
Planowanie w partiach
Według ustawień na pozycji zlecenia produkcyjnego
W Comarch APS 2026.0 udostępniliśmy Planowanie w partiach na pozycji zlecenia produkcyjnego, które umożliwia automatyczny podział dużego zlecenia produkcyjnego na mniejsze, niezależne zestawy operacji (partie) na podstawie ustawień wprowadzonych na zleceniu produkcyjnym w systemie Comarch ERP XL.
Dotychczas system APS traktował pozycję zlecenia jako jedną całość. Nowa funkcjonalność sprawia, że Comarch APS odczytuje parametry Planować w partiach z pozycji zlecenia i automatycznie dzieli pracę:
- Zamiast jednego długiego bloku na wykresie, system generuje kilka mniejszych zadań.
- Każda partia jest traktowana jako osobny zestaw operacji do zaplanowania.
- Ważne: Jeżeli ustawiono planowanie w partiach na poziomie pozycji zlecenia, system zignoruje ewentualne ustawienia partii zdefiniowane wewnątrz technologii (na poszczególnych operacjach).
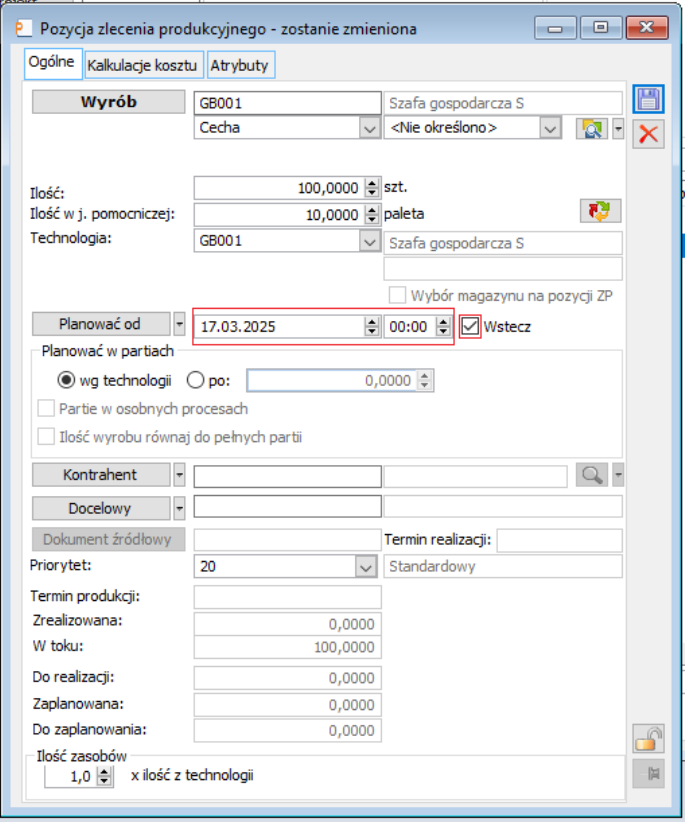
Aby funkcja zadziałała, na pozycji zlecenia produkcyjnego w systemie Comarch ERP XL (zakładka [Ogólne]) muszą być spełnione dwa warunki:
- Zaznaczony checkbox Planować w partiach
- Wpisana wielkość partii w polu po: (np. po 10 sztuk).
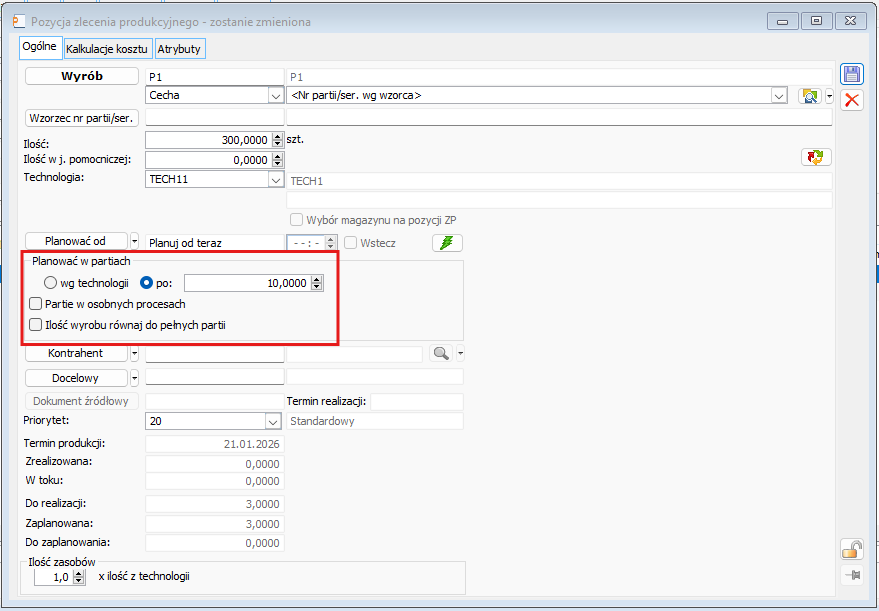
System dzieli całkowitą ilość do wyprodukowania przez wielkość partii. To, co stanie się z ostatnią, niepełną partią, zależy od dodatkowego parametru Ilość wyrobu równaj do pełnych partii.
Standardowy (Bez równania do pełnych partii)
Produkujemy dokładnie tyle, ile zamówiono. Ostatnia partia może być mniejsza.
Do wyprodukowania na ZP: 11 sztuk.
Ustawienie partii: po 3 sztuki.
Wynik na harmonogramie: System utworzy 4 partie:
- Partia: 3 szt.
- Partia: 3 szt.
- Partia: 3 szt.
- Partia: 2 szt. (aby łącznie wyszło 11
Równanie w górę (Zaznaczono „Ilość wyrobu równaj do pełnych partii”) Produkcja musi odbywać się w pełnych partiach.
System może zaplanować wyprodukowanie nieco większej ilości niż na zamówieniu, aby ostatnia partia była pełna.
