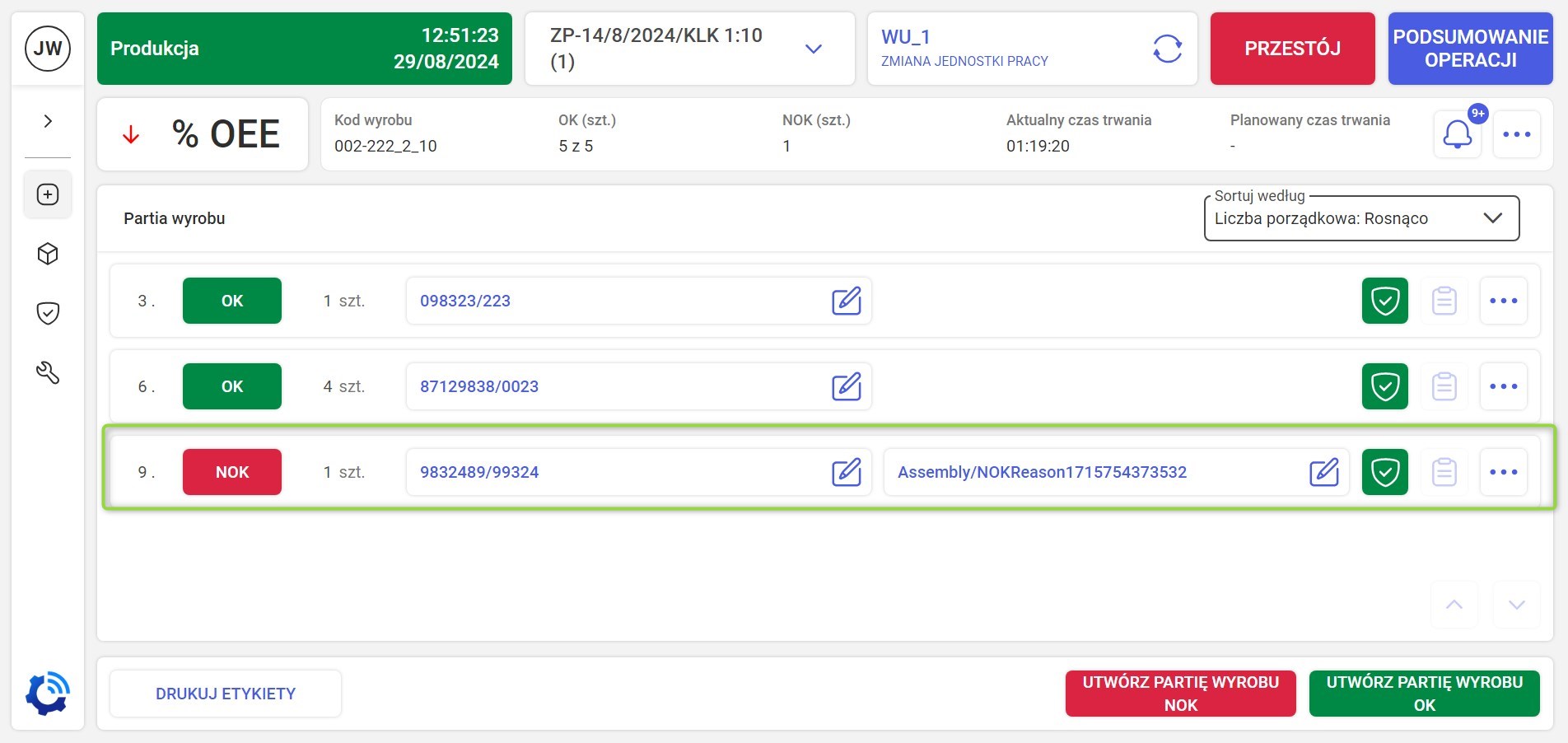
W przypadku ustawienia liczenia wartości OK jako docelowa ilość wyroby NOK można deklarować bez limitu (rys. 8, 9). Dla wartości OK+NOK system nie pozwoli na taką akcję użytkownikowi.
Rys.8Rys.9
Domyślna wartość to "".
Rys.10
Czas nieaktywności użytkownika
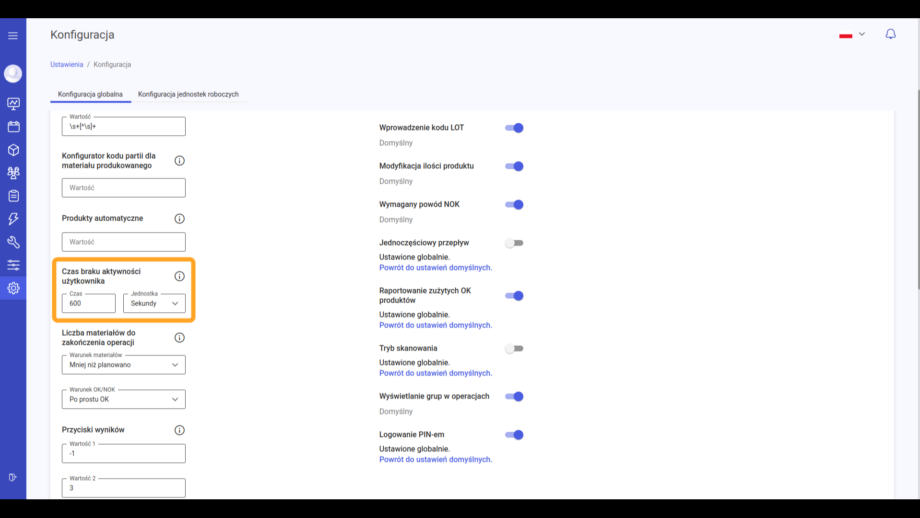
Konfiguracja ta jest ustawiana tylko globalnie. Ustawiany jest czas , po przekroczeniu którego użytkownik będzie wylogowany, gdy system nie wykryje aktywności w aplikacji Operator Panel. Czas można ustawić w sekundach lub minutach (rys. 1).
Rys. 1.
Po upłynięciu ustawionego czasu nieaktywności operator zostanie przekierowany do widoku logowania i będzie musiał zeskanować ponownie kartę, aby się zalogować, lub wcisnąć ZALOGUJ SIĘ KODEM PIN, aby użyć nazwy użytkownika i pinu (rys. 2).
Rys. 2.
Domyślnie czas jest ustawiony na 1800 sekund.
Uwaga
Po dokonaniu zmiany konfiguracji, aby znalazły one zastosowanie w Panelu Operatora użytkownik, o ile jest zalogowany, musi zostać wylogowany.
Uwaga
Jesli czas ustawiony jest na 0 sekund to wyłączona jest opcja automatycznego wylogowywania
Deklaracja NOK z poziomu planu kontroli
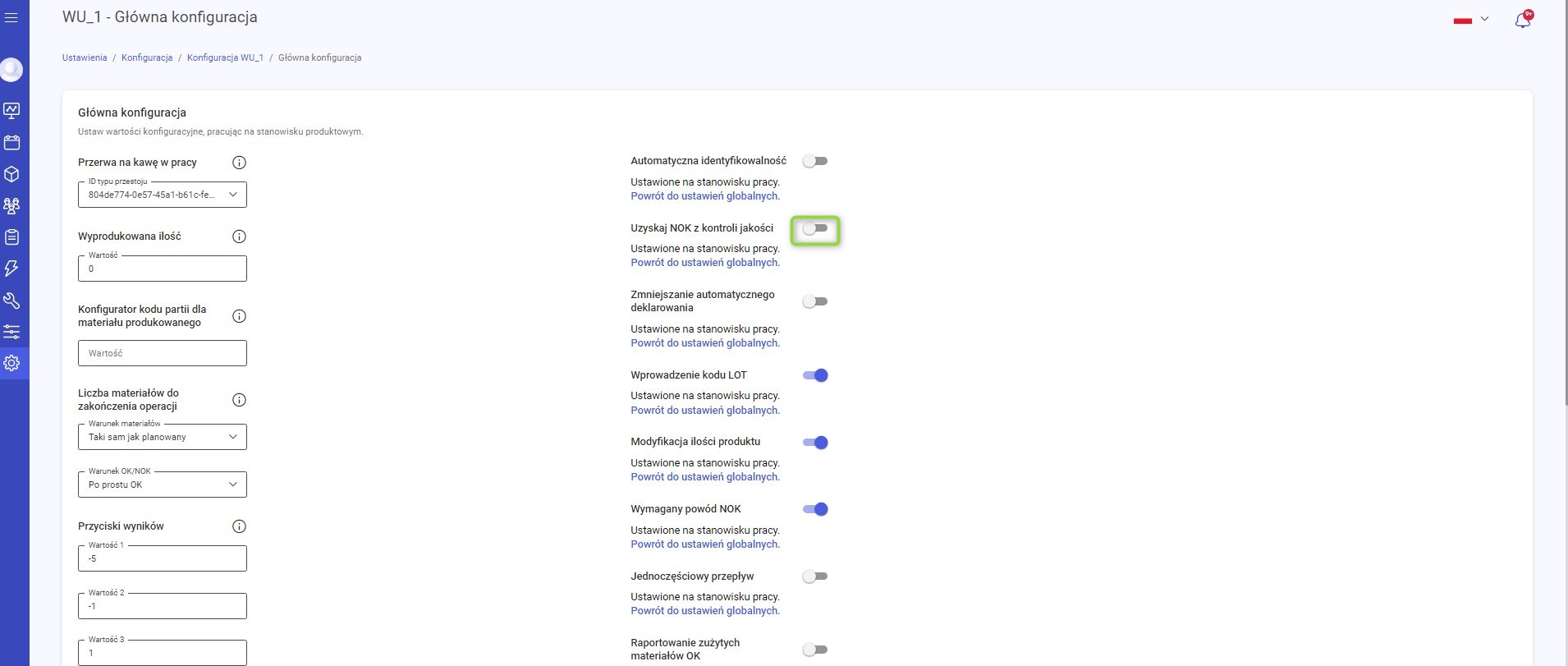
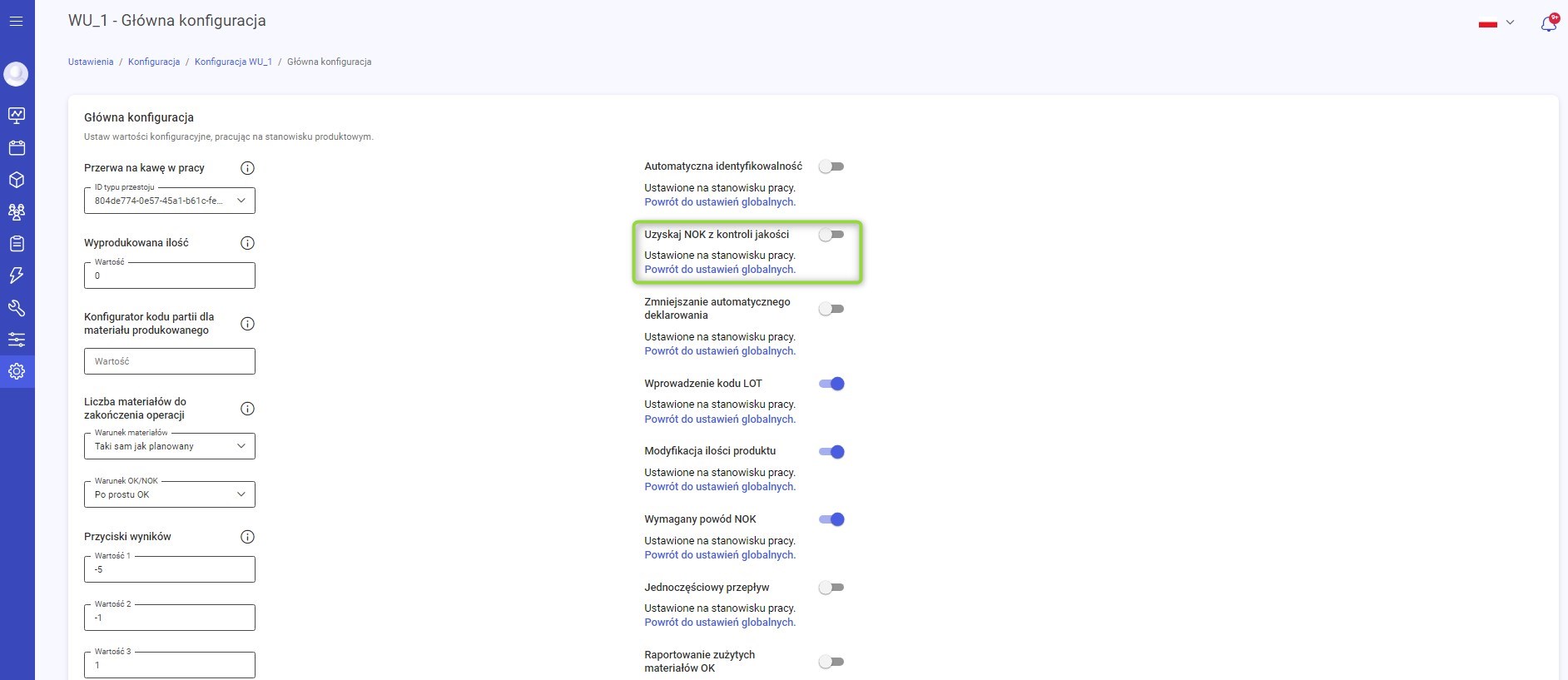
Dla kontroli jakości istnieje możliwość deklaracji wyrobu partii NOK z poziomu planu kontroli. Jest to konfigurowalne w aplikacji Supervisor.
Rys.1Rys.2
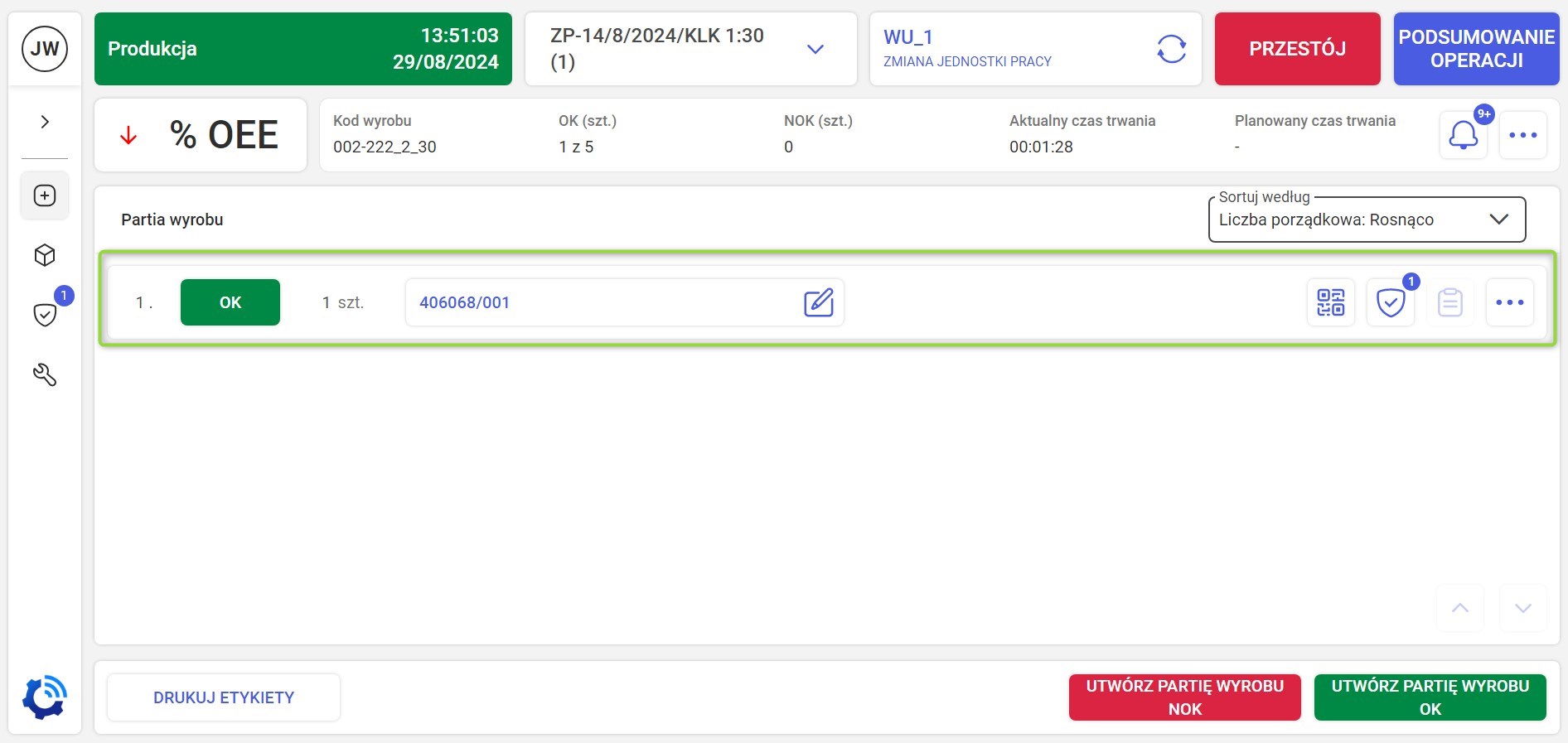
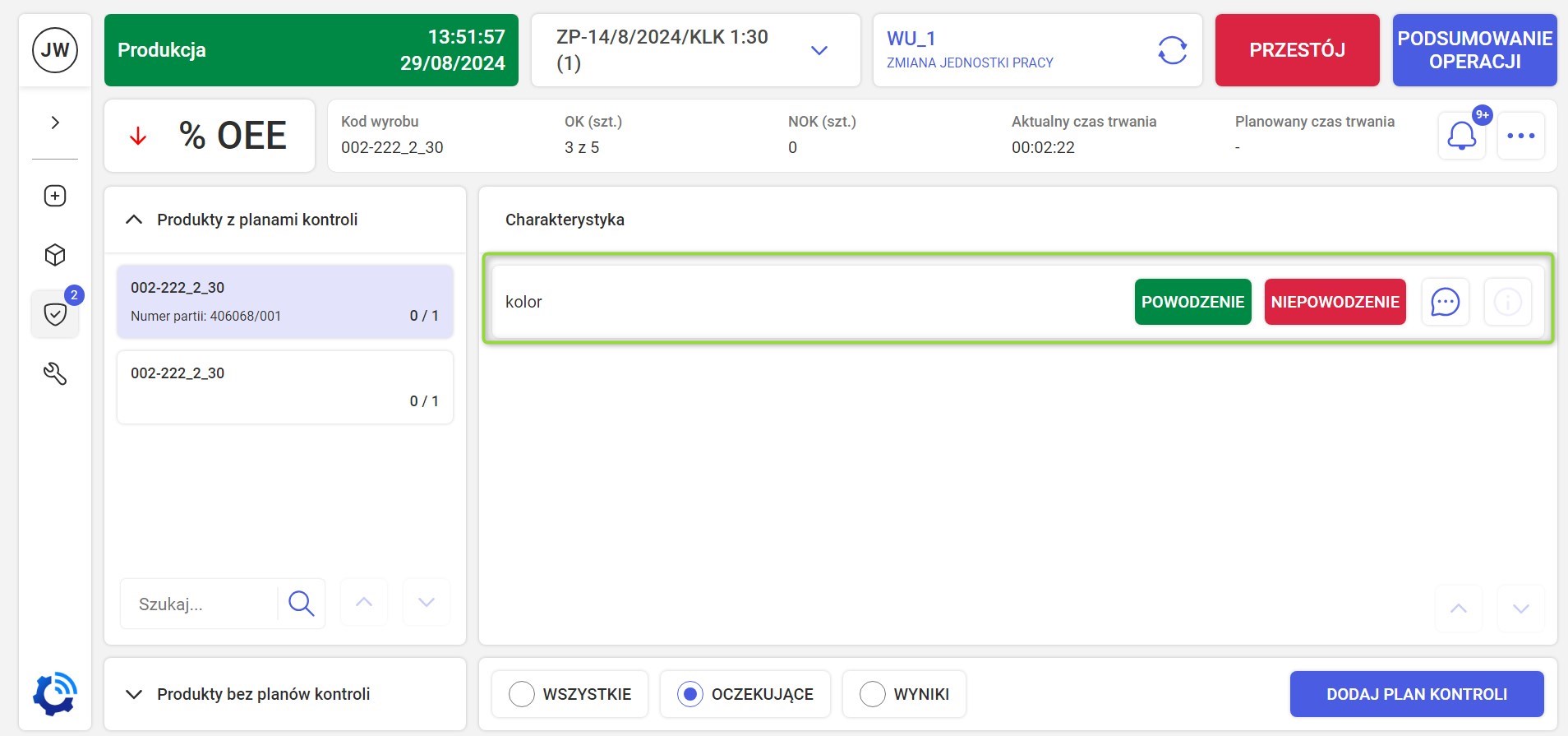
Plan kontroli będzie wykonywany dla partii wyrobu OK o kodzie 406068/001 (rys. 3).
Rys.3
W celu zadeklarowania NOK z poziomu planu kontroli należy w zakładce Kontrola Jakości kliknąć na jedną z instancji planu kontroli (rys. 4).
Rys.4
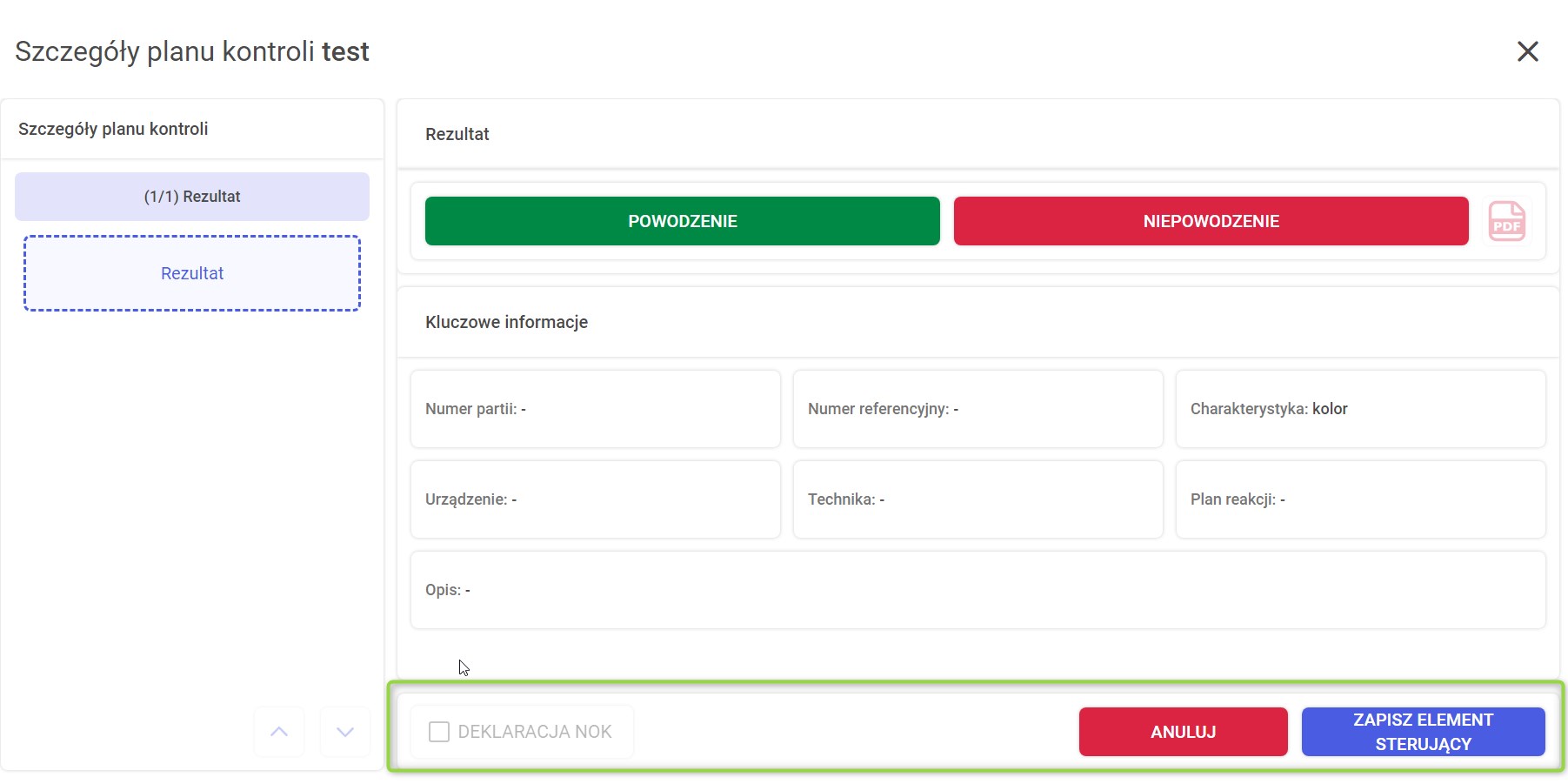
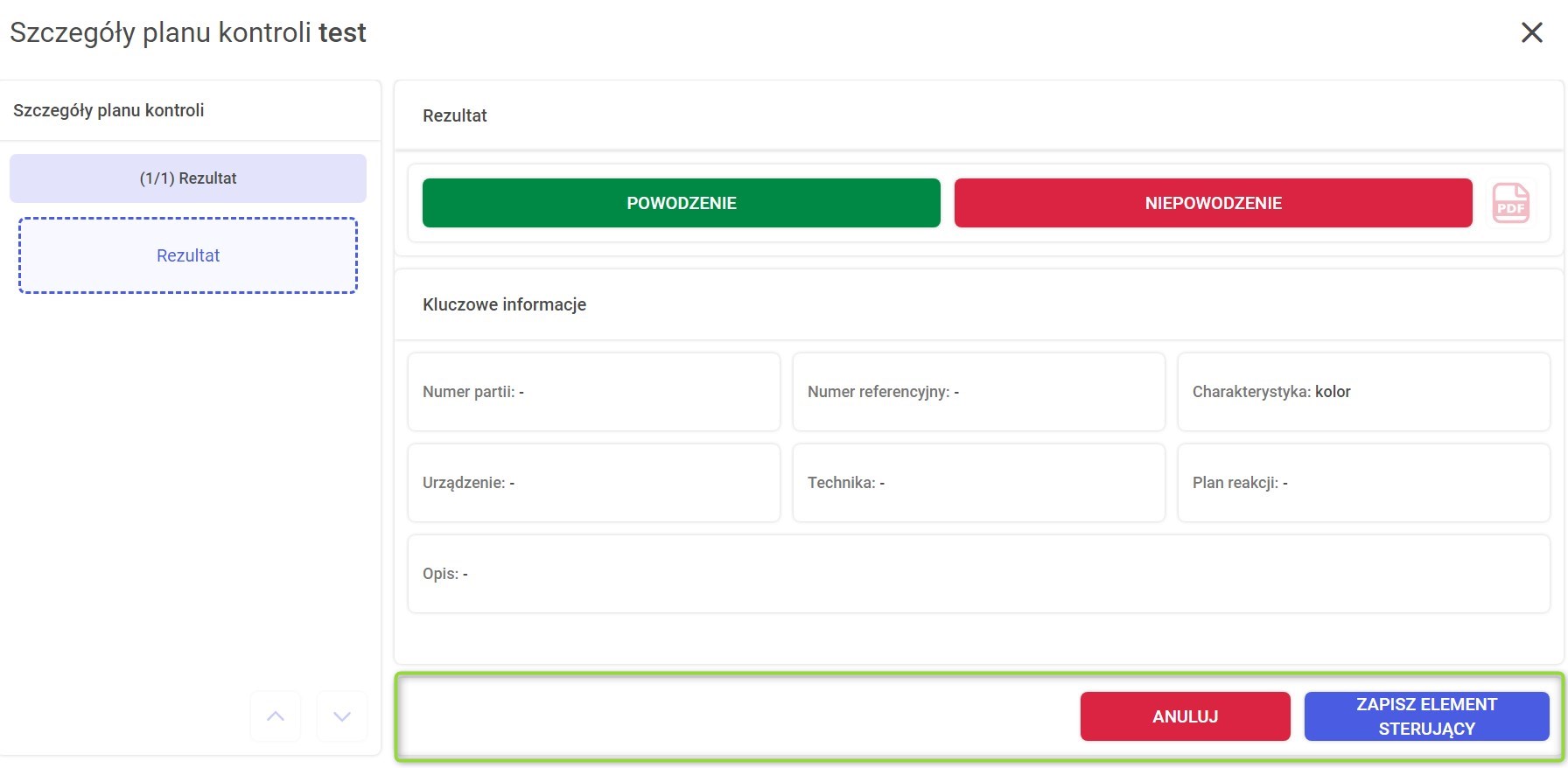
W oknie Szczegółów planu kontroli widoczny na dole jest wyszarzony checkbox do deklaracji NOK (rys. 5).
Rys.5
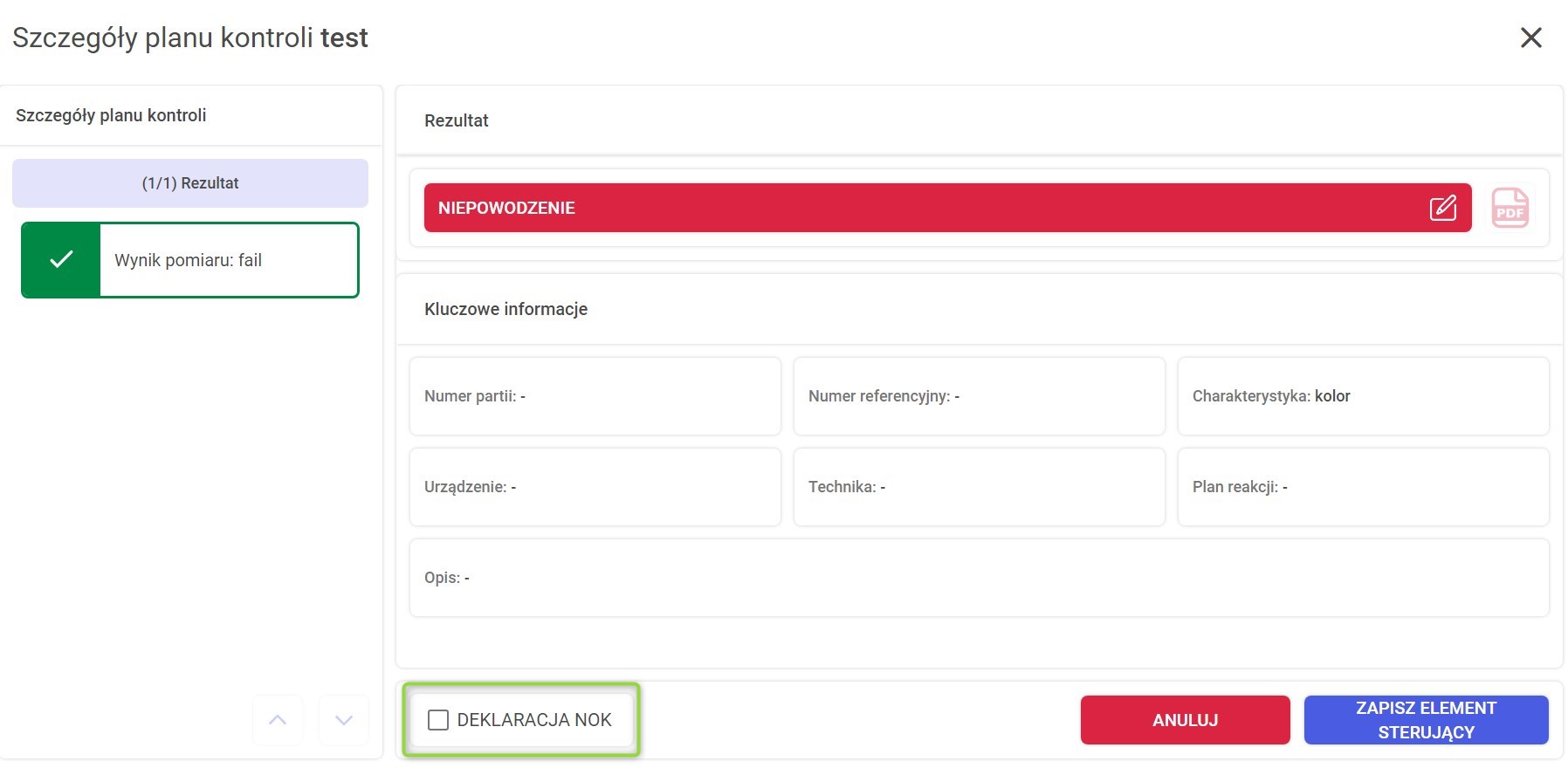
Po wyborze rezultatu dla planu kontroli będzie dostępna opcja do zadeklarowania partii, która została uznana podczas kontroli jakości za złom (rys. 6).
Rys.6
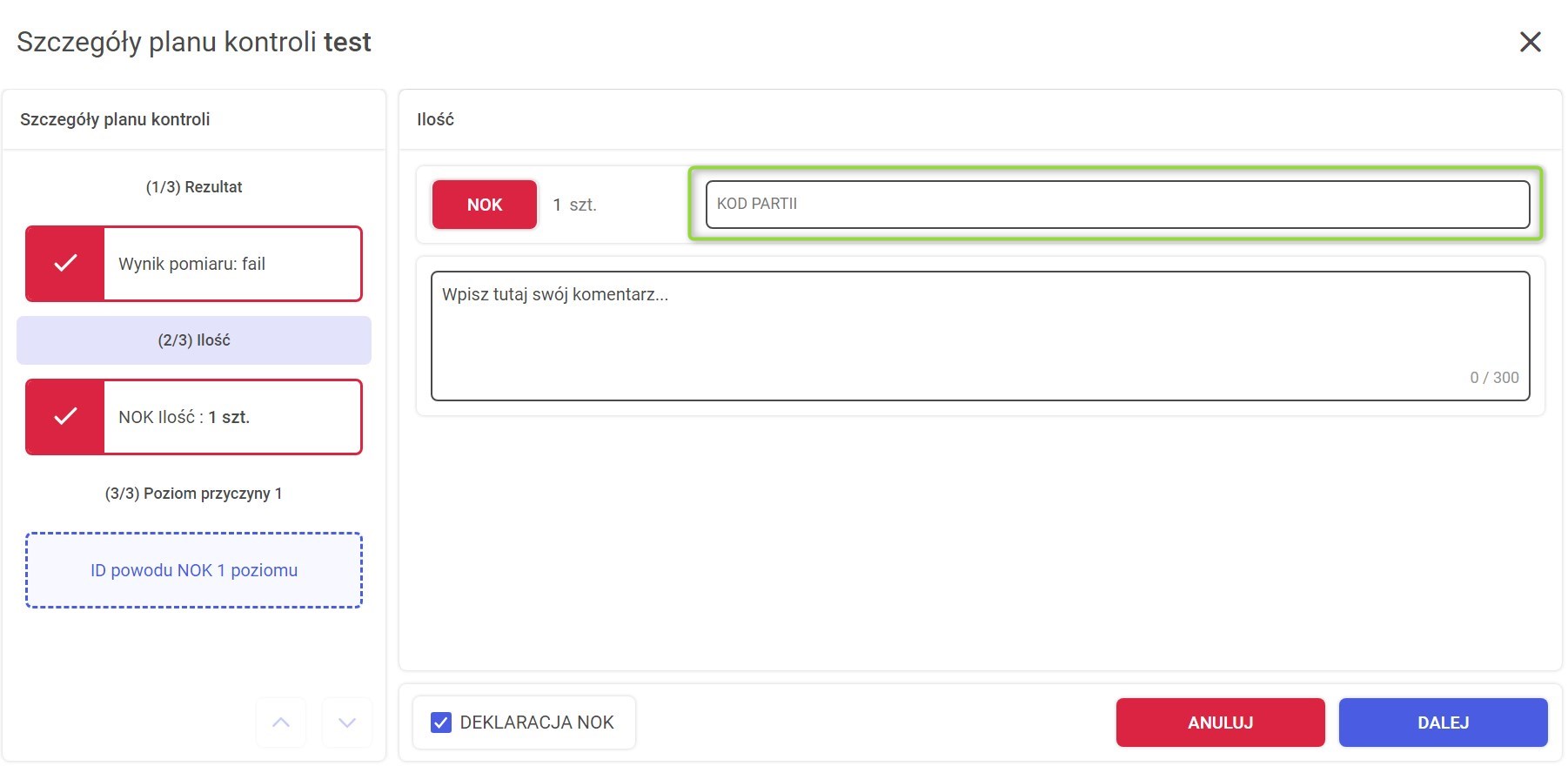
Następnie widok zostanie przekierowany do deklaracji partii NOK, żeby wprowadzić kod partii (rys. 7).
