XL119 - Funkcje API do łączenia operacji technologicznych za pomocą półproduktów
Łączenie operacji w technologii za pomocą półproduktów
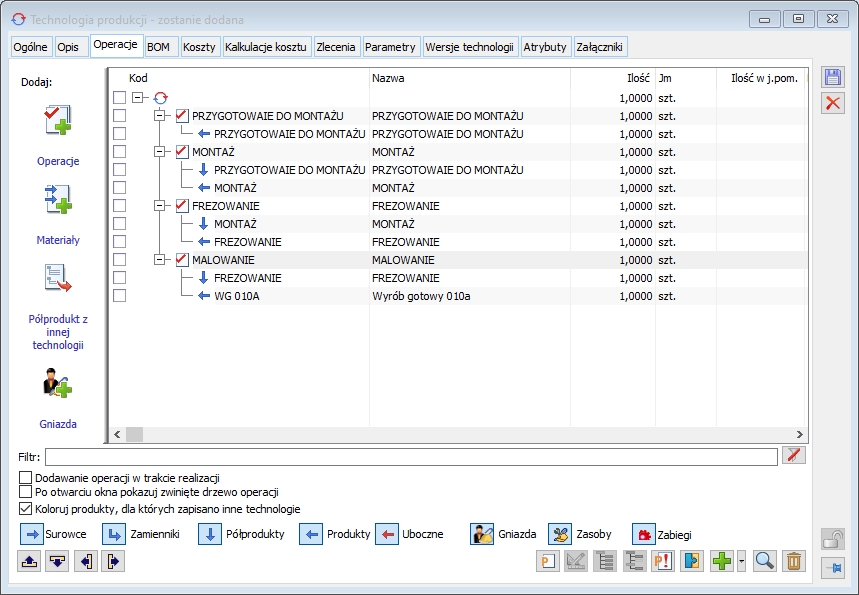
W interfejsie modułu Produkcja, w oknie: Technologia, na zakładce: Operacje, dostępna jest funkcja umożliwiająca łączenie operacji w technologii za pomocą półproduktów. Działanie tej funkcji jest następujące:- Zaznaczamy operacje, które mają zostać połączone półproduktami – operacje, które zostaną połączone półproduktami nie muszą mieć zarejestrowanych półproduktów – półprodukty te zostaną wygenerowane automatycznie w momencie uruchomienia funkcji do łączenia operacji.
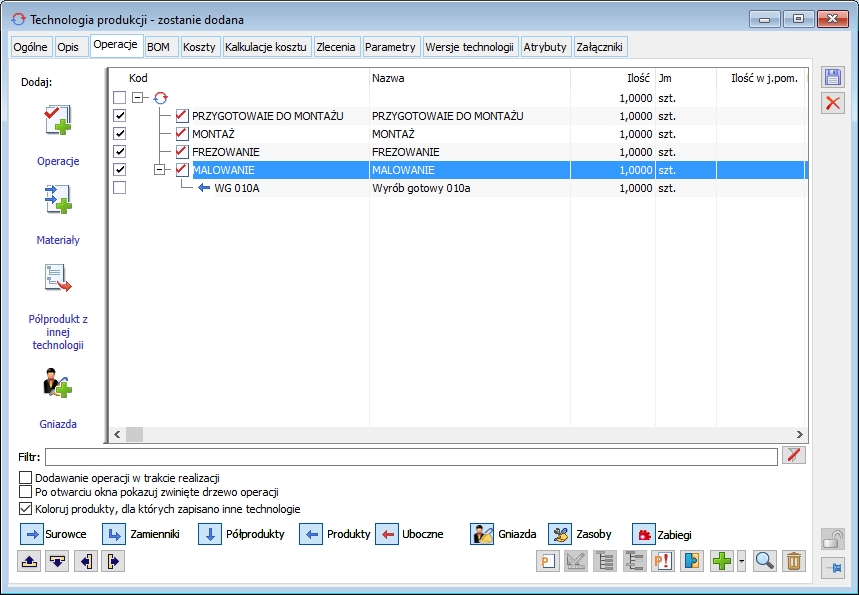
- Po zaznaczeniu operacji, które mają zostać połączone, należy uruchomić funkcję do łączenia operacji półproduktami.
- Po uruchomieniu funkcji: Połącz operacje półproduktami.
Nowe funkcje w API
Łączenie operacji za pomocą półproduktów jest możliwe również poprzez API. Do tworzenia takich połączeń przygotowano dwie funkcje API:- XLProdObiektyDoPowiazania
- XLPolaczOperacjePolproduktami
Przykład 1
Poniżej przedstawiony został przykład łączenia operacji w ramach technologii za pomocą wskazywania operacji do łączenia. Technologia TP1 składa się z trzech operacji: OP1 z produktem P1, OP2 z produktem P2 i OP3 z produktem P3. Aby połączyć ze sobą operacje w ramach powyższej technologii należy postępować następująco: Dla funkcji XlProdObiektyPowiazania należy uzupełnić wartości:- GidTyp – wartość 14341 (numer odpowiadający obiektowi operacja)
- GidNumer – wartość PTC_Id dla operacji OP1 z tabeli CDN.ProdTechnologiaCzynnosci
- Akcja – pole nie jest wymagane, domyślna wartość to 0 odpowiadająca za dodanie obiektu do kolejki. Wpisanie wartości -1 czyści kolejkę
- Typ – wartość odpowiadającą typowi obiektu czynność (14341)
- Tryb – wartość 1 jeśli chcemy, aby log dotyczący łączenia operacji został podniesiony, 0 bez loga.
Przykład 2
Zostały zarejestrowane technologie: TP1 z operacją OP1 (produkt P1) i OP2 oraz technologia TP2 z operacją OP11 (produkt P11) i operacją OP22. Aby połączyć operacje w ramach technologii trzeba wykonać poniższe kroki: Do funkcji XLProdObiektyPowiazania należy uzupełnić wartości:- GidTyp – wartość 14340 (numer odpowiadający obiektowi technologia)
- GidNumer – wartość PTE_Id dla technologii TP1 z tabeli CDN.ProdTechnologia
- Akcja – pole nie jest wymagane, domyślna wartość to 0 odpowiadająca za dodanie obiektu do kolejki. Wpisanie wartości -1 czyści kolejkę.
- Typ – wartość odpowiadającą typowi obiektu technologia (14340)
- Tryb – wartość 1 jeśli chcemy, aby log dotyczący łączenia operacji został podniesiony, 0 bez loga.
XL128 - Przykłady zastosowania API w produkcji
Utworzenie technologii TP
Aby utworzyć technologię za pomocą API udostępnione są następujące funkcje:- XLNowaTechnologia
- XLNowaCzynnoscTechnologia
- XLNowaFunkcjaCzynnoscTechnologia
- XLNowyZasobCzynnoscTechnologia
Dodanie Technologii produkcji XLNowaTechnologia
Funkcja umożliwia dodanie nowej technologii do Systemu na podstawie przekazanej struktury XLProdTechnologiaInfo. Dla funkcji należy uzupełnić wartości:- Wersja – numer wersji API
- Kod – ustalony kod technologii