Do wyprodukowania na ZP: 11 sztuk.
Ustawienie partii: po 3 sztuki.
Opcja „Równaj do pełnych partii”: TAK.
Wynik na harmonogramie: System utworzy 4 pełne partie:
- Partia: 3 szt.
- Partia: 3 szt.
- Partia: 3 szt.
- Partia: 3 szt. (System równa do pełnej trójki).
Łącznie zaplanowano 12 sztuk wyrobu.
System posiada zabezpieczenia przed błędną konfiguracją. Podział na partie nie zostanie uruchomiony, jeżeli wielkość partii wpisana w polu „po:” jest większa niż całkowita ilość na zleceniu (np. zlecenie na 5 sztuk, a partia ustawiona na 10 sztuk).
Głównym celem dzielenia zlecenia na partie jest przede wszystkim skrócenie całkowitego czasu realizacji, dzięki uruchomieniu pracy równoległej. Porównanie przepływu produkcji:
- Bez podziału na partie (Przepływ sekwencyjny): Operacja następna (np. Pakowanie) pozostaje zablokowana i czeka, aż poprzednia maszyna (np. Montaż) przetworzy całą ilość ze zlecenia. Dopiero po zakończeniu wszystkich prac na pierwszym etapie, towar może ruszyć dalej.
- Z podziałem na partie (Przepływ równoległy): Proces następny startuje natychmiast po zakończeniu pierwszej partii. W momencie, gdy z Montażu schodzi pierwsza część towaru, trafia ona od razu na Pakowanie. W tym samym czasie Montaż kontynuuje pracę nad drugą partią.

Według ustawień na operacji
W Comarch APS 2026.0 udostępniliśmy również Planowanie w partiach według ustawień na operacji, które pozwala na jeszcze bardziej precyzyjne zarządzanie produkcją poprzez definiowanie wielkości partii indywidualnie dla każdego etapu procesu technologicznego. W przeciwieństwie do podziału całej pozycji zlecenia, tutaj to technolog decyduje, że np. Cięcie wykonujemy w całości, ale Malowanie musi odbywać się mniejszymi wsadami.
System Comarch APS potrafi teraz odczytać parametr Planować po ustawiony bezpośrednio na konkretnej operacji w technologii (w systemie Comarch ERP XL).
- Jeśli operacja ma zdefiniowaną wielkość partii, system podzieli ją na mniejsze partie.
- Podział dotyczy tylko tej konkretnej operacji. Inne operacje w tym samym zleceniu mogą być planowane w całości lub dzielone według zupełnie innych reguł.
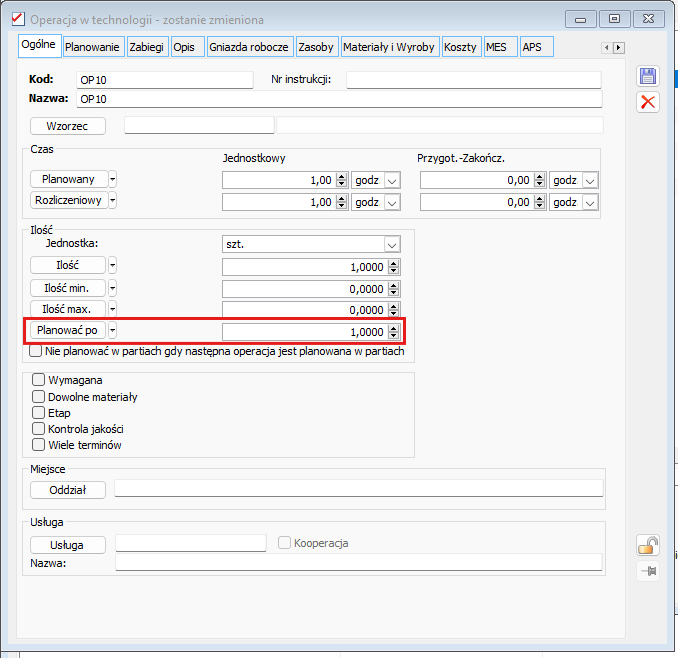
Aby uruchomić tę funkcję, należy w systemie Comarch ERP XL uzupełnić pole Planować po: – wpisując wielkość pojedynczej partii (wartość musi być większa od 0).
W ramach jednego zlecenia produkcyjnego różne maszyny mogą pracować w różnym rytmie. System przelicza liczbę zestawów i czasy trwania niezależnie dla każdej operacji.
Mamy zlecenie na wyprodukowanie 12 sztuk wyrobu.
Proces składa się z dwóch etapów, które mają różne ograniczenia.
Operacja 1 (Wykrawanie): Jest szybka, chcemy ją robić dużymi partiami.
- Ustawienie w Comarch ERP XL: Planować po 5 sztuk.
- Wynik w APS: System utworzy 3 partie (5 szt., 5 szt., 2 szt.).
Operacja 2 (Obróbka CNC): Jest czasochłonna, chcemy podzielić ją na mniejsze partie, by szybciej zwalniać maszynę.
- Ustawienie w Comarch ERP XL: Planować po 2 sztuki.
- Wynik w APS: System utworzy 6 partii (każda po 2 sztuki).
Podobnie jak przy planowaniu z poziomu zlecenia, system weryfikuje sensowność danych. Jeśli w polu Planować po wartość będzie większa niż całkowita ilość na zleceniu, system nie podzieli operacji. Zostanie ona zaplanowana jako jeden blok dla całej ilości.
Na wykresie wyraźnie zobaczyć możemy niezależność procesów w ramach tego samego zlecenia: podczas gdy operacja na pierwszym zasobie (CE) została podzielona na 4 drobne partie, kolejna operacja (na zasobie Z1) jest realizowana w 2 większych blokach. Obrazuje to, jak różne ustawienia wielkości partii dla poszczególnych operacji pozwalają automatycznie dostosować rytm produkcji do specyfiki i wydajności każdej maszyny z osobna.