Rys.7
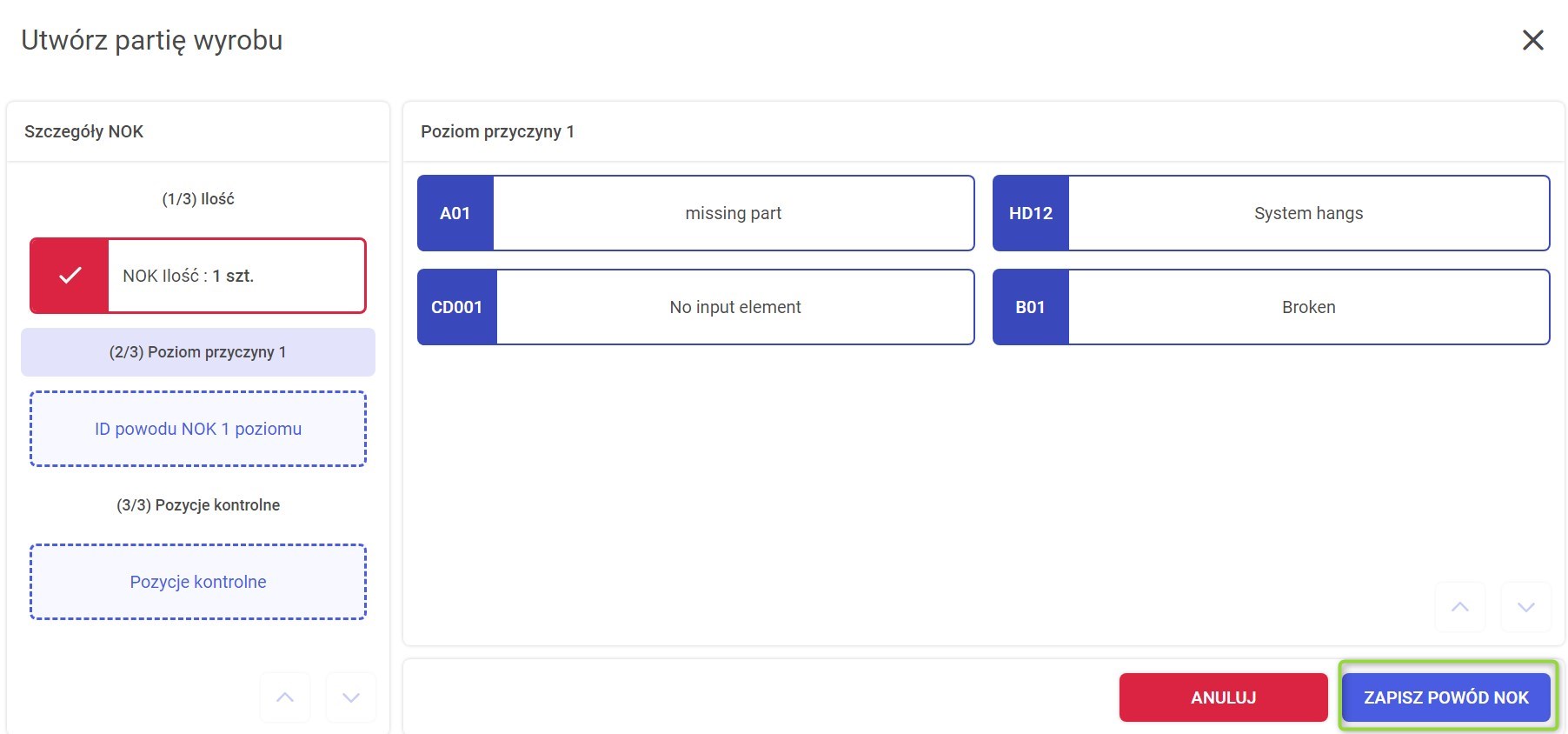
Później wymagany (w zależności od konfiguracji) jest wybór przyczyny NOK i na końcu operator zapisuje daną instancje planu kontroli przyciskiem ZAPISZ POWÓD NOK (rys. 8).
Rys.8
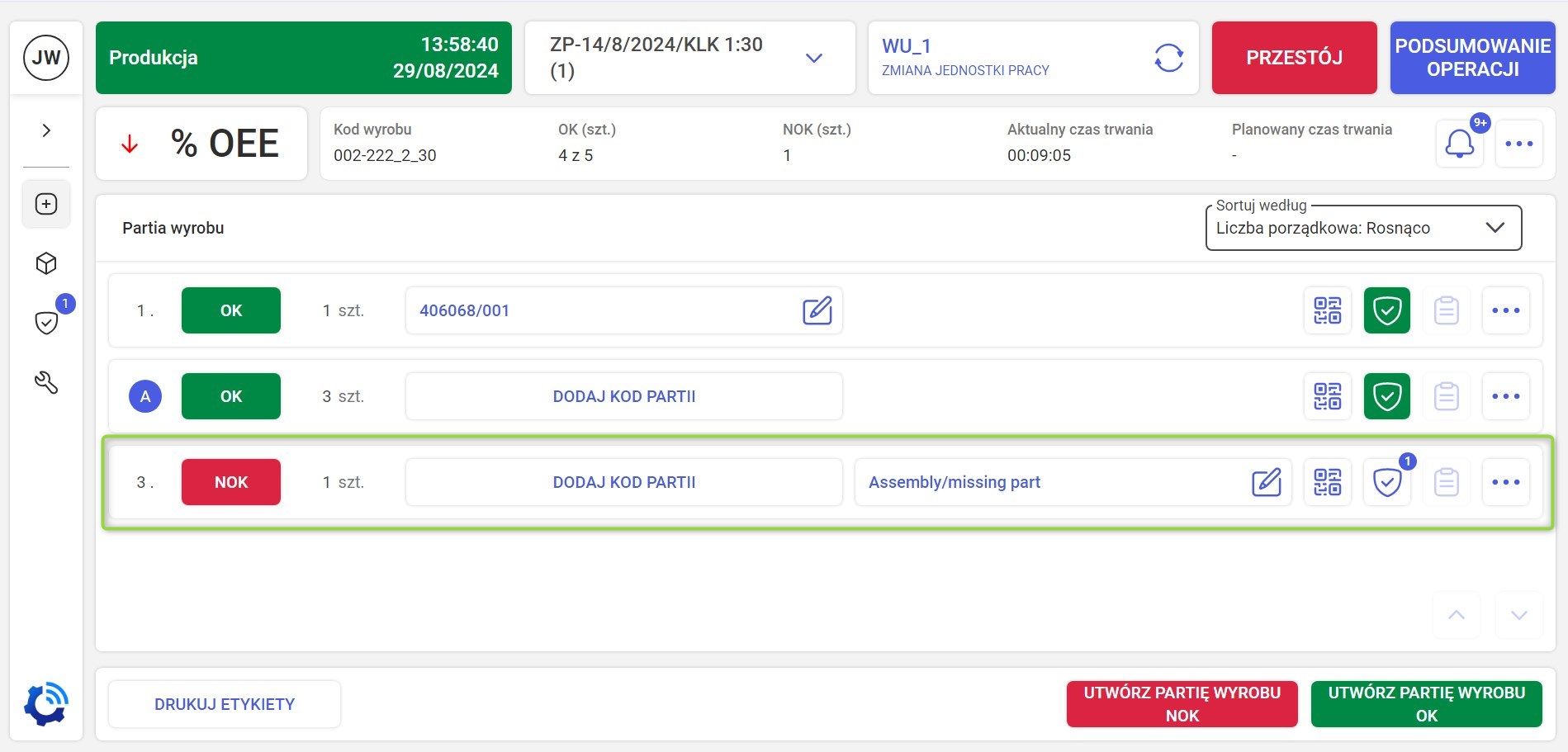
Na liście wyborów zostanie wyodrębniona nowa partia produktu jako NOK, a z partii wyrobów, dla których wcześniej został wykonany plan kontroli, została usunięta 1 sztuka wyrobu (rys. 9).
Rys.9
W przypadku wyłączenia tej konfiguracji, w widoku Szczegółów planu kontroli nie jest widoczna opcja deklaracji NOK (rys. 10).
Rys.10
Domyślnie jest możliwe deklarowanie sztuki NOK z poziomu planu kontroli.
Domyślna wyprodukowana ilość
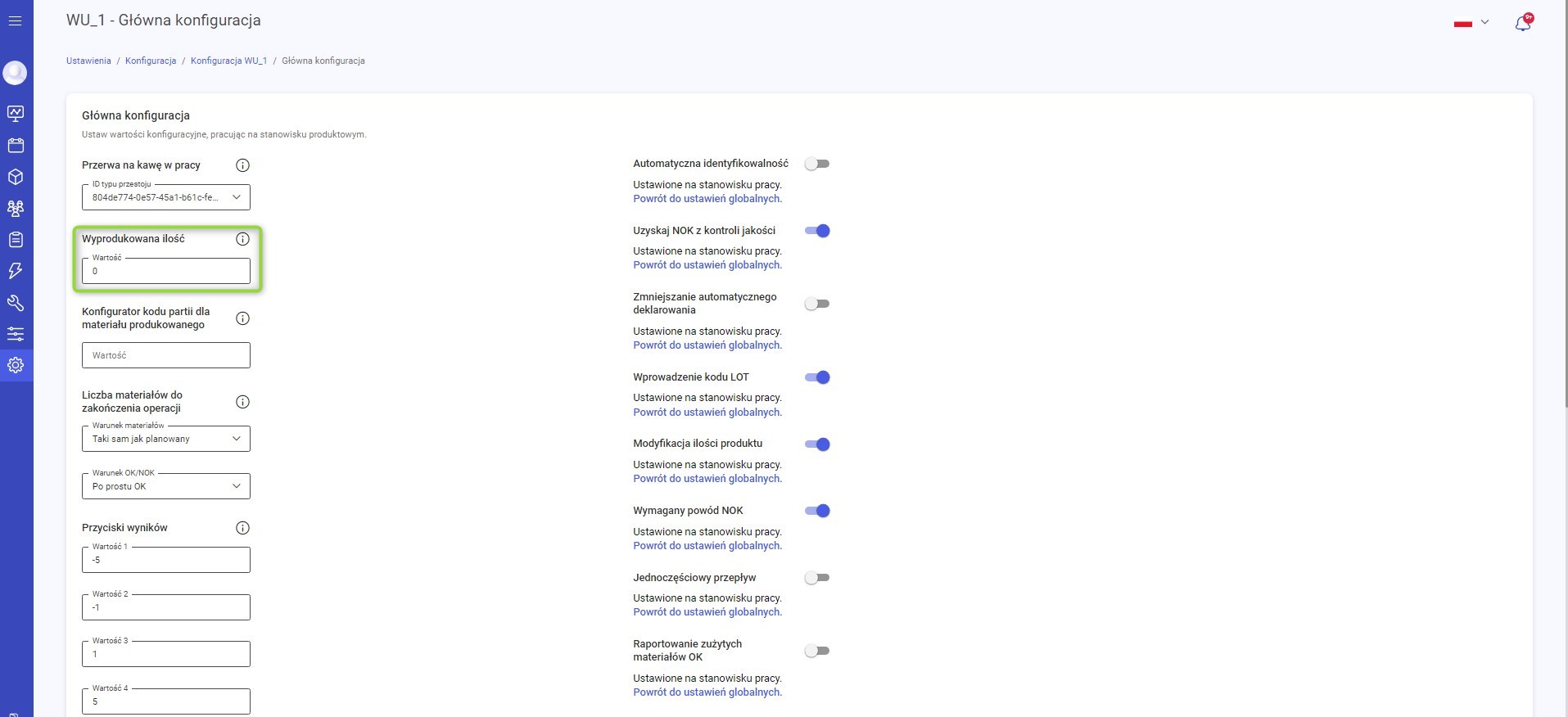
Domyślna wyprodukowana ilość jest to liczba widoczna przy deklaracji wyrobu. Możliwe jest ustawienie nieujemnej zmiennoprzecinkowej liczby (rys. 1).
Rys.1
W widoku operatora jest widoczna po naciśnięciu w zakładce wyrobów przycisków UTWÓRZ PARTIĘ WYROBU OK (rys. 2).
Rys.2
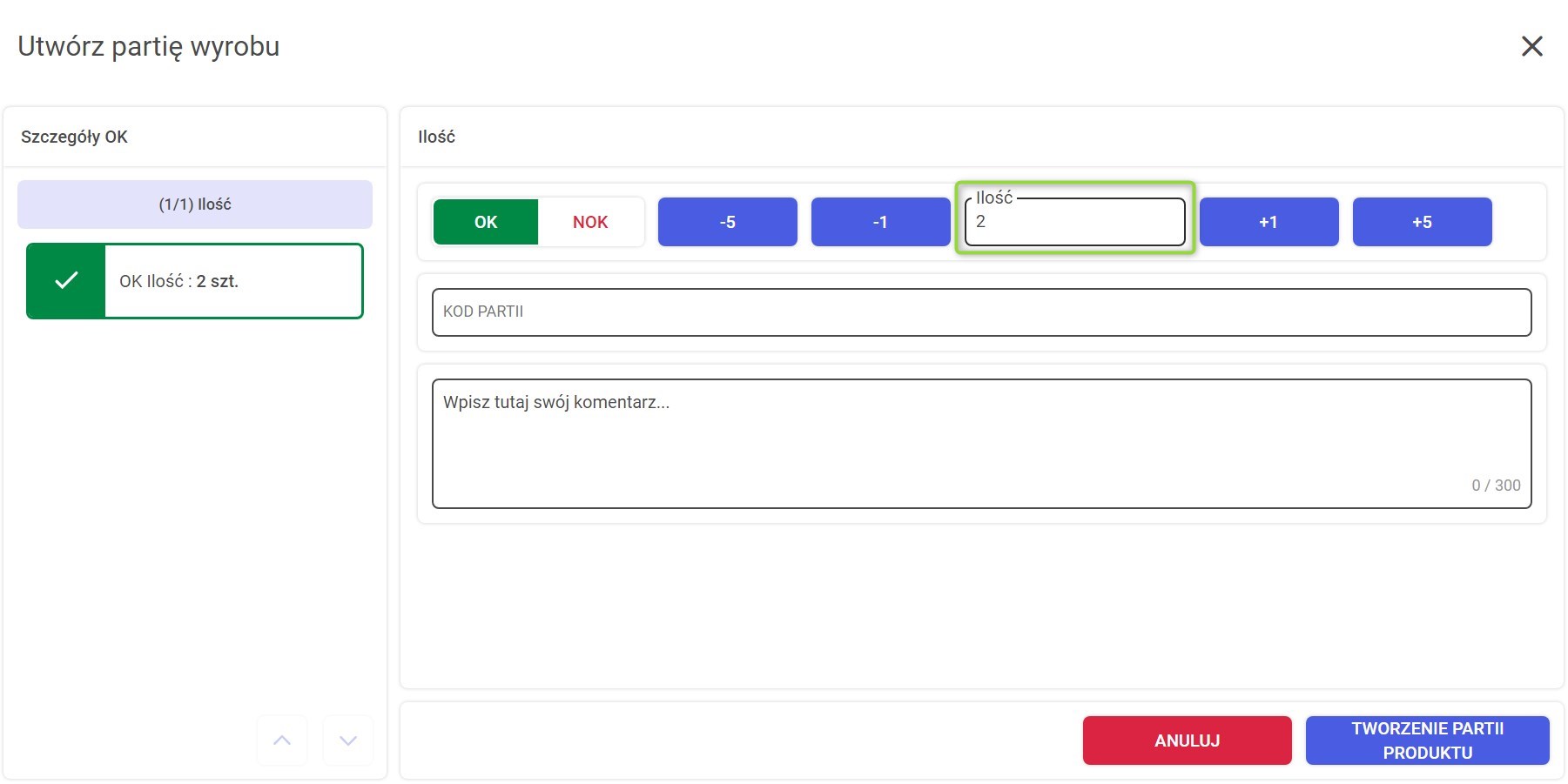
Konfiguracja ta przyspiesza proces deklaracji partii wyrobu, ponieważ może zostać pominięty krok wyboru ilości sztuk materiału wyprodukowanego. W przypadku sytuacji pokazanej poniżej, dla domyślnej wyprodukowanej ilości została ustawiona wartość 2 (rys. 3).
Rys.3
Domyślna wartość tego ustawienia wynosi 0 (rys. 4).
Rys.4
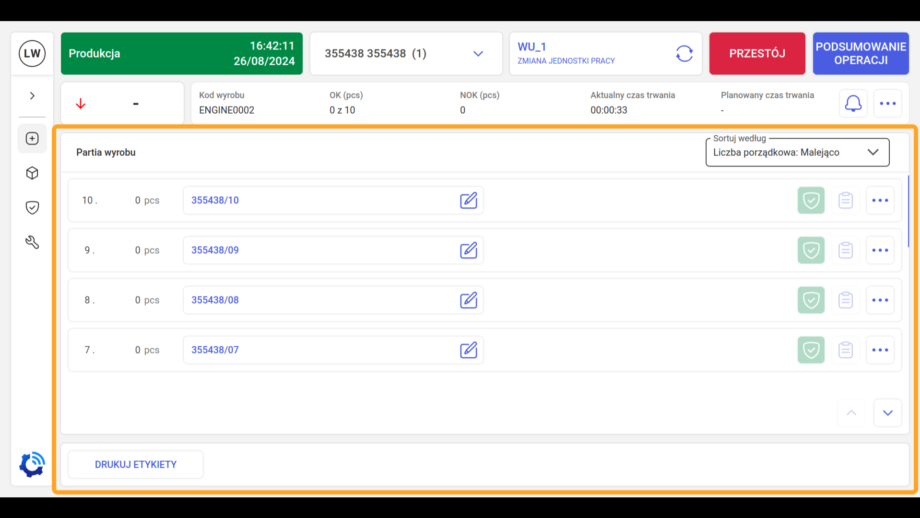
Drukowanie etykiet
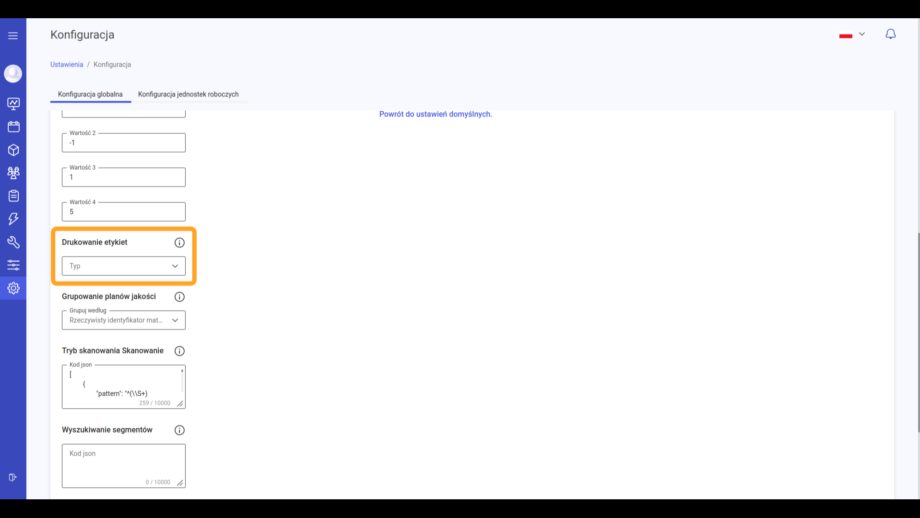
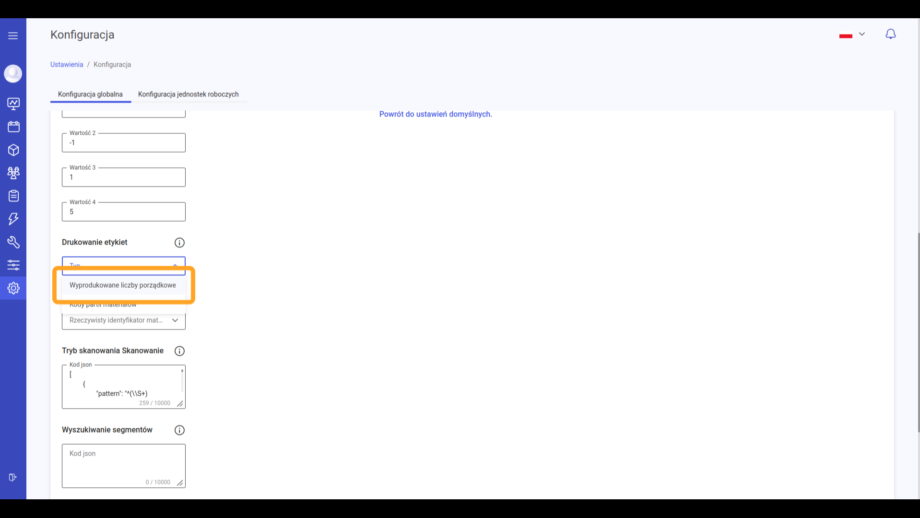
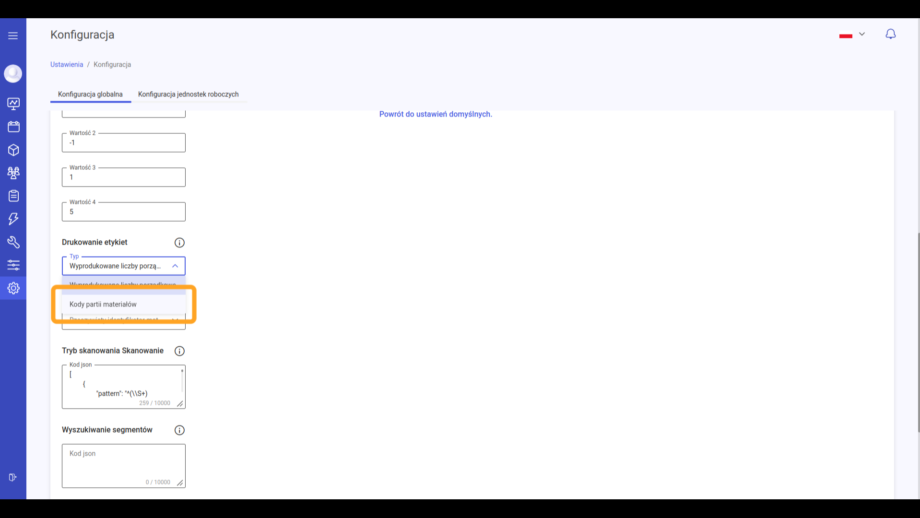
W aplikacji Supervisor istnieje konfiguracja (rys. 1), która pozwala na włączenie w aplikacji Operator Panel możliwości drukowania etykiet. Należy określić jaki typ drukowania będzie używany:
drukowanie według liczb porządkowych wyrobu (rys. 2);
drukowanie według kodu partii wyrobu (rys. 3).
Rys. 1.Rys. 2.Rys. 3.
Domyślnie drukowanie jest wyłączone, a przycisk DRUKUJ ETYKIETY w aplikacji Operator Panel jest niewidoczny.
Klawiatura ekranowa
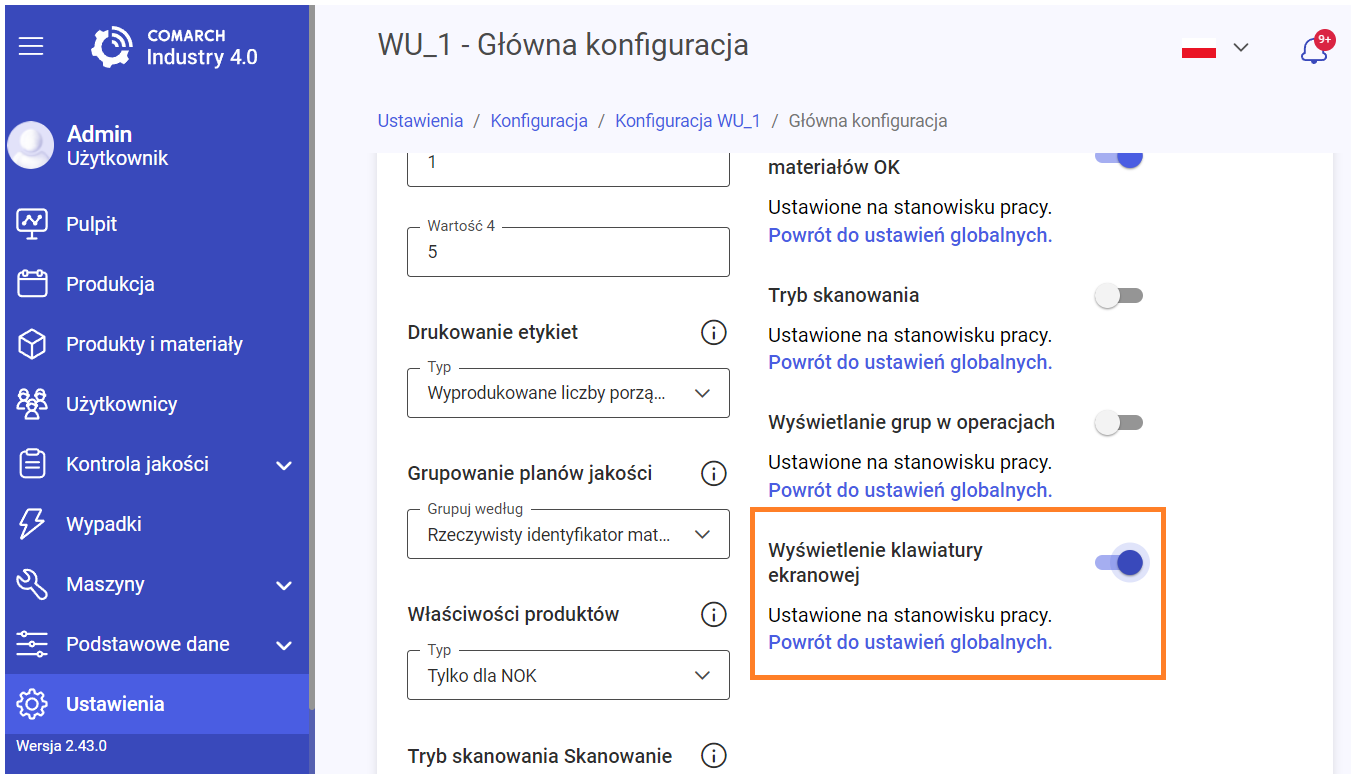
Gdy klawiatura ekranowa w widoku operatora jest włączona, to dla każdego pola tekstowego będzie dostępna po jego aktywowaniu. Aby włączyć opcję należy w konfiguracji stanowiska ustawić pole Wyświetlanie klawiatury ekranowejRys. 1
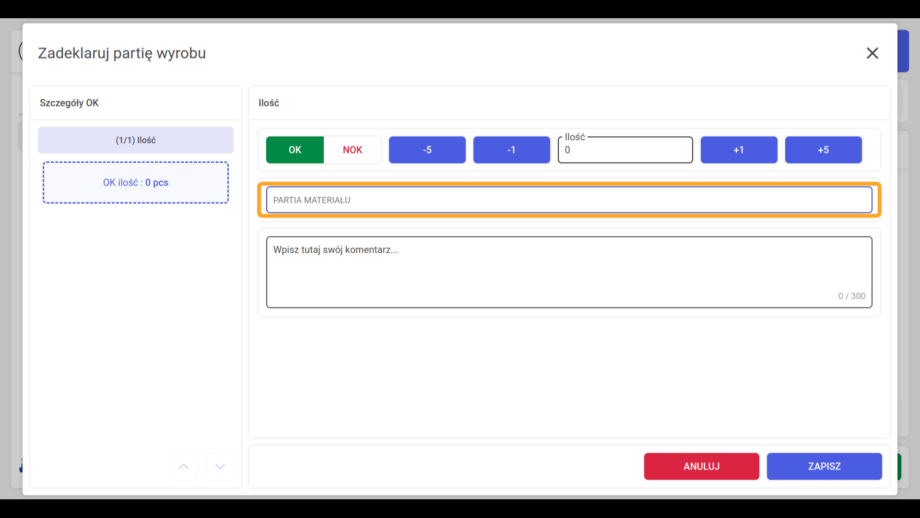
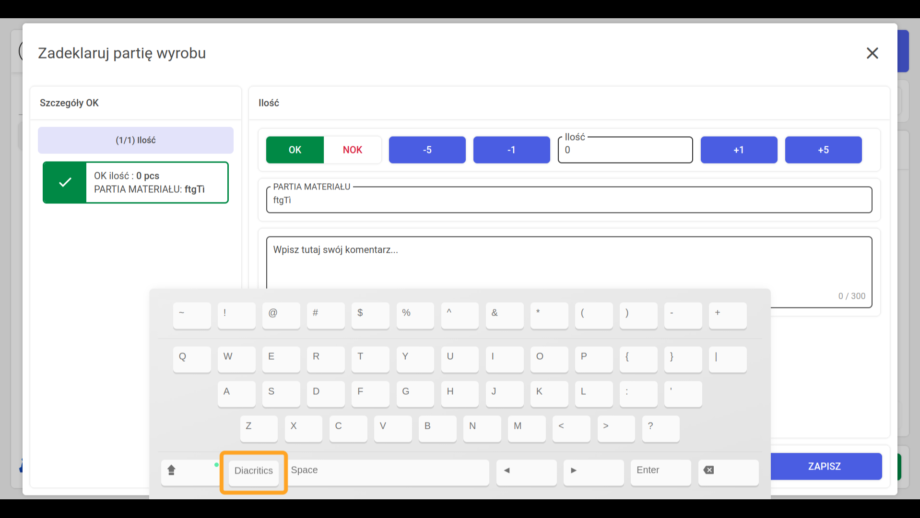
Poniżej przykład dla wprowadzania partii materiału. Należy wcisnąć pole tekstowe (rys. 2), a następnie pojawi się klawiatura ekranowa gotowa do użycia (rys. 3).
Rys. 2.Rys. 3.
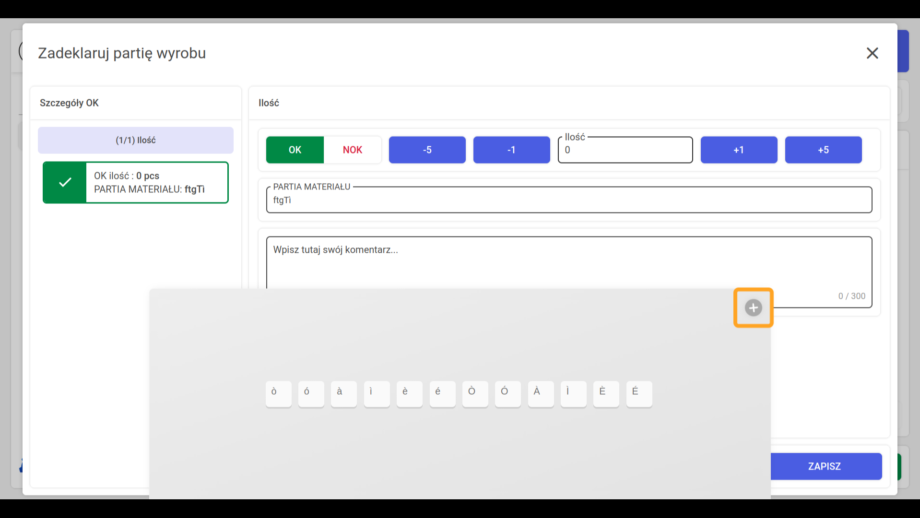
Na klawiaturze ekranowej istnieje przycisk Diacritics, pod którym zdefiniowane są znaki diakrytyczne (rys. 4).
Rys. 4.
Aby wrócić do poprzedniego widoku klawiatury należy wcisnąć ikonę krzyżyka.
Rys. 5.
Domyślnie klawiatura ekranowa jest wyłączona.
Konfiguracja dla identyfikowalności
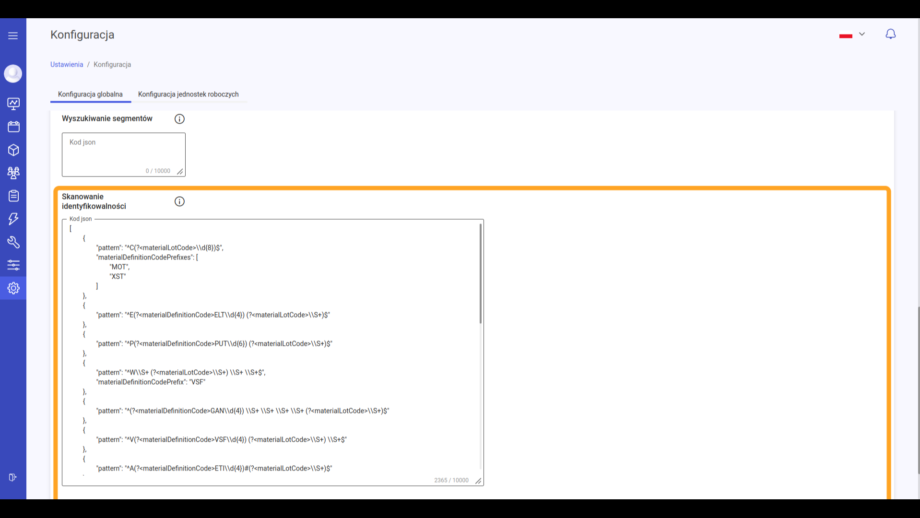
Skanowanie kodów partii będzie możliwe po uprzednim wprowadzeniu konfiguracji w aplikacji Supervisor. Więcej na temat działania funkcjonalości śledzenia materiałów w rodziale Śledzenie materiałów (traceability) .
Model konfiguracji:
"pattern" stanowi wyrażenie regularne, po którym rozpoznajemy, czy bieżąca konfiguracja może zostać zastosowana do podanego kodu QR; obsługuje nazwane grupy "materialLotCode", "materialDefinitionCode" i "materialDefinitionCodePrefix" do wydobywania wartości z wyrażenia;
"materialLotCode", "materialDefinitionCode" i "materialDefinitionCodePrefix" stanowią statyczne wartości, które są wykorzystywane w przypadku, gdy nie uda się znaleźć nazwanej grupy w wyrażeniu regularnym; ich ustawienie jest opcjonalne;
"materialDefinitionCodePrefixes" stanowi listę, której zachowanie jest analogiczne jak w poprzednim punkcie; jej ustawienie jest opcjonalne.
Rys. 1.
Wartość domyślna dla tego ustawienia to: [ ].