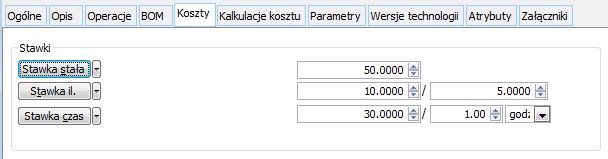
- StawkaStala – uzupełni stawkę stałą na operacji
- StawkaIlosc – uzupełni stawkę za ilość
- StawkaIloscM – mianownik stawki za ilość
- StawkaCzas – uzupełni stawkę za czas
- StawkaCzasM – mianownik stawki za czas
- StawkaCzasMJedn – jednostka mianownika za czas 0- sekundy, 1-minuty, 2-godziny, 3-dni, 4-tygodni
Dodanie operacji XLNowaCzynnoscTechnologia
Funkcja umożliwia dodanie operacji do technologii na podstawie przekazanej struktury XLProdTechnologiaCzynnoscInfo. Dla funkcji należy uzupełnić wartości:- Wersja – numer wersji API
- Kod – ustalony kod operacji
- Nazwa – Ustalona nazwa operacji
- IDTechnologii – ID utworzonej wcześniej technologii (PTE_ID CDN.ProdTechnologia)
- CzasPlanowany – czas planowany dla operacji
- CzasPlanowanyJedn – jednostka czasu planowanego 0-sekundy, 1-minuty, 2-godziny, 3-dni, 4-tygodnie
- CzasRozliczeniowy – czas rozliczeniowy operacji
- CzasRozliczeniowyJedn- jednostka czasu rozliczeniowego
- Wamagana – czy operacja ma być wymagana
- DowolneZasoby – czy można dodawać dowolne materiały do operacji
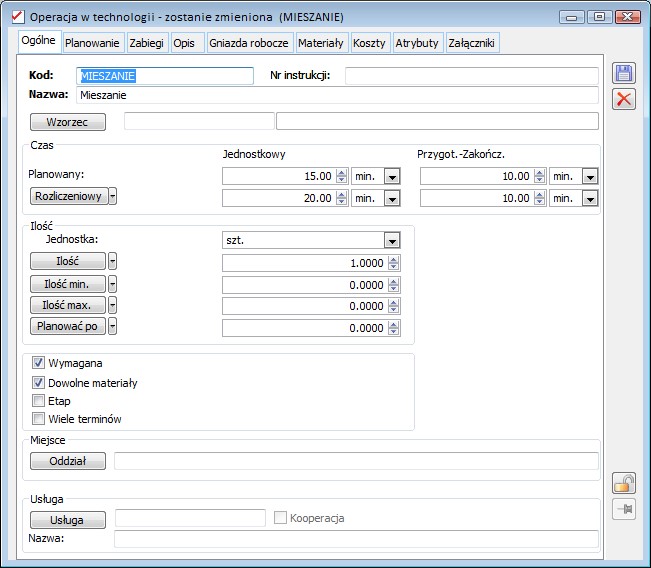
Dodanie operacji z uzupełnieniem czasu planowanego i rozliczeniowego, zaznaczeniu parametru wymagana oraz dowolne materiały
Dodanie gniazda roboczego XLNowaFunkcjaCzynnoscTechnologia
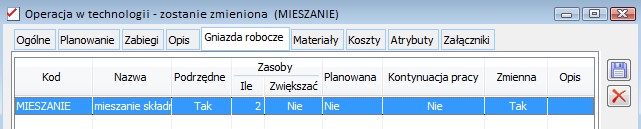
Za pomocą danej funkcji można dodać gniazdo robocze do operacji w technologii, funkcja działa na podstawie przekazanej struktury XLProdTechnologiaFunkcjaInfo. Dla funkcji należy uzupełnić wartości:- Wersja – numer wersji API
- IdTechnologiaCzynnosc – ID utworzonej wcześniej operacji w technologii (PTC_ID CDN.ProdTechnologiaCzynnosci)
- IdFunkcji/KodFunkcji – ID gniazda roboczego (PFU_ID CDN.ProdFunkcje)
- Wszystkie – podrzędna na tak
- LiczbaObiektow – liczba zasobów
- Zmienna – zmienne zasoby na tak
Dodanie do operacji w Technologii produkcji XLNowyZasobCzynnoscTechnologia
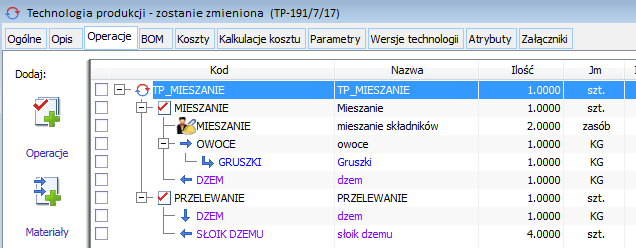
Za pomocą danej funkcji można dodać materiał lub produkt do operacji w technologii, funkcja działa na podstawie przekazanej struktury XLProdTechnologiaZasobInfo. Dla funkcji należy uzupełnić wartości:- Wersja – numer wersji API
- Kod – kod zasobu (materiału, produktu)
- IdTechnologiaCzynnosc – ID utworzonej wcześniej operacji w technologii (PTC_ID CDN.ProdTechnologiaCzynnosci)
- Kod – kod towaru
- Nazwa – nazwa towaru
- TwrKod – kod kartoteki towarowej (bez uzupełnionego pola zostanie dodany wirtualny składnik)
- Ilosc – ilość towaru
- TypZasobu – 0-produkt, 1-surowiec, 2-materiał pomocniczy
- Zamiennik – Id zasobu dla którego jest to zamiennik
- TechnologiaZasob – Id produktu z innej operacji (aby dodać półprodukt)
- Koszt – typ kosztu 0-rzeczywisty, 1-ewidencyjny, 2-ważony, 3-cena zakupu
- MagNumer – GIDNumer magazynu
Utworzenie Zlecenia Produkcyjnego ZP
Aby utworzyć Zlecenie Produkcyjne za pomocą API udostępnione są następujące funkcje:- XLNoweZlecenieProd
- XLDodajDoZleceniaProd
- XLZamknijZlecenieProd
Dodanie nowego Zlecenia Produkcyjnego XLNoweZlecenieProd
Za pomocą danej funkcji można dodać nowe Zlecenie Produkcyjne, funkcja działa na podstawie przekazanej struktury XLZlecenieProdInfo. Dla funkcji należy uzupełnić wartości:- Wersja – numer wersji API
- KntNumer/KntDNumer – GID kontrahenta głównego/docelowego
- KntTyp/KntDTyp – typ kontrahenta głównego/docelowego
- RezerwujZasoby – 0-rezerwuj zasoby, 1-nie rezerwuj zasobów, -1-ustawienia z definicji dokumentu
- PriorytetRez -10 wysoki, 20-standardowy, 30-niski
- PriorytetZlc -10 wysoki, 20-standardowy, 30-niski
Dodanie elementu/procesu do Zlecenia Produkcyjnego XLNoweZlecenieProd
Za pomocą danej funkcji można dodać element/proces do Zlecenia Produkcyjnego, funkcja działa na podstawie przekazanej struktury XLZlecenieProdElemInfo. Dla funkcji należy uzupełnić wartości:- Wersja – numer wersji API
- Typ – dodanie elementu/procesu
- TwrNumer/Towar – GIDNumer towaru/ kod towaru
- Typ – element zlecenia 14343, proces 14344
- Technologia – Id technologii
- TwrTyp – GIDTyp towaru
- TwrNumer – GIDNumer towaru
- IdZlecenia – Id zlecenia produkcyjnego
- PlanowacOd – wartość<0-planowac na zadany termin, 0-od teraz, wartość>0-planowac od zadanego terminu
- Ilosc – ilość towaru