Podział na partie na wykresie Gantta
Nowy sposób prezentacji zleceń umożliwia natychmiastową identyfikację zadań, które zostały podzielone na mniejsze partie. Dzięki temu planista zyskuje przejrzysty obraz sekwencji pracy i może łatwiej zarządzać przerwami technologicznymi lub priorytetami. Zamiast jednego, długiego paska zajmującego maszynę przez cały czas trwania zlecenia, na wykresie zobaczysz serię mniejszych, sąsiadujących ze sobą bloków.
Domyślnie system planuje partie bezpośrednio po sobie, aby zachować ciągłość produkcji. Jednak dzięki temu, że są to teraz odrębne obiekty, planista ma pełną swobodę edycji – może dowolnie przesuwać i rozdzielać poszczególne partie na osi czasu.
Aby zapewnić pełną przejrzystość przy pracy z podzielonymi zleceniami, rozbudowaliśmy zakres informacji wyświetlanych w tooltipie po najechaniu kursorem na operację o pola:
- Ilość wyrobów na ZP: Pole to wyświetla teraz całkowitą ilość, jaką należy wyprodukować w ramach całego zlecenia, niezależnie od tego, na ile mniejszych części zostało ono podzielone.
- Ilość wyrobów w partii: Wskazuje dokładną liczbę sztuk realizowaną w ramach tej konkretnej partii.
- Partia: Pole identyfikujące sekwencję, np. „1 z 5” – to pierwsza partia z pięciu zaplanowanych.
Zmiany te pozwalają natychmiast odróżnić pojedynczą partię od całości zlecenia.
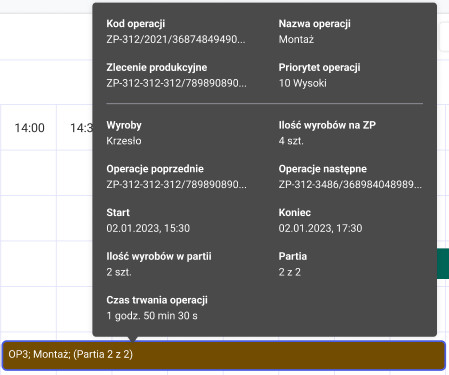
Informacje o partii dodano również na pasku operacji.

Zgodnie z ogólną logiką systemu, pozycje zlecenia zawierające zablokowane operacje są harmonogramowane jako pierwsze. System dopasowuje do nich pozostałe zadania. Blokada dotyczy wyłącznie konkretnej instancji operacji, np. tylko OP 10 Partia 2 z 3. Inne instancje tej samej operacji (np. Partia 1 i 3) pozostają niezablokowane. System traktuje je jako pełnoprawne, modyfikowalne obiekty i może swobodnie przesuwać ich termin, aby zoptymalizować harmonogram.

W procesie harmonogramowania partii obowiązuje reguła niepodzielności pozycji zlecenia. System nie dopuszcza możliwości częściowego zaplanowania pozycji zlecenia (tj. sytuacji, w której tylko część wygenerowanych partii zostaje zaplanowana na harmonogramie. W przypadku braku możliwości zaplanowania którejkolwiek z wymaganych partii system odstępuje od planowania całej pozycji zlecenia. W rezultacie żadna z partii nie zostaje umieszczona na harmonogramie, a pozycja zlecenia pozostaje niezaplanowana.
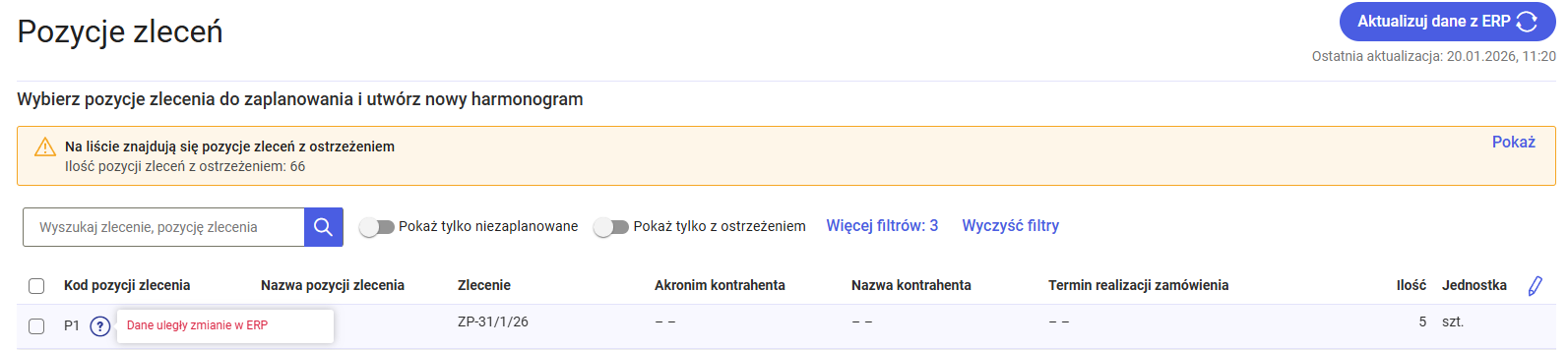
Dodatkowo, system monitoruje spójność danych z ERP – jeśli po zaplanowaniu zlecenia parametr dotyczący planowania w partiach zostanie zmieniony w Comarch ERP XL, w APS po aktualizacji danych pojawi się ostrzeżenie Dane uległy zmianie w ERP.