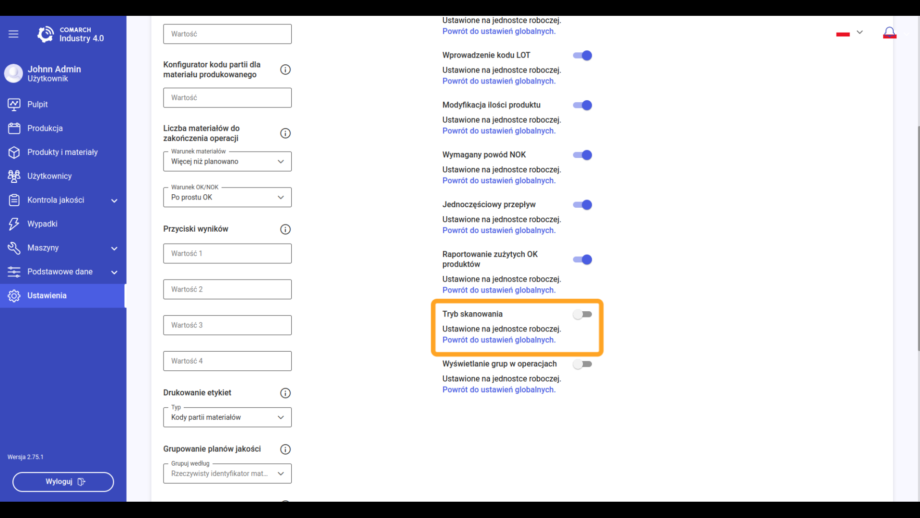
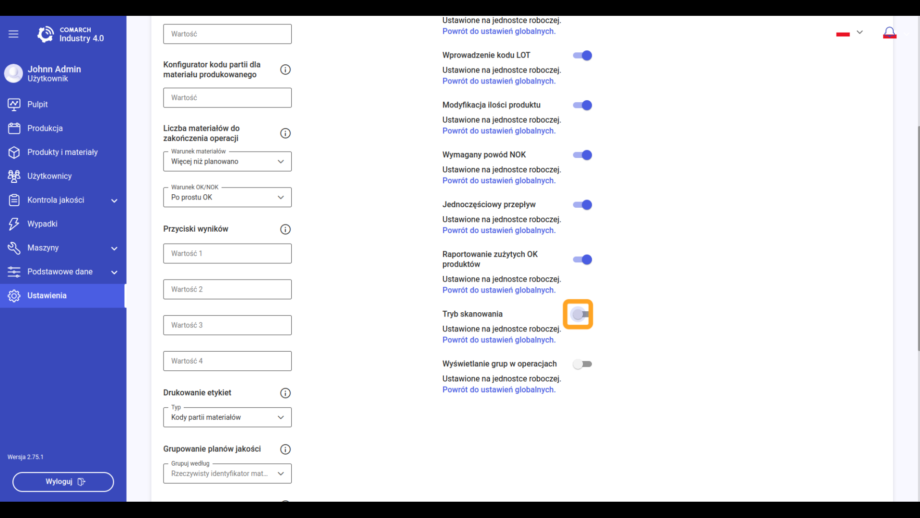
Konfiguracja dla trybu skanowania
Tryb skanowania można aktywować w aplikacji Supervisor.
Rys. 1.Rys. 2.
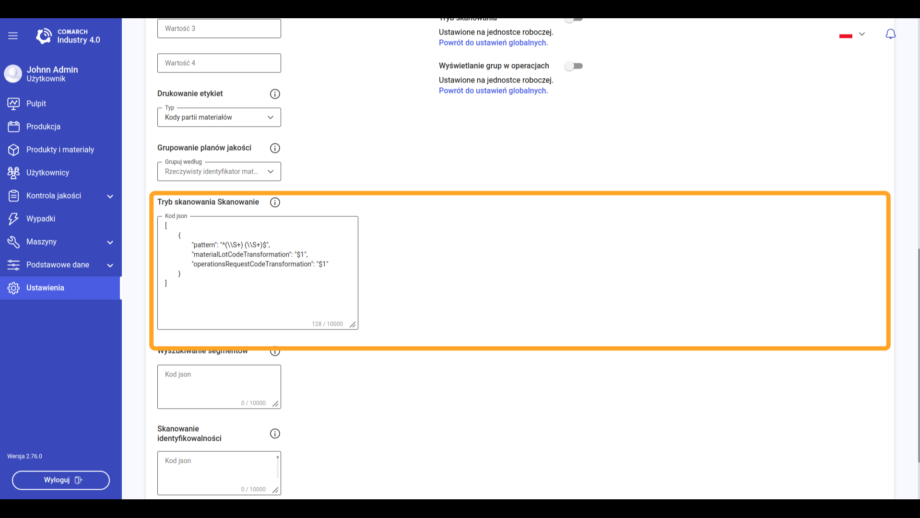
W pełni działająca funkcjonalność wymaga jeszcze ustawienia konfiguracji, czyli listy reguł parsowania wartości z kodu ze skanera.
"pattern" stanowi wyrażenie regularne po którym rozpoznajemy, czy bieżące konfiguracja może zostać zastosowana do podanego kodu QR; istotne jest stosowanie grup w celu późniejszej transformacji wartości;
"materialLotCodeTransformation", "materialDefinitionCodeTransformation" i "operationsRequestCodeTransformation" stanowią wyrażenia, które wraz z wartościami z grup z wyrażenia regularnego są wykorzystywane do zbudowania odpowiednich wartości kodów;
"additionalProperties" oznacza dodatkowe pola, które zostaną dodane do request body zapytania do adaptera MES-UNS przy raportowaniu sztuk za pomocą scan mode.
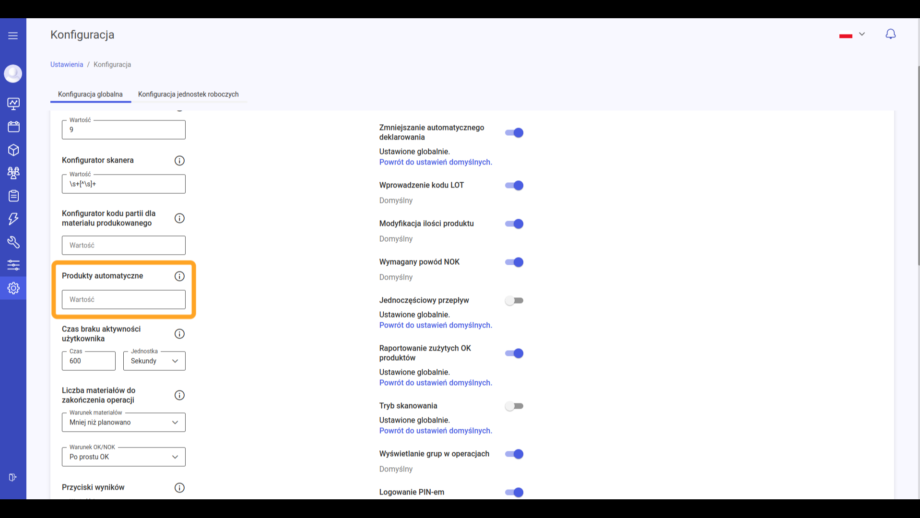
Dla produktów z maszyny istnieje konfiguracja, która pozwala na określnie, który sygnał z maszyny będzie traktowany jako wyrób automatyczny.
Sygnałami z maszyny mogą być: AUTO, SIGNAL_OK i SIGNAL_NOK.Rys. 1.
Ustawiony rodzaj sygnału będzie dodawany jako 1 sztuka do automatycznej partii, a reszta będzie ignorowana.
Rys. 2.
Wartością domyślną jest ".*(?:AUTO|SIGNAL_OK|SIGNAL_NOK)" .
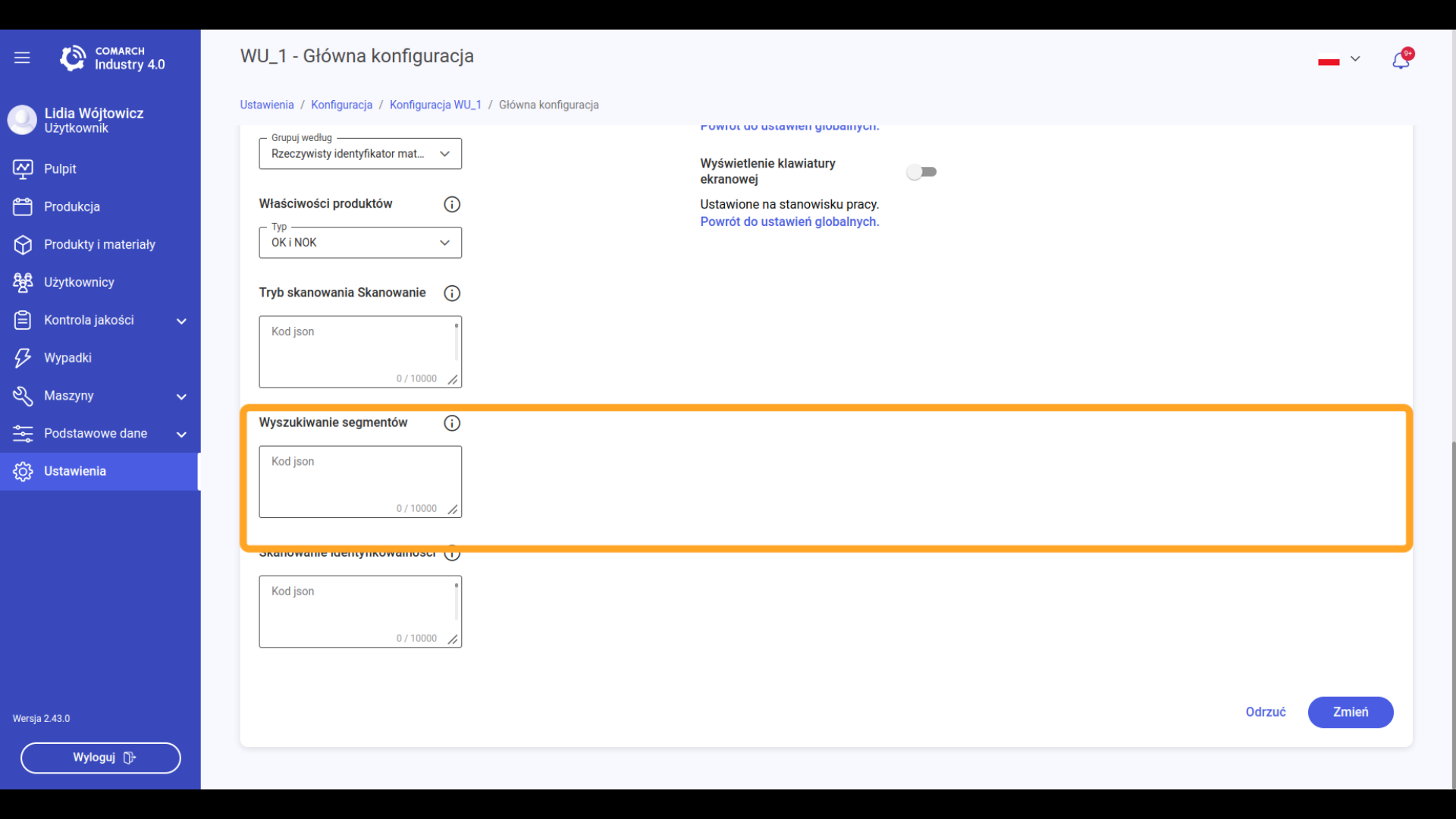
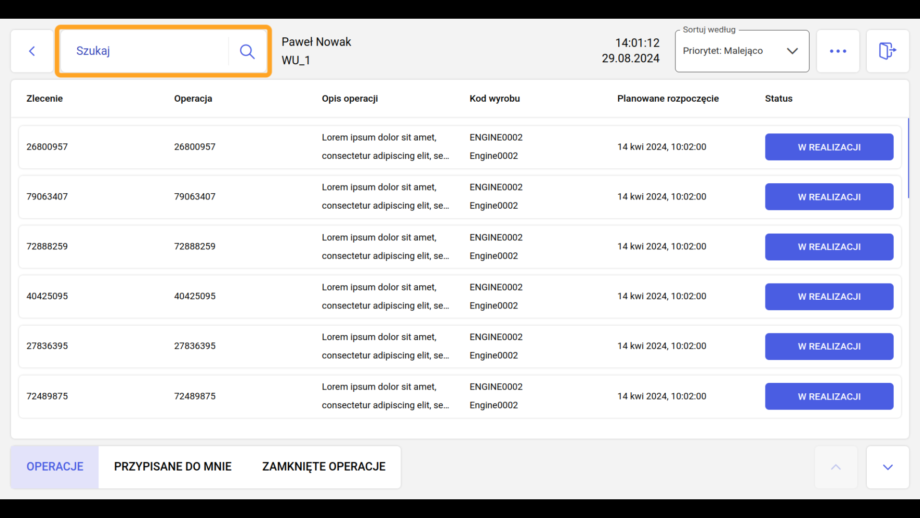
Konfiguracja wyszukiwarki na liście operacji
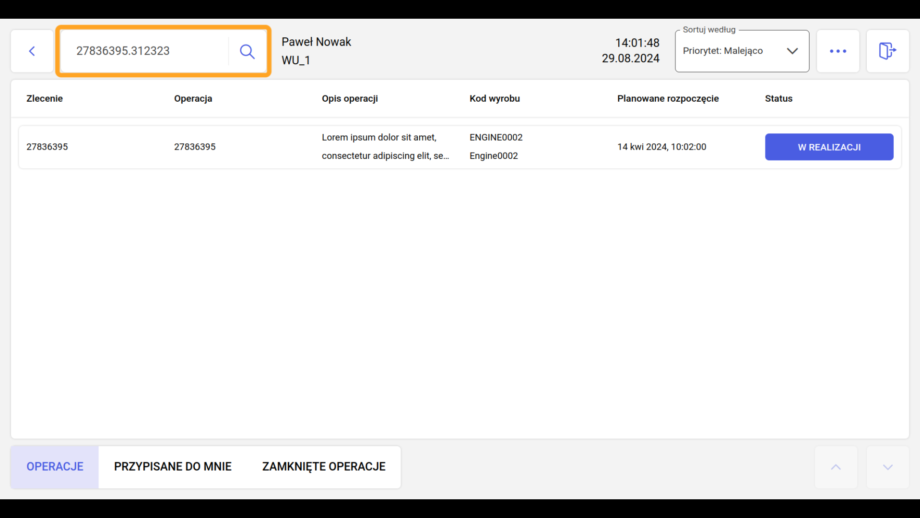
Wyszukiwarka w widoku operacji jest konfigurowalna w aplikacji Supervisor (rys. 1).
Należy skonfigurować według podanego modelu:
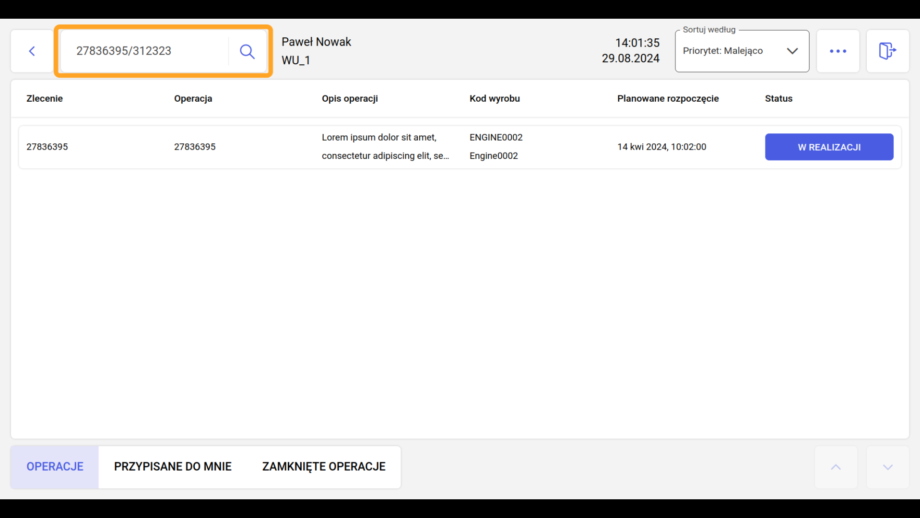
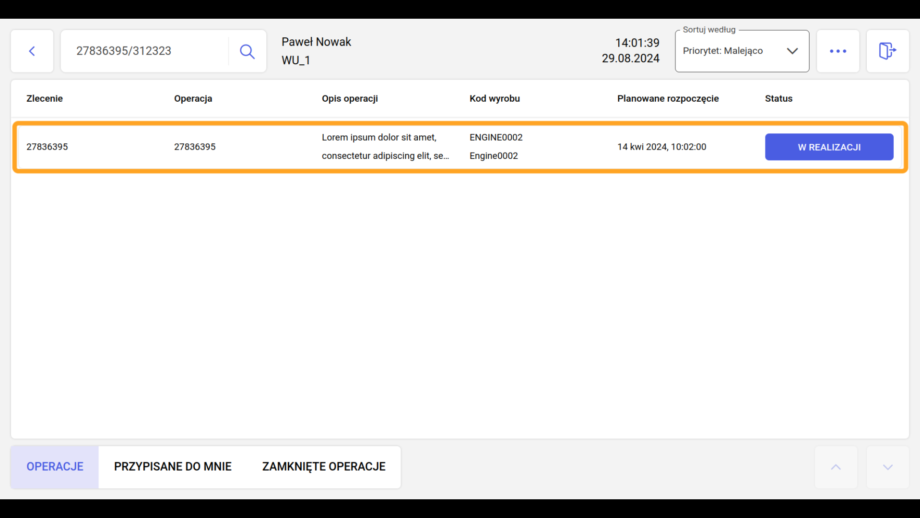
Konfiguracja ma na celu wyodrębnienie określonej części ciągu. Przechwytuje wszystko przed ostatnią kropką (.) lub ukośnikiem (/) w ciągu. Wyodrębniona część jest brana pod uwagę w wyszukiwaniu, czyli dla wartości "27836395/312323" wyszukiwarka będzie uwzględniać tylko "27836395", a resztę ignorować (rys. 3, 4).
Rys. 3.Rys. 4.
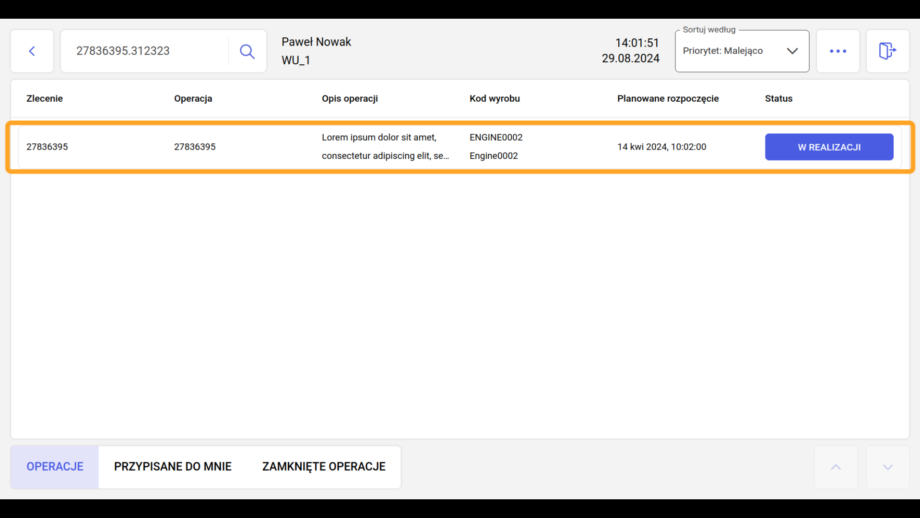
Tak samo dla wyszukiwanej operacji o wartości "27836395.312323" zostanie uwzględniona tylko część "27836395" (rys. 5, 6).
Rys. 5.Rys. 6.
Wartość domyślna to null.
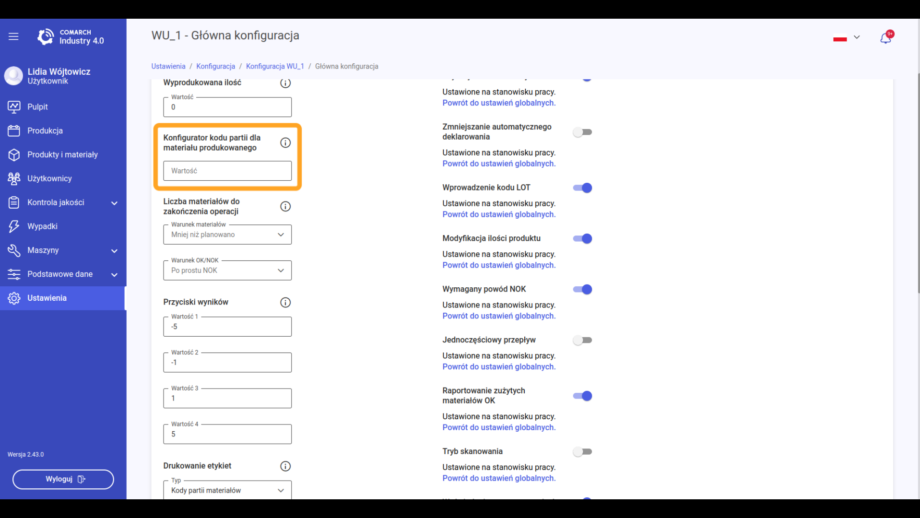
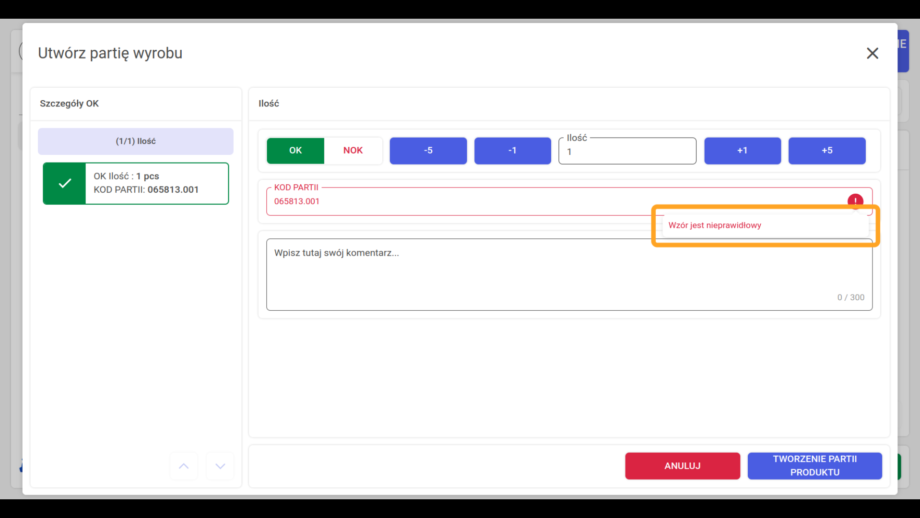
Konfigurator kodu partii dla wyrobu
Konfigurator kodu partii dla wyrobu służy do weryfikowania wprowadzanego kodu partii dla wyrobów i informowania, gdy jest on niezgodny z wzrocem (rys. 1). Wzorzec konfiguratora można ustawić w aplikacji Supervisor.
Rys. 1.
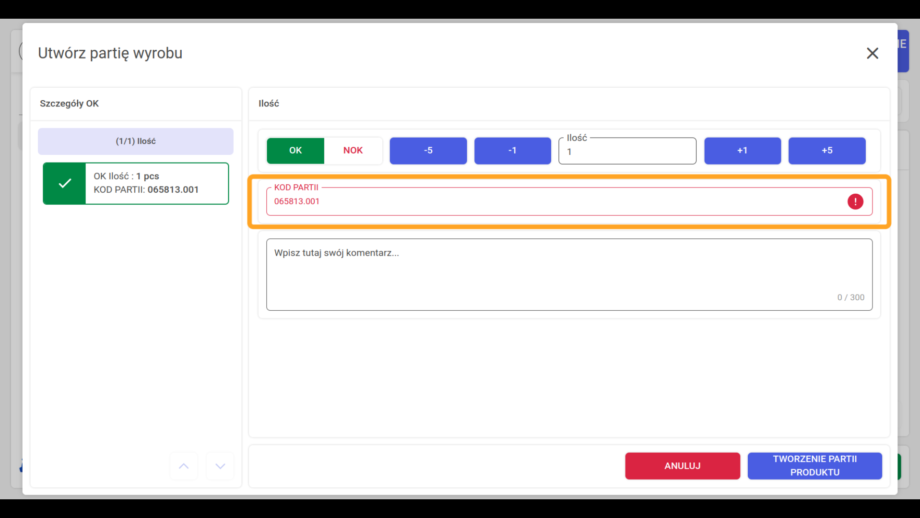
Przykładowy wzorzec "^[^.]{1,15}$" i zachowanie w aplikacji Operator Panel. Model mówi o tym, że partia materiału musi się składać z 1 do 15 znaków oraz nie może zawierać ".".
Poniższy zrzut ekranu pokazuje wprowadzenie partii materiału o wartości "065813.001", która zawiera zakazany znak, stąd informacja o nieprawidłowości. Jego próba zapisu będzie niemożliwa (rys. 2, 3).
Rys. 2.Rys. 3.
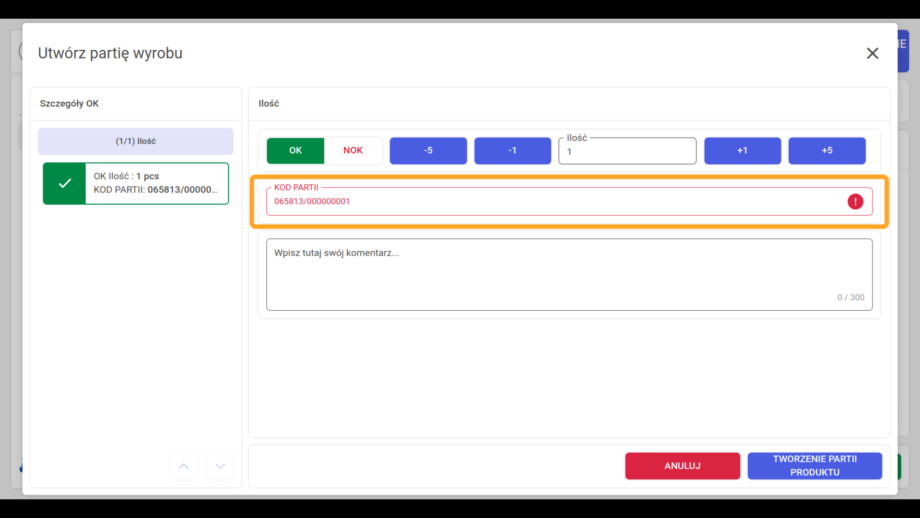
Następna partia materiału zawiera więcej niż 15 znaków - "065813/000000001". Kod partii nie będzie zapisany (rys. 4).
Rys. 4.
Domyślna wartość modelu to null.
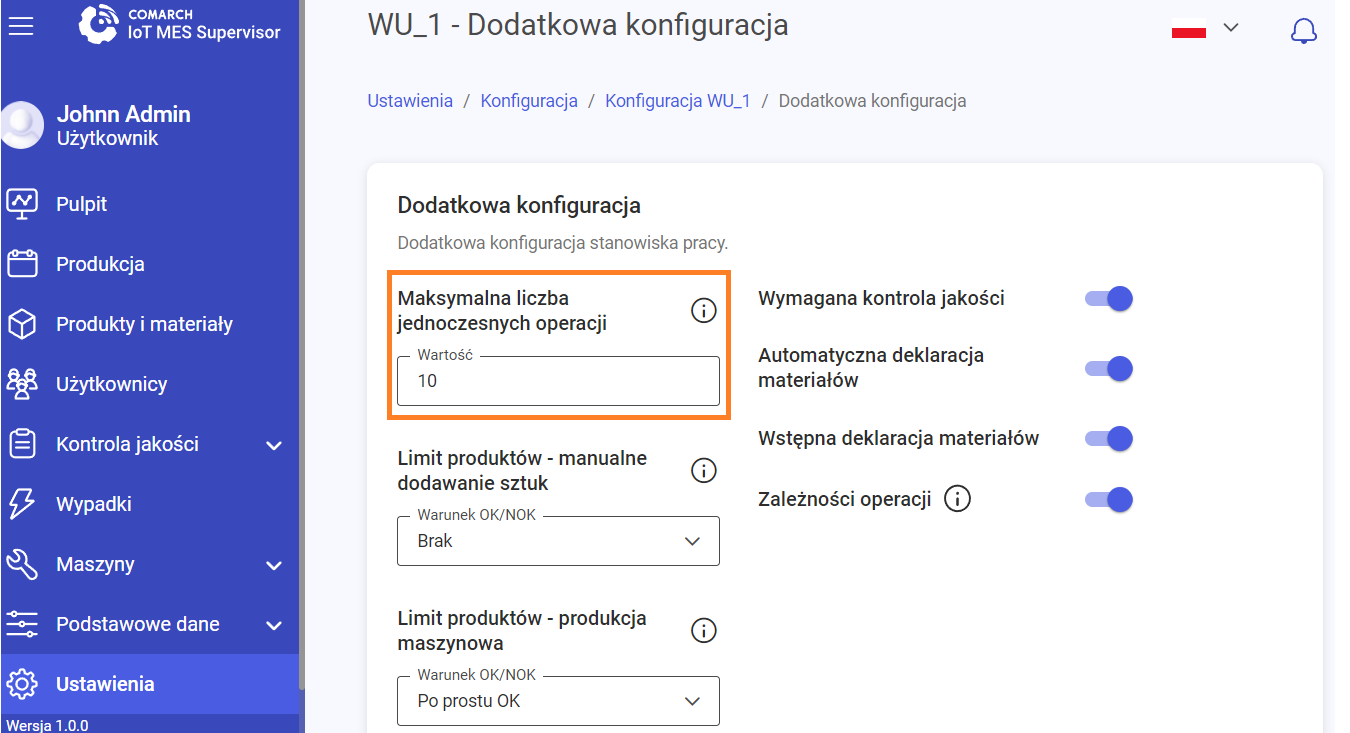
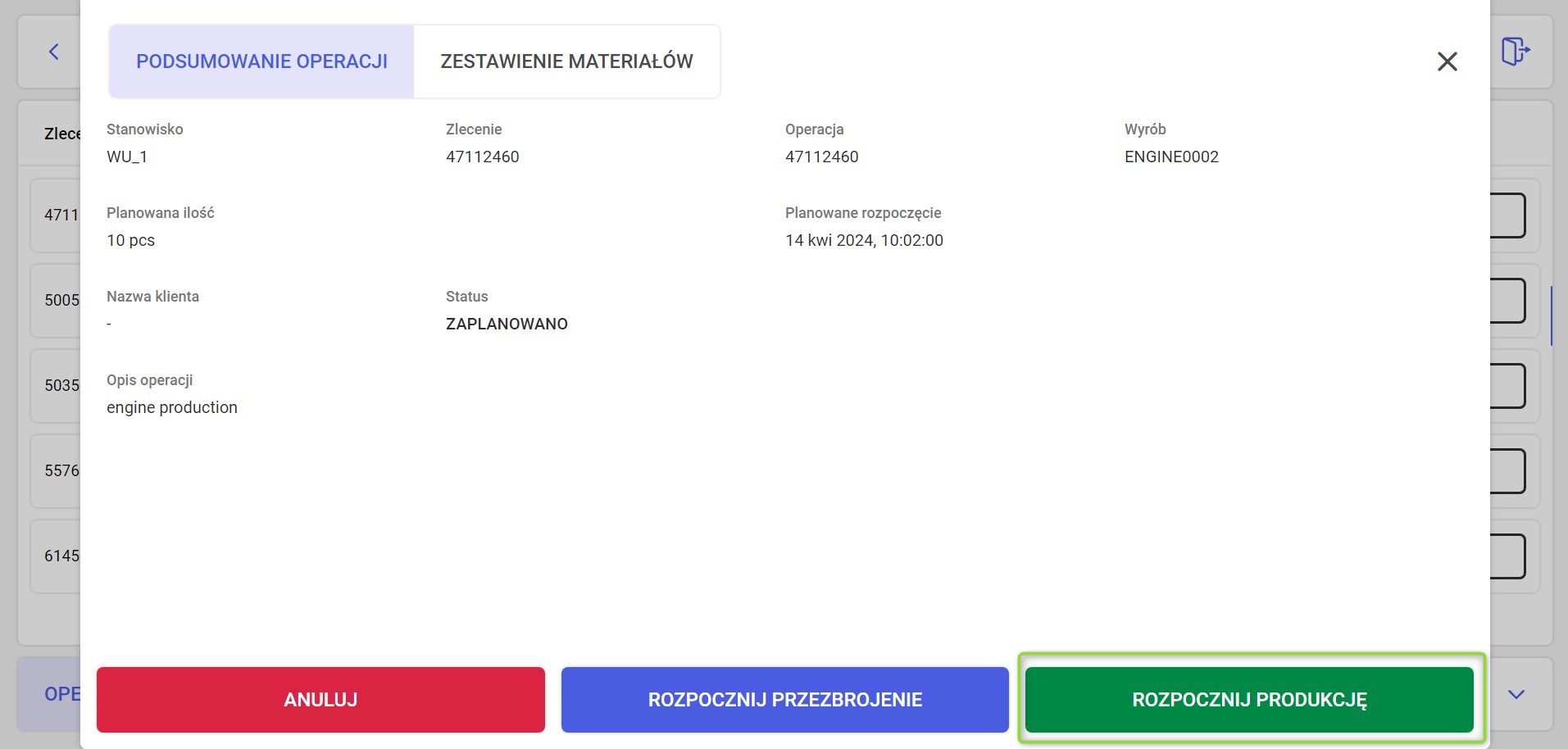
Limit maksymalnie uruchomionych operacji
Dla stanowiska WU_1 liczba uruchomionych operacji została ograniczona do 10. Konfiguracja jest dostępna z poziomu aplikacji Supervisor. Aby ustawić limit należy przypisać wartość w polu Maksymalna liczba jednoczesnych operacji.Rys.1
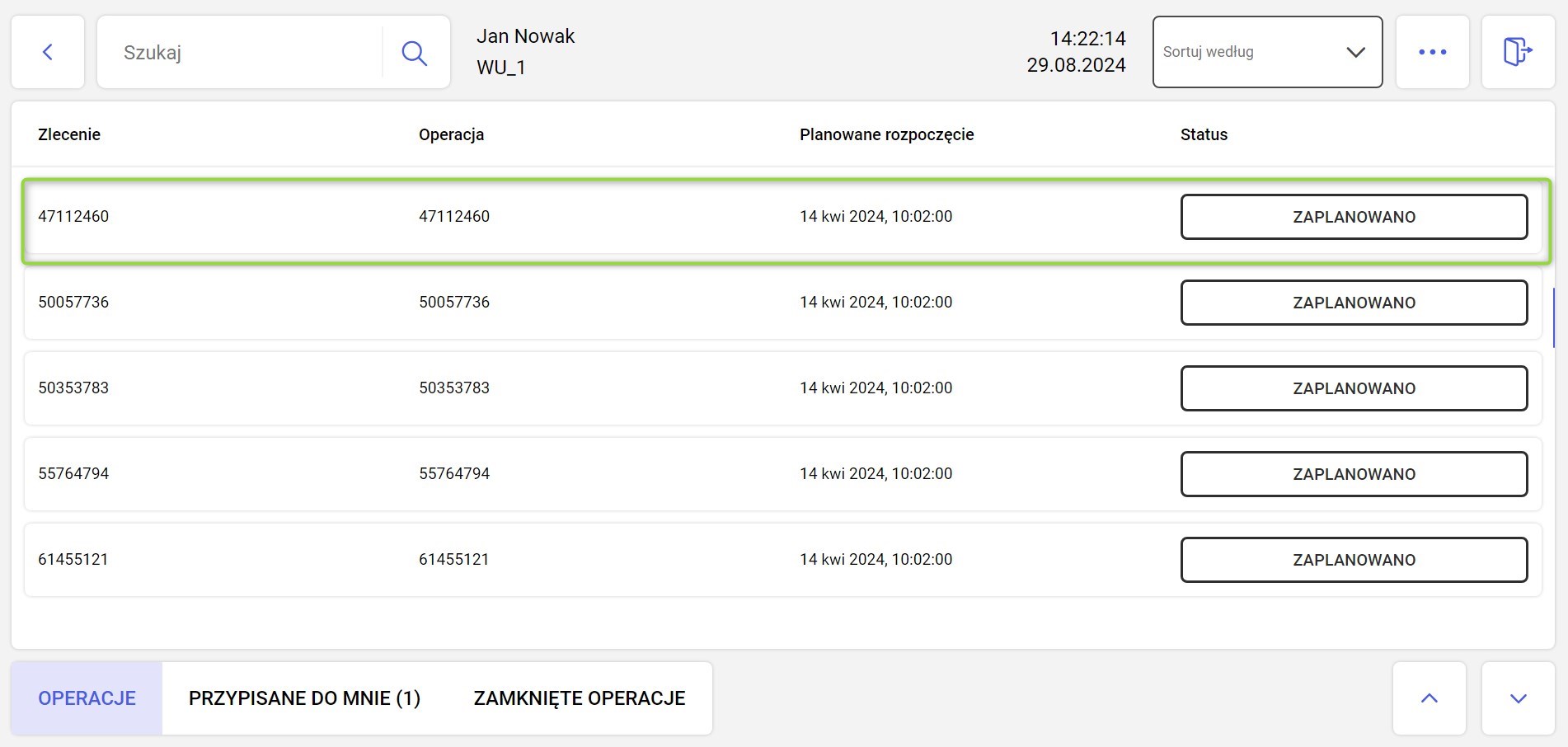
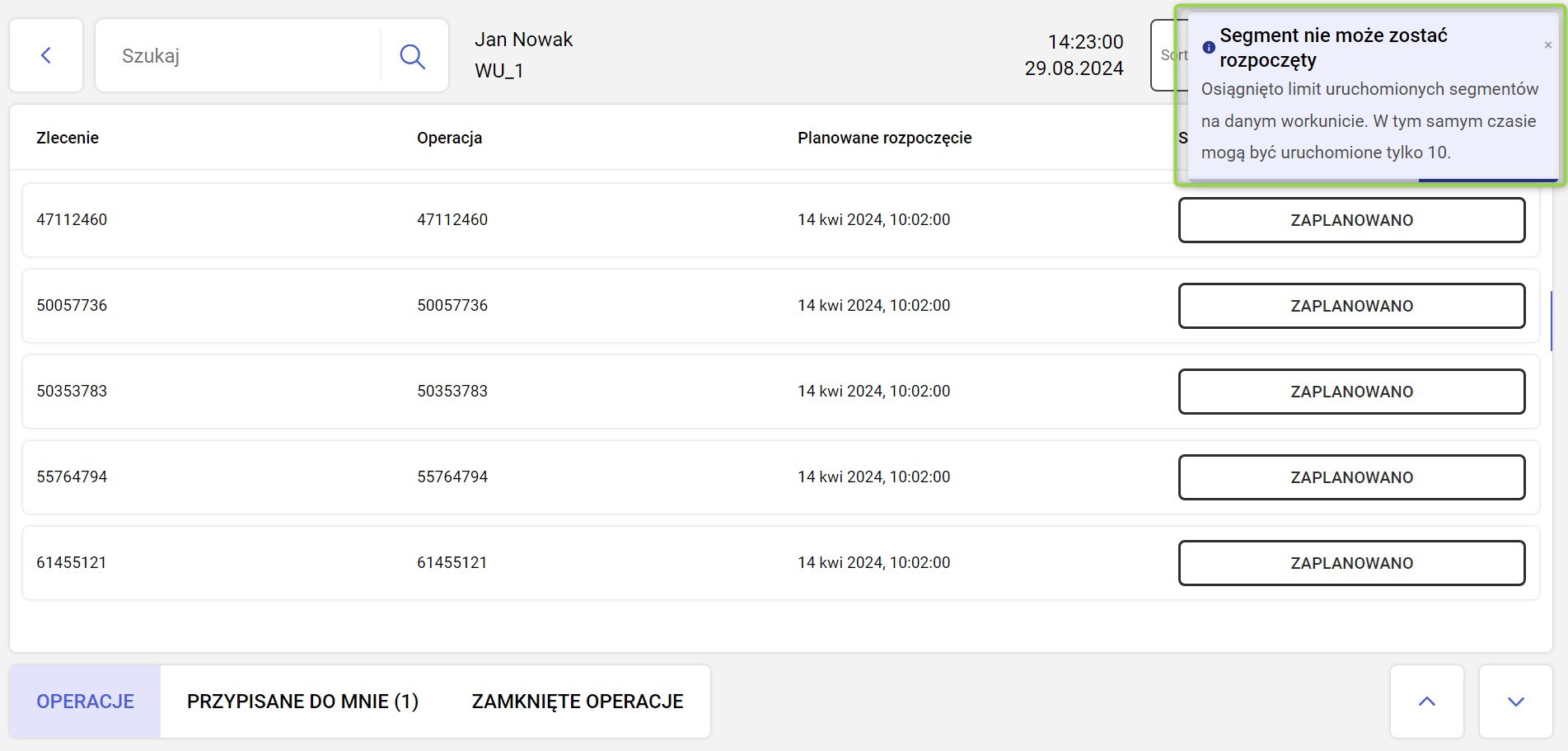
W tym przypadku dla operacji ze statusem ZAPLANOWANO nie może zostać rozpoczęta produkcja ani przezbrojenie.
