Spis treści
Opis zagadnienia
Niniejszy dokument opisuje zagadnienia dotyczące obszaru produkcji, takie jak
- Okresy czasu
- Momenty w czasie
- Terminy
Dokument zawiera również podstawowe informacje na temat:
- Kalendarzy
- Definicji czasowych
- Oraz odniesienia do tych terminów
Różne punkty czasowe oraz okresy czasu są istotne w trakcie procesu produkcji. Oprócz zmiennych czasów przetwarzania (jak np. rzeczywisty czas przetwarzania), które są ustalane na podstawie określonych ilości zamówień, istnieją również czasy stałe (jak np. czas rozruchu), które nie zależą od ilości zamówień. Czasy te są uzupełniane czasami przestoju, które mogą występować jako czasy buforowe pomiędzy operacjami procesu produkcyjnego oraz mogą być obliczane i modyfikowane przy użyciu formuł w dokładnie taki sam sposób, jak czasy przetwarzania i czasy rozruchu.
Modyfikacja czasów przetwarzania jest możliwa w zależności od:
- Ilości zamówień
- Metod produkcji
- Specyfikacji wariantów produkcji
- Dowolnych parametrów
Czasy odnoszące się do pracy są mapowane za pomocą modeli czasowych w celu określenia teoretycznej wydajności zasobów zależnych od czasu (np. środki produkcji takie jak sprzęt, urządzenia, maszyny oraz zasoby w procesie produkcyjnym). Modele czasowe są przetwarzane wraz z definicjami zmian dla modeli tygodniowych. W systemie dedykowane dla tych procesów są aplikacje: Modele czasowe, Zmiany, Modele tygodniowe.
Definicje pojęć
Czas administracyjny
Czas przed rozpoczęciem pierwszej operacji produkcyjnej. W tym czasie nie są jeszcze zarezerwowane żadne zasoby. Czas administracyjny jest uwzględniany dla każdego procesu produkcyjnego tylko raz i w ten sposób w przypadku wielostopniowego uruchamiania tylko raz znajduje zastosowanie. Umożliwia przygotowanie zlecenia produkcji.
Czas opracowania
Czas opracowania jest iloczynem zleconej ilości i czasu potrzebnego do wyprodukowania jednej jednostki (nazywanego również czasem jednostkowym).
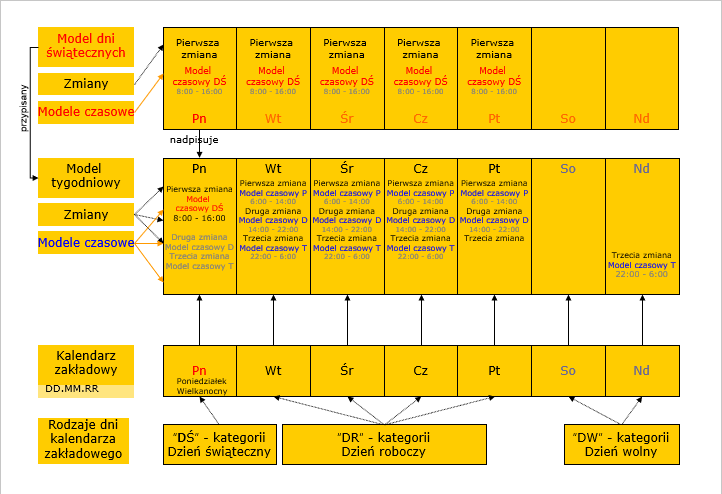
Model dni świątecznych
Modele dni świątecznych to specjalne modele tygodniowe, które opisują profil wydajności dla dni świątecznych zgodnie z kalendarzem zakładowym. Modele dni świątecznych są przypisane do modeli tygodniowych i obowiązują dla dni tygodnia, które w kalendarzu zakładowym figurują jako „święto”. Jeżeli do modelu tygodniowego nie zostanie przyporządkowany model dni świątecznych, obowiązywać będą przyporządkowania modelu czasowego do odpowiedniego dnia tygodnia. Do odpowiedniej konfiguracji w systemie służy aplikacja Modele tygodniowe.
Czas przestoju
Czas przestoju odnosi się do buforu czasowego pomiędzy dostarczeniem produkowanego artykułu do miejsca pracy i rozpoczęciem pracy (czas przestoju przed) oraz wykonaniem operacji i rozpoczęciem transportu do kolejnego miejsca pracy (czas przestoju po).