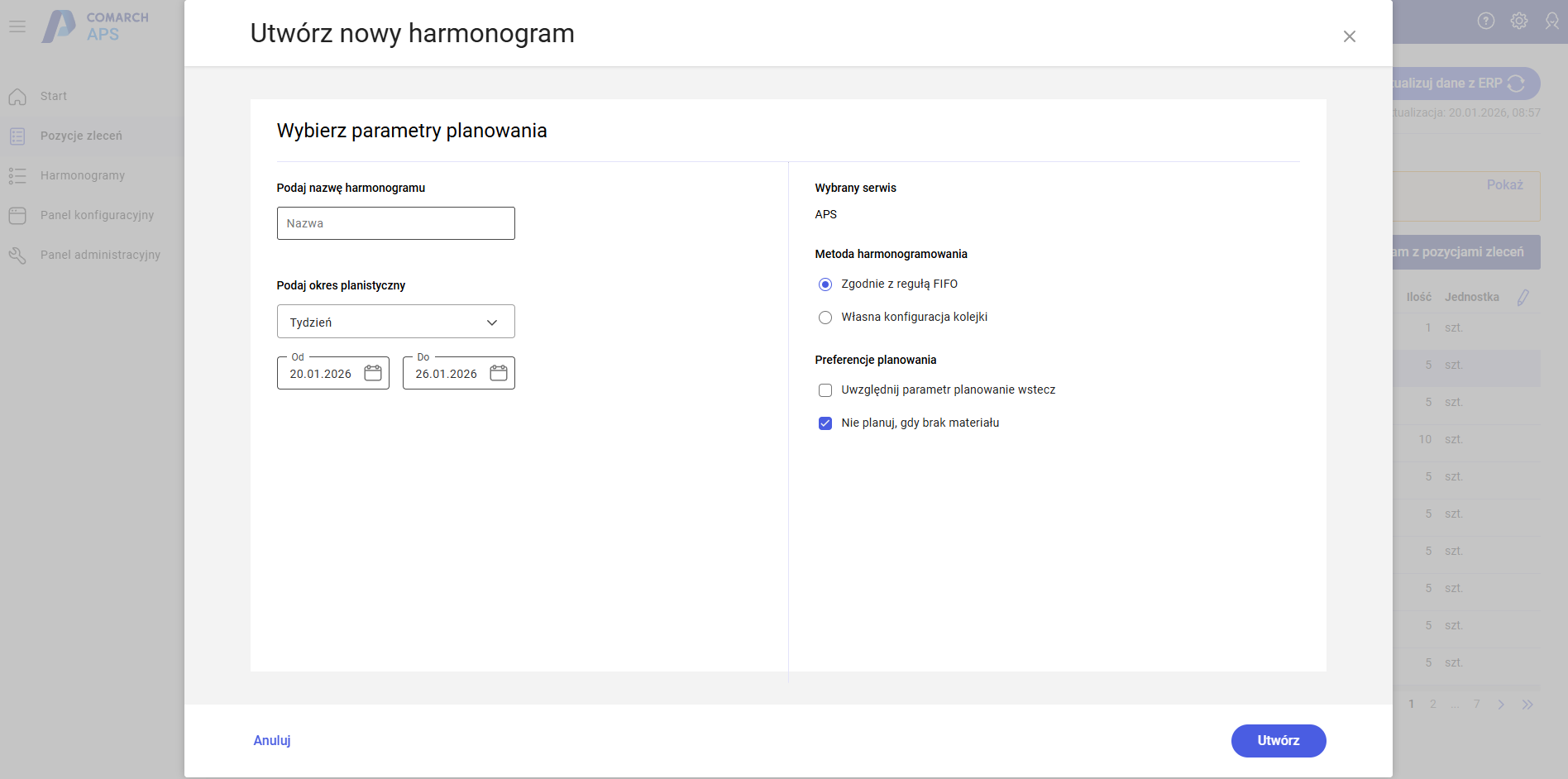
Obsługa parametru Nie planuj, gdy brak materiału
W Comarch APS 2026.0 zapewniliśmy obsługę parametru Nie planuj, gdy brak materiału. Została ona przebudowana, tak aby stanowiła uniwersalną preferencję planistyczną, niezależną od wybranej metody kolejkowania zleceń. Opcja ta gwarantuje, że system harmonogramuje operacje wyłącznie w terminach, w których potwierdzona jest dostępność wymaganych surowców.
Zmiana lokalizacji i uniwersalność: Parametr został przeniesiony do nowej sekcji Preferencje planowania w oknie tworzenia harmonogramu oraz w oknie przeplanowania. Funkcjonalność ta jest teraz dostępna dla wszystkich metod kolejkowania.
Podczas planowania z parametrem Nie planuj, gdy brak materiału w pierwszej kolejności sprawdzana jest dostępność materiałów każdej operacji pozycji zlecenia zgodnie z wybraną metodą harmonogramowania. Jeżeli nie ma dostępności dla któregoś materiału – pozycja zlecenia nie zostanie zaplanowana.
Na zaplanowanym tą metodą harmonogramie nie powinno być operacji z konfliktem: Niedostępność materiału, ponieważ dla każdej zaplanowanej operacji jest zapewniona dostępność materiału. W zależności od zaznaczonych dokumentów w konfiguracji pobierania stanów magazynowych, dostępność może być zapewniona, np. przez zaplanowaną dostawę (zamówienie zakupu).
Konfiguracja:
W oknie „Utwórz nowy harmonogram”:
- Metoda harmonogramowania: Własna kolejka a według sortowania (rosnąco).
- Preferencje planowania: Zaznaczony checkbox Nie planuj, gdy brak materiału.
Scenariusz:
Dla operacji: Montaż wymagany jest materiał: Element nr 1.
Na magazynie dostępna ilość materiału wynosi: 15 szt.
Kolejka zleceń (posortowana wg daty realizacji):
1. Zlecenie A (Termin: 20.10) – wymaga: 10 szt. Elementu nr 1.
2. Zlecenie B (Termin: 22.10) – wymaga: 10 szt. Elementu nr 1.
3. Zlecenie C (Termin: 25.10) – wymaga: 5 szt. Elementu nr 1.
Przebieg planowania:
System przetwarza kolejkę pozycja po pozycji, aktualizując symulowany stan magazynowy:
1. Zlecenie A (Priorytet 1):
- Wymagane: 10 szt. | Dostępne: 15 szt.
- Weryfikacja: Ilość wystarczająca.
- Rezultat: Zlecenie zostaje zaplanowane.
- Pozostały stan magazynowy: 5 szt.