Rys.2Rys.3
Odpowiednia informacja w zależności od ustawień ilości operacji będzie wyświetlana po kliknięciu ROZPOCZNIJ PRODUKCJĘ lub ROZPOCZNIJ PRZEZBROJENIE. Operator będzie mógł rozpocząć nową operację tylko w przypadku, gdy wcześniejsze operacje zostaną zakończone i całkowita liczba otwartych będzie mniejsza niż ustawiona.
Rys.4
Domyślnie liczba uruchomionych operacji jest nieograniczona.
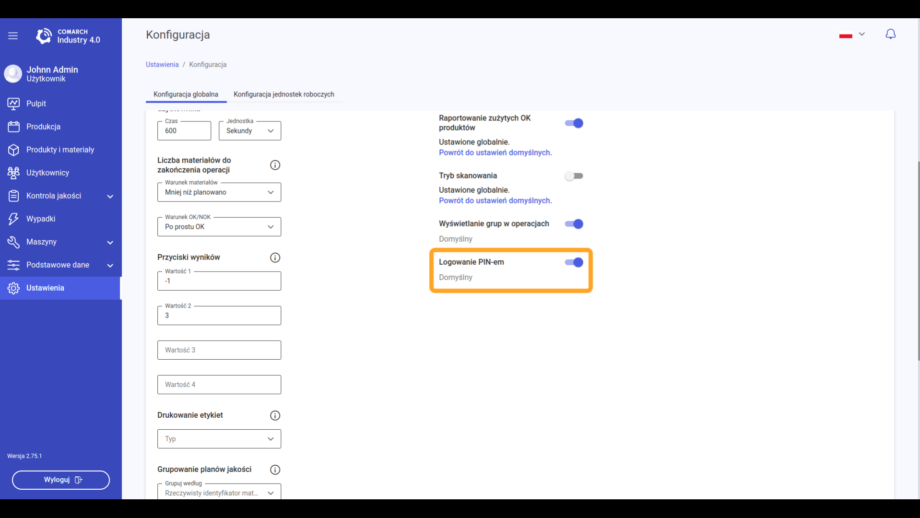
Logowanie za pomocą pin
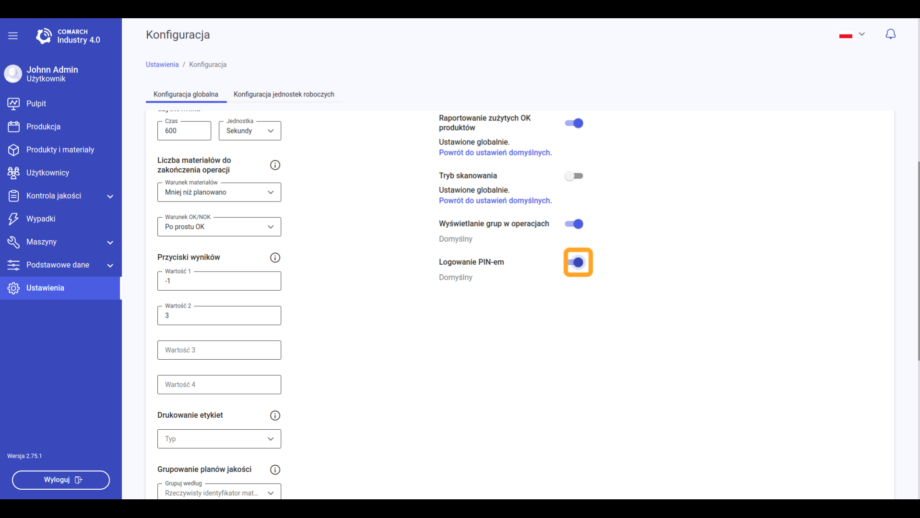
Konfiguracja ta może być potrzebna w przypadku zakładów operujących tylko i wyłącznie na kartach dostępu. Opcja logowania za pomocą pinu może być włączona lub wyłączona (rys. 1).
Konfiguracja dotyczy tylko ustawień globalnych.
Rys. 1.Rys. 2.
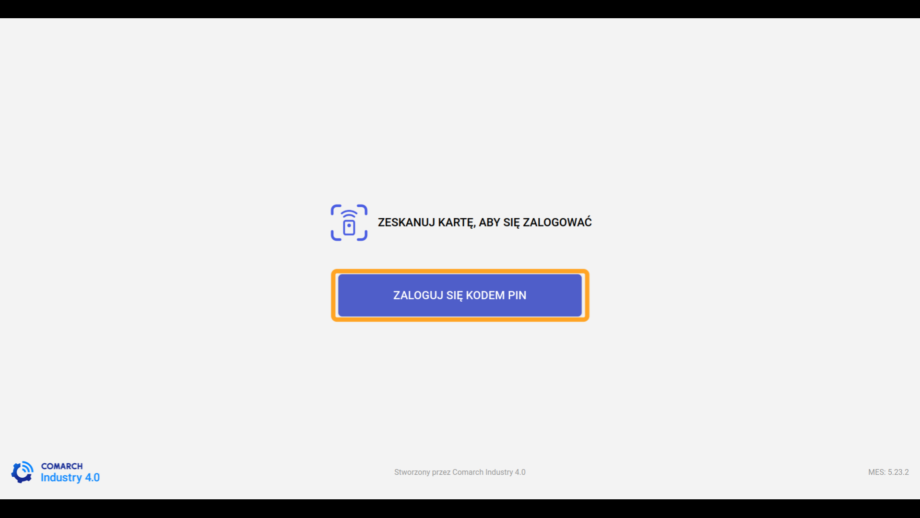
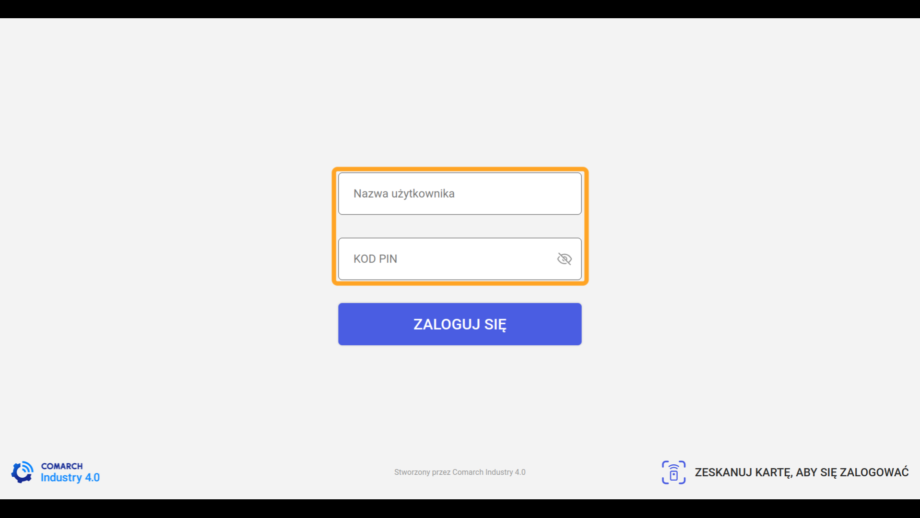
Widok logowania dla operatora przy włączonej opcji logowania pinem. Widoczny jest przycisk ZALOGUJ SIĘ KODEM PIN (rys. 3), który przekierowuje do widoku wprowadzenia nazwy użytkownika i kodu pin (rys. 4).
Rys. 3.Rys. 4.
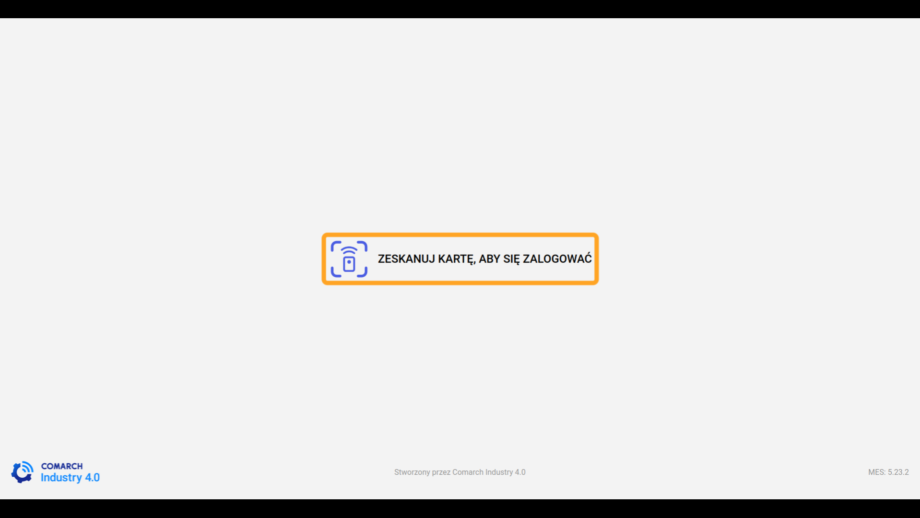
Gdy logowanie za pomocą pin jest wyłączone to przycisk ZALOGUJ SIĘ KODEM PIN jest niewidoczny i możliwe jest tylko logowanie przy użyciu karty (rys. 5).
Rys. 5.
Domyślnie logowanie za pomocą pinu jest włączone.
Możliwość deklaracji OK dla materiałów konsumowanych
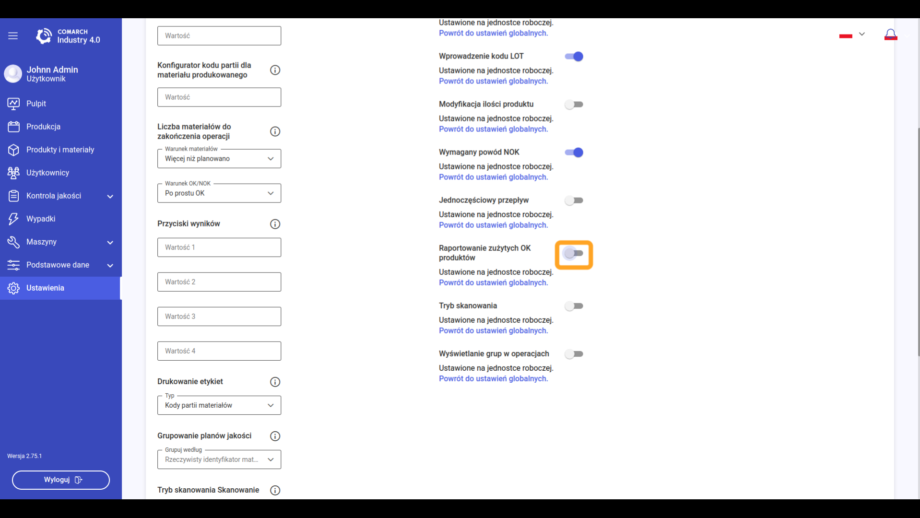
Konfiguracja widoczności przycisku DODAJ PARTIĘ MATERIAŁU OK dla materiałów w zakładce Materiały.
Rys. 1.
W aplikacji Supervisor można włączyć lub wyłączyć tę opcję (rys. 1, 2).
Rys. 2.
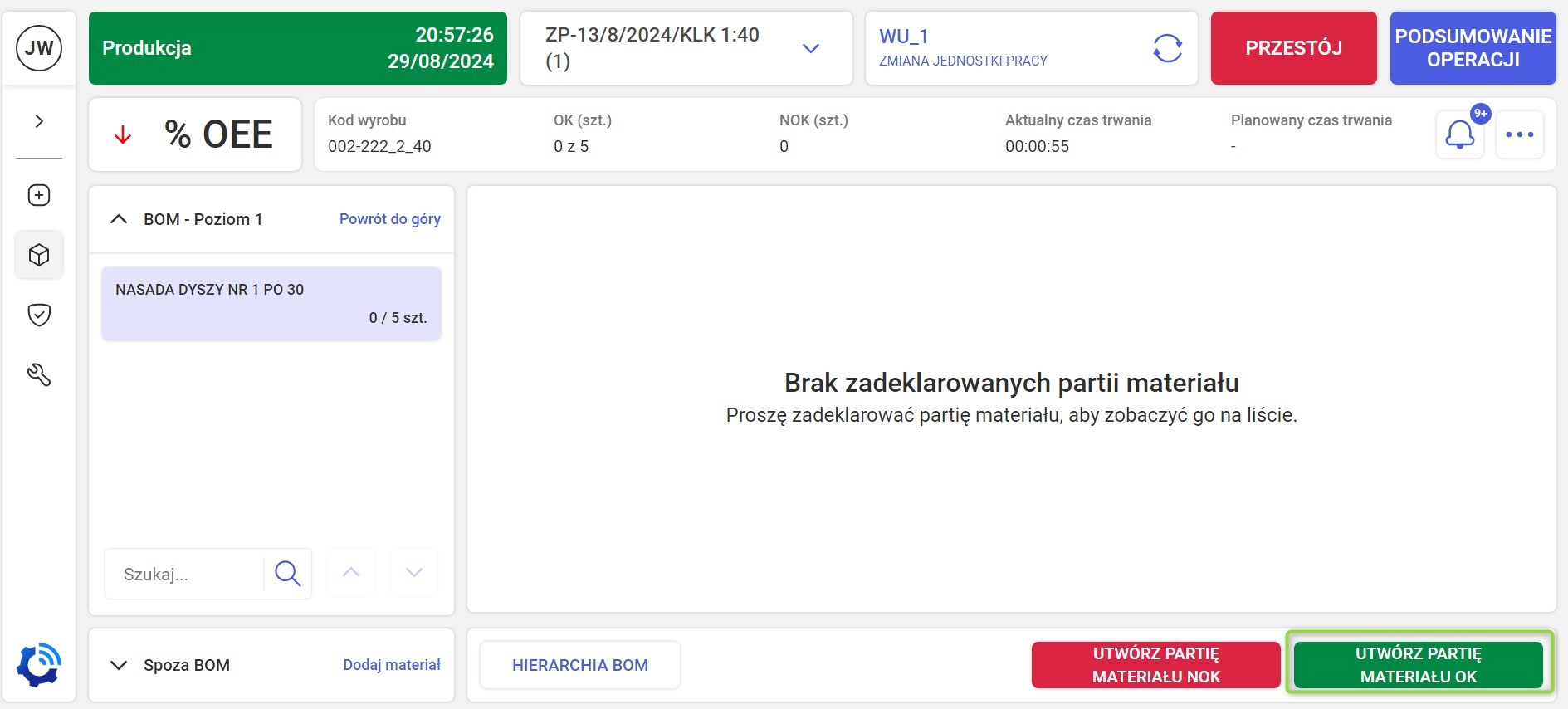
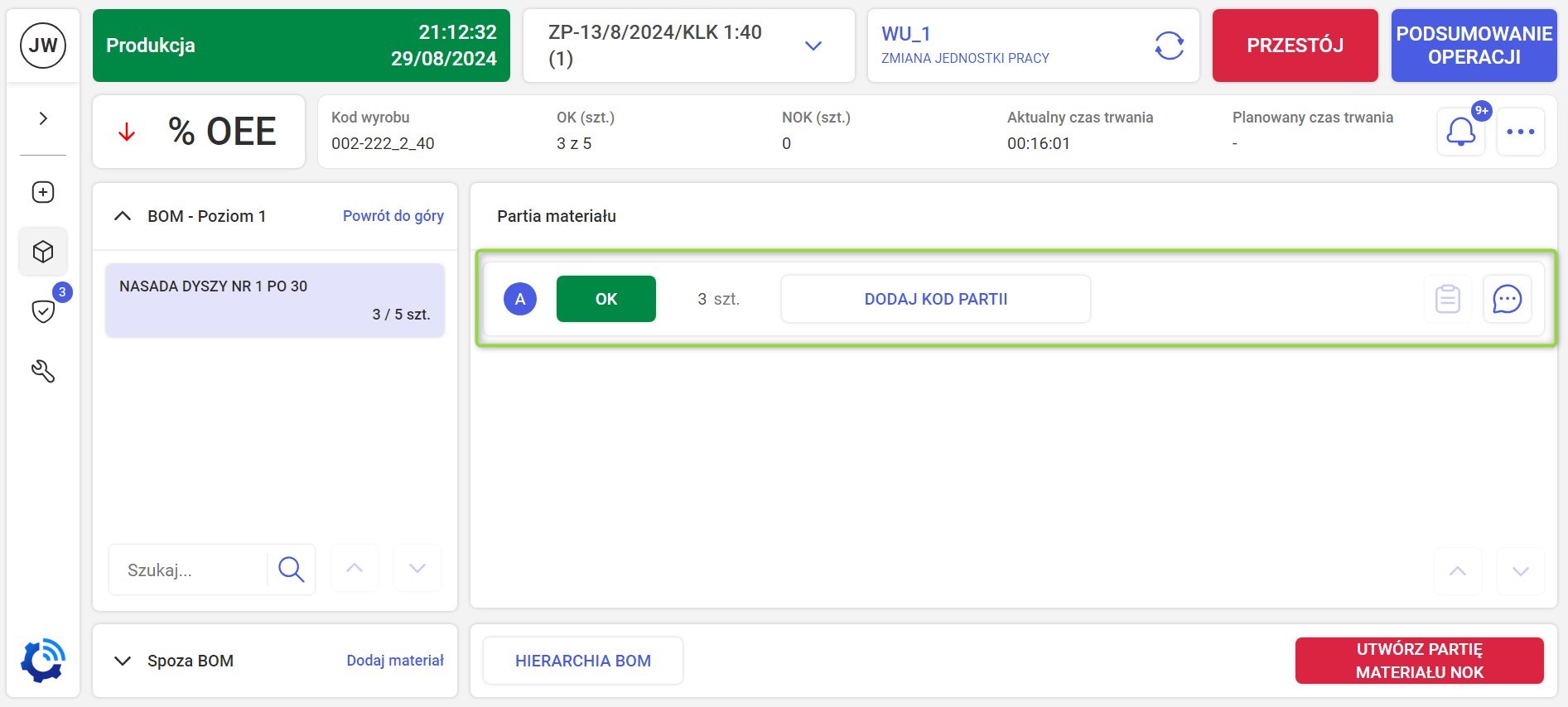
Widok produkcji przy włączonym przycisku do deklaracji partii materiału OK (rys. 3).
Rys.3
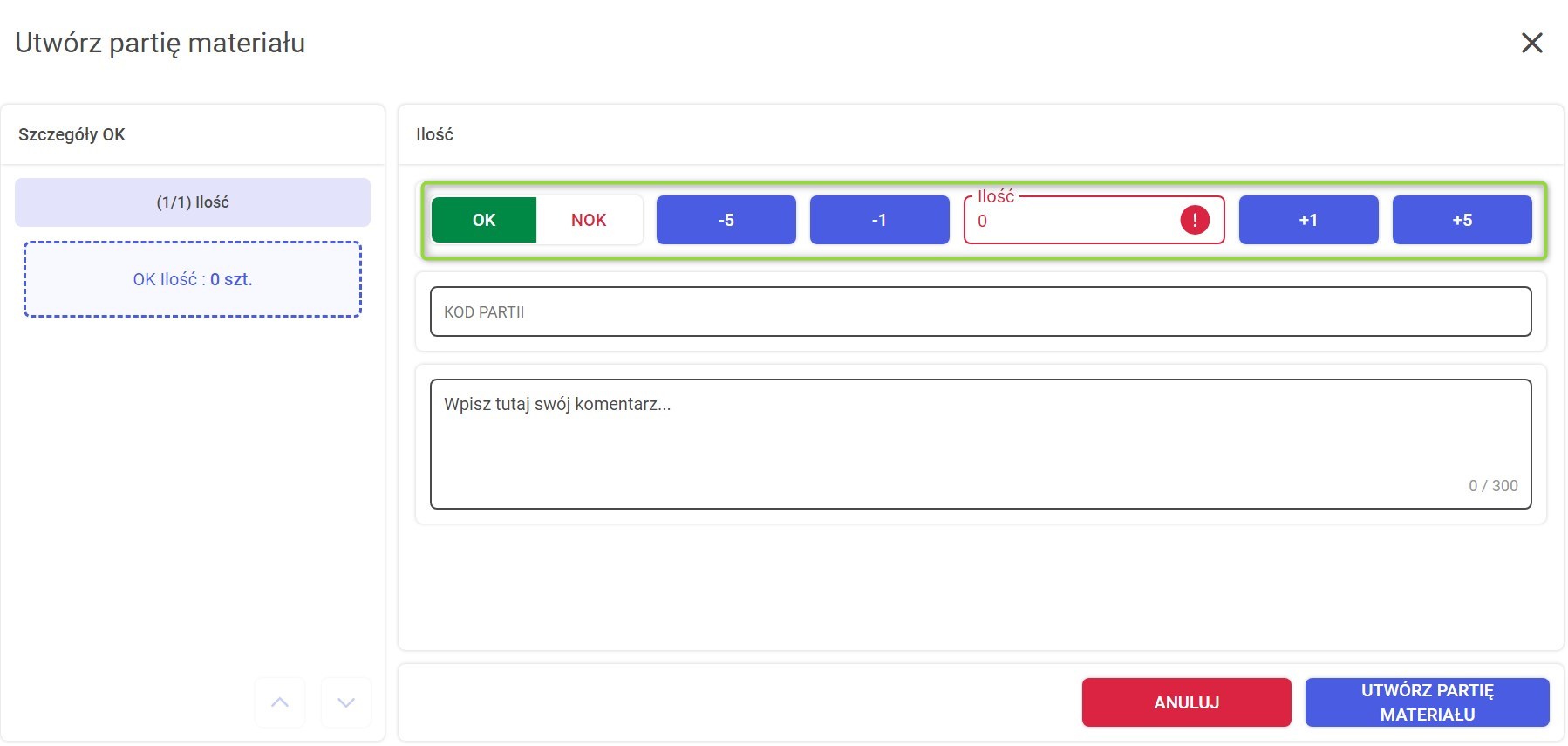
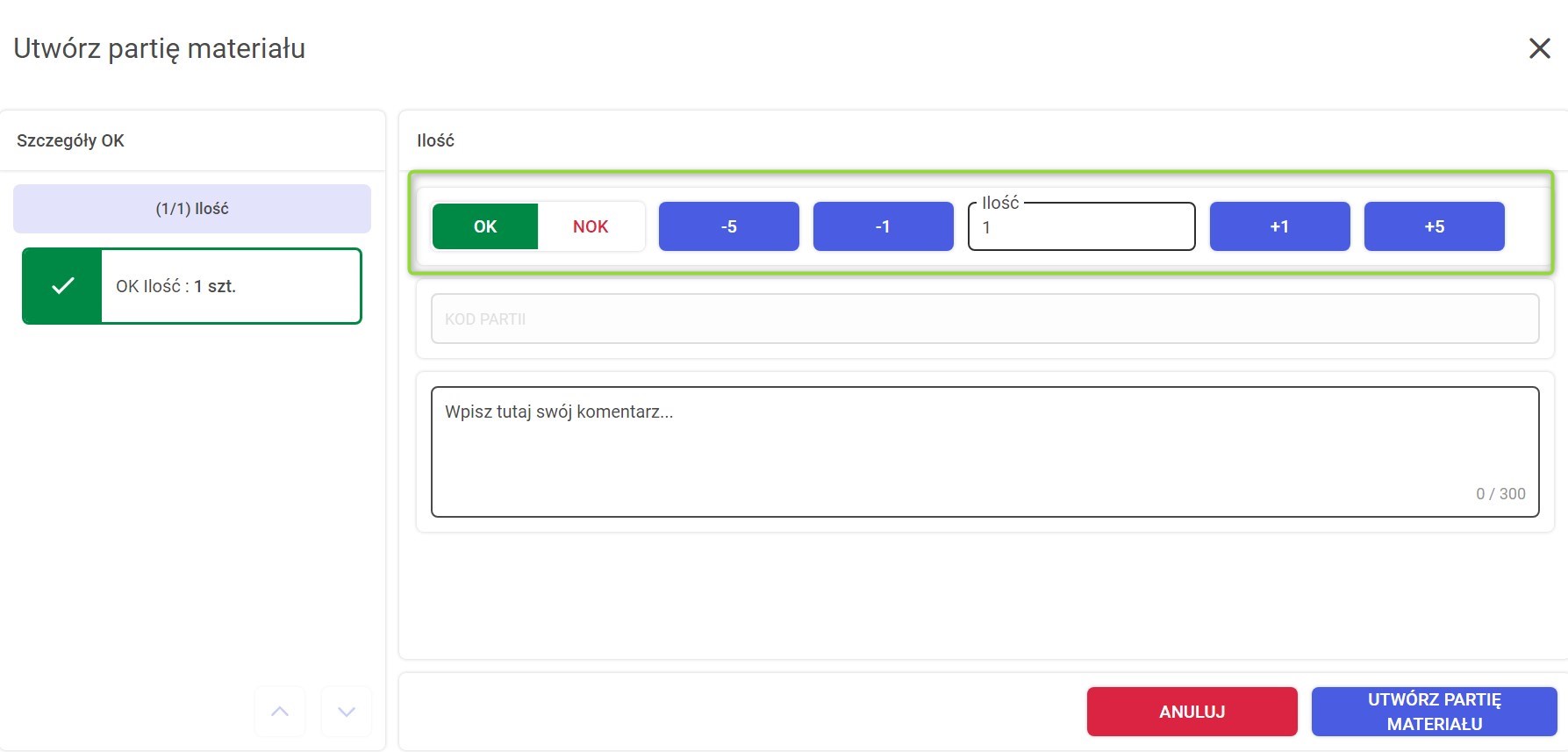
Widok okna deklaracji partii materiału przy włączonej możliwości dodawania partii OK. Możliwa jest zmiana typu partii z NOK na OK i na odwrót (rys. 4).
Rys.4
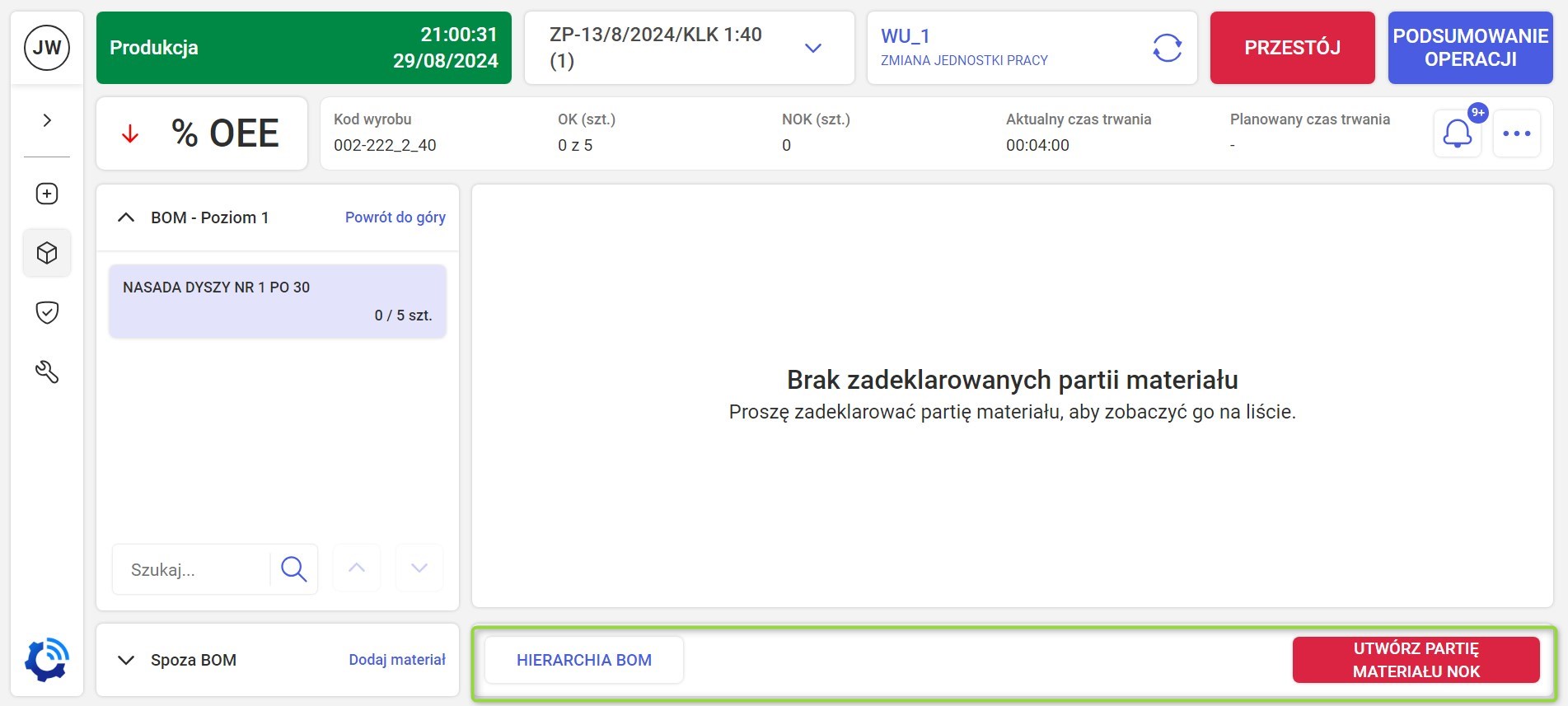
Widok produkcji przy wyłączonym przycisku do deklaracji partii materiału OK (rys. 5).
Rys.5
Widok okna deklaracji partii materiału przy wyłączonej możliwości dodawania partii OK. Widoczny jest tylko jeden typ partii, bez możliwości zmiany na OK (rys. 6).
Rys.6
Domyślnie przycisk DODAJ PARTIĘ MATERIAŁU OK dla materiałów w zakładce Materiały jest włączony.