Czas tolerancji
Czas tolerancji to czasowa rezerwa przed lub po zakończeniu operacji w procesie produkcji, która pozwala opóźnić wykonanie operacji bądź wykonać ją wcześniej bez ryzyka niedotrzymania terminu. Do czasu tolerancji zalicza się np. czas przestoju.
Precyzyjne harmonogramowanie
Harmonogramowanie precyzyjne to proces, w którym moment rozpoczęcia i zakończenia operacji jest wyliczany z dokładnością co do milisekundy.
Czas uzbrojenia
Uzbrojenie odnosi się do czynności związanych z przygotowywaniem i monitorowaniem zasobów służących do wykonania operacji. Czas uzbrojenia to czas potrzebny na wykonanie tych czynności. Cechą szczególną czasu uzbrojenia jest to, że jest zawsze stały, niezależnie od przetwarzanej ilości.
Zmiany
Tak jak model czasowy, zmiana odnosi się do określonego okresu pracy, np. pierwsza zmiana od 6:00 do 14:00. Zmiany oraz modele czasowe określane są dla każdego dnia tygodnia. Dni tygodnia grupowane są w model tygodniowy, który przedstawia profil wydajności dla zasobów produkcyjnych. Za wskazane obszary odpowiedzialne są aplikacje Zmiany, Modele czasowe, Modele tygodniowe.
Harmonogramowanie zmian
Harmonogramowanie zmian jest procedurą przyporządkowania operacji produkcyjnych do zmian. Oblicza się operacje, które można wykonać w ramach jednej zmiany. Informacje o rozpoczęciu i zakończeniu zmiany nie są definiowane dla takich operacji i zależą od wybranego typu harmonogramu.
Czas transportu
Czas transportu to czas potrzebny na dostarczenie towarów do odbiorcy. Może być to także czas potrzebny do przetransportowania materiału z jednego miejsca pracy do drugiego.
Czas przestoju przed przyjęciem na magazyn
Produkt końcowy lub produkty uboczne ze zlecenia produkcyjnego są dostępne na magazynie zwykle do ostatniego dnia zamówienia. Ich dostępność może być jednak opóźniona, na przykład przez procesy kontroli jakości, co wpływa na moment zwiększenia dostępnej ilości towaru w magazynie.
Kalendarz zakładowy
Kalendarz zakładowy tworzony jest na podstawie kalendarza rocznego. Oprócz standardowych dni wolnych, do kalendarza można dodać święta regionalne bądź dni wolne dla danej firmy.
Typ dnia w kalendarzu zakładowym
Każdy dzień w kalendarzu zakładowym można oznaczyć odpowiednim typem przy pomocy rodzaju dnia. Typy dnia to np.: „Dzień roboczy”, „Dzień wolny” albo „Dzień świąteczny”.
Modele tygodniowe
Model tygodniowy składa się z modeli czasowych i zmian przypisanych do każdego dnia. Pozwala on określić profile wydajności. Poprzez przyporządkowanie zasobów do modelu tygodniowego określa się dokładnie, co do milisekundy, wydajność i dostępność zasobów.
Modele czasowe
Model czasowy odnosi się do określonego okresu czasu, np. od 09:00 do 17:00, niezależnie od dnia. Wliczane są również przerwy, które obowiązują w ramach zmiany. Ten dokładny okres czasu umożliwia określenie wydajności dla zasobów bądź grup zasobów. Modele czasowe wraz ze zmianami opisują dzień tygodnia. Dni tygodnia można połączyć w model tygodniowy, który stanowi profil wydajności dla zasobów.
Czas w produkcji
Oprócz zaplanowanych dat rozpoczęcia i zakończenia procesu produkcyjnego, istnieją również inne czasy, które odgrywają role w uruchamianiu zleceń produkcyjnych.