2. Zlecenie B (Priorytet 2):
- Wymagane: 10 szt. | Dostępne: 5 szt.
- Weryfikacja: Brak wystarczającej ilości materiału w całym okresie planistycznym.
- Rezultat: Zlecenie nie zostaje zaplanowane.
- Pozostały stan magazynowy: 5 szt.
3. Zlecenie C (Priorytet 3):
- Wymagane: 5 szt. | Dostępne: 5 szt.
- Weryfikacja: Ilość wystarczająca.
- Rezultat: Zlecenie zostaje zaplanowane.
- Pozostały stan magazynowy: 0 szt.
Podsumowanie: Na harmonogramie pojawią się Zlecenia A oraz C. Zlecenie B zostało wykluczone z powodu braku materiału, ale nie zablokowało możliwości zaplanowania kolejnego zlecenia (C), które miało mniejsze zapotrzebowanie materiałowe możliwe do pokrycia.
Zapamiętywanie ustawień: System zapamiętuje stan checkboxa Nie planuj, gdy brak materiału wybrany podczas ostatniego tworzenia lub edycji harmonogramu. W oknie przeplanowania opcja ta będzie domyślnie ustawiona zgodnie z ostatnim wyborem użytkownika.
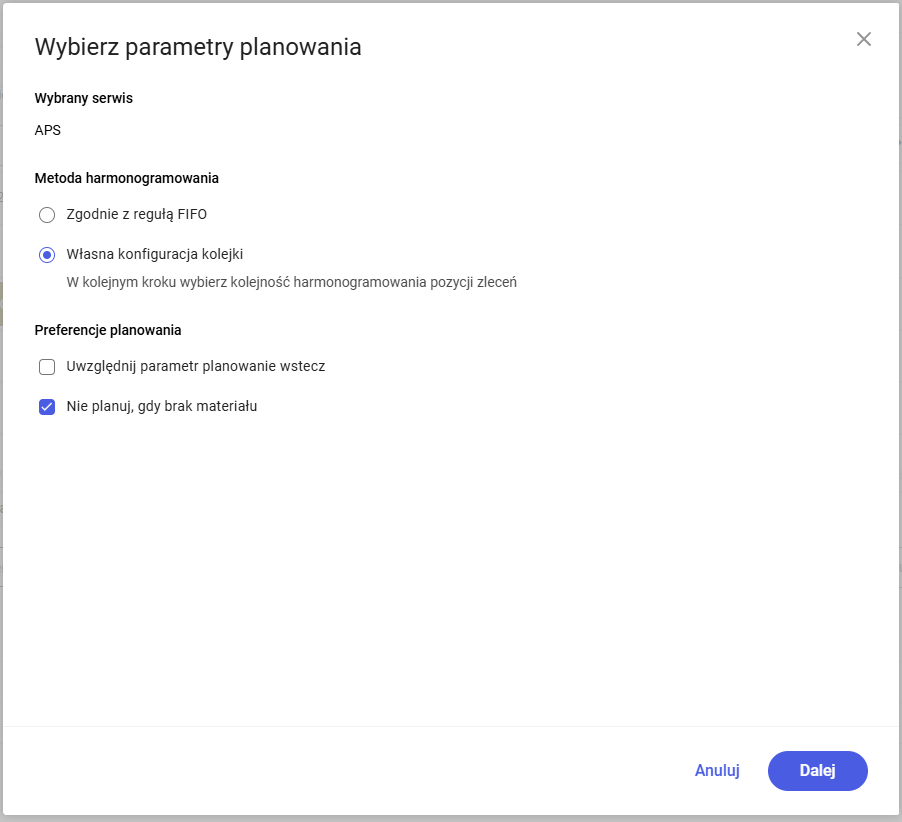
Planowanie wstecz
Comarch APS 2026.0 obsługuje również funkcjonalność Planowanie wstecz, która umożliwia harmonogramowanie produkcji w kierunku od wskazanego terminu do chwili obecnej. Metoda ta pozwala na wyznaczenie najpóźniejszego możliwego momentu rozpoczęcia produkcji, co jest kluczowe dla strategii Just-in-Time i minimalizacji stanów magazynowych produkcji w toku.
Opcja Uwzględnij parametr planowanie wstecz została dodana do nowej sekcji Preferencje planowania w oknie tworzenia harmonogramu oraz w oknie przeplanowania. Funkcjonalność ta jest dostępna dla wszystkich metod kolejkowania.