Możliwość modyfikacji zadeklarowanej ilości materiału/wyrobu
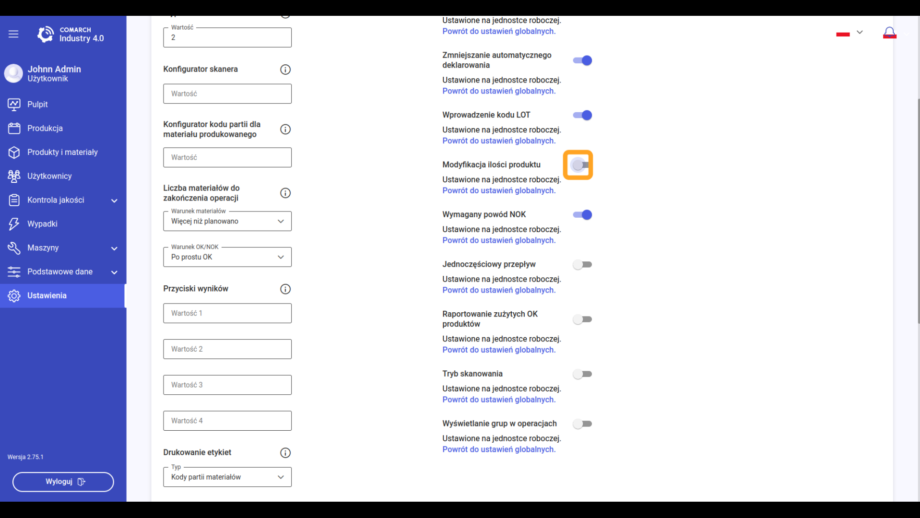
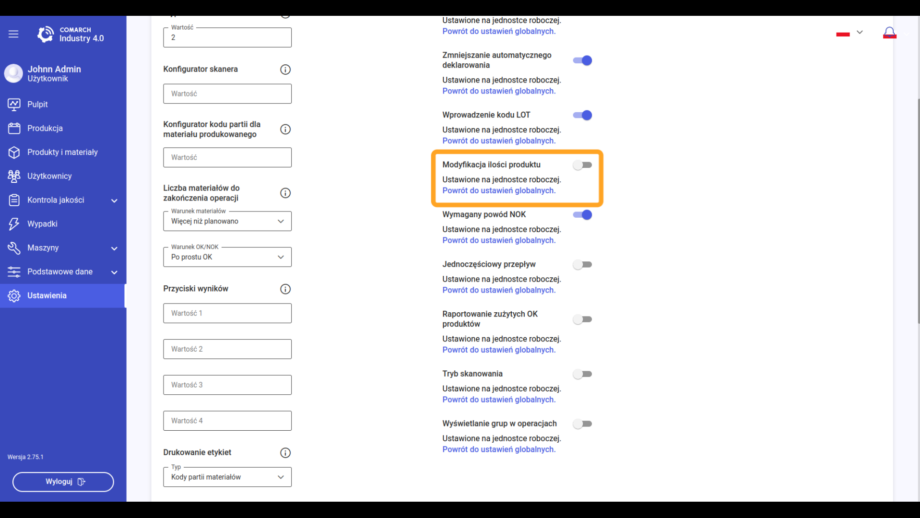
Wyłączenie lub włączenie możliwości edytowania ilości wyrobu/materiału po wcześniejszym zadeklarowaniu jest dostępne w aplikacji Supervisor - w tym celu ustawić pole Modyfikacja ilości produktu.
Rys. 1.Rys. 2.
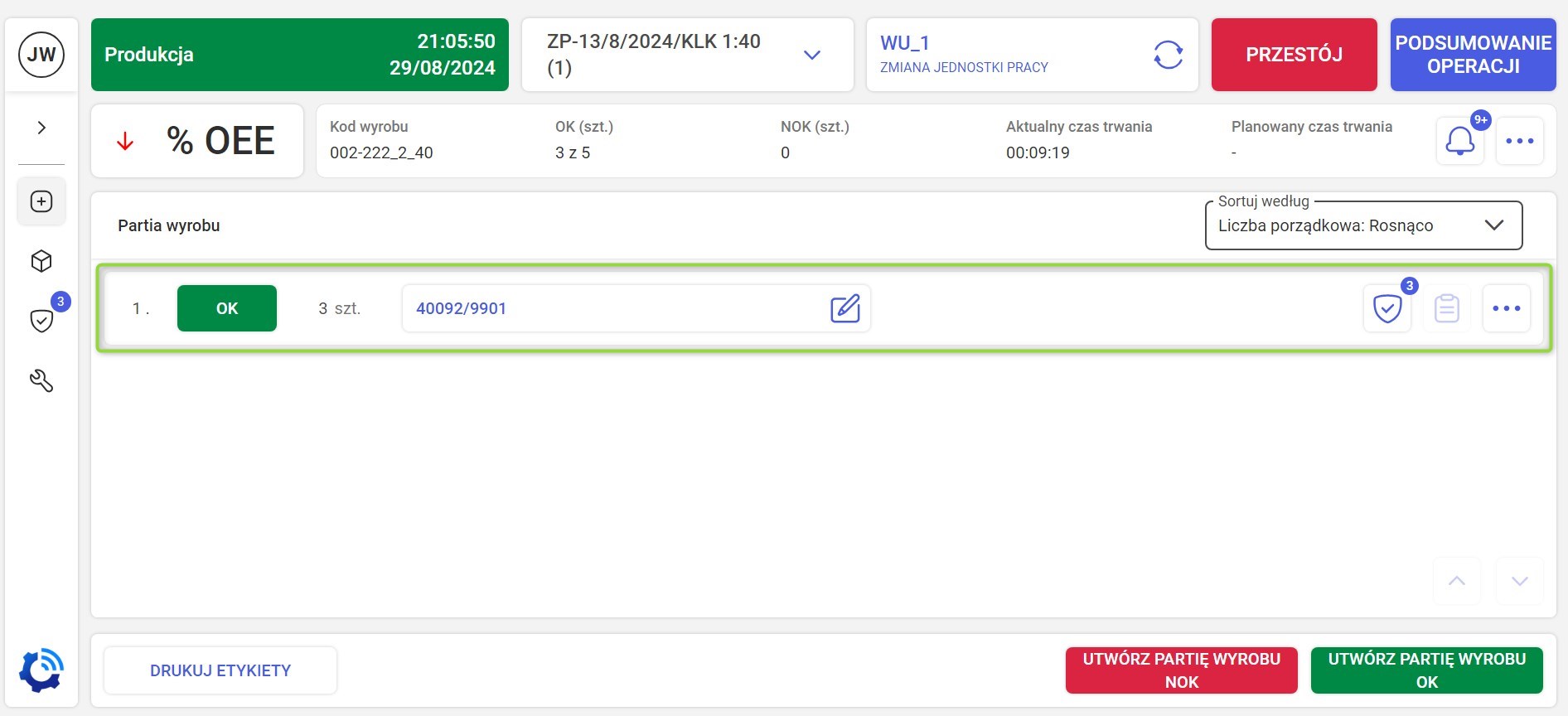
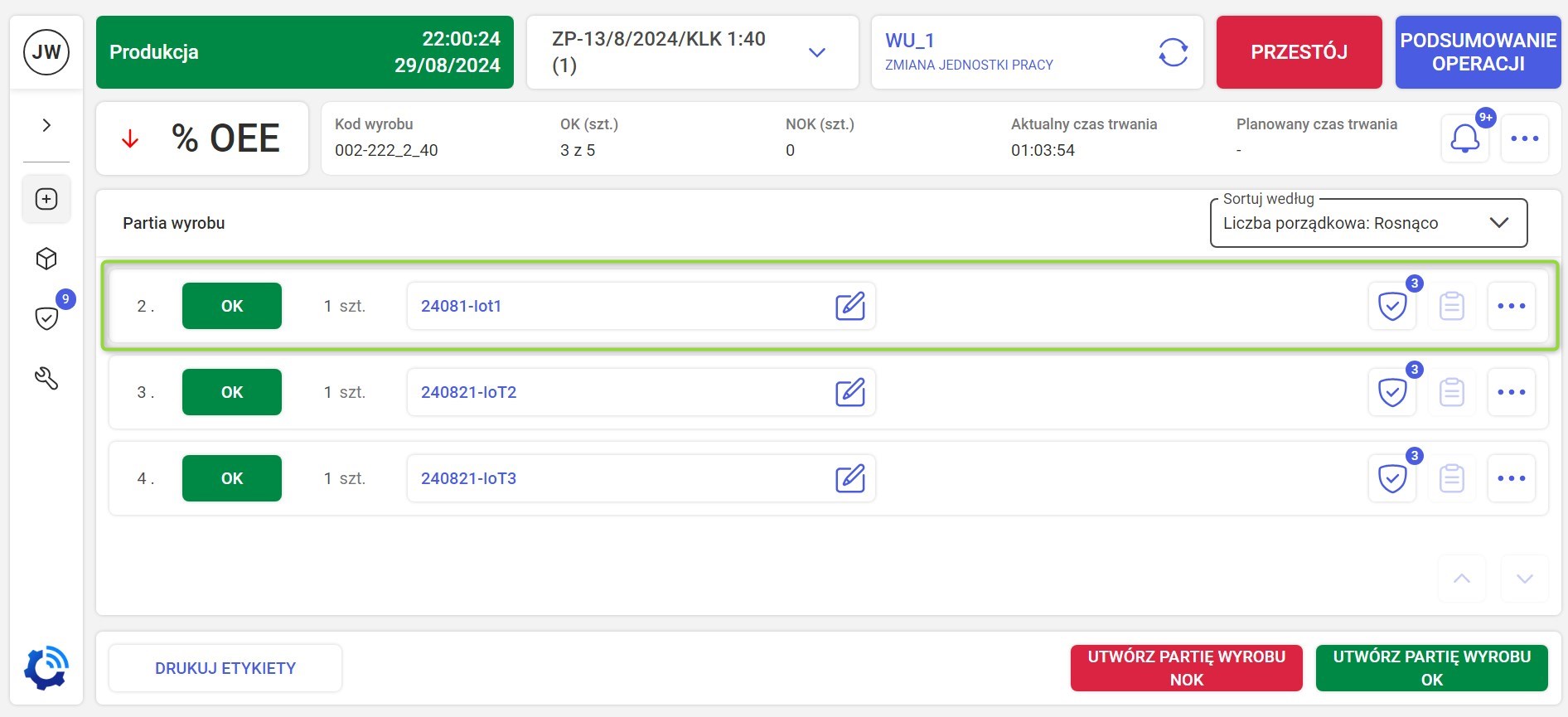
W widoku produkcji po wciśnięciu wcześniej zadeklarowanej partii wyrobu (rys. 3) pojawi się okno do deklaracji partii.
Rys.3
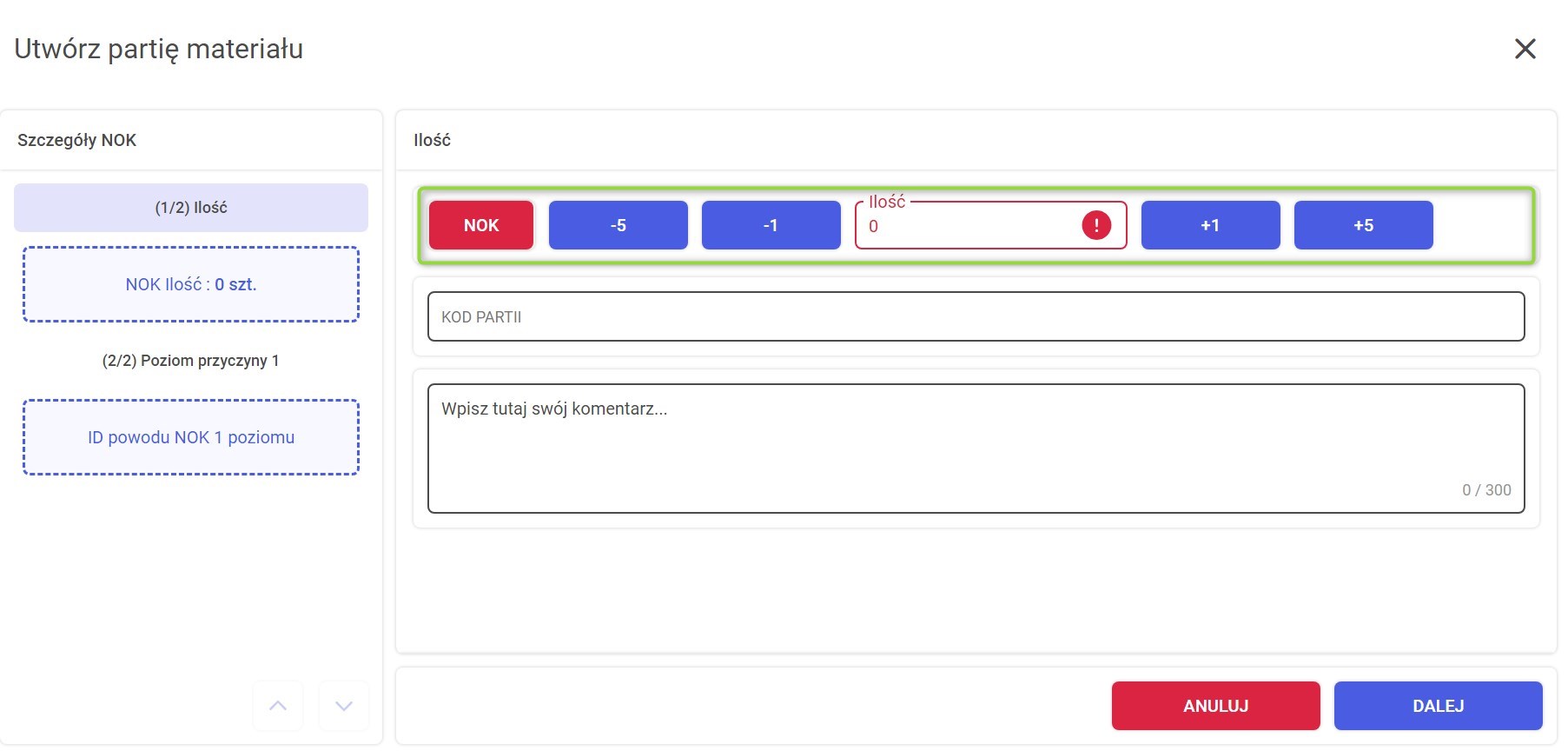
W przypadku włączonej modyfikacji ilości wyrobu/materiału operator będzie widział przyciski do zwiększania/zmniejszania ilości (rys. 4).
Rys.4
Natomiast przy wyłączonej opcji niewidoczne są przyciski do zmiany ilości w danej partii wyrobu (rys. 5).
Rys.5
Ta sama konfiguracja dotyczy także modyfikacji liczby sztuk w zakładce Materiały. Po wcześniejszej deklaracji partii materiału edycja ilości przy włączonej konfiguracji będzie możliwa (rys. 6).
Rys.6
Widoczne przyciski do edycji ilości materiału w wybranej partii (rys. 7).
Rys.7
Dla wyłączonego ustawienia - brak możliwości zmiany ilości materiału w partii (rys. 8).
Rys.8
Domyślnie modyfikacja materiału/wyrobu jest włączona.
Przepływ jednej sztuki
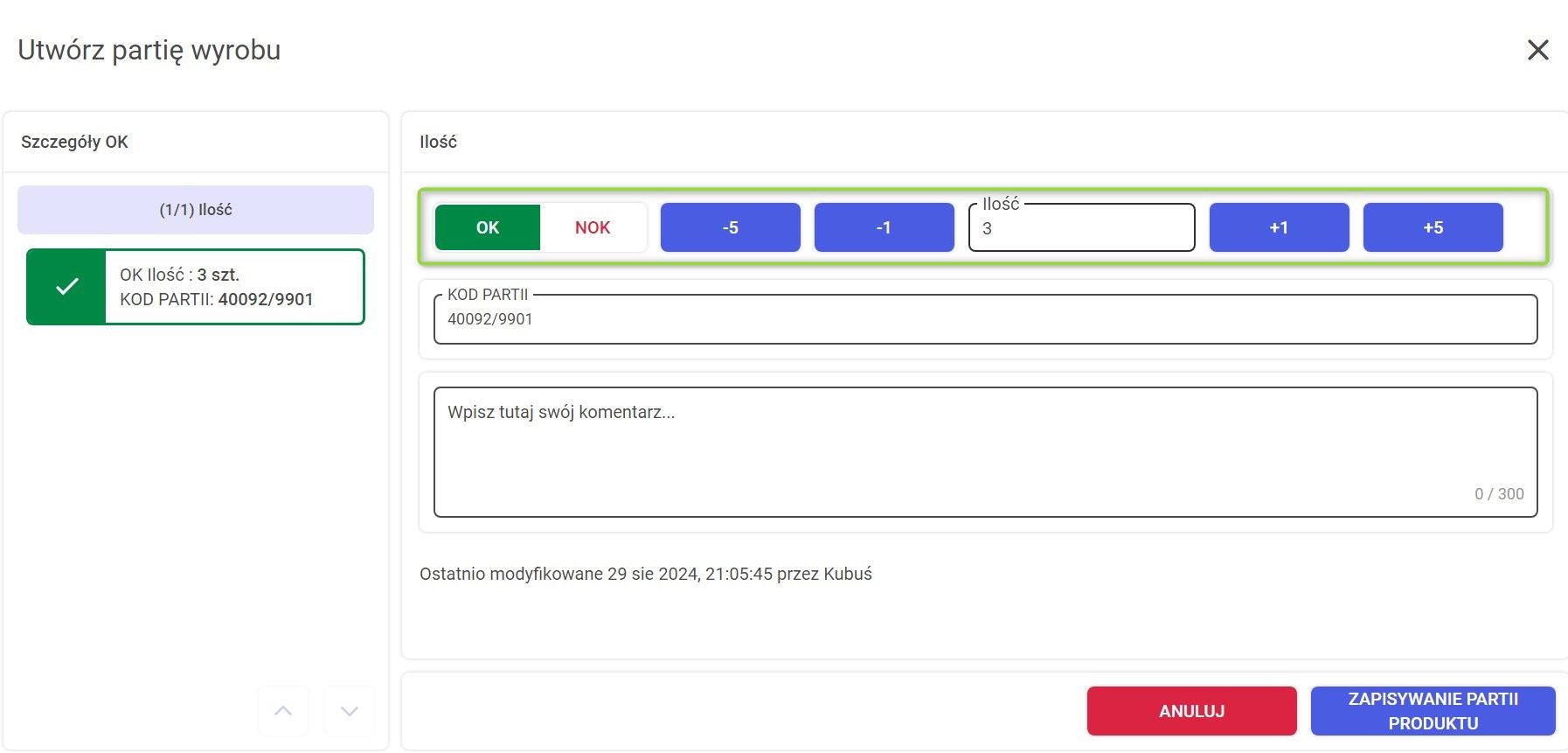
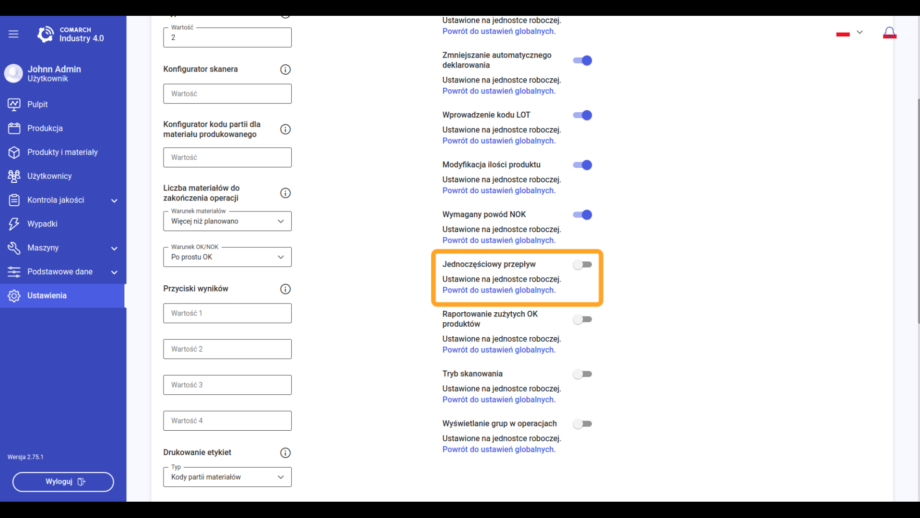
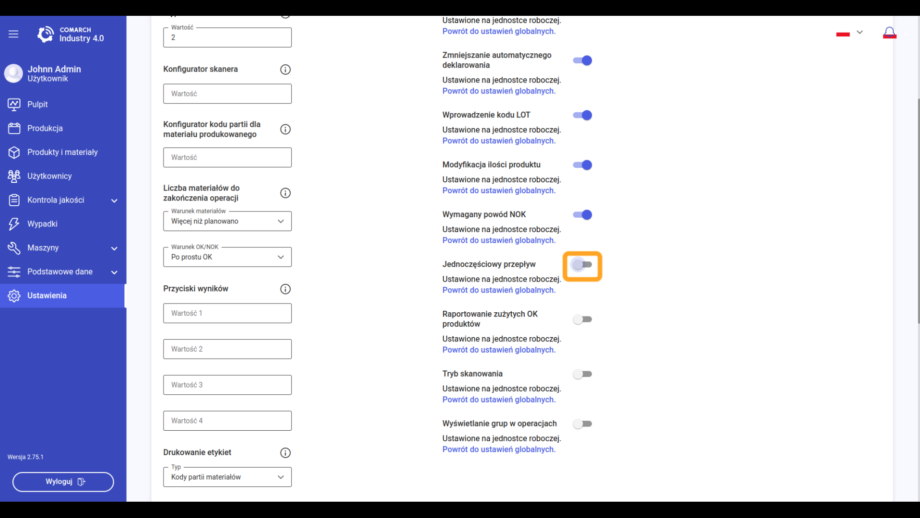
Przepływ jednej sztuki pozwala na deklarację partii wyrobu tylko po jednej sztuce. Można tę konfigurację włączyć w aplikacji Supervisor.
Rys. 1.Rys. 2.
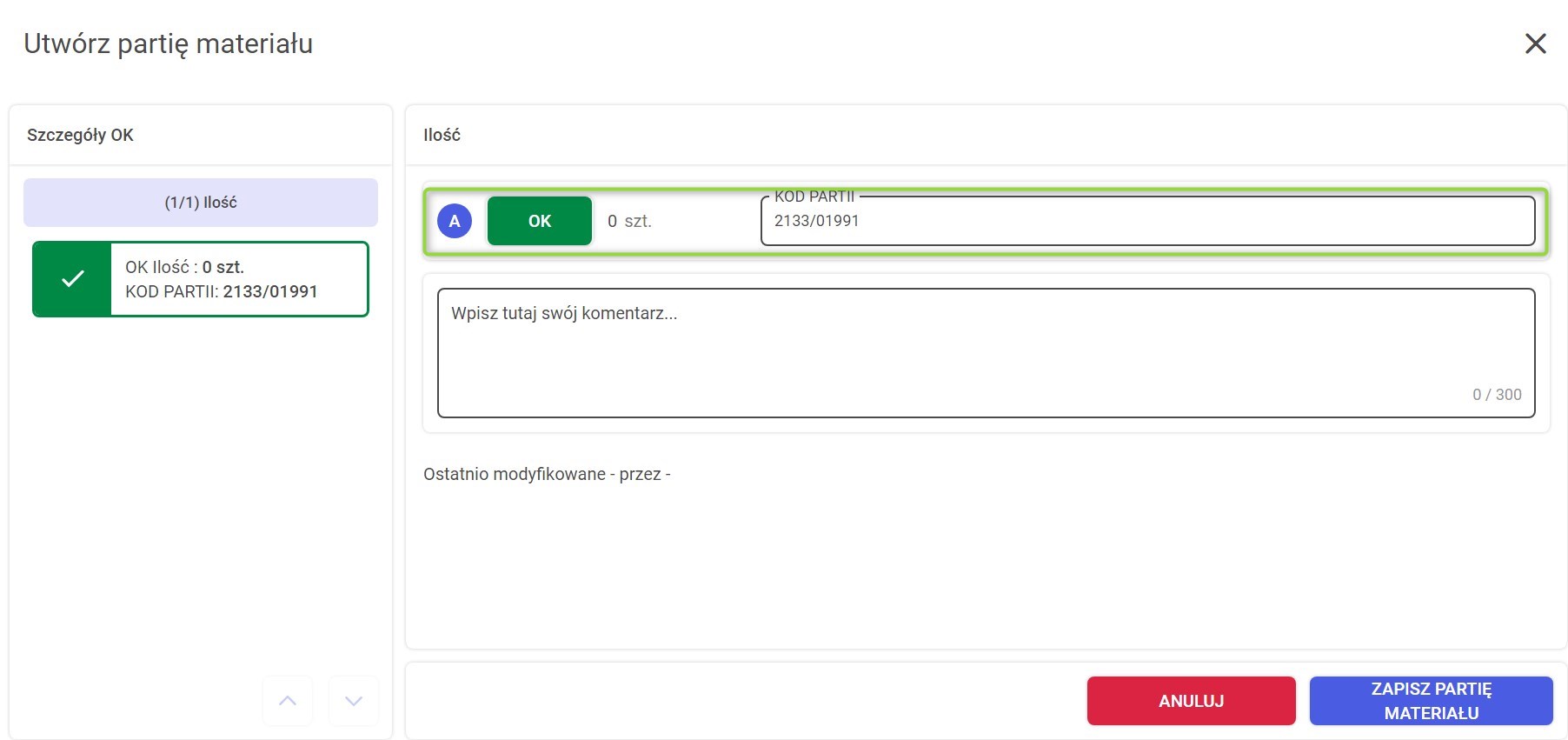
W widoku deklaracji wyrobu przy włączonym trybie przepływu jednej sztuki operator nie będzie widział przycisków do zwiększania/zmniejszania sztuk w partii. Możliwa jest tylko zmiana typu partii oraz wpisania partii kodu (rys. 3).
Rys. 3.
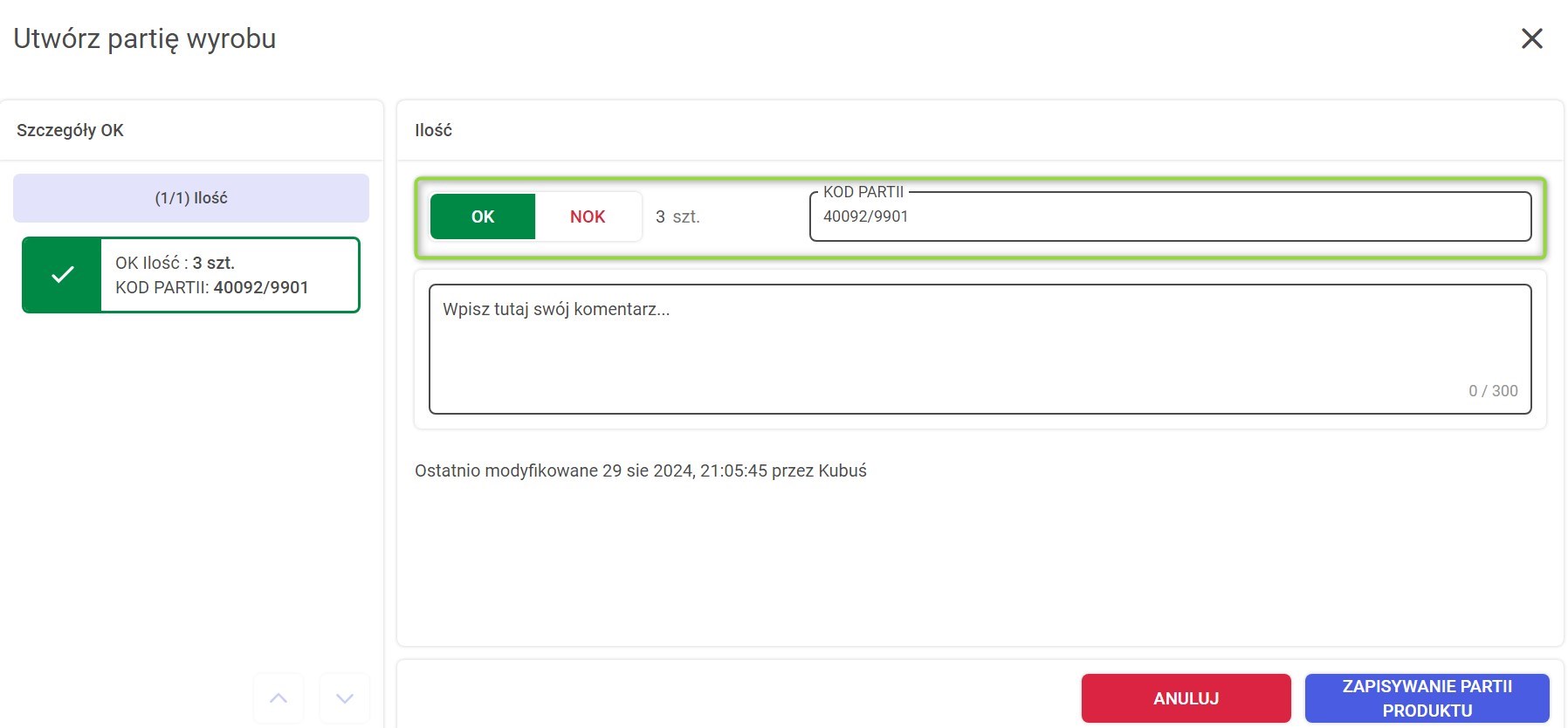
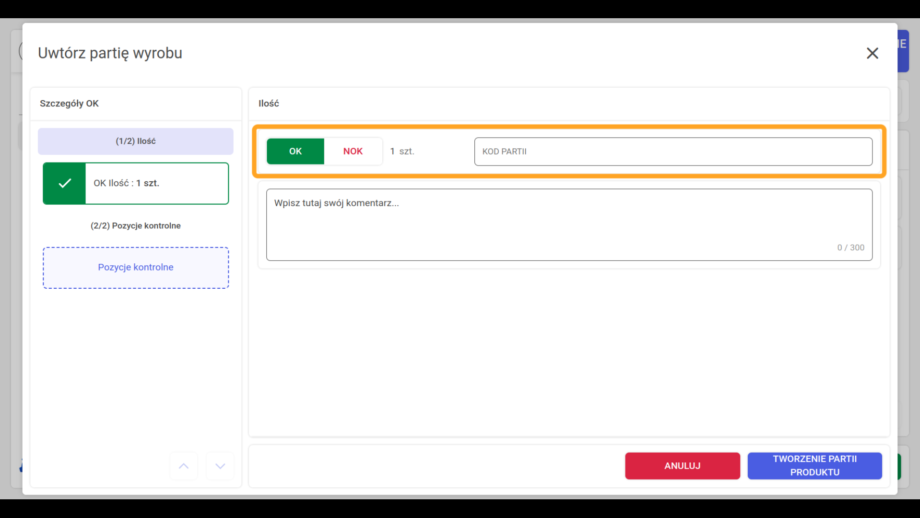
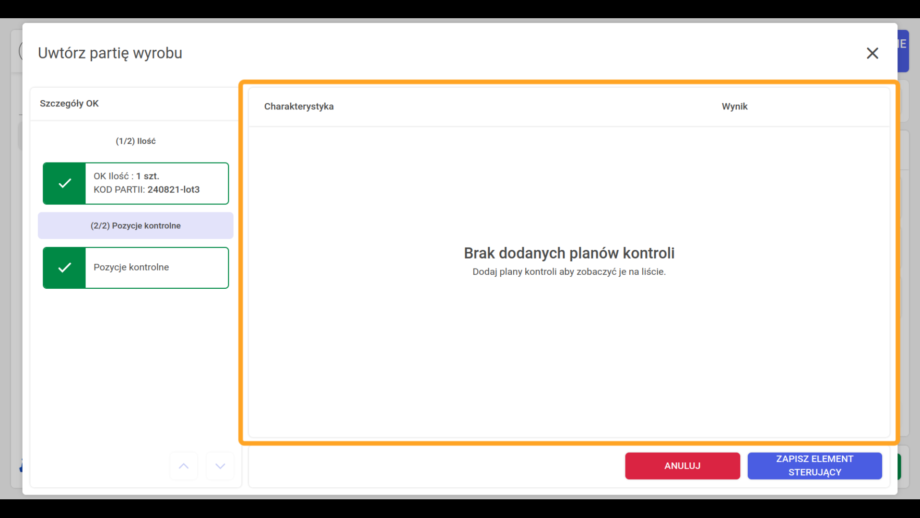
Po stworzeniu partii produktu, w tym samym oknie odbywa się kontrola jakości (jeżeli została wcześniej zdefiniowana w Supervisorze) (rys. 4).
Rys. 4.
Widok zadeklarowanej partii wyrobu (rys. 5).
Rys.5
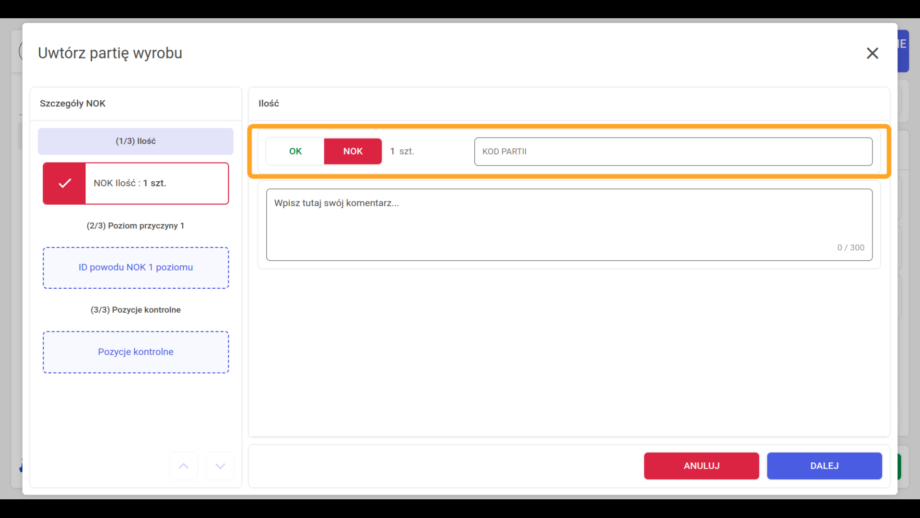
Jeżeli chodzi o deklarację partii NOK to możliwe będzie wprowadzenie kodu partii oraz wyboru przyczyny NOK (rys. 6).
Rys. 6.
Domyślnie opcja przepływu jednej sztuki jest wyłączona.
Przestój "Przerwa na kawę"
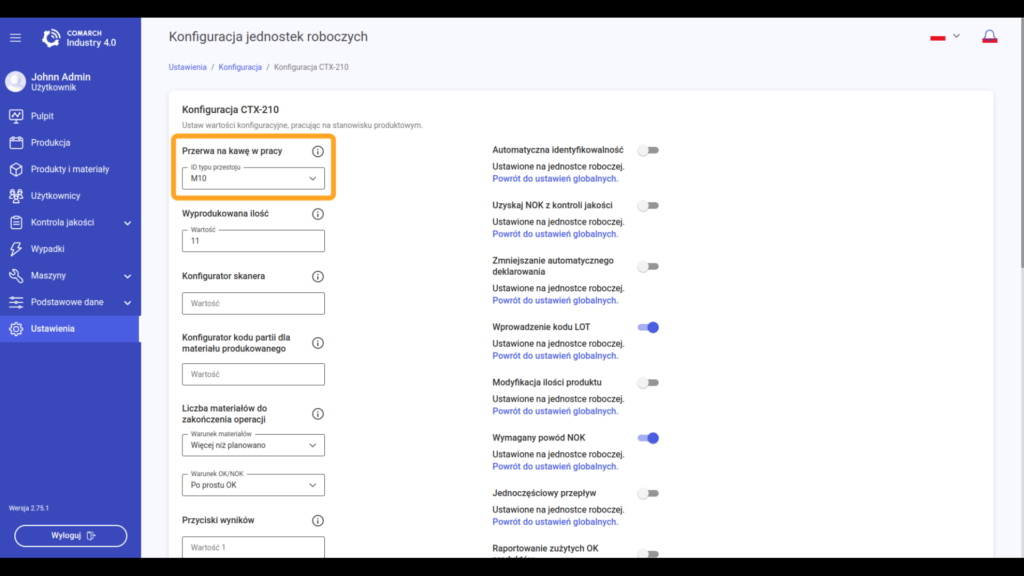
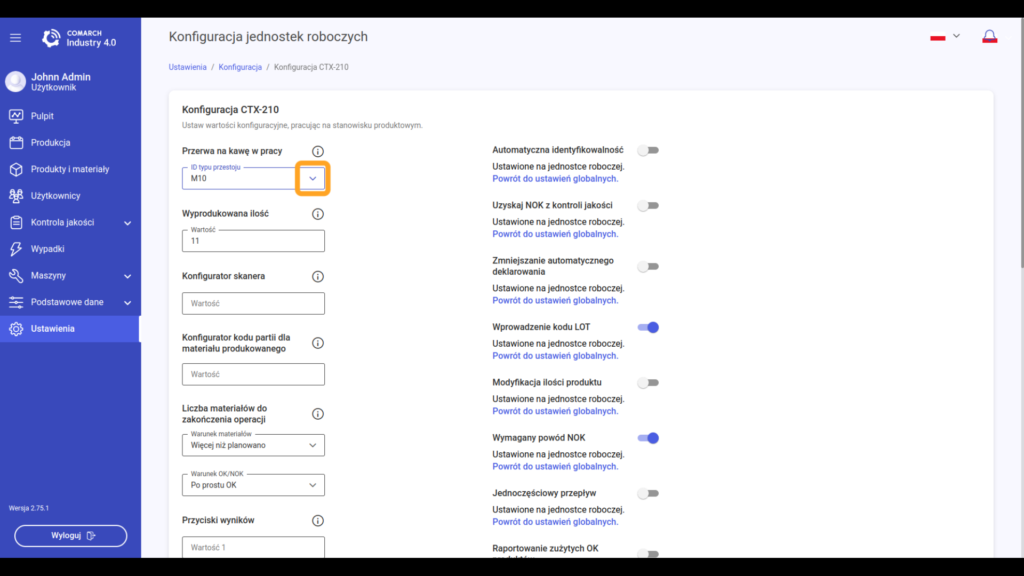
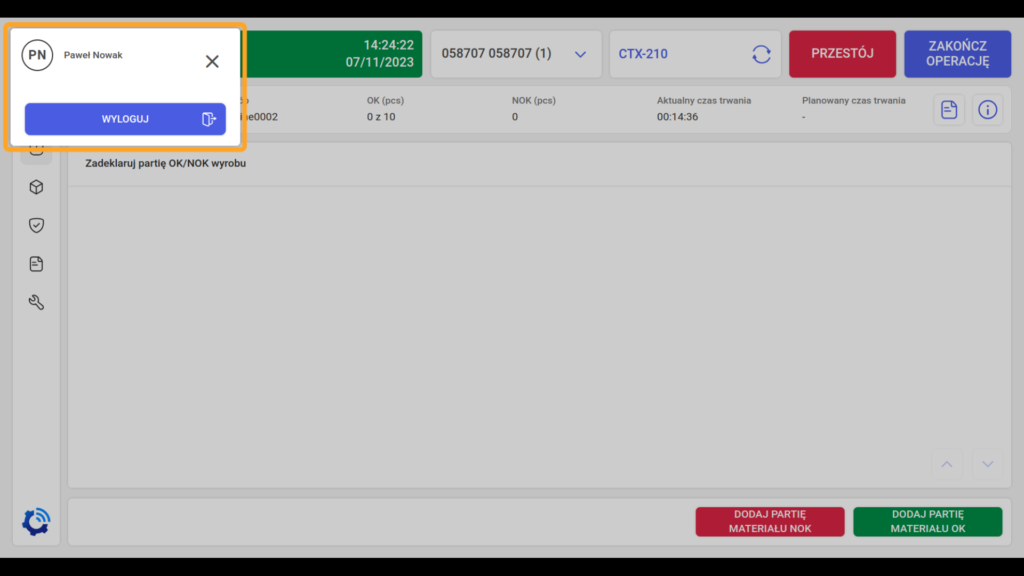
Konfiguracja przycisku Przerwa na kawę pozwala na ustawienie dowolnego przestoju, który będzie deklarowany po jego wciśnięciu (rys. 1).