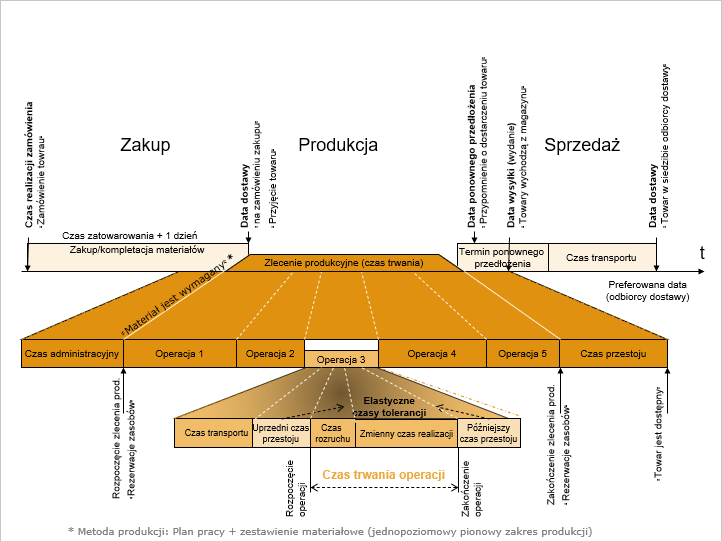
Dodatkowe czasy są mapowane, począwszy od zakupu materiałów aż do dostawy do odbiorcy. Schemat jest bardzo uproszczony i zakłada jednostopniową produkcję z zastosowaniem zestawienia materiałowego oraz technologii produkcyjnej. Wynika z tego, że materiał musi być całkowicie dostępny dla pierwszej operacji, tak więc jest on rezerwowany na ten moment czasowy.
Za pomocą zlecenia (zamówienia sprzedaży) zamawiający określa preferowany termin. W zależności od rodzaju terminu, preferowany termin może wahać się od znacznika czasu (milisekund) do roku. Data dostawy jest zawsze określana z dokładnością co do dnia i jest obliczana na podstawie preferowanego terminu strony zamawiającej. Data dostawy to moment czasowy, w którym towary muszą znaleźć się u odbiorcy dostawy. W razie potrzeby, należy również wziąć pod uwagę czas potrzebny do dostarczenia dostawy, tj. czas transportu.
Czas transportu jest również określany z dokładnością co do dnia. Datę wysyłki określa się poprzez datę dostawy pomniejszoną o czas transportu. Tego dnia towary opuszczają magazyn. Moment ten jest określany w planowaniu jako termin zapotrzebowania. Data ponownego przedłożenia może być ustalona w zamówieniu sprzedaży na dostarczenie towarów do wysyłki, np. kompletacja.
Planowanie zapotrzebowania materiałowego (odwrotne harmonogramowanie) pozwala obliczyć planowaną docelową datę rozpoczęcia procesu produkcyjnego na podstawie czasu produkcji, jeśli towary nie są dostępne w odpowiedniej ilości według dostępnych stanów magazynowych.
Czas produkcji składa się z:
- Przejściowego czasu dostępu do magazynu
- Rzeczywistego przebiegu produkcji
- Oraz czasu administracyjnego, poprzedzającego rzeczywistą produkcję
W skład rzeczywistego przebiegu produkcji wchodzą czasy transportu pomiędzy operacjami, czasy buforowe przed i po operacji oraz rzeczywisty czas trwania operacji. Na czas trwania operacji składa się stały czas rozruchu i zmienny czas przetwarzania w zależności od ilości produkcji. Jeśli do procesu produkcji potrzebny jest materiał, który nie jest całkowicie dostępny na stanie, zalecenia dotyczące zakupu zostaną wygenerowane w planowaniu zapotrzebowania materiałowego. Materiał musi być zamówiony w odpowiednim czasie, z uwzględnieniem czasu odnowienia zapasów, tak aby był już dostępny w momencie rozpoczęcia produkcji.
Czas pracy i wydajność zasobów
Czasy odnoszące się do pracy są odwzorowywane za pomocą modeli czasowych w celu określenia teoretycznych wydajności zasobów zależnych od czasu (środki produkcji oraz osoby biorące udział w procesie produkcyjnym). Modele czasowe są przetwarzane wraz z definicjami zmian dla modeli tygodniowych.
Modele tygodniowe opisują modele wydajności dostępne do produkcji na osi czasu. Możliwe jest wielokrotne przypisywanie profili wydajności, jeśli zostaną one oddzielone od rzeczywistych zasobów. W ten sposób można zmniejszyć koszty administracyjne.
| Środa | Czwartek | Piątek | |
| Pierwsza zmiana | Model czasowy P (8 h) 6:00 – 14:00 | Model czasowy P (8 h) 6:00 – 14:00 | Model czasowy P (8 h) 6:00 – 14:00 |
| Druga zmiana | Model czasowy D (8 h) 14:00 – 22:00 | Model czasowy D (8 h) 14:00 – 22:00 | Model czasowy D (8 h) 14:00 – 22:00 |
| Trzecia zmiana | Model czasowy T (8 h)
22:00 – 6:00 |
Model czasowy T (8 h)
22:00 – 6:00 |
Fragment modelu tygodniowego