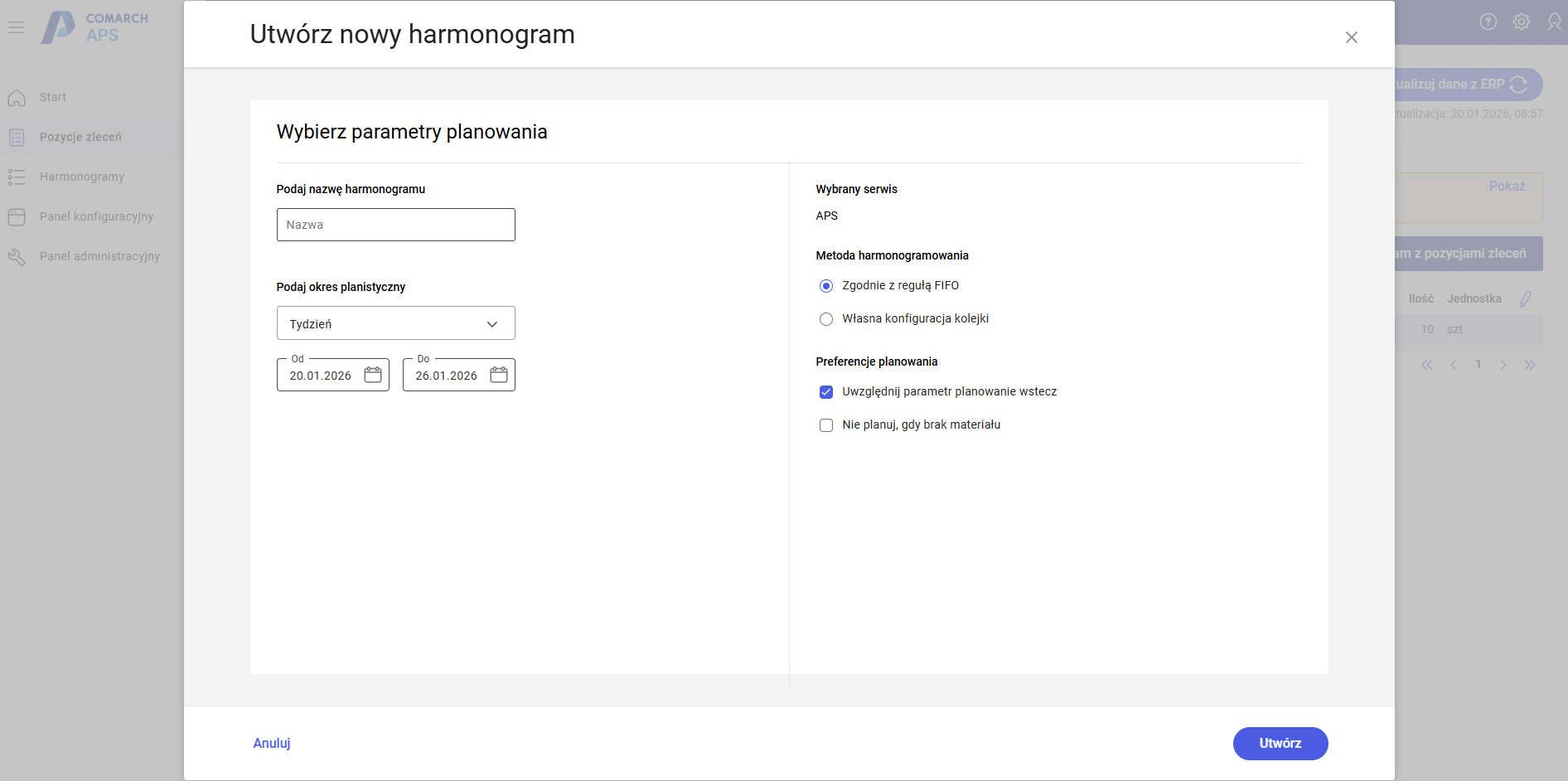
Aktywacja i logika współpracy z systemem ERP:
Uruchomienie planowania wstecz wymaga zaznaczenia w APS opcji Uwzględnij parametr planowanie wstecz, znajdującej się w nowej sekcji Preferencje planowania. Decyzja o metodzie planowania podejmowana jest dynamicznie dla każdej pozycji zlecenia na podstawie poniższych reguł:
- Planowanie wstecz: Uruchamia się wyłącznie wtedy, gdy w APS zaznaczona jest preferencja planowania wstecz oraz na konkretnej pozycji zlecenia w systemie Comarch ERP XL zaznaczono parametr Wstecz.
W takim przypadku najpóźniejszy termin rozpoczęcia ostatniej operacji wyznaczany jest na podstawie daty
i godziny zdefiniowanej w Comarch ERP XL. - Planowanie w przód: System stosuje standardową metodę planowania w przód, jeżeli w APS nie zaznaczono Uwzględnij parametr planowanie wstecz lub gdy wybrano go w APS, ale dane zlecenie w Comarch ERP XL nie ma zaznaczonego parametru Wstecz.
Termin poza okresem planistycznym:
- Jeśli termin wskazany w Comarch ERP XL jest wcześniejszy niż początek okresu planistycznego, pozycja zostanie zaplanowana w przód od początku okresu planistycznego.
- Jeśli termin wskazany w Comarch ERP XL jest późniejszy niż koniec okresu planistycznego, pozycja zostanie zaplanowana wstecz od końca okresu planistycznego.
Brak zasobów:
- Jeżeli podczas układania planu wstecz system napotka na brak wolnych zasobów, algorytm podejmuje próbę zaplanowania go metodą w przód.
- Jeśli po próbie planowania w przód nadal nie uda się znaleźć dostępności zasobów, pozycja zlecenia nie zostanie zaplanowana.
Rywalizacja o zasób: Gdy dwa zlecenia mają ten sam termin końcowy i wymagają tej samej maszyny, o pierwszeństwie (czyli przydziale bliżej terminu dostawy) decyduje kolejność w wybranej metodzie kolejkowania.
Ustawiono kolejkę harmonogramowania pozycji zleceń:
| Lp. | Pozycja zlecenia | Czas trwania | Termin z Comarch ERP XL |
| 1 | Pozycja 1 | 2h | 16:00 25.10.2025 |
| 2 | Pozycja 2 | 1h | 16:00 25.10.2025 |
W Comarch ERP XL zaznaczono parametr Wstecz i podano datę i godzinę: 16:00 25.10.2025. W Comarch APS zaznaczono Uwzględnij parametr planowanie wstecz.
Planowanie rozpoczyna się od Terminu Końcowego (16:00, 25.10.25) na Maszynie M1.
Pozycja 1 (ustawiona jako pierwsza w kolejce planowania):
- Ma najwyższy priorytet, więc zajmuje maszynę M1 bliżej terminu z XL.
- Zaplanowany Koniec:16:00
- Zaplanowany Początek:14:00 (16:00 minus 2 godziny)
Pozycja 2 (ustawiona jako druga w kolejce planowania):
- Musi czekać na zwolnienie maszyny M1, czyli do godziny 14:00.
- Zaplanowany Koniec:14:00
- Zaplanowany Początek:13:00 (14:00 minus 1 godzina)
Obsługa operacji zablokowanych:
Wprowadzono priorytetowe traktowanie pozycji zleceń zawierających operacje zablokowane w trybie planowania wstecz:
- Pozycje z blokadą planowane są w pierwszej kolejności, zaczynając od operacji z najwcześniejszym terminem blokady.