Planowanie/przeplanowanie/rozliczanie/zamykanie Zlecenia Produkcyjnego XLZamknijZlecenieProd
Za pomocą danej funkcji można zaplanować, przeplanować, rozliczyć oraz zamknąć Zlecenie Produkcyjne, funkcja działa na podstawie przekazanej struktury XLZlecenieProdZamknijInfo. Dla funkcji należy uzupełnić wartości:- Wersja – numer wersji API
- Id – Id zlecenia produkcyjnego
- Akcja – 3-planowanie, 4-planowanie całościowe, 5-przeplanowywanie, 6-rozliczanie, 7-zamknięcie
- Id -Id zlecenia
Realizacja Zlecenia Produkcyjnego XL
Aby zrealizować Zlecenie Produkcyjne za pomocą API udostępnione są następujące funkcje:- XLDodajCzynnoscDoProcesuProd
- XLDodajZasobDoProcesuProd
- XLDodajObiektDoCzynnosciProd
- XLDodajTerminDoProcesuProd
- XLDodajRealizacjeOperacjiProd
- XLProdZmienIloscRealizacji
- XLProdRealizacjaZmianaPZA
Dodanie realizacji operacji do procesu XLDodajCzynnoscDoProcesuProd
Funkcja na podstawie przekazanej struktury ProdCzynnoscProcesuInfo dodaje operację do procesu produkcyjnego. Dla funkcji należy uzupełnić wartości:- Wersja – numer wersji API
- Proces – Id procesu produkcyjnego
- TechnologiaCzynnosc/Realizuje – Id operacji w technologii, Id operacji realizowanej
- Proces – Id procesu produkcyjnego
- TechnologiaCzynnosc/Realizuje – Id operacji w technologii, Id operacji realizowanej
- CzyGenerowacRezerwacje – czy generować rezerwacje
- CzyPrzenosicZasobyITerminy – czy przepisywać zasoby
- Ilosc – uruchamiana ilość
Dodanie zasobu do realizacji XLDodajZasobDoProcesuProd
Funkcja na podstawie przekazanej struktury ProdZasobCzynnoscInfo dodaje zasób do realizacji. Dla funkcji należy uzupełnić wartości:- Wersja – numer wersji API
- IdCzynnosci – Id operacji na zleceniu
- IdCzynnosci – Id operacji zrealizowanej
- TechnologiaZasob – Id zasobu w technologii
- TypZasobu – 0 – produkt, 1 – surowiec, 2 – materiał pomocniczy
- Ilosc – pobrana lub wydana ilość

Dodanie Zasobu z gniazda roboczego XLDodajObiektDoCzynnosciProd
Funkcja na podstawie przekazanej struktury ProdObiektCzynnoscInfo dodaje obiekt do operacji. Dla funkcji należy uzupełnić wartości:- Wersja – numer wersji API
- IdCzynnosci – Id operacji na zleceniu
- IdFunkcji – Id gniazda roboczego
- IdObiektu – Id obiektu
- IdCzynnosci – Id operacji zrealizowanej
- IdFunkcji – Id gniazda roboczego
- IdObiektu – Id obiektu-zasobu

Dodanie terminu do realizacji XLDodajTerminDoProcesuProd
Funkcja na podstawie przekazanej struktury ProdTerminCzynnoscInfo dodaje termin do operacji. Dla funkcji należy uzupełnić wartości:- Wersja – numer wersji API
- IdCzynnosci – Id operacji realizacji na zleceniu
- TerminOd – termin rozpoczęcia
- TerminDo – termin zakończenia
- IdCzynnosci – Id operacji realizowanej
- TerminOd – termin rozpoczęcia (format daty np. 871947322)
- TerminDo – termin zakończenia (format daty np. 871947322)
- CzasRozliczeniowy – czas rozliczeniowy w sekundach
Dodanie realizacji operacji XLDodajRealizacjeOperacjiProd
Funkcja umożliwia dodanie realizacji na zleceniu. Dla funkcji należy uzupełnić wartości:- Wersja – numer wersji API
- OperacjaId – Id operacji na zleceniu
- Akcja – 0 – dodanie zakończonej realizacji wg domyślnego sposobu z konfiguracji MES,1 – rozpoczęcie realizacji, 2 – zakończenie realizacji
- Tryb – uwzględniany, jeśli dodawane jest rozpoczęcie realizacji; w pozostałych przypadkach – tryb ustalany na podstawie sposobu realizacji
- SposobRealizacji – 0 – wg konfiguracji MES,1- realizuj termin, 2 – realizuj etap,3- realizuj wszystkie, 4 – realizuj termin bez edycji, 5 – realizuj wszystkie bez edycji, 6 – realizuj pozostałe, 7 – realizuj pozostałe bez edycji
- CzasZakonczenia – 0 – wg konfiguracji MES, 1 – wg konfiguracji PI, 2 – wg czasu rzeczywistego, 3 – wg planu
Zmiana ilości operacji realizowanej XLProdZmienIloscRealizacji
Funkcja umożliwia zmianę ilości realizacji na zleceniu. Dla funkcji należy uzupełnić wartości:- Wersja – numer wersji API
- RealizacjaId – Id realizacji
- TypZmiany – 0 – zmiana pola na realizacji, 1 – usunięcie realizacji
- Ilosc – ilość jaka ma zostać ustawiona