Rys. 1.
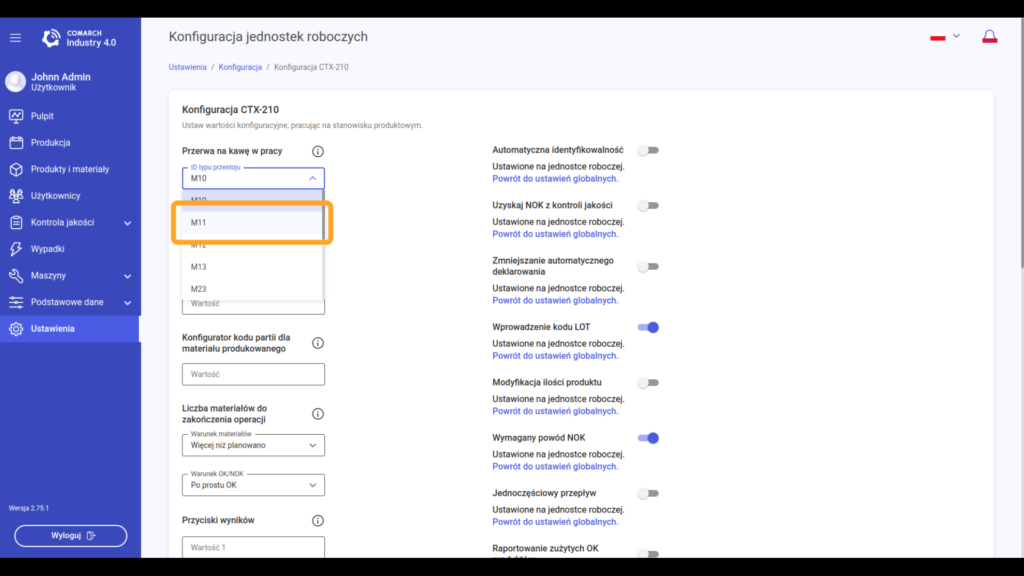
Należy rozwinąć listę dostępnych przestoi na danym stanowisku produkcyjnym (rys. 2).
Rys. 2.
Następnie wybrać jeden z ID typu przestoju (rys. 3).
Rys. 3.
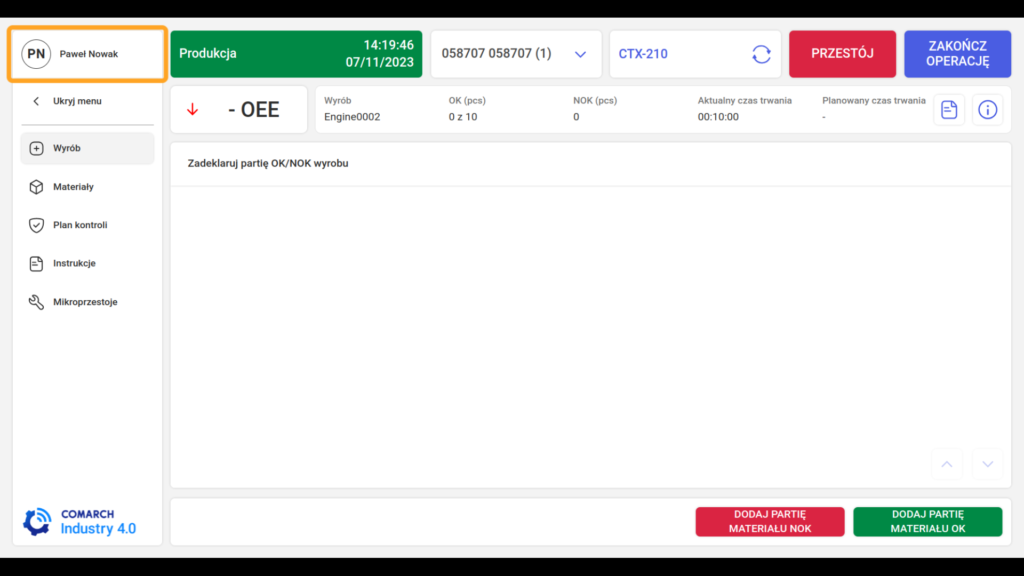
W widoku produkcji przycisk Przerwa na kawę jest dostępny po wciśnięciu pola z nazwą operatora w lewym górnym rogu (rys. 4).
Rys. 4.
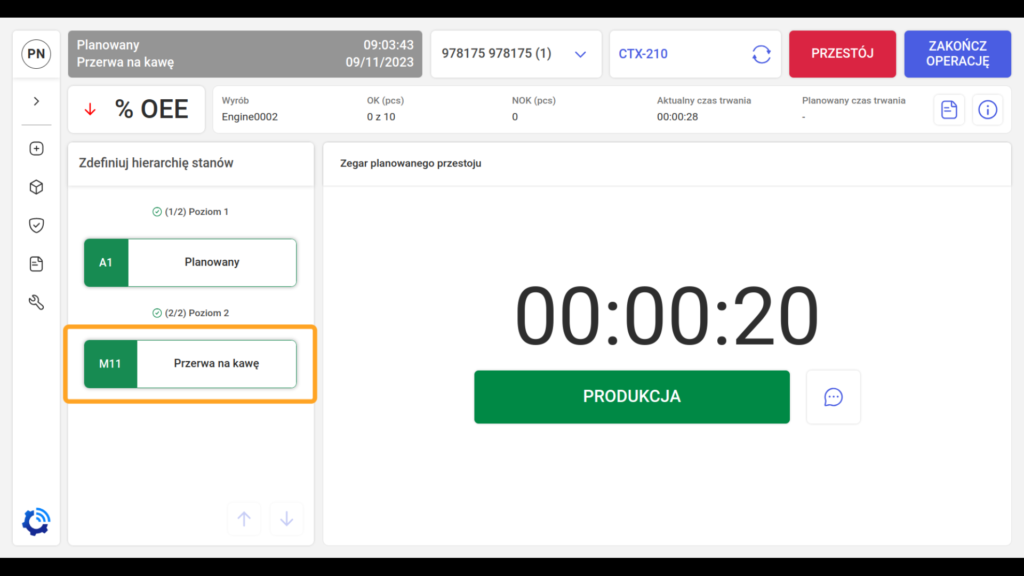
Po kliknięciu przycisku zostaje zadeklarowana ustawiona wcześniej przerwa (rys. 5).
Rys. 5.Rys. 6.
Wartość domyślna: brak ustawionego ID typu przestoju. W aplikacji Operator Panel przycisk jest niewidoczny (rys. 7).
Rys. 7.
Przyciski do deklaracji ilości materiału/wyrobu
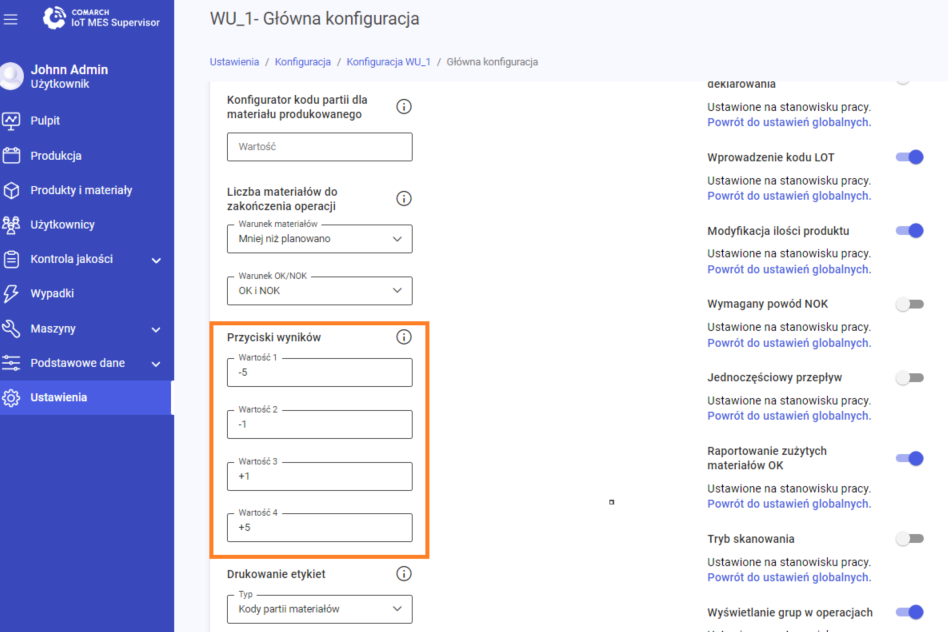
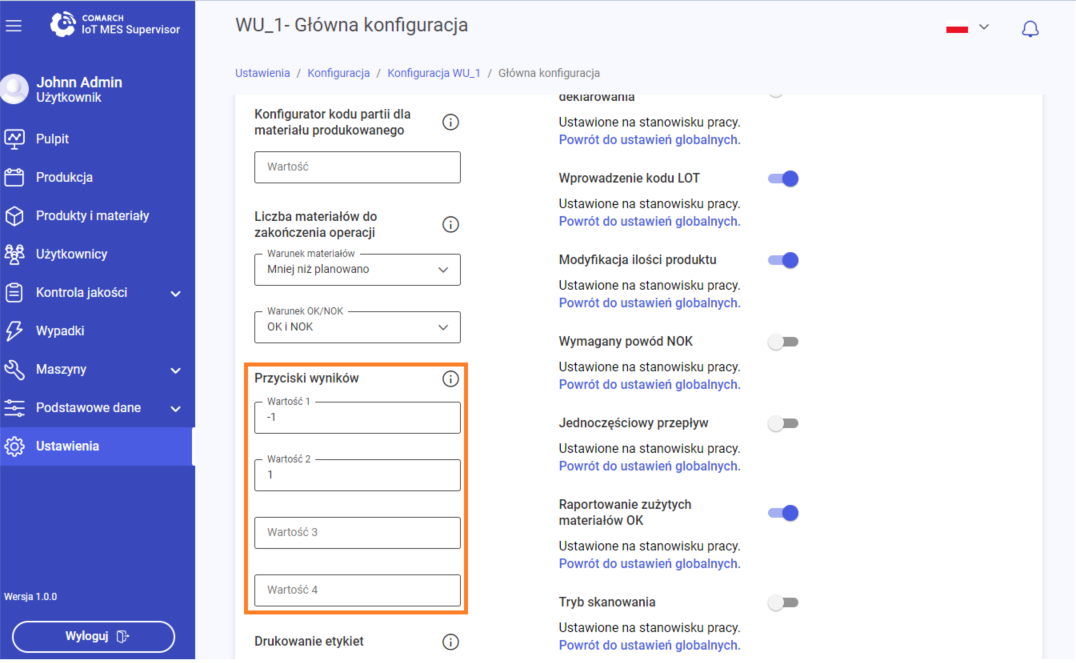
Przyciski służące do wyboru ilości materiału/wyrobu w oknie deklaracji partii są konfigurowalne w aplikacji Supervisor (rys. 1). Ilość na przycisku może być zdefiniowana jako liczba zmiennoprzecinkowa. Przyciski mogą być dwa lub cztery.
Rys. 1
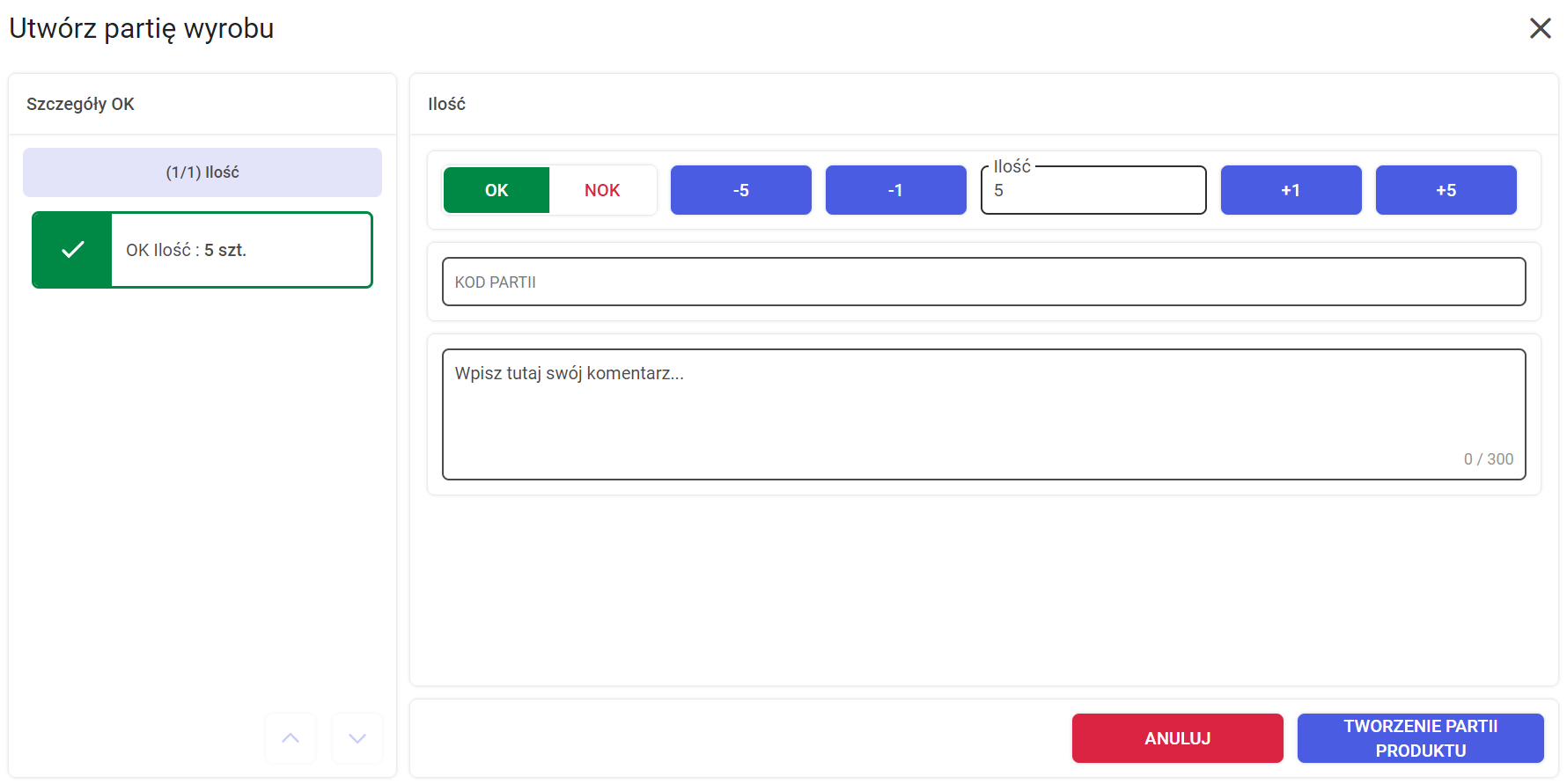
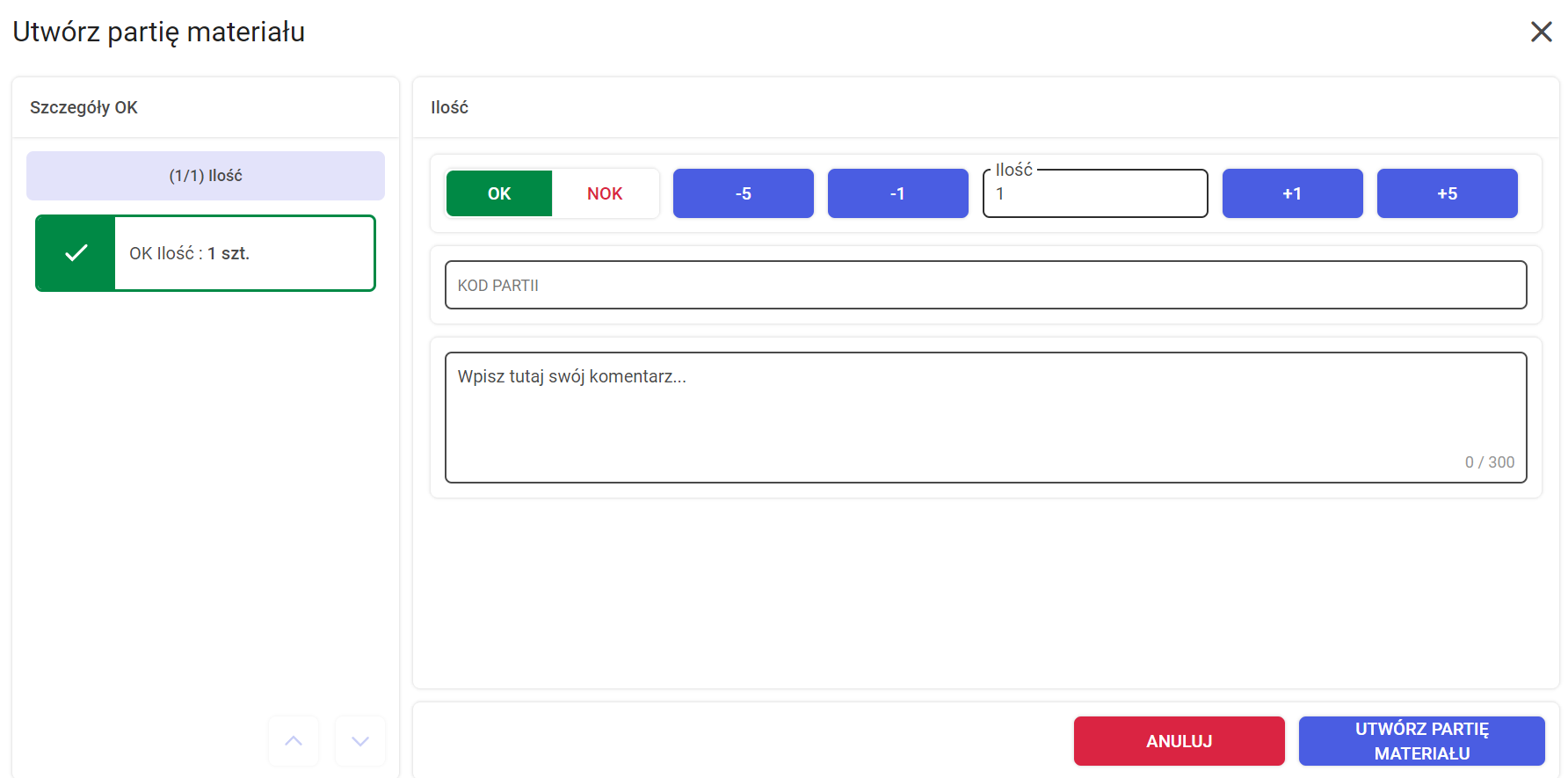
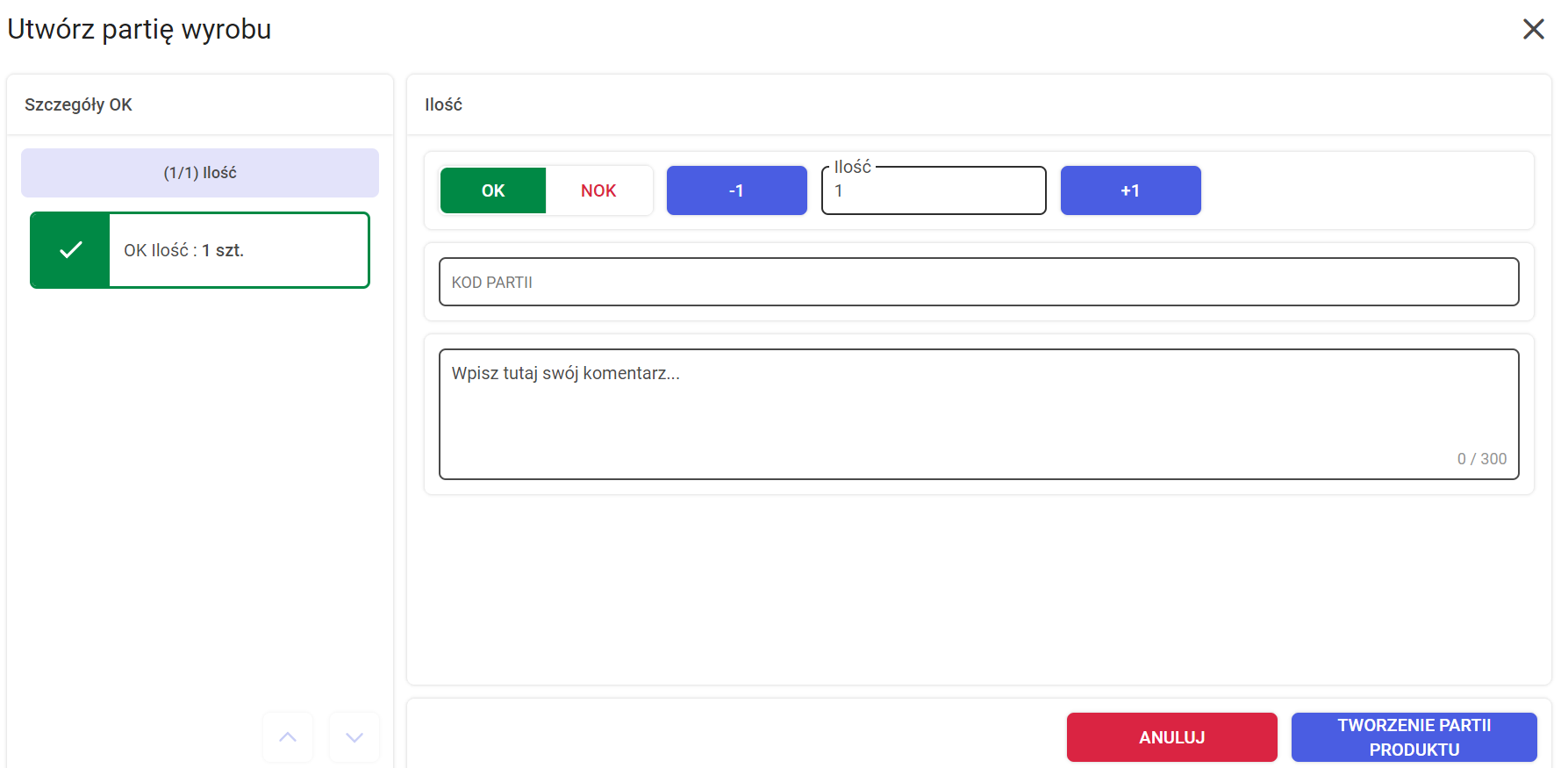
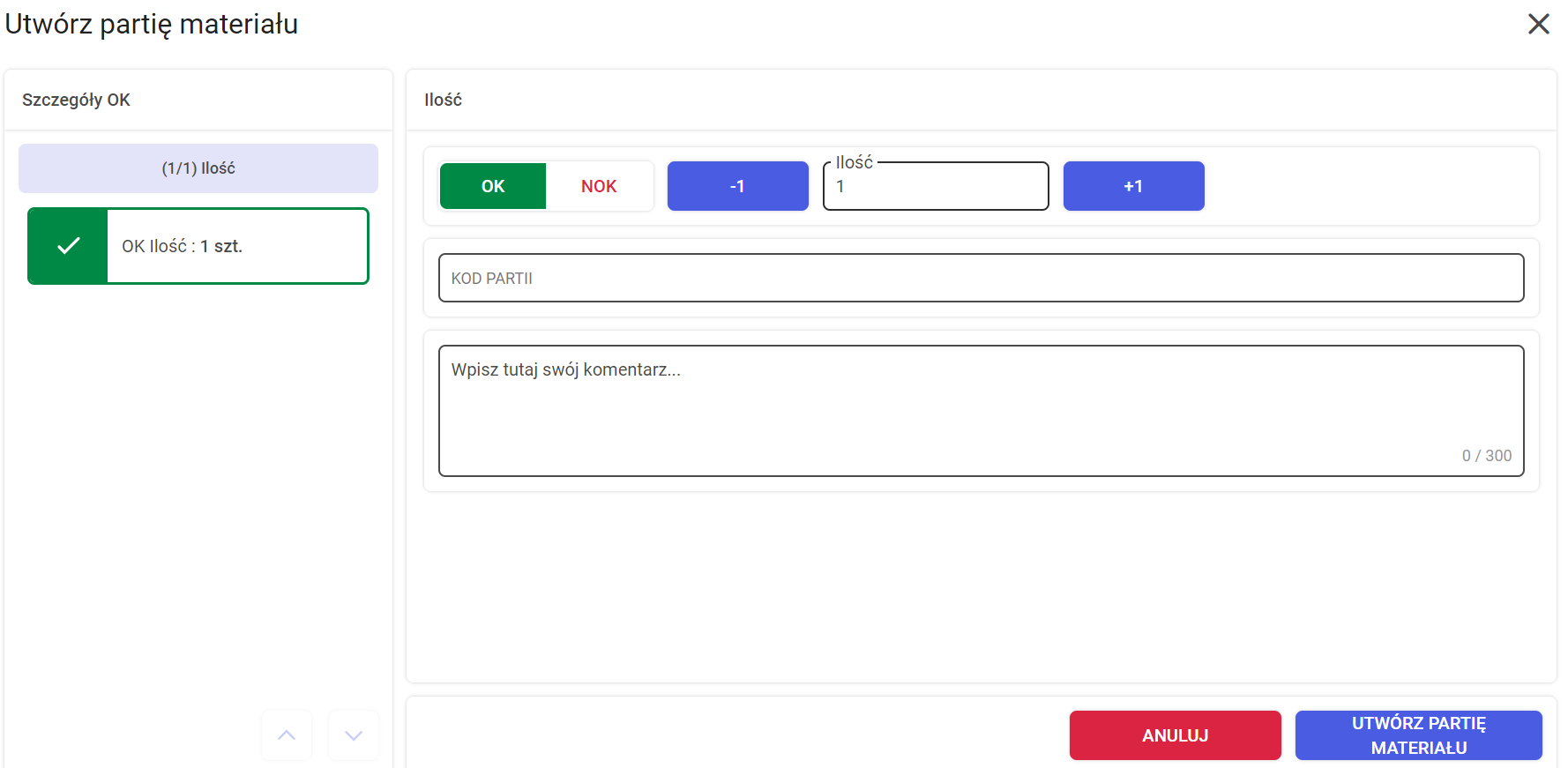
Widok ustawień 4 przycisków w aplikacji Operator Panel w oknie deklaracji wyrobów i materiałów (rys. 2, 3).
Rys. 2Rys. 3
Konfiguracja 2 przycisków w aplikacji Supervisor (rys. 3).
Rys. 4
Widok ustawień 2 przycisków w aplikacji Operator Panel w oknie deklaracji wyrobów i materiałów (rys. 5, 6).
Rys. 5Rys. 6
Domyślnie są ustawione przyciski: -5, -1, 1, 5.
Tryb predefinicji wyrobów
Tryb predefinicji wyrobów będzie występował w przypadku, gdy partie wyrobów z odpowiednimi kodami zostały zadeklarowane przed rozpoczęciem operacji.
Operator po rozpoczęciu operacji będzie widział listę zadeklarowanych wyrobów (rys. 1).
Rys. 1.
W trybie predefinicji należy edytować po kolei każdą partię, klikając w nią, i dodać typ oraz ilość wyrobu, a w przypadku partii NOK - przyczynę niezgodności (rys. 2)
Rys. 2.
Przyciski do dodawania partii manualnie zostały ukryte (rys. 3).
Rys. 3.
Przy edycji pojedynczych partii nie jest możliwa zmiana kodu LOT (rys. 4).
Rys. 4.
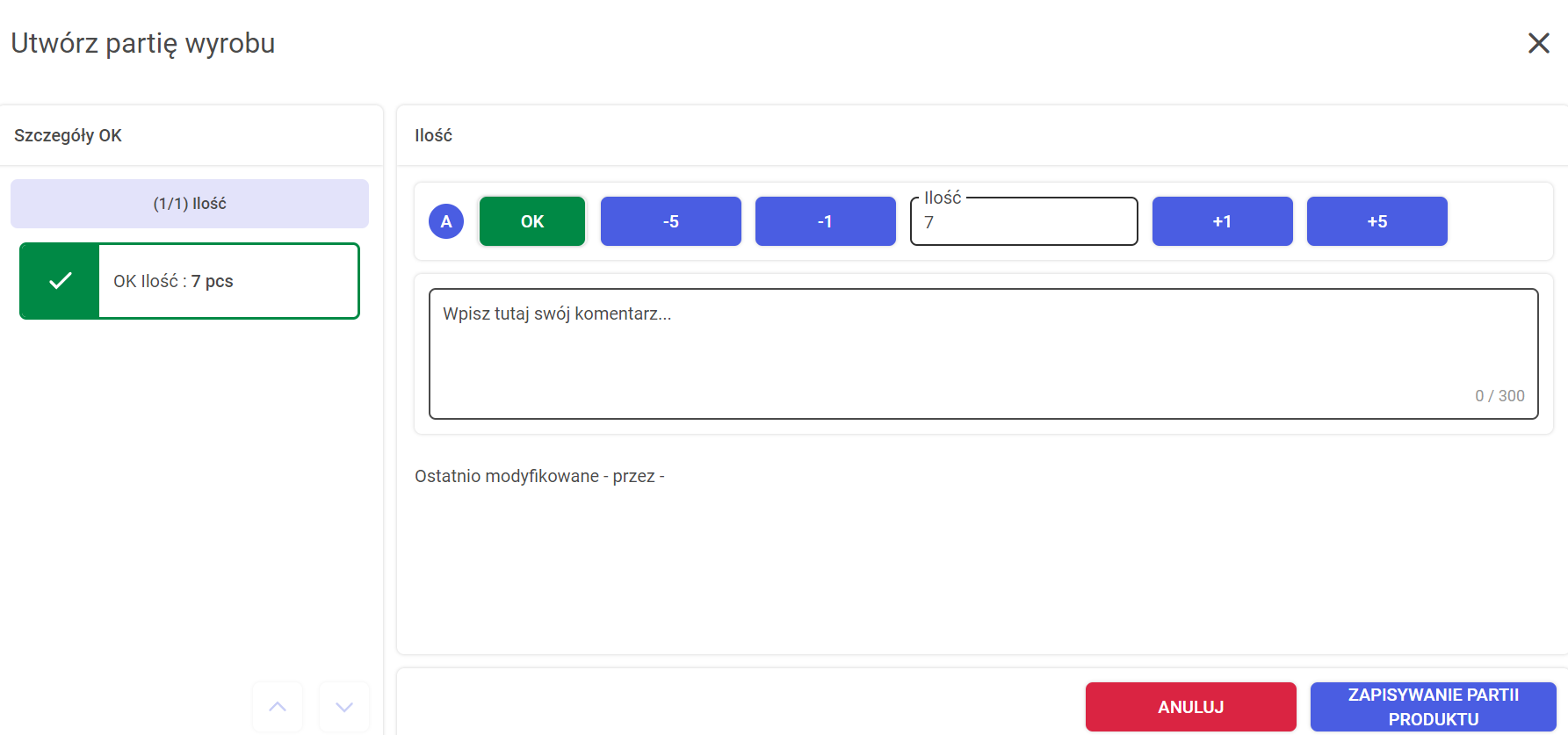
Podczas edycji operator wybiera ilość wyrobu w partii (rys. 5).
Rys. 5.
Następnie wybiera typ partii - OK czy NOK (rys. 6).
Rys. 6.