- Jeśli blokada uniemożliwia poprawne ułożenie planu wstecz, system planuje daną pozycję w przód i zgłasza konflikt.
- Operacje następujące po zablokowanej są planowane wstecz. Kluczowa jest tu ciągłość technologiczna – operacje bezpośrednio powiązane muszą zostać zaplanowane, nawet jeśli wykroczą poza ramy okresu planistycznego.
- Operacje, które nie mieszczą się w okresie planistycznym i nie są powiązane z operacją zablokowaną, nie są planowane.
Wizualizacja na liście zleceń:
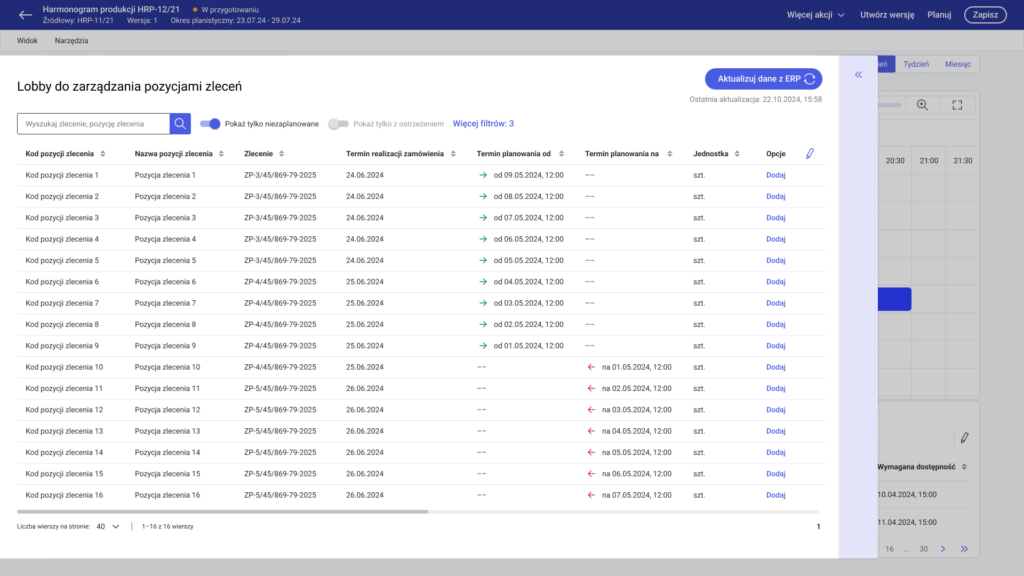
Aby planista mógł łatwo rozróżnić metodę planowania dla poszczególnych pozycji, na listach z pozycjami zleceń dodano kolumny:
- Termin planowania na: Wyświetla datę końcową ze strzałką w lewo (←), oznaczającą planowanie wstecz.
- Termin planowania od: Wyświetla datę początkową ze strzałką w prawo (→), oznaczającą planowanie
w przód.
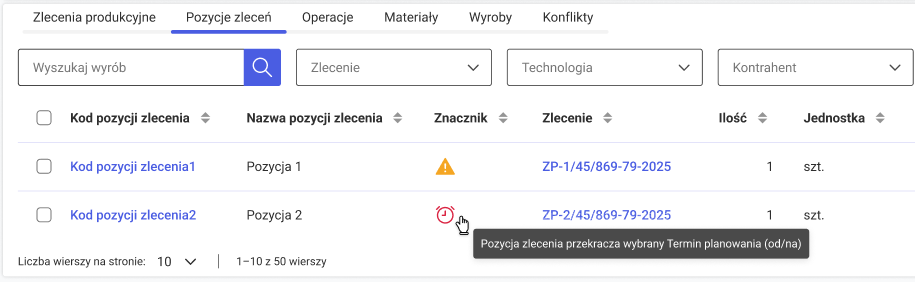
Weryfikacja poprawności (Znaczniki):
System automatycznie weryfikuje, czy wygenerowany plan mieści się w założonych ramach czasowych. W kolumnie Znacznik na zakładce [Pozycje Zleceń] w liście pod wykresem Gantta pojawiają się ikony ostrzegawcze w przypadku naruszeń:
- Naruszenie Startu: Gdy pierwsza operacja zaczyna się wcześniej niż zdefiniowana data „Planowanie od”.
- Naruszenie Końca: Gdy ostatnia operacja kończy się później niż zdefiniowana data „Planowanie na”.
Dodatkowo, system monitoruje spójność danych z ERP – jeśli po zaplanowaniu zlecenia parametr Wstecz zostanie zmieniony w Comarch ERP XL, w APS po aktualizacji danych pojawi się ostrzeżenie Dane uległy zmianie w ERP.
Zapamiętywanie ustawień: System zapamiętuje stan checkboxa Uwzględnij parametr planowanie wstecz wybrany podczas ostatniego tworzenia lub edycji harmonogramu. W oknie przeplanowania opcja ta będzie domyślnie ustawiona zgodnie z ostatnim wyborem użytkownika.
Czas przygotowawczo-zakończeniowy TPZ
Comarch APS 2026.0 wprowadza precyzyjne odwzorowanie rzeczywistego czasu trwania procesów produkcyjnych poprzez doliczanie do czasu wytwarzania stałego czasu przygotowawczo-zakończeniowego TPZ, zdefiniowanego
w technologii.