Zmiana zasobu zlecenia XLProdRealizacjaZmianaPZA
Funkcja umożliwia zmianę ilości, magazynu lub usunięcie pozycji. Dla funkcji należy uzupełnić wartości:- Wersja – numer wersji API
- PZAId – Id zasobu na realizacji
- TypZmiany – 0- zmiana pola na zasobie (magazyn i/lub ilość),1- usunięcie zasobu
- Ilosc – ilość jaka ma zostać zmieniona
- MagNumer – Id magazynu
Generowanie dokumentów do Zlecenia Produkcyjnego
Aby utworzyć dokumenty do Zlecenia Produkcyjnego za pomocą API udostępnione są następujące funkcje:- XLProdObiektyDoDokumentow
- XLProdGenerujDokumentyDlaObiektow
- XLSpinajZasobyZDokumentami
Dodanie obiektów produkcyjnych w celu generowania dokumentów RW/PW do Zlecenia Produkcyjnego XLProdObiektyDoDokumentow
Za pomocą funkcji XLProdObiektyDoDokumentow można zbudować listę obiektów produkcyjnych, które będą uwzględnione podczas generowania dokumentów do wskazanych obiektów lub spinania tych obiektów z dokumentami. Pojedyncze wywołanie funkcji dodaje jeden obiekt do listy. Aby dodać kolejne elementy, należy więc dla każdego z nich wywołać niniejszą funkcję. Jako parametry funkcja przyjmuje identyfikator GID obiektu dodawanego do listy. Dla funkcji należy uzupełnić wartości:- Wersja – numer wersji API
- GidTyp – GIDTyp dokumentu dodawanego do listy
- GidNumer – GIDNumer dokumentu dodawanego do listy
- GidTyp – wpisać typ obiektu 14343-ZP/HPR, 14345-operacja, 14346-surowiec/produkt, lub wskazać typ wygenerowanego dokumentu 1616-RW, 1617-PW
- GidNumer – wskazać ID zlecenia, operacji, surowca/produktu, lub wskazać numer wygenerowanego już dokumentu
Generowanie dokumentów RW/PW do Zlecenia Produkcyjnego XLProdGenerujDokumentyDlaObiektow
Funkcja pozwala na wygenerowanie dokumentów RW/PW do obiektów, dodanych za pomocą funkcji XLProdObiektyDoDokumentowInfo. Dla funkcji należy uzupełnić wartości:- Wersja – numer wersji API
- TypDokumentu – typ generowanego dokumentu 1616-RW 1617-PW
- TypObiektu – typ obiektu z którego generujemy dokument 14343-ZP/HPR, 14345-operacja, 14346-surowiec/produkt
- TypDokumentu – typ dokumentu 1616-RW, 1617-PW
- TypObiektu – 14343-ZP/HPR, 14345-operacja, 14346-surowiec/produkt
- TrybZamykaniaDok – tryb zamknięcia dokumentu -10 – zatwierdzenie bez wydruku; -5 – zamknięcie dokumentu z ustalonym kosztem; -3 – zamknięcie otwartego dokumentu; -2 – anulowanie zatwierdzonego dokumentu; -1 – skasowanie; 0 – zatwierdzenie; 1 – bufor; 2 – drukowanie dokumentu; 10 – zatwierdzenie i wydrukowanie dokumentu
Spinanie pozycji zlecenia produkcyjnego materiału/produktu z dokumentem RW/PW XLSpinajZasobyZDokumetami
Funkcja pozwala na spinanie dokumentów RW/PW dodanych za pomocą funkcji XLProdObiektyDoPowiazania do obiektów dodanych za pomocą funkcji XLProdObiektyDoDokumentow. Dla funkcji należy uzupełnić wartości:- Wersja – numer wersji API
- TypDokumentu – typ spinanego dokumentu 1616-RW 1617-PW
- TypObiektu – typ obiektu do którego dowiązujemy dokument 14343-ZP/HPR, 14345-operacja, 14346-surowiec/produkt
- TypDokumentu – typ dokumentu 1616-RW 1617-PW
- TypObiektu – 14343-ZP/HPR, 14345-operacja, 14346-surowiec/produkt
- TypOperacji – 0-bez kontroli cechy, 1-wg cechy dostawy (RW), 2-wg cechy towaru

XL125 - Przykłady zastosowania procesów predefiniowanych w module Produkcja
Procesy predefiniowane dla obiektu Zlecenie produkcyjne
Celem działania procesów w Produkcji jest zautomatyzowanie wybranych zadań wykonywanych na zleceniu produkcyjnym przez operatora. Automatyczne realizowanie kolejnych zadań w ramach zdefiniowanego procesu następuje w Skrzynce Automatu XL, przy jednocześnie uruchomionym Automacie XL Work. Ze względu na strukturę predefiniowanych procesów dla Zlecenia produkcyjnego, można podzielić je umownie na dwie grupy.Procesy mające na celu wykonanie konkretnej akcji na zleceniu
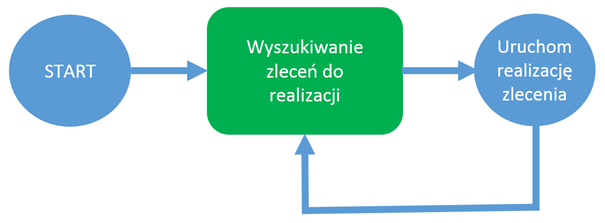
Pierwszą grupę tworzą dwa procesy połączone ze sobą, które wspólnie pozwalają zrealizować na zleceniu produkcyjnym wybraną akcję kluczową w zadanym czasie. Drugi z procesów, który posiada akcję kluczową realizującą pożądane zadanie wywołany zostanie tylko wtedy, kiedy pierwszy z procesów wyszuka zlecenie produkcyjne spełniające określony warunek. Na pierwszym procesie określony został również dokładny czas, w jakim drugi proces ma zostać wywołany. Uruchomiony pierwszy proces widoczny jest w Skrzynce Automatu XL przez cały czas, podczas gdy drugi proces widoczny jest tylko wtedy, kiedy zostaną znalezione zlecenia, dla których ma się on wykonać. rysunek 1 oraz rysunek 2 przedstawiają schemat kolejno dla procesu pierwszego oraz drugiego.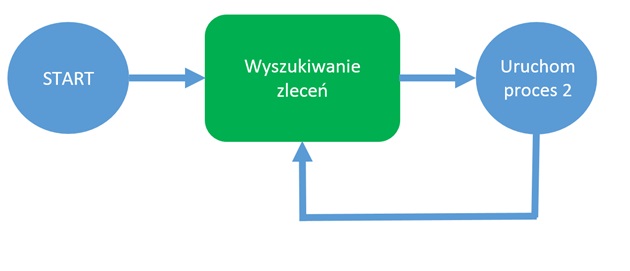
Zadaniem pierwszego procesu jest wyszukanie zleceń produkcyjnych spełniających określony warunek i uruchomienie drugiego procesu. Po wykonaniu swojego zadania, proces ponownie zostaje ustawiony na zadaniu Wyszukiwania zleceń produkcyjnych, które wykona się po upływie zadanego czasu.