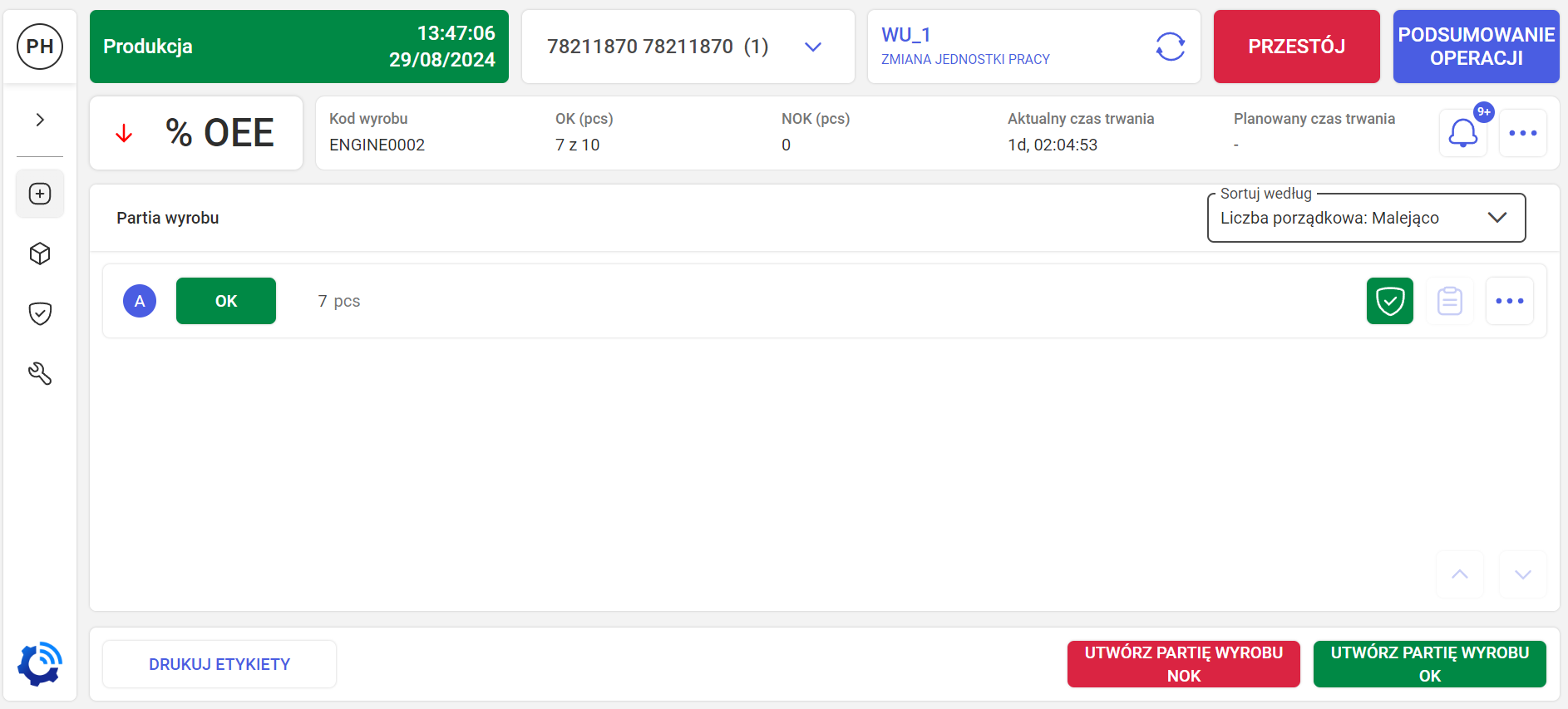
Później należy zapisać partię przyciskiem ZAPISYWANIE PARTII PRODUKTU i zapisana partia będzie prezentować się tak jak na rysunku 7.
Rys. 7.
Także licznik ilości OK zwiększa się (rys. 8).
Rys. 8.
Domyślnie tryb predefinicji wyrobów jest wyłączony.
Warunek kończenia operacji
Konfiguracja warunku kończenia operacji pomaga zapobiegać przypadkowemu kończeniu operacji. W aplikacji Supervisor można ustawić w jakim przypadku system będzie pozwalał na zamknięcie operacji.
Rys. 1
Istnieje 5 warunków, dla których będzie możliwe zakończenie operacji.
Rzeczywista liczba wyrobów musi być:
taka sama jak zaplanowana liczba wyrobów;
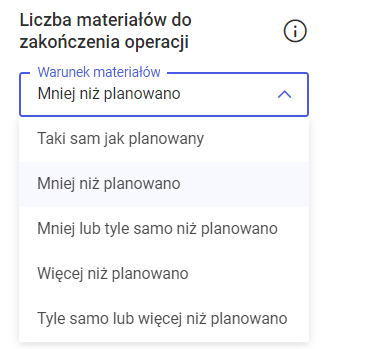
mniejsza niż zaplanowana liczba wyrobów;
mniejsza lub taka sama jak zaplanowana liczba wyrobów;
większa niż zaplanowana liczba wyrobów;
większa lub taka sama jak zaplanowana liczba wyrobów.
Rys. 2
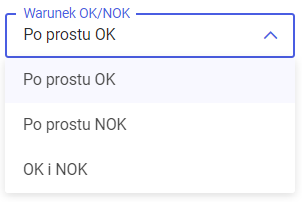
Do rzeczywistej liczby wyrobów może być brana pod uwagę:
tylko liczba wyrobów OK;
tylko liczba wyrobów NOK;
całkowita ilość OK i NOK razem.
Rys. 3
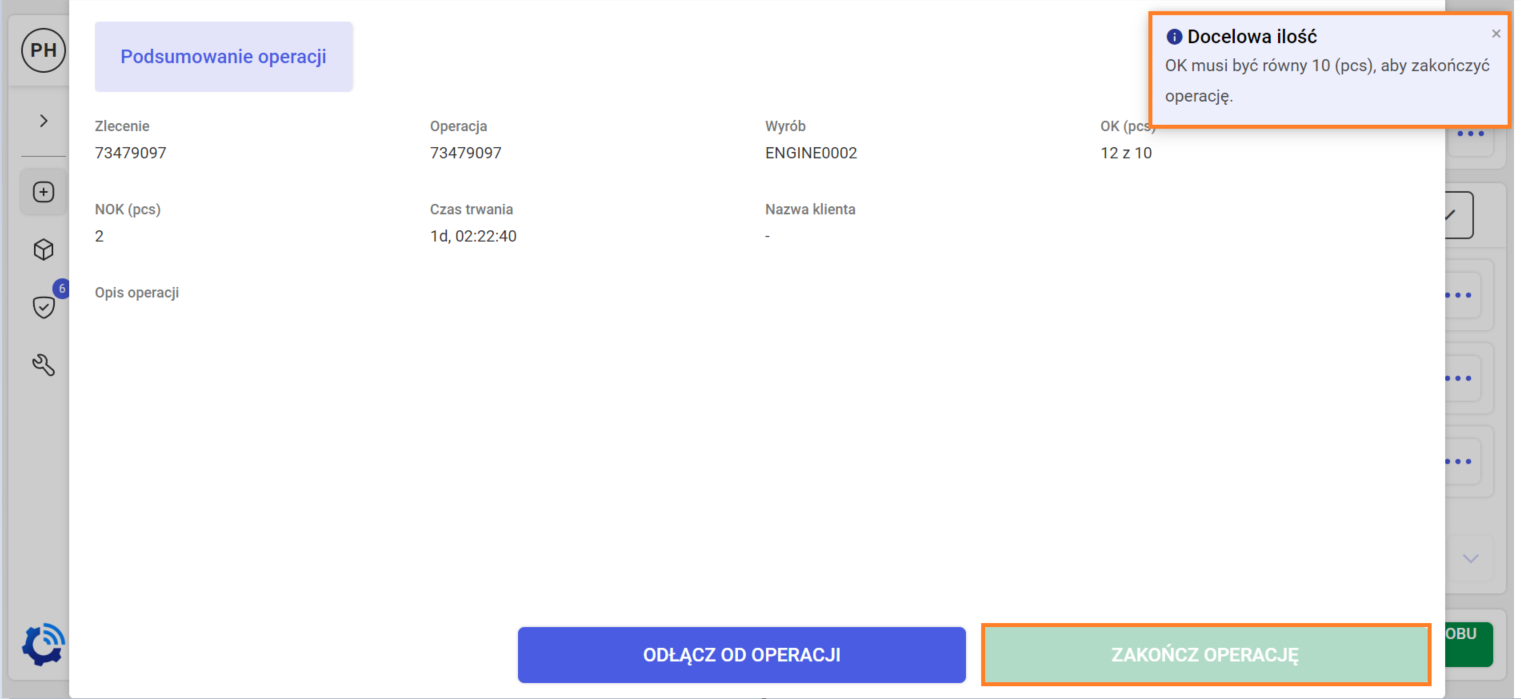
W przypadku przekroczenia danego ustawienia po stronie Panelu Operatora przycisk ZAKOŃCZ OPERACJĘ jest wyszarzony. Po naciśnięciu przycisku wyświetlony zostaje toast informujący o niepowodzeniu.
Rys. 4
Widoczność opcji "Pokaż grupy" w widoku operacji
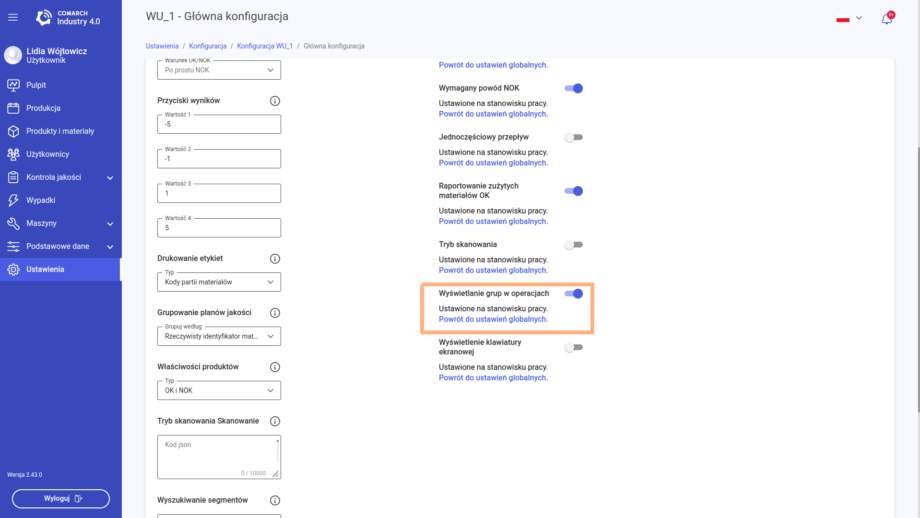
Konfiguracja dotycząca opcji "Pokaż grupy" wiąże się z widocznością filtra w aplikacji Operator Panel, który pokazuje nierozpoczęte operacje przypisane na innym stanowisku pracy. W aplikacji Supervisor dla danego stanowiska pracy należy włączyć tę opcję (rys. 1.), a następnie ustawić zamiennik dla danego stanowiska - więcej w rozdziale Konfiguracja stanowisk produkcyjnychRys. 1.
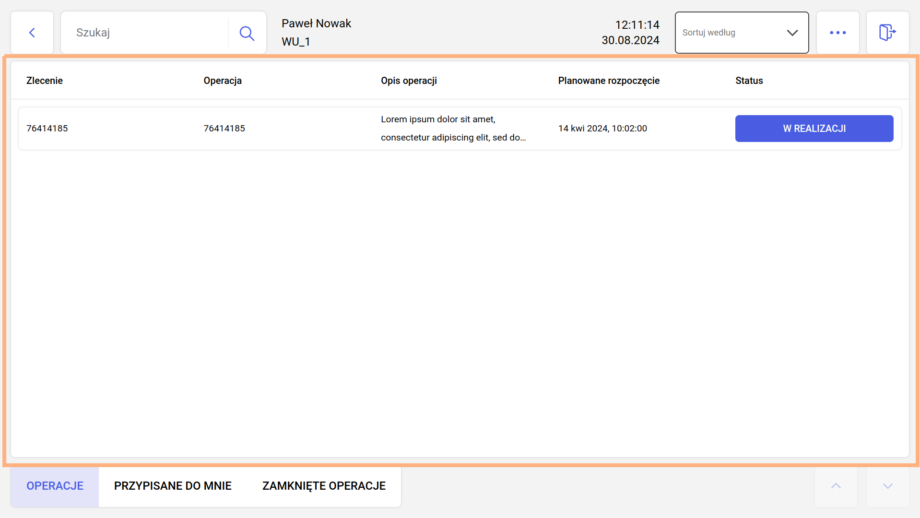
Początkowo na stanowisku WU_1 w realizacji jest jedna operacja (rys. 2.).
Rys. 2.
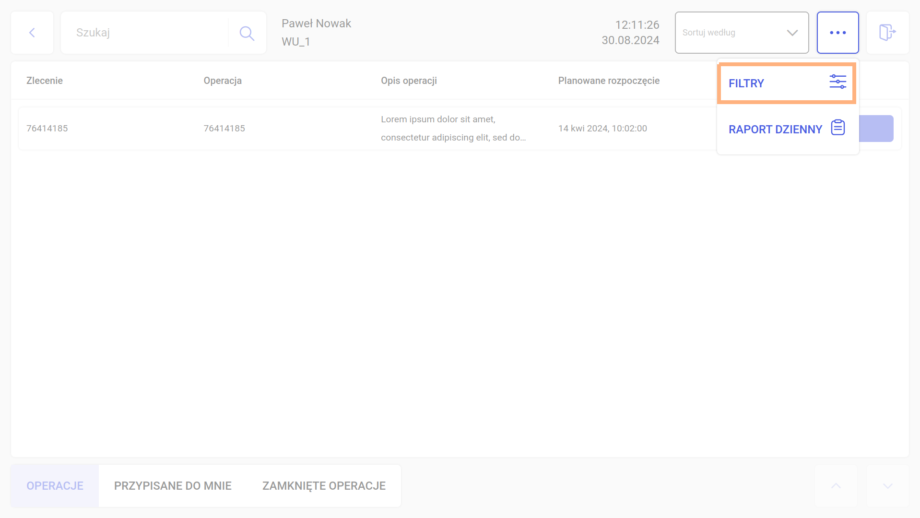
W celu włączenia widoczności operacji z innego stanowiska należy wcisnąć ikonę trzech kropek (rys. 3.).
Rys. 3.
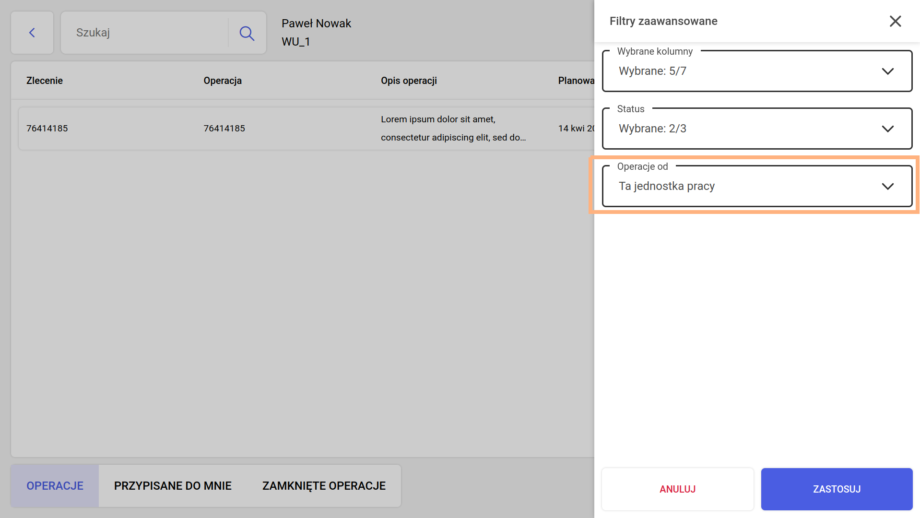
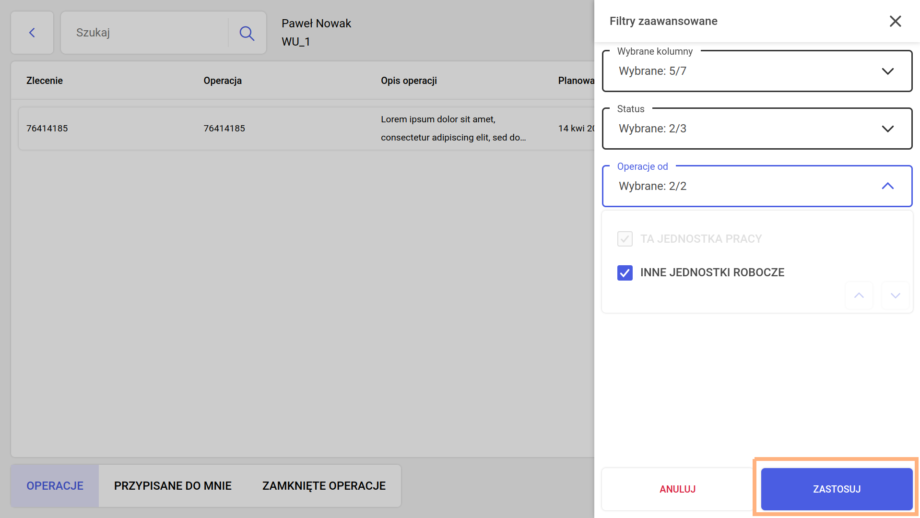
Następnie wybrać "FILTRY" (rys. 4), a następnie rozwinąć listę "Operację od" (rys. 5.), w której na ten moment była wybrana tylko opcja "Ta jednostka pracy".Rys. 4.Rys. 5.
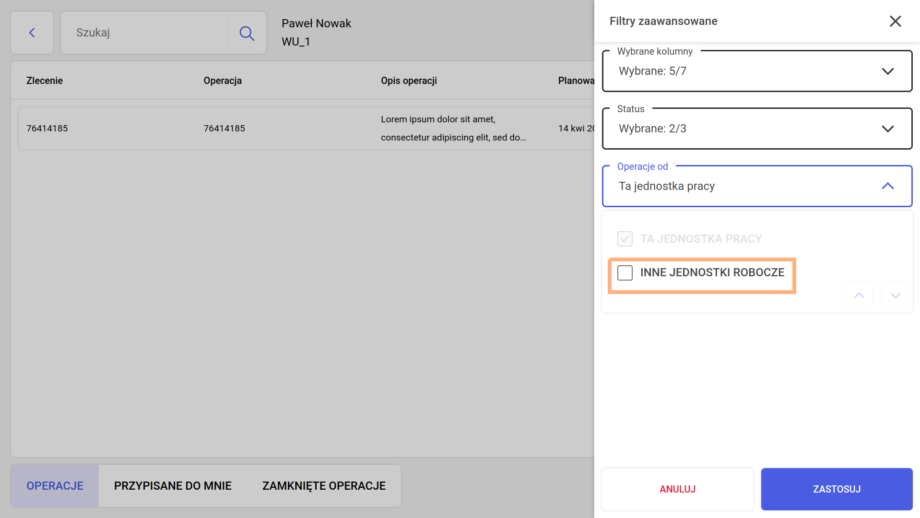
Kolejnym krokiem jest zaznaczenie opcji "INNE JEDNOSTKI ROBOCZE" (rys. 6).
Rys. 6.
Przycisk "ZASTOSUJ" zatwierdza wybrane filtry (rys. 7.).
Rys. 7.
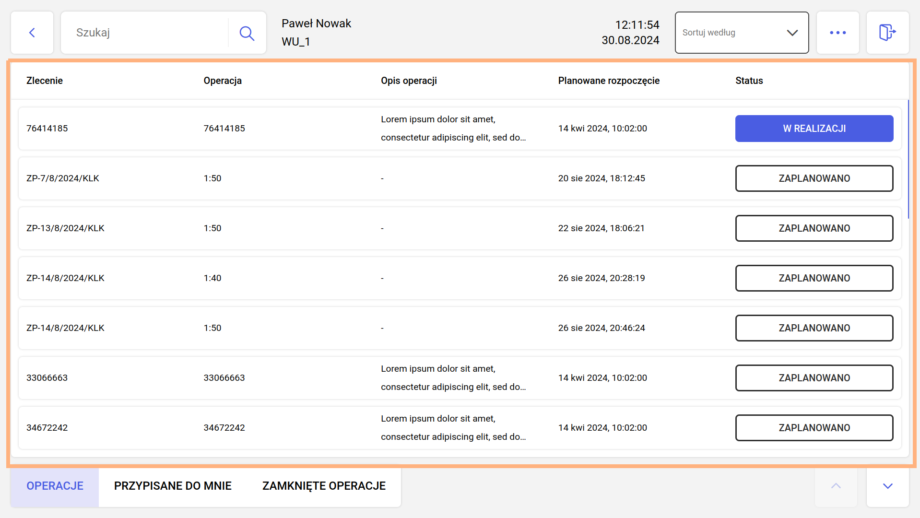
Ostatecznie na stanowisku WU_1 widoczne są także inne operacje, które domyślnie są przypisane do innego stanowiska, a po rozpoczęciu jednej z nich zostanie przypisana do WU_1 (rys. 8.).
Rys. 8.
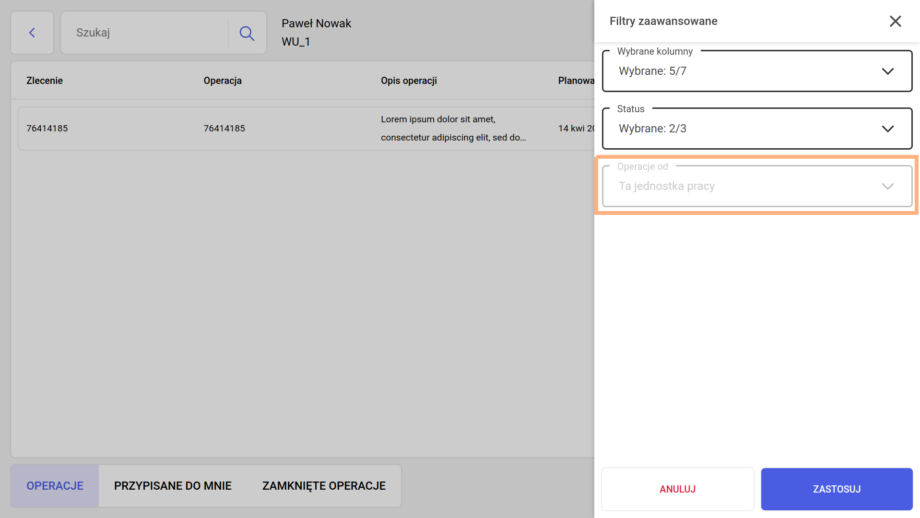
Po wyłączeniu w Supervisorze opcji "Pokaż grupy" filtr w Operator Panelu nie będzie dostępny do ustawienia (rys. 9.).
Rys. 9.
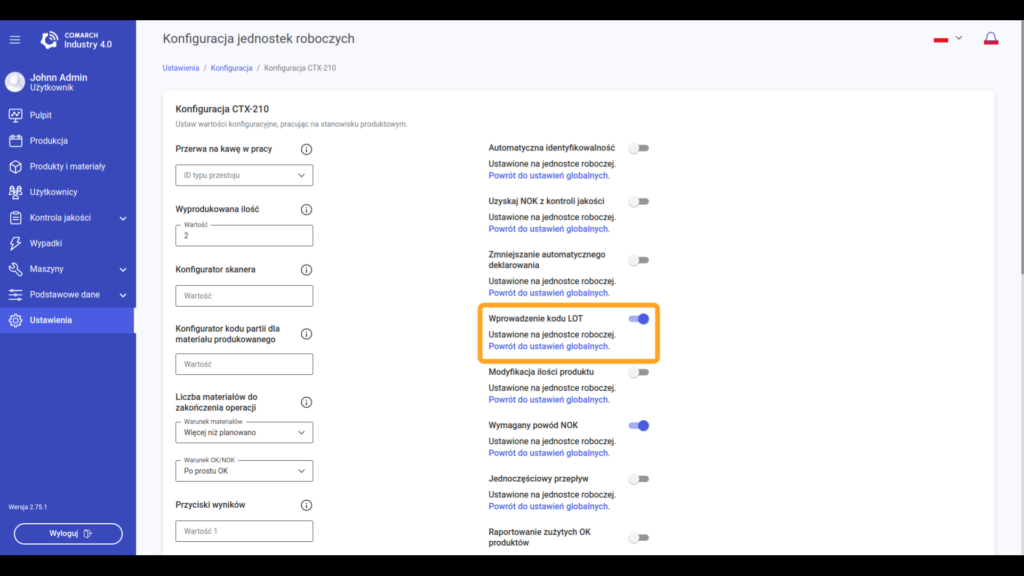
Widoczność pola kodu LOT
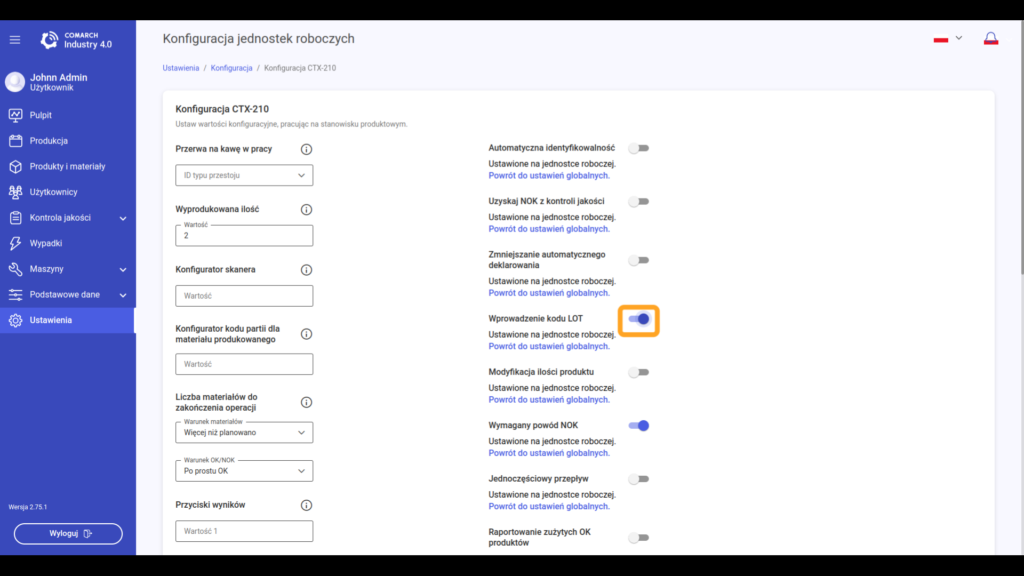
Konfiguracja definiująca czy pole do wprowadzenia kodów LOTu ma być widoczne dla wyrobów i materiałów skonsumowanych.
W aplikacji Supervisor można włączyć lub wyłączyć tę opcję (rys. 1, 2).
Rys. 1.Rys. 2.
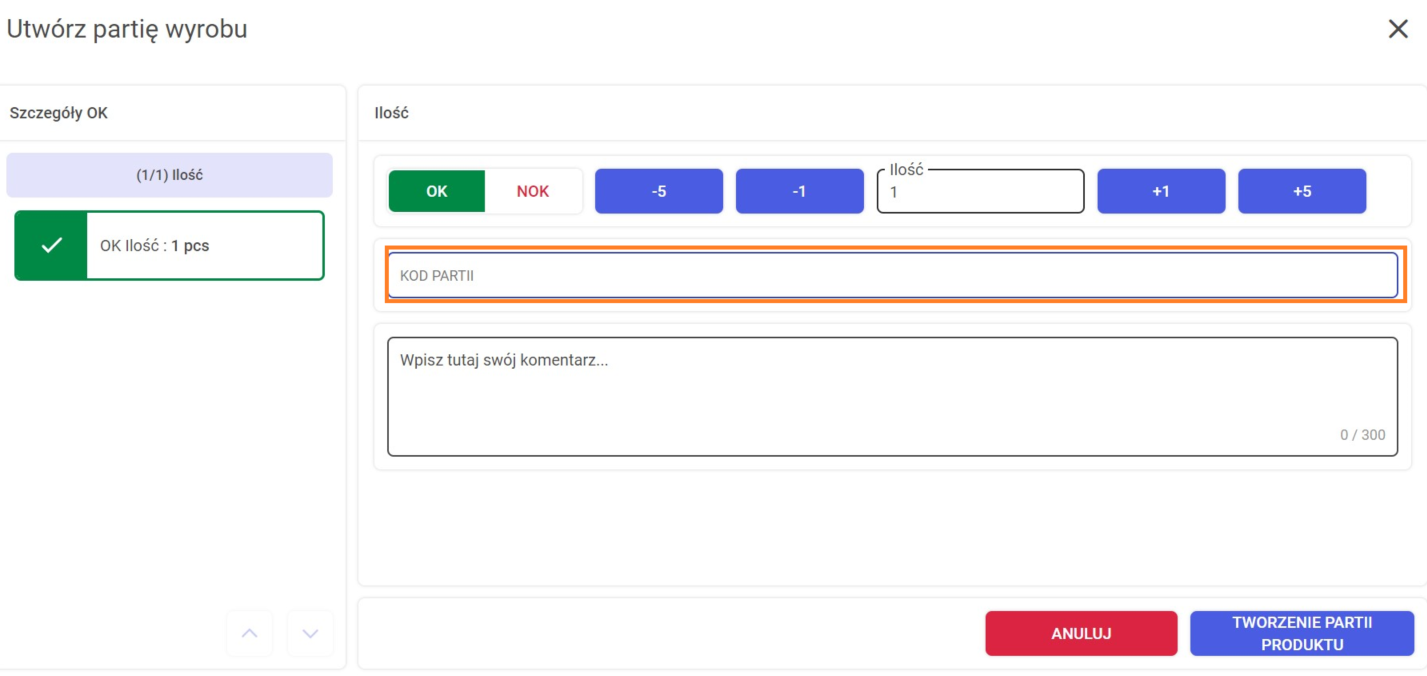
Widok okna deklaracji wyrobu przy włączonych polach kodu LOT (rys. 3).
Rys. 3
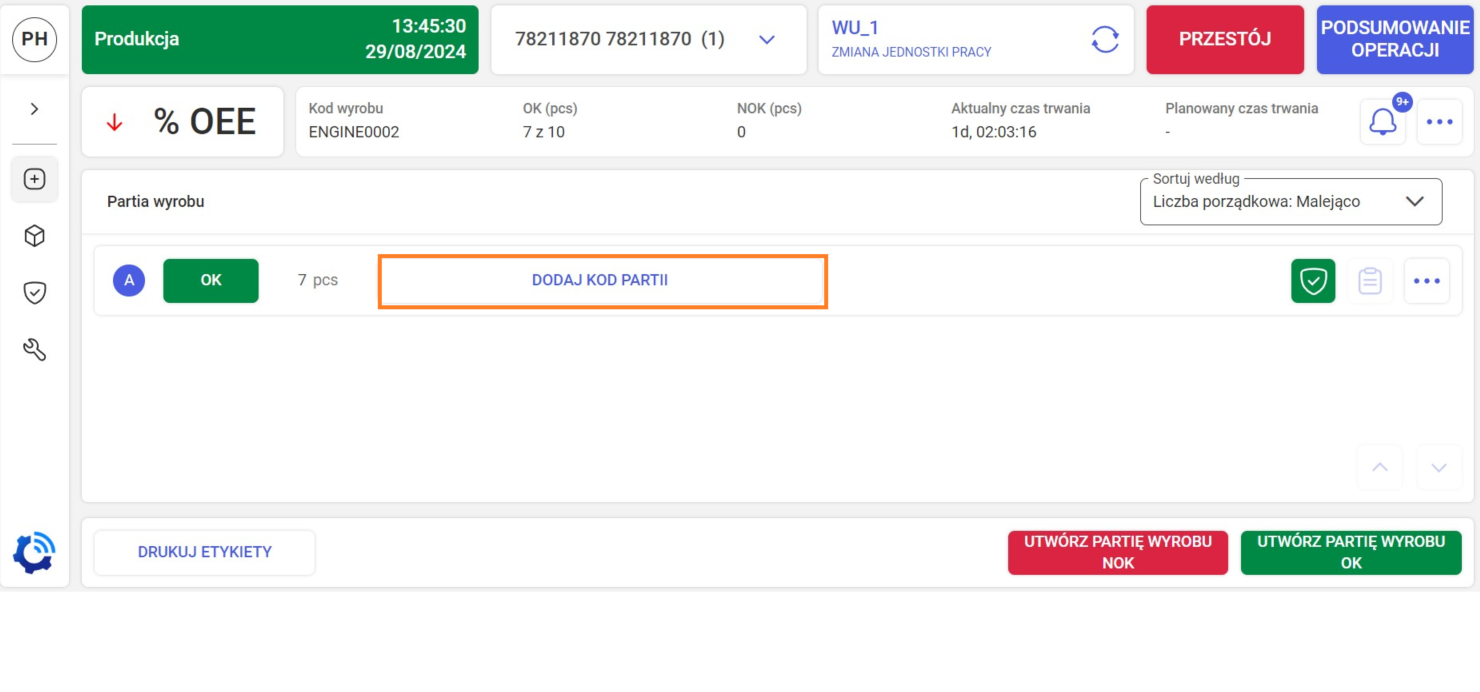
Widok zakładki Wyroby przy włączonych polach kodu LOT (rys. 4).
Rys. 4
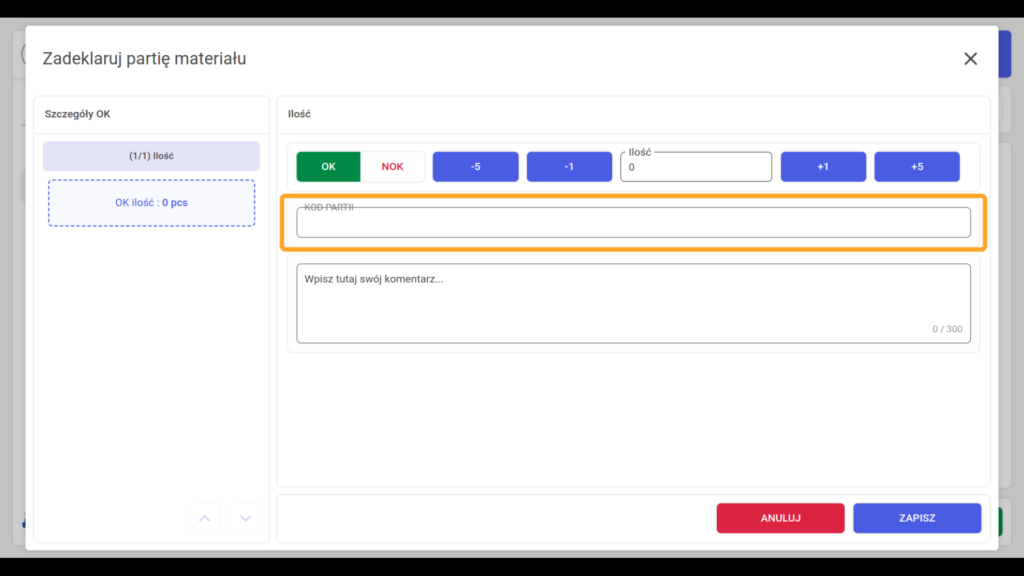
Widok okna deklaracji materiału przy włączonych polach kodu LOT (rys.5).
Rys. 5.
Widok zakładki Materiały przy włączonych polach kodu LOT (rys. 6).
Rys. 6.
Widok produkcji przy wyłączonych polach kodu LOT (rys. 7).
Rys. 7
Widok zakładki Wyroby przy wyłączonych polach kodu LOT (rys. 8).
Rys. 8.Rys. 8
Widok okna deklaracji materiału przy wyłączonych polach kodu LOT (rys. 9).
Rys. 9.
Widok zakładki Materiały przy wyłączonych polach kodu LOT (rys. 10).
Rys. 10.
Domyślne ustawienie włącza pola kodu LOT.