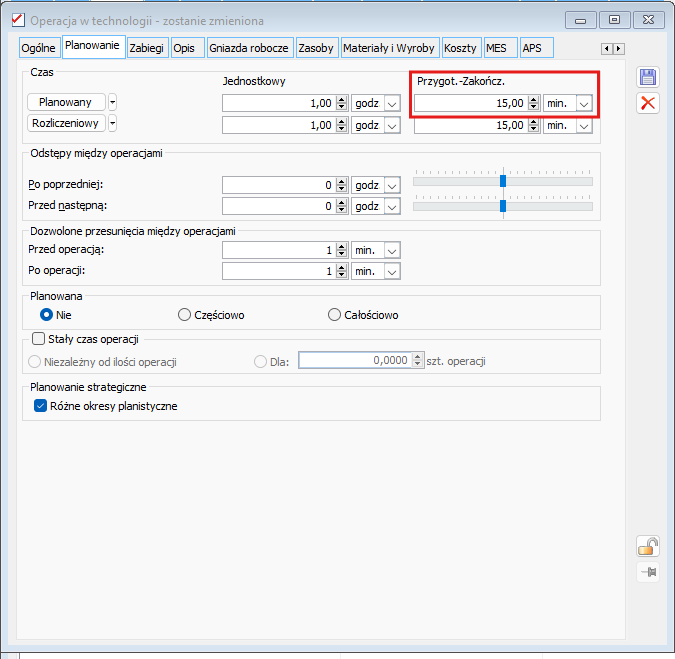
Czas przygotowawczo-zakończeniowy definiowany jest dla operacji, na zakładce [Ogólne] lub [Planowanie] w Comarch ERP XL.
W Comarch APS 2026.0 czas przygotowawczo-zakończeniowy uwzględniany jest przy planowaniu operacji. Podczas harmonogramowania system oblicza całkowity czas operacji jako sumę czasu wytwarzania i czasu przygotowawczo-zakończeniowego TPZ.
Nazewnictwo czasów:
- Czas wytwarzania: To czas pracy maszyny (wynikający z ilości sztuk i normy).
- Czas przygotowawczo-zakończeniowy TPZ: To czas na przezbrojenie (stała wartość pobrana z technologii).
- Czas trwania operacji: To suma powyższych (czyli ile łącznie operacja trwa).
Dane wejściowe: Operacja: Frezowanie (OP1) Czas jednostkowy: 1 godzina / szt. TPZ z technologii: 15 minut Ilość na zleceniu: 5 sztuk System sumuje czas potrzebny na wytworzenie wszystkich sztuk i dodaje do niego jednorazowy czas TPZ. Czas trwania operacji = czas jednostkowy * ilość na zleceniu + TPZ Czas trwania operacji = 1h/szt * 5 szt + 15 min = 5h 15min W planowaniu w partiach według ustawień na zleceniu produkcyjnym oraz według ustawień na operacji czas przygotowawczo-zakończeniowy dodawany jest w całości do każdej z partii. Mamy do zaplanowania prostą operację produkcyjną, która wymaga jednorazowego przygotowania maszyny (np. ustawienie parametrów, montaż formy) i planujemy ją w partiach po 1 sztuce. Dane wejściowe: Operacja: Frezowanie (OP1) Czas jednostkowy: 1 godzina / szt. TPZ z technologii: 15 minut Ilość na zleceniu: 3 sztuk Planowanie w partiach na ZP: Po 1 sztuce System wygeneruje 3 niezależne pozycje na wykresie, każda z własnym czasem przygotowawczym. Partia 1: 1h + 15 min = 1h 15 min Partia 2: 1h + 15 min = 1h 15 min Partia 3: 1h + 15 min = 1h 15 min Przy metodzie planowania wstecz, system wyznacza termin rozpoczęcia operacji tak, aby jej zakończenie (obejmujące już czas TPZ) nastąpiło przed wyznaczonym terminem końcowym. Mamy do zaplanowania prostą operację produkcyjną, która wymaga jednorazowego przygotowania maszyny (np. ustawienie parametrów, montaż formy). Mamy zaznaczony parametr Uwzględnij parametr planowanie wstecz. Dane wejściowe: Operacja: Frezowanie (OP1) Czas jednostkowy: 1 godzina / szt. TPZ z technologii: 15 minut Ilość na zleceniu: 5 sztuk Data planowania wstecz: 20.01.2026 godzina 14:00 System sumuje czas potrzebny na wytworzenie wszystkich sztuk i dodaje do niego jednorazowy czas TPZ. Czas trwania operacji = 1h/szt * 5 szt + 15 min = 5h 15min Wyliczony czas jest odejmowany od zdefiniowanego terminu końcowego. System cofa się na osi czasu, wyznaczając tym samym najpóźniejszy możliwy moment rozpoczęcia operacji, który gwarantuje jej ukończenie na czas. Kalkulacja: 14:00 – 5h 15min 🡪 08:45 (start operacji) Dostosowaliśmy wykres Gantta tak, aby czytelnie prezentował informacje o czasie przygotowawczo-zakończeniowym (TPZ), zachowując przy tym przejrzystość harmonogramu. Każda operacja jest nadal widoczna jako jeden, jednolity blok. Szczegółowe informacje wyświetlane są na dostosowanym tooltipie, który pojawia się po najechaniu na daną operację. Wszystkie czasy wyświetlane są z podziałem na dni (d.), godziny (godz.), minuty (min) oraz sekundy (s). Modyfikacja długości operacji na wykresie Gantta powoduje zmianę czasu wytwarzania. Czas przygotowawczo-zakończeniowy pozostaje niezmienny. Dodatkowo, system monitoruje spójność danych z ERP – jeśli po zaplanowaniu zlecenia czas przygotowawczo-zakończeniowy zostanie zmieniony w Comarch ERP XL, w APS po aktualizacji danych pojawi się ostrzeżenie Dane uległy zmianie w ERP.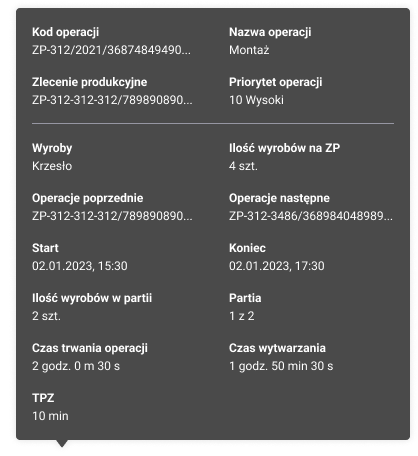
Jeśli operacja nie ma zdefiniowanego TPZ, zobaczysz znak „-„.