- Automatyczne planowanie zleceń produkcyjnych – inicjalizacja, Automatyczne planowanie zlecenia produkcyjnego
- Automatyczna realizacja zleceń produkcyjnych – inicjalizacja, Automatyczna realizacja zlecenia produkcyjnego
- Automatyczne zamykanie zleceń produkcyjnych – inicjalizacja, Automatyczne zamykanie zlecenia produkcyjnego
Procesy obsługujące kolejne kroki postępowania na zleceniu
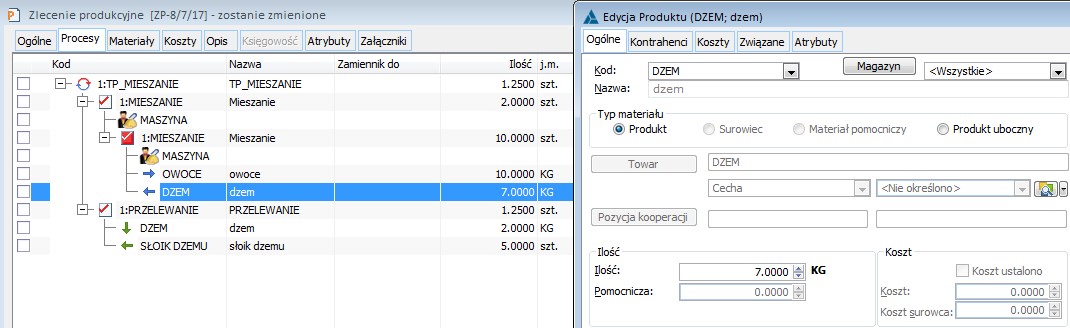
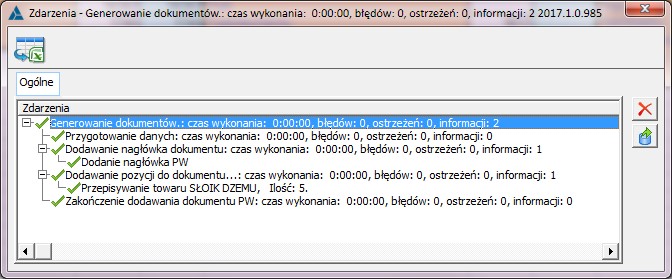
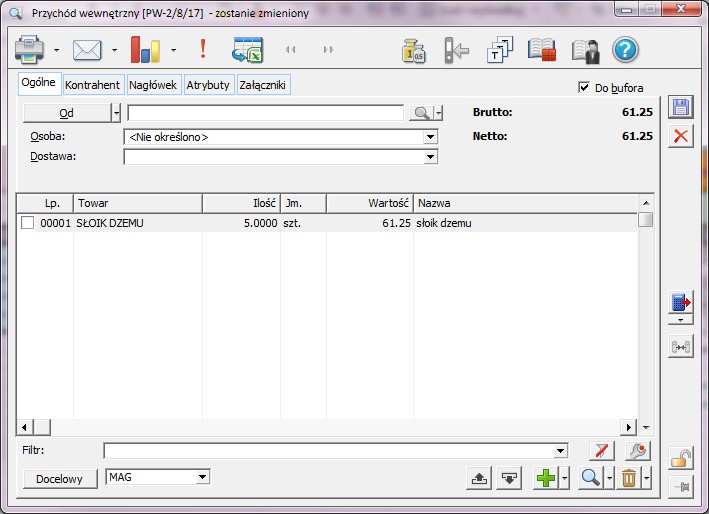
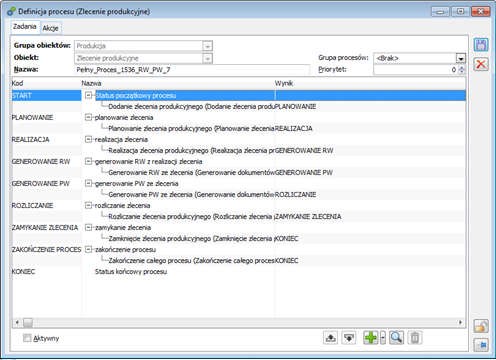
Drugą grupę tworzą procesy, które automatyzują pełną realizację zlecenia produkcyjnego, od momentu utworzenia nowego zlecenia w systemie, przez planowanie, realizację, generowanie dokumentów Rozchodu wewnętrznego oraz Przychodu wewnętrznego, po zamknięcie zlecenia. Definicja została utworzona w dwóch wariantach. Pierwszy wariant posiada zadanie z akcją odpowiadającą za generowanie ze zlecenia produkcyjnego dokumentu RW oraz odrębne zadanie wraz z akcją odpowiadającą za generowanie dokumentu PW. W drugim wariancie generowanie zatwierdzonych dokumentów RW i PW odbywa się podczas zamykania zrealizowanego zlecenia produkcyjnego. Warunkiem prawidłowo wykonanego procesu jest uprzednie zaznaczenie na definicji Zlecenia produkcyjnego lub bezpośrednio na wybranych zleceniach parametru – Generuj zatwierdzone dokumenty przy zamykaniu ZP. Schemat budowy procesu grupy drugiej, w wariancie 2 przedstawia rysunek
Działanie procesów predefiniowanych dla Zlecenia produkcyjnego
W kolejnych podpunktach przedstawiono przykłady wykorzystania procesów predefiniowanych do automatycznego planowania, automatycznej realizacji oraz automatycznego zamykania zleceń produkcyjnych. Podpunkt zawiera przykład zastosowania procesu do pełnej realizacji zlecenia produkcyjnego.W jaki sposób automatycznie zaplanować zlecenie produkcyjne
Aby automatycznie zaplanować zlecenie produkcyjne, należy aktywować parę procesów, zaznaczając na ich definicji parametr: Aktywny. Procesy służące do automatycznego planowania to:- Automatyczne planowanie zlecenia produkcyjnego, który na formatce Definicji procesów dostępny jest w gałęzi: Produkcja, dla obiektu: Zlecenie produkcyjne oraz
- Automatyczne planowanie zleceń produkcyjnych – inicjalizacja, który dostępny jest w gałęzi: Inne procesy.


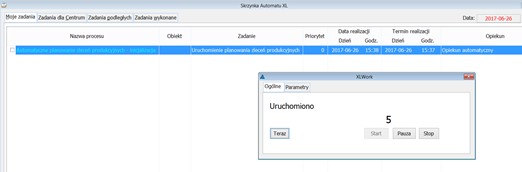
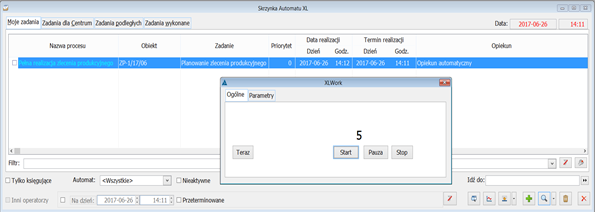
XL Work Automat jest uruchomiony i trwa odliczanie do wykonania kolejnych zadań. Działanie procesu wyszukującego zlecenia do zaplanowania zostanie zainicjowane przez ręczne dodanie tego procesu do Skrzynki Automatu XL.
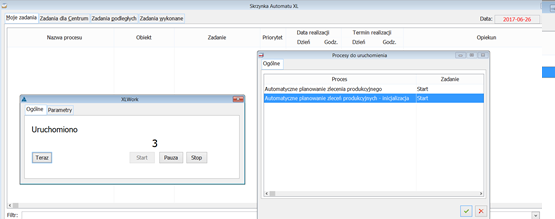
Zadanie: Uruchomienie planowania zleceń produkcyjnych zostanie wykonane zgodnie z Datą realizacji wyświetlaną w Skrzynce Automatu XL.
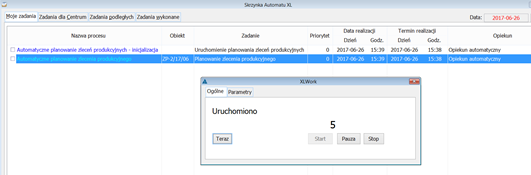
Jeżeli zadana Data realizacji zostanie osiągnięta, wykonane zostanie zadanie uruchomienia planowania zleceń produkcyjnych, czyli wywołany zostanie proces z odpowiadającą za to akcją kluczową. Proces: Automatyczne planowanie zleceń produkcyjnych - inicjalizacja wyszukał zlecenie ZP-2/17/06, które zostanie zaplanowane. Proces Automatyczne planowanie zlecenia produkcyjnego widoczny jest w Skrzynce Automatu XL z przypisanym obiektem, jakim jest ZP-2/17/06.