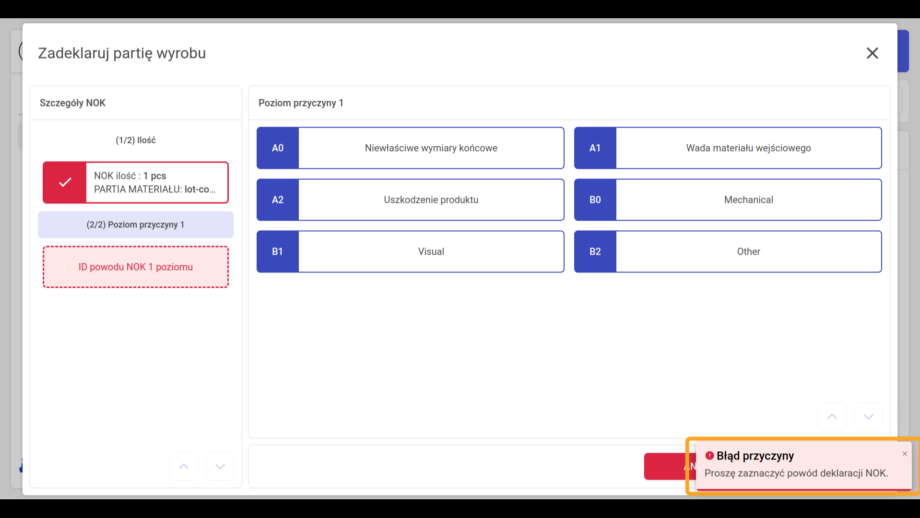
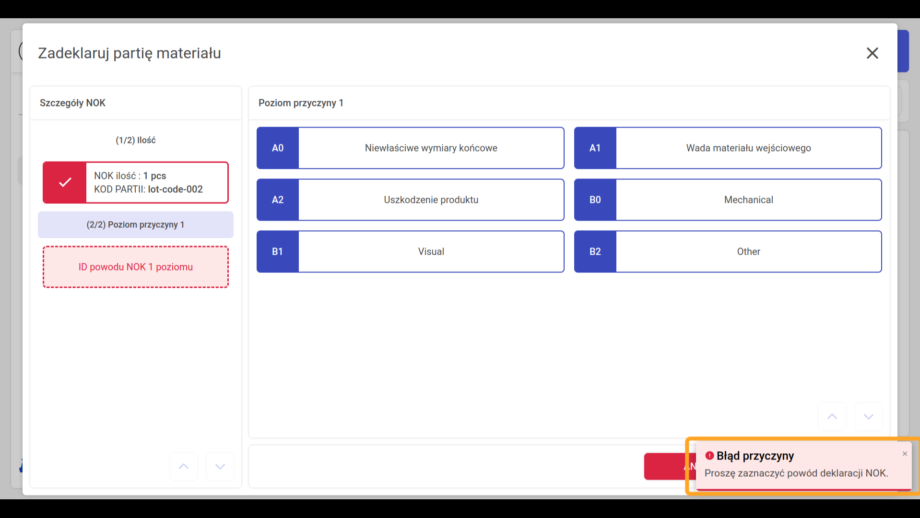
Wymagana przyczyna NOK
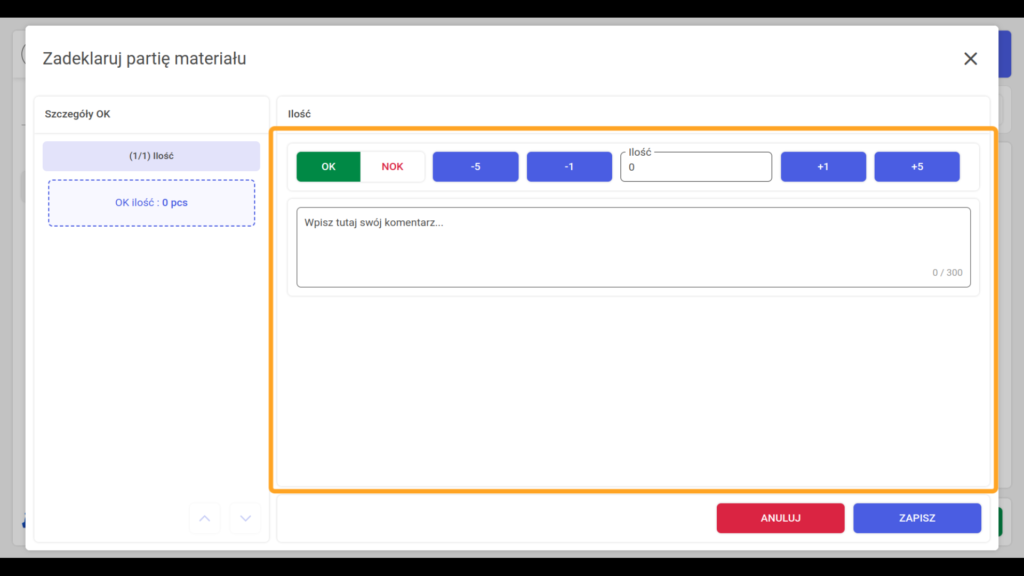
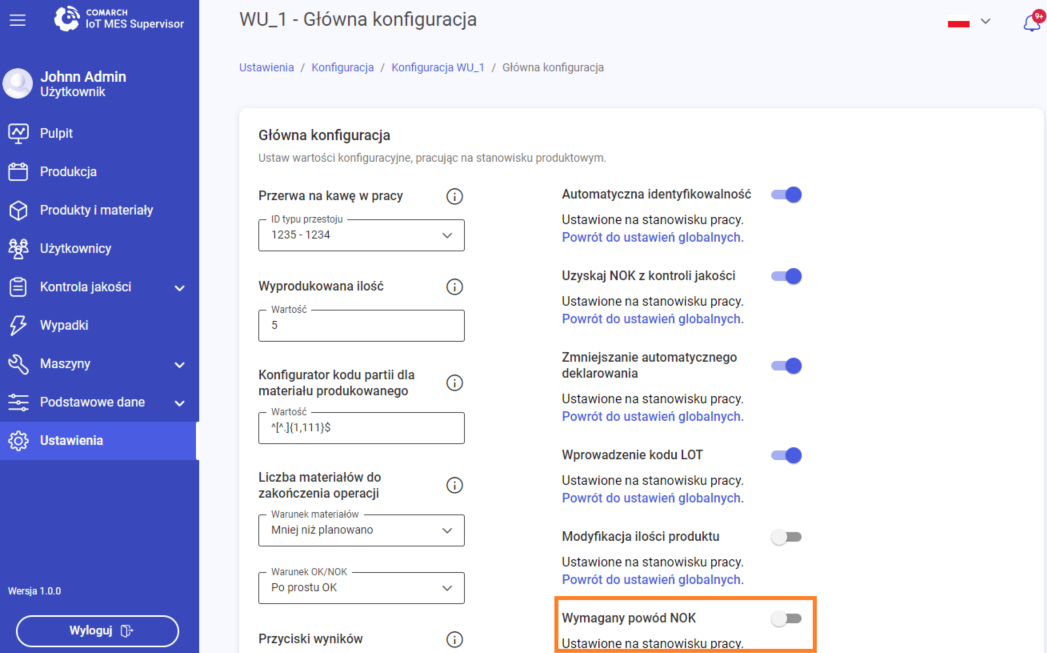
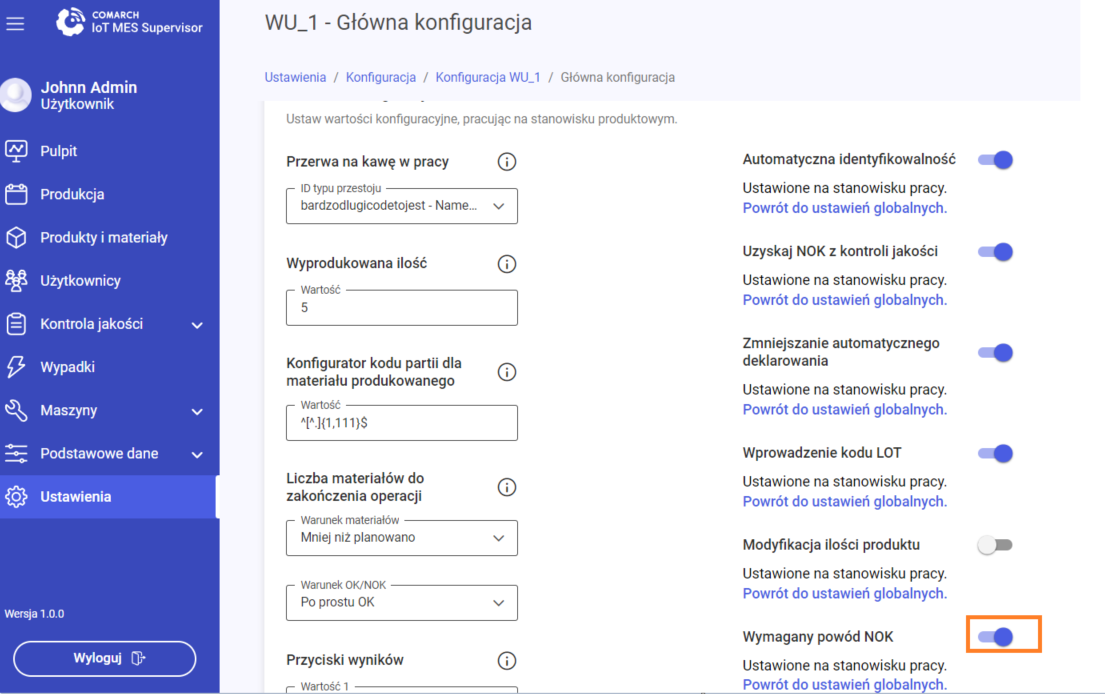
Przyczyna NOK przy deklaracji partii wyboru/materiału może być wymagana lub nie.
Rys. 1Rys. 2
W widoku operatora dla włączonej opcji wymagania przyczyny złomu, w przypadku próby zapisu partii NOK dla wyrobu/materiału widoczna będzie informacja o błędzie przyczyny i uniemożliwi zadeklarowanie partii bez przyczyny NOK (rys. 3, 4).
Rys. 3.Rys. 4.
Domyślnie przyczyna NOK nie jest wymagana.
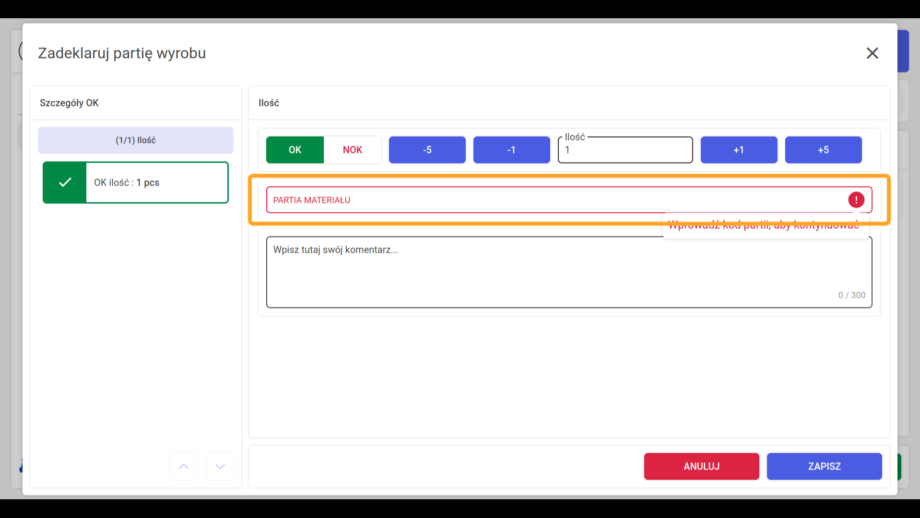
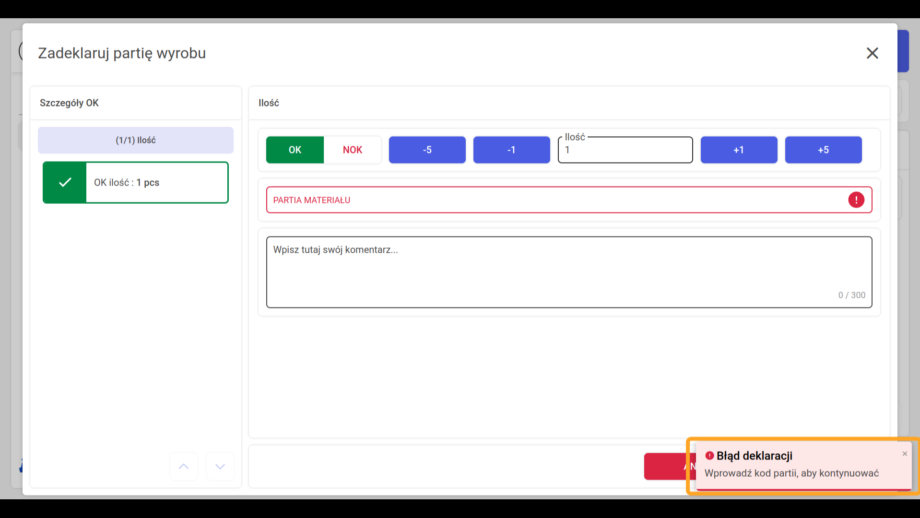
Wymagany kod LOTu
Wymaganie uzupełnienia pola kod partii można ustawić dla konkretnego materiału.
Przy próbie zapisu partii wyrobu/materiału, dla której kod jest wymagany, pole do wprowadzenia kodu zmieni kolor na czerwony (rys. 1) oraz pojawi się informacja o błędzie deklaracji (rys. 2).
Rys. 1.Rys. 2.
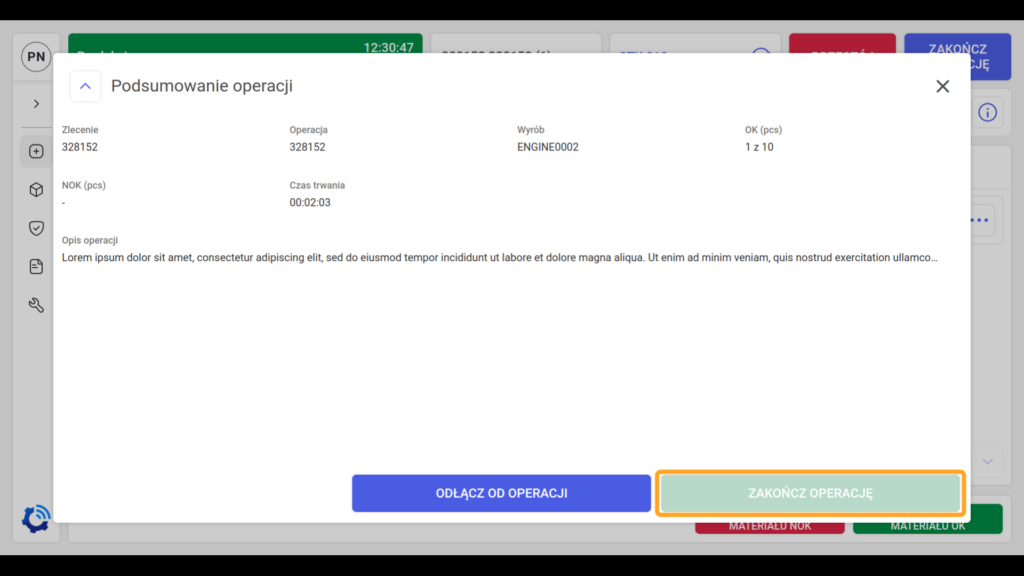
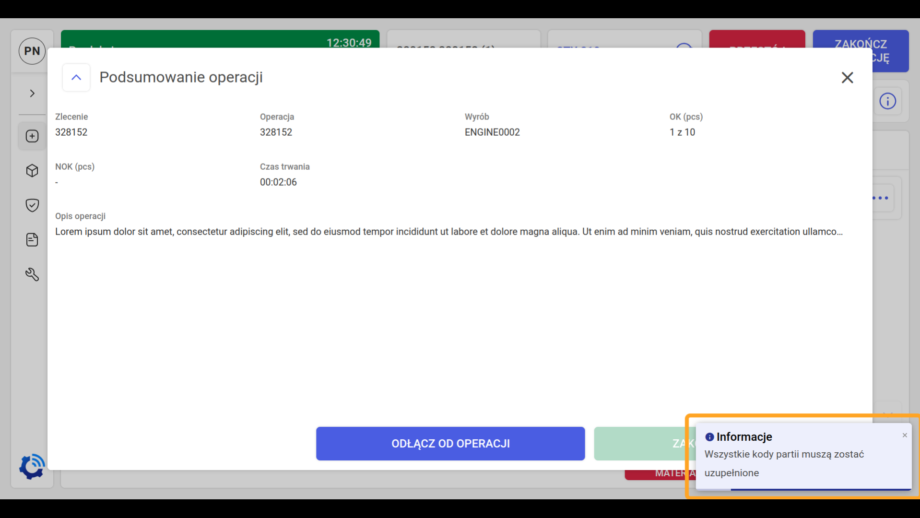
W przypadku, gdy wcześniej została zadeklarowana partia wyrobu/materiału bez kodu, operator nie będzie mógł zakończyć danej operacji. Przycisk ZAKOŃCZ OPERACJĘ będzie zablokowany (rys. 3), a próba jego wciśnięcia będzie powodowała pojawienie się informacji o konieczności uzupełnienia brakujących kodów partii (rys. 4).
Rys. 3.Rys. 4.
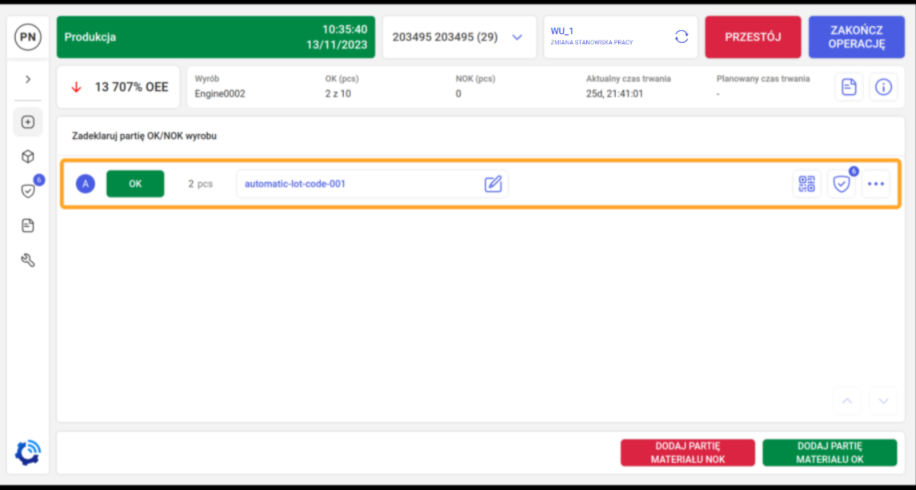
Zmniejszanie automatycznej deklaracji wyrobu
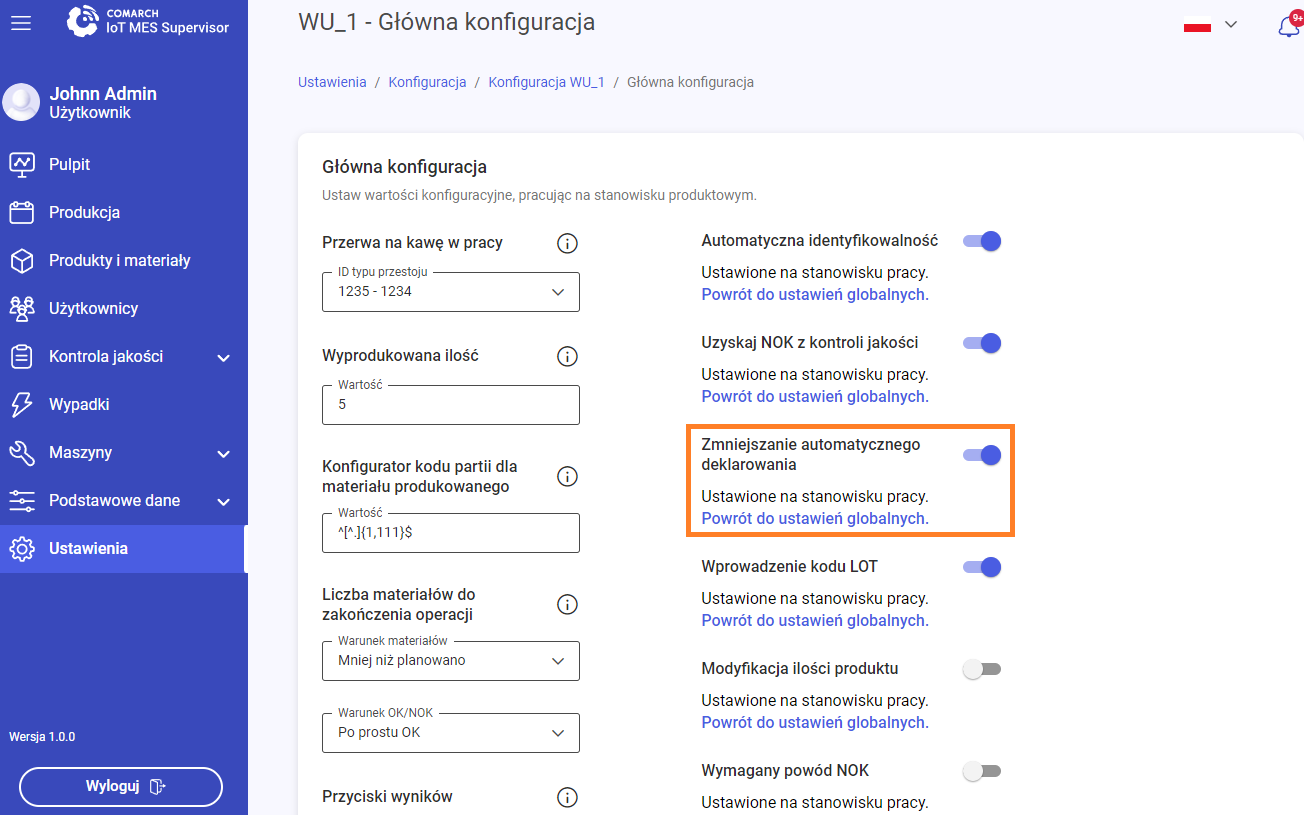
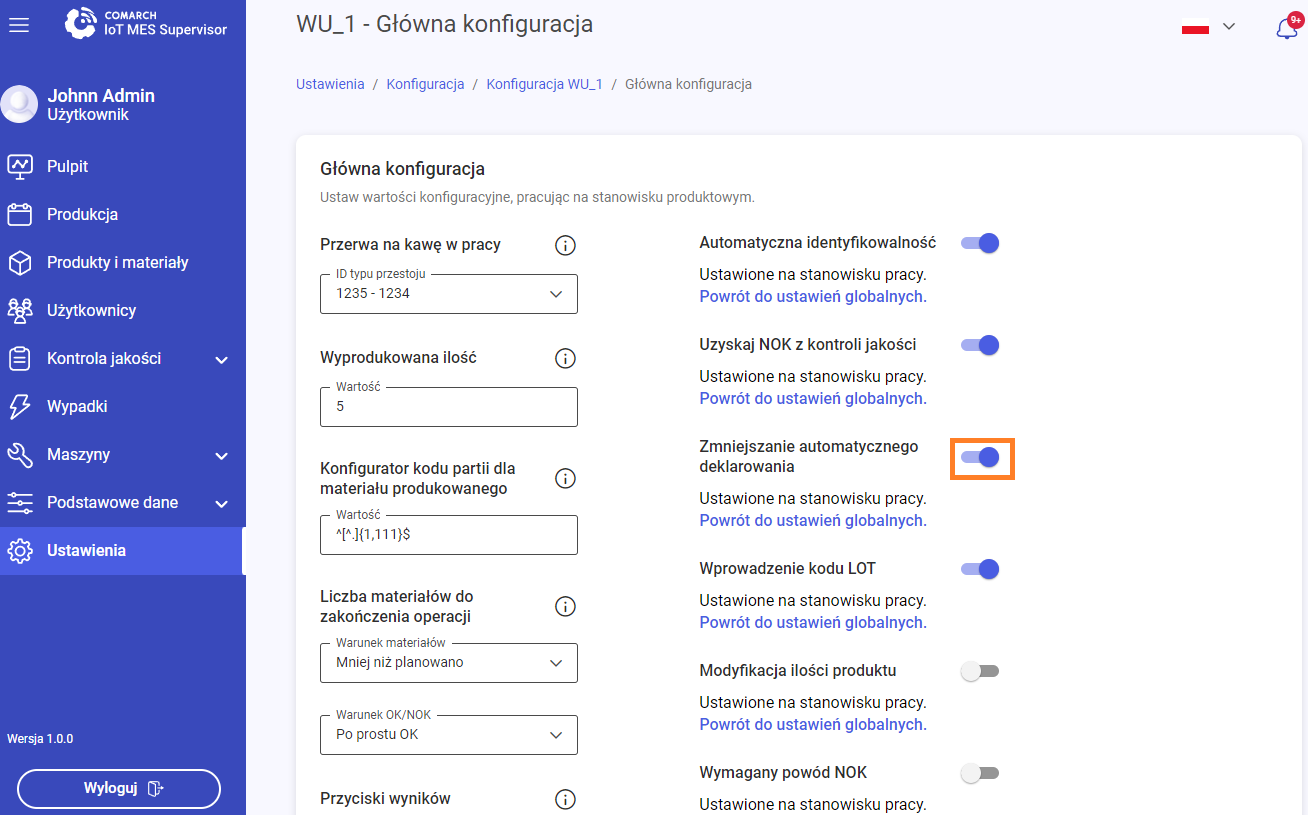
Dla automatycznej deklaracji wyrobu istnieje konfiguracja dotycząca zachowania automatycznej partii w przypadku ręcznej deklaracji partii wyrobu. Możliwe jest ustawienie tej opcji w aplikacji Supervisor.
Rys. 1Rys. 2
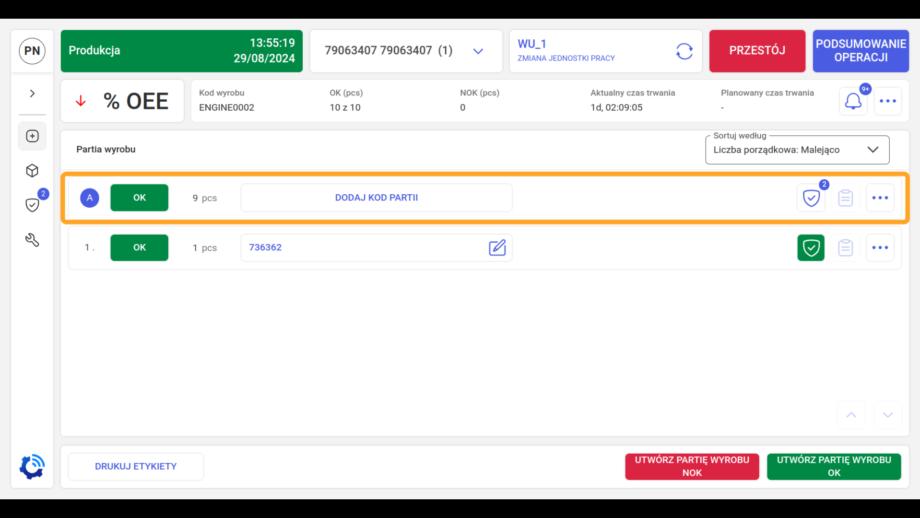
Dla włączonej opcji zmniejszania automatycznej deklaracji wyrobu, po wyprodukowaniu przez maszynę sztuk w partii automatycznej, sztuki zadeklarowane ręcznie przez operatora mają wpływ na partię automatyczną.
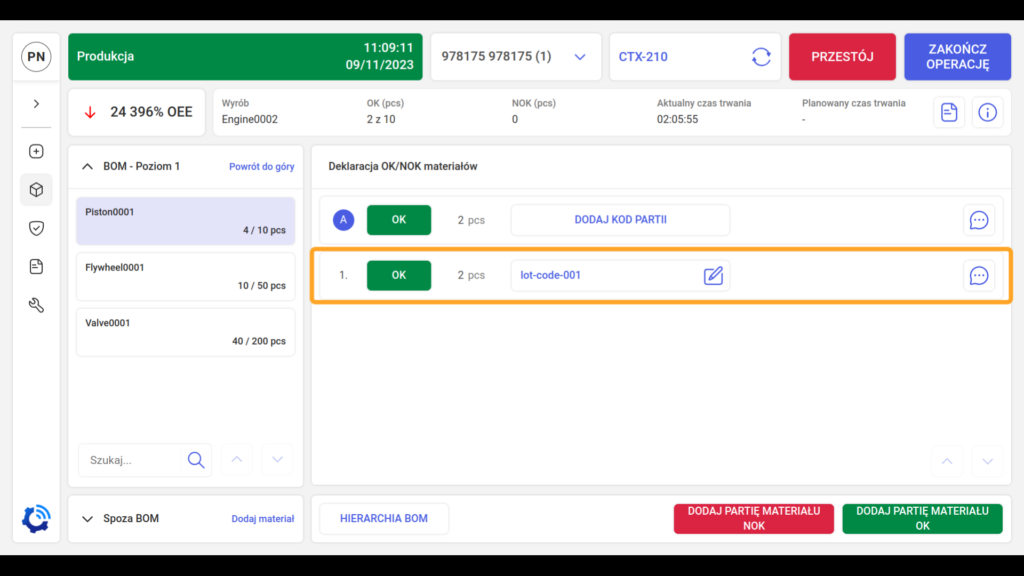
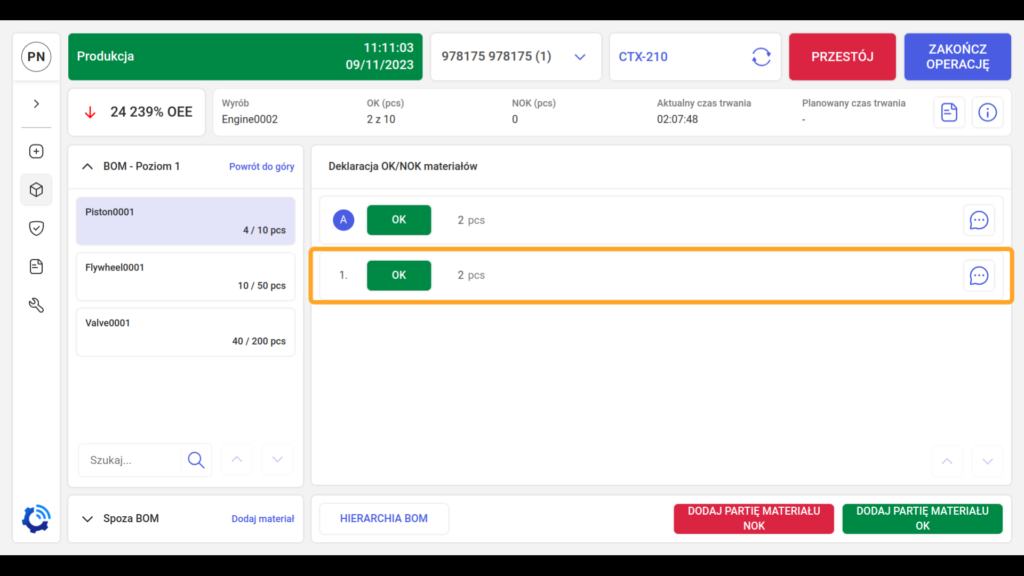
Na przykładzie niżej widoczna jest partia automatyczna, w której zawarte są 2 sztuki wyrobu (rys. 3).
Rys. 3
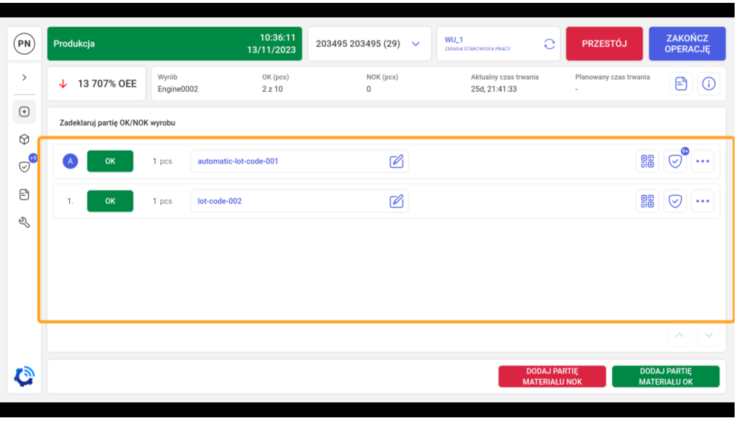
Operator wyciąga 1 sztukę wyrobu z partii automatycznej i deklaruje ją jako osobna partia wyrobu, stąd odejmowana jest 1 sztuka z partii automatycznej (rys. 4). Całkowita liczba produktów w operacji nie zmienia się.
Rys. 4
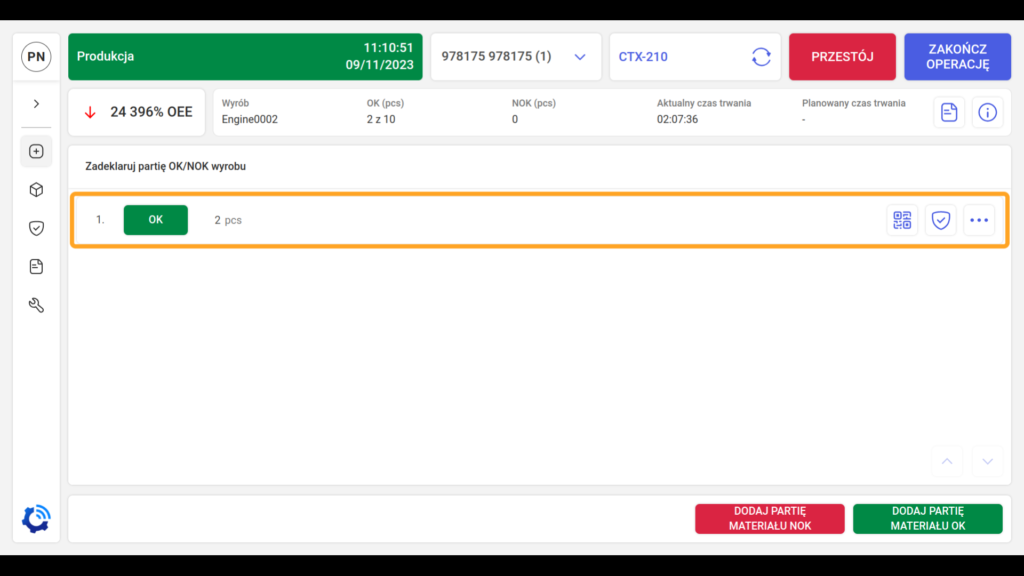
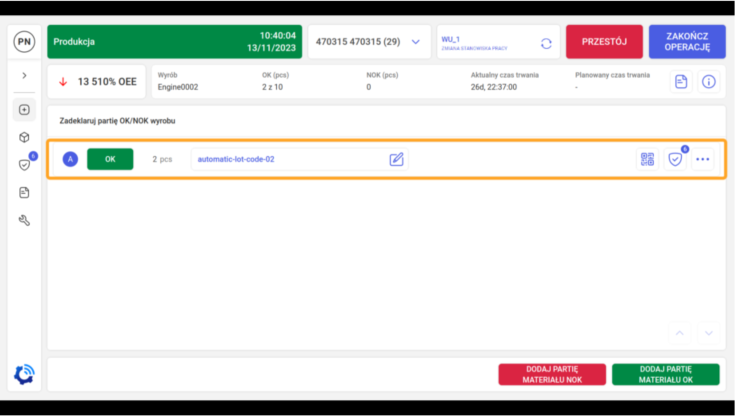
Gdy opcja zmniejszania sztuk w automatycznej partii jest wyłączona, to po deklaracji ręcznej wyrobu nie będzie to miało wpływu na partię, dla której maszyna wytwarza produkty.
Przykład niżej pokazuje tak samo zadeklarowane 2 sztuki wyrobu z automatycznej partii (rys. 5).
Rys. 5
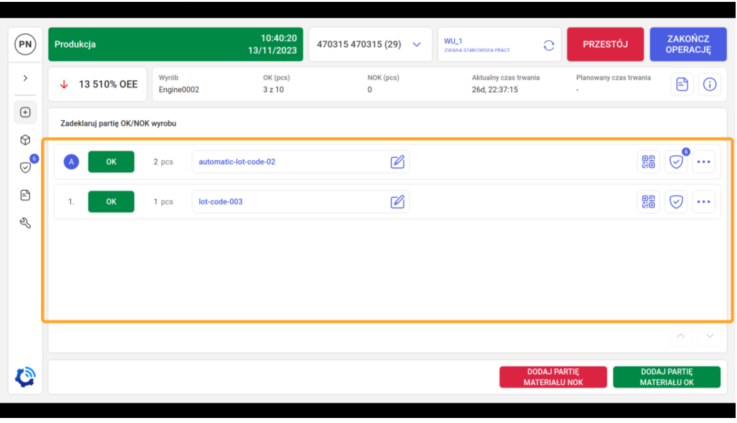
Po manualnej deklaracji przez operatora zostaje dodana kolejna sztuka wyrobu do całkowitej liczby produktów w operacji (rys. 6).
Rys. 6
Domyślnie ustawienie jest wyłączone.
Społeczność Comarch
Dzięki społeczności Comarch ERP rozwiązujemy problemy, dzielimy się pomysłami oraz informujemy o nowościach.