Należy pamiętać, że powyższym procesem można obsłużyć jednocześnie wiele zleceń, po spełnieniu warunków, które uruchomią dla nich opisane wyżej akcje kluczowe.
W jaki sposób automatycznie zrealizować zlecenie produkcyjne
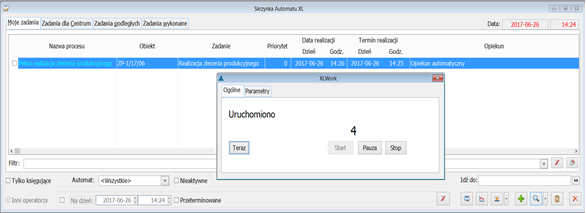
Aby automatycznie zrealizować zlecenie produkcyjne, należy w sposób analogiczny aktywować parę procesów:- Automatyczna realizacja zlecenia produkcyjnego, który na formatce Definicji procesów dostępny jest w gałęzi: Produkcja, dla obiektu: Zlecenie produkcyjne oraz
- Automatyczna realizacja zleceń produkcyjnych – inicjalizacja, który dostępny jest w gałęzi: Inne procesy.

Status automatycznie zrealizowanego zlecenia ZP-2/17/06 jest dostępny do podglądu na Liście zleceń produkcyjnych.

Należy pamiętać, że powyższym procesem można obsłużyć jednocześnie wiele zleceń, po spełnieniu warunków, które uruchomią dla nich opisane wyżej akcje kluczowe.
W jaki sposób automatycznie zamknąć zlecenie produkcyjne
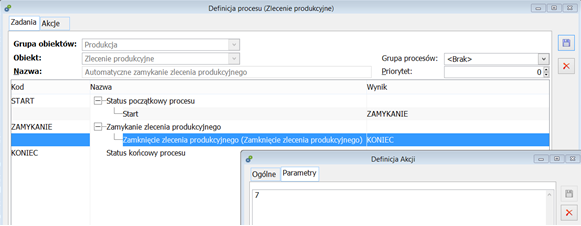
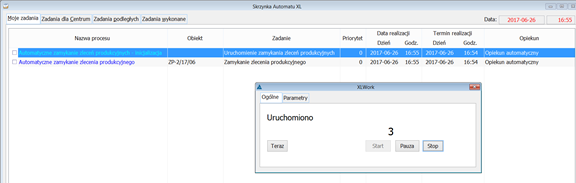
Aby automatycznie zamknąć zlecenie produkcyjne, należy w sposób analogiczny aktywować parę procesów: Automatyczne zamykanie zlecenia produkcyjnego, który na formatce Definicji procesów dostępny jest w gałęzi: Produkcja, dla obiektu: Zlecenie produkcyjne oraz Automatyczne zamykanie zleceń produkcyjnych – inicjalizacja, który dostępny jest w gałęzi: Inne procesy. Zlecenie zostanie zamknięte przez proces: Automatyczne zamykanie zlecenia produkcyjnego. Po tym, jak proces zostanie wywołany, wykona akcję kluczową, jaką jest zamykanie wybranego zlecenia produkcyjnego, po czym zakończy swoje działanie.
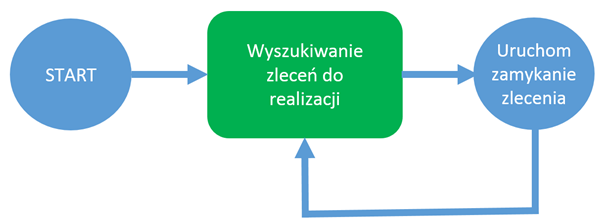
Zamknięcie wybranego zlecenia produkcyjnego jest głównym zadaniem procesu: Automatyczne zamykanie zleceń produkcyjnych – inicjalizacja. Jego akcja kluczowa polega na wyszukaniu zleceń do zamknięcia i uruchomieniu procesu, który to zamykanie wykona. Jako wynik swojego działania ma wskazane swoje zadanie główne, co oznacza cykliczne wyszukiwanie zleceń do zamykania i uruchamianie dla nich procesu Automatyczne zamykanie zlecenia produkcyjnego.

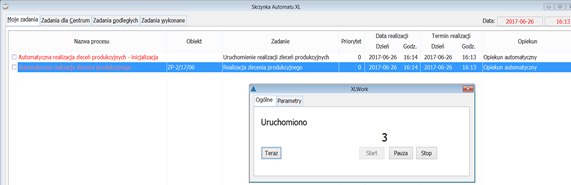
Proces: Automatyczne zamykanie zleceń produkcyjnych – inicjalizacja, został dodany do Skrzynki Automatu XL. Po wyszukaniu zlecenia spełniającego warunek – ZP-2/17/06 – automat uruchamia proces Automatyczne zamykanie zlecenia produkcyjnego dla tego zlecenia.

Należy pamiętać, że powyższym procesem można obsłużyć jednocześnie wiele zleceń, po spełnieniu warunków, które uruchomią dla nich opisane wyżej akcje kluczowe.
W jaki sposób przeprowadzić automatycznie pełną realizację zlecenia produkcyjnego
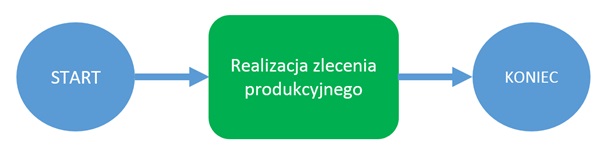
Aby przeprowadzić pełną realizację zlecenia produkcyjnego w sposób automatyczny, należy aktywować proces o nazwie: Pełna realizacja zlecenia produkcyjnego, który na formatce Definicji procesów dostępny jest w gałęzi: Produkcja, dla obiektu: Zlecenie produkcyjne. Proces: Pełna realizacja zlecenia produkcyjnego zostanie zainicjowany i trafi do Skrzynki Automatu XL w momencie zapisu nowego zlecenia produkcyjnego na Liście zleceń. Kolejne zadania procesu zostaną wykonane po kolei, w sposób automatyczny i niewymagający kontroli ze strony operatora. Schemat przedstawiający kolejno realizowane zadania procesu Pełna realizacja zlecenia produkcyjnego.
Struktura zadań i akcji kluczowych zawartych w definicji procesu Pełna realizacja zlecenia produkcyjnego.

Zadanie Planowanie zlecenia produkcyjnego należące do procesu: Pełna realizacja zlecenia produkcyjnego zostanie wykonane zgodnie z datą i godziną wyświetloną w kolumnie: Data realizacji. W podanym na rysunku przykładzie zlecenie ZP-1/17/06 zostanie zaplanowane 26 czerwca o godzinie 14:12. Po zaplanowaniu zlecenia Automat przejdzie do kolejnego zadania zdefiniowanego w procesie, jakim jest Realizacja zlecenia produkcyjnego.

Po zrealizowaniu zadania Zamykanie zlecenia produkcyjnego, proces zakończy swoje działanie. Zrealizowane zadania widoczne są w Skrzynce Automatu XL, na zakładce: Zadania wykonane.
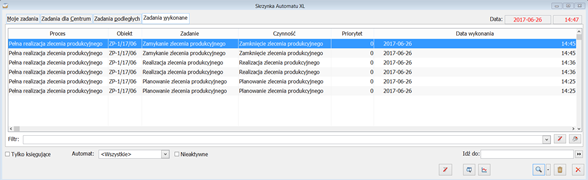
Rezultat działania procesu Pełna realizacja zlecenia produkcyjnego, w postaci zamkniętego zlecenia ZP-1/17/06, widoczny jest z poziomu listy zleceń produkcyjnych.

Należy pamiętać, że powyższym procesem można obsłużyć jednocześnie wiele zleceń, po spełnieniu warunków, które uruchomią dla nich opisane wyżej akcje kluczowe.
XL126 - Ogólne zasady korzystania z procesów w Produkcji
Parametryzowanie akcji dla procesów w Produkcji
Niektóre akcje kluczowe, udostępnione do budowania procesów w Produkcji, wymagają dodatkowej parametryzacji. Są to akcje, odzwierciedlające operacje, które można wykonywać różnymi metodami w systemie. Podczas wykorzystywania takich akcji do budowania procesów, w definicji akcji, na zakładce: Parametry , należy podać parametr, odpowiadający wybranej metodzie uruchomienia danej akcji: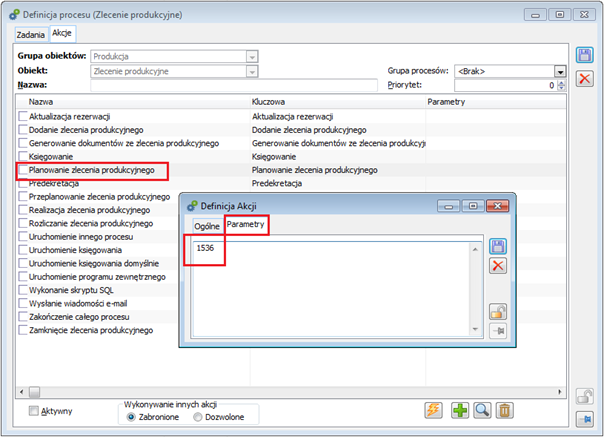
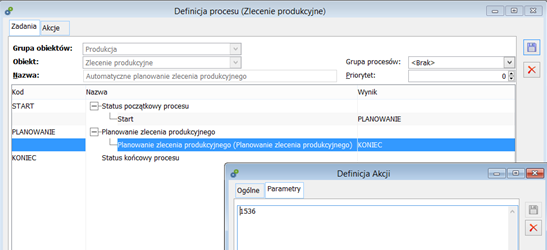
Parametry dla akcji: Planowanie zlecenia produkcyjnego
Wymienione poniżej numery są parametrami dla akcji: Planowanie zlecenia produkcyjnego, odpowiadającymi poszczególnym metodom planowania zleceń:- 1024 – Planowanie zgrubne
- 1280 – Planowanie uproszczone
- 1536 – Planowanie szczegółowe
- 1792 – Planowanie wszystkie zasoby
- 2048 – Planowanie całościowe zgrubne
- 2304 – Planowanie całościowe uproszczone
- 2560 – Planowanie całościowe szczegółowe
- 2816 – Planowanie całościowe wszystkie zasoby
Parametry dla akcji: Przeplanowanie zlecenia produkcyjnego
Wymienione poniżej numery są parametrami dla akcji: Przeplanowanie zlecenia produkcyjnego, odpowiadającymi poszczególnym metodom przeplanowania zleceń:- 4096 – Przeplanowywanie zgrubne
- 4352 – Przeplanowywanie uproszczone
- 4608 – Przeplanowywanie szczegółowe
- 4864 – Przeplanowywanie wszystkie zasoby
- 8192 – Przeplanowywanie konfliktów zgrubne
- 8448 – Przeplanowywanie konfliktów uproszczone
- 8704 – Przeplanowywanie konfliktów szczegółowe
- 8960 – Przeplanowywanie konfliktów wszystkie zasoby
- 16896 – Dobierz zasoby szczegółowo
- 17152 – Dobierz zasoby wszystkie
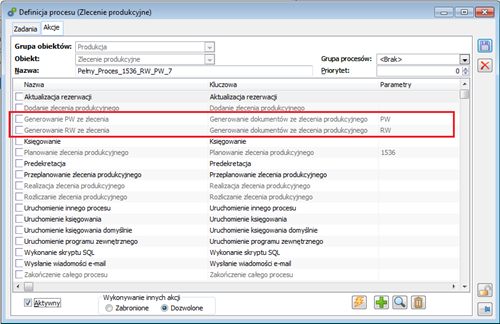
Parametry dla akcji: Generowanie dokumentów ze zlecenia produkcyjnego
Wymienione poniżej symbole dokumentów są parametrami dla akcji: Generowanie dokumentów ze zlecenia produkcyjnego:- RW 1 – Generowanie RW z planu, z ZP
- RW – Generowanie RW z ZP
- PW – Generowanie PW z ZP
Parametry dla akcji: Zamykanie zlecenia produkcyjnego
Wymienione poniżej numery są parametrami dla akcji: Zamykanie zlecenia produkcyjnego, odpowiadającymi poszczególnym metodom zamykania zleceń:- 7 – Zamknięcie zlecenia
- 8 – Zamknięcie niezrealizowanego zlecenia
- 9 – Zamknięcie zlecenia bez rozliczenia
- 10 – Zamknięcie niezrealizowanego zlecenia bez rozliczenia
Wielokrotne użycie akcji kluczowej: Generowanie dokumentów ze zlecenia produkcyjnego, w jednym procesie
Akcja kluczowa: Generowanie dokumentu z ZP, została przygotowana dla operacji:- Generowanie RW z planu, z ZP
- Generowanie RW z ZP
- Generowanie PW z ZP
Używanie tych samych akcji w wielu aktywnych procesach
Jeśli w systemie aktywnych jest wiele procesów i każdy z tych procesów wykorzystuje daną akcję kluczową, wówczas może dojść do sytuacji, w której dla uruchomionego procesu, jako kolejne zadania podpowiadają się również zadania z innego (aktywnego) procesu. Wynika to ze struktury samych procesów.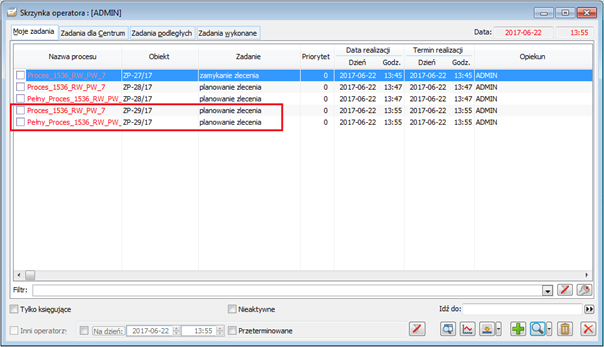
Procesy, które nie korzystają z akcji kluczowej: Dodanie zlecenia
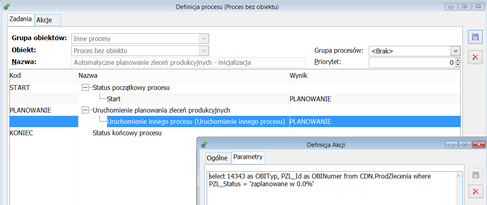
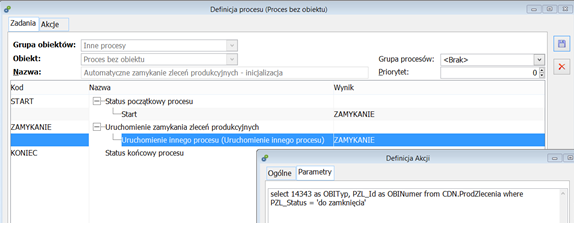
Jeśli chcemy, by w ramach procesu wykonywane były wybrane akcje dla dodanych już w systemie zleceń produkcyjnych, należy przekazać do takiego procesu, które to zlecenia mają podlegać dalszym czynnościom. W tym celu należy stworzyć osobny proces, który będzie korzystał z akcji kluczowej: Uruchomienie innego procesu. Dodatkowo w definicji akcji: Uruchomienie innego procesu, na zakładce: Parametry, należy wskazać parametr - zapytanie SQL, za pomocą którego będą „wskazywane” zlecenia, dla których ma zostać uruchomiony proces, natomiast na zakładce: Ogólne, w polu: Uruchamiany proces, należy wskazać ten proces, który ma zostać uruchomiony dla znalezionych zleceń.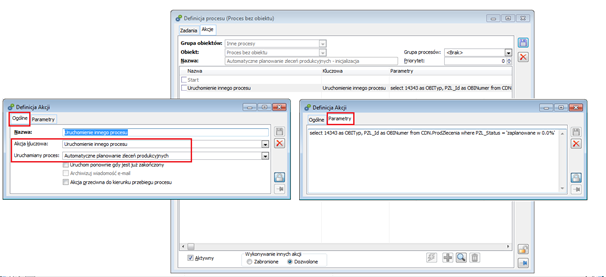
XL124 - Skróty klawiaturowe w module Produkcja
Wstęp
Dokument zawiera spis proponowanych skrótów klawiaturowych dla poszczególnych opcji, znajdujących się w popup menu, w module Produkcja. Skróty dotyczą wyłącznie opcji związanych ściśle z obiektami produkcyjnymi. W skrótach stosowany jest „lewy” Alt, natomiast Ctrl, Shift- dowolne. Jeśli w skrótach użyta jest cyfra, to nie należy jej wywoływać z poziomu klawiatury numerycznej, tylko z części „alfanumerycznej” Dodatkowo, aby skróty nie kolidowały, np. z lokatorem czy filtrem na liście, ich działanie ograniczone będzie ze względu na ustawienie kursora („focus”).Zlecenia produkcyjne
Lista ZP: :
Planowanie szczegółowe – <CTRL>+<S>
Planowanie uproszczone – <CTRL>+<U>
Planowanie zgrubne – <CTRL>+<G>
Planowanie wszystkie zasoby – <CTRL>+<W>
Planowanie całościowe szczegółowe – <CTRL>+<ALT>+<S>
Planowanie całościowe uproszczone – <CTRL>+<AlLT>+<U>
Planowanie całościowe zgrubne – <CTRL>+<ALT>+<G>
Planowanie całościowe wszystkie zasoby – <CTRL>+<ALT>+<W>
:
Planowanie szczegółowe – <CTRL>+<S>
Planowanie uproszczone – <CTRL>+<U>
Planowanie zgrubne – <CTRL>+<G>
Planowanie wszystkie zasoby – <CTRL>+<W>
Planowanie całościowe szczegółowe – <CTRL>+<ALT>+<S>
Planowanie całościowe uproszczone – <CTRL>+<AlLT>+<U>
Planowanie całościowe zgrubne – <CTRL>+<ALT>+<G>
Planowanie całościowe wszystkie zasoby – <CTRL>+<ALT>+<W>
 :
Przeplanowywanie szczegółowe – <ALT>+<S>
Przeplanowywanie uproszczone – <ALT>+<U>
Przeplanowywanie zgrubne – <Alt>+<G>
Przeplanowywanie wszystkie zasoby – <ALT>+<W>
Przeplanowywanie konfliktów szczegółowe – <ALT>+<SHIFT>+<S>
Przeplanowywanie konfliktów uproszczone – <ALT>+<SHIFT>+<U>
Przeplanowywanie konfliktów zgrubne – <ALT>+<SHIFT>+<G>
Przeplanowywanie konfliktów wszystkie zasoby – <ALT>+<SHIFT>+<W>
Dobierz zasoby szczegółowo – <SHIFT>+<S>
Dobierz zasoby wszystkie – <SHIFT>+<W>
Usuń plan ze zlecenia – <SHIFT>+<D>
Wyszukanie nowych terminów- szczegółowe – <ALT>+<T>
Wyszukanie nowych terminów- wszystkie zasoby – <ALT>+<A>
:
Przeplanowywanie szczegółowe – <ALT>+<S>
Przeplanowywanie uproszczone – <ALT>+<U>
Przeplanowywanie zgrubne – <Alt>+<G>
Przeplanowywanie wszystkie zasoby – <ALT>+<W>
Przeplanowywanie konfliktów szczegółowe – <ALT>+<SHIFT>+<S>
Przeplanowywanie konfliktów uproszczone – <ALT>+<SHIFT>+<U>
Przeplanowywanie konfliktów zgrubne – <ALT>+<SHIFT>+<G>
Przeplanowywanie konfliktów wszystkie zasoby – <ALT>+<SHIFT>+<W>
Dobierz zasoby szczegółowo – <SHIFT>+<S>
Dobierz zasoby wszystkie – <SHIFT>+<W>
Usuń plan ze zlecenia – <SHIFT>+<D>
Wyszukanie nowych terminów- szczegółowe – <ALT>+<T>
Wyszukanie nowych terminów- wszystkie zasoby – <ALT>+<A>
 :
Aktualizacja rezerwacji – <CTRL>+<SHIFT>+<Y>
Realizacja zleceń – <ALT>+<R>
Rozliczanie zleceń – <CTRL>+<Q>
Zamykanie zleceń – <CTRL>+<ALT>+<O>
Zamykanie niezrealizowanych zleceń – <CTRL>+<ALT>+<K>
Zamykanie zleceń bez rozliczenia – <CTRL>+<ALT>+<L>
Zamykanie niezrealizowanych zleceń bez rozliczenia – <CTRL>+<ALT>+<M>
Aktualizacja nr partii/seryjnych – <CTRL>+<ALT>+<R>
:
Aktualizacja rezerwacji – <CTRL>+<SHIFT>+<Y>
Realizacja zleceń – <ALT>+<R>
Rozliczanie zleceń – <CTRL>+<Q>
Zamykanie zleceń – <CTRL>+<ALT>+<O>
Zamykanie niezrealizowanych zleceń – <CTRL>+<ALT>+<K>
Zamykanie zleceń bez rozliczenia – <CTRL>+<ALT>+<L>
Zamykanie niezrealizowanych zleceń bez rozliczenia – <CTRL>+<ALT>+<M>
Aktualizacja nr partii/seryjnych – <CTRL>+<ALT>+<R>
 :
Wykres Gantt’a – <ALT>+<H>
Wykres Gantt’a- wg zasobów – <ALT>+<I>
Wykres Gantt’a- wg gniazd roboczych – <ALT>+<J>
:
Wykres Gantt’a – <ALT>+<H>
Wykres Gantt’a- wg zasobów – <ALT>+<I>
Wykres Gantt’a- wg gniazd roboczych – <ALT>+<J>
 :
Eksport akordów – <ALT>+<E>
Eksport czasu przepracowanego – <ALT>+<F>
:
Eksport akordów – <ALT>+<E>
Eksport czasu przepracowanego – <ALT>+<F>
 :
Rozchód wewnętrzny z planu – <CTRL>+<SHIFT>+<A>
Rozchód wewnętrzny – <CTRL>+<SHIFT>+<B>
Wydanie magazynowe z planu – <CTRL>+<SHIFT>+<C>
Wydanie magazynowe – <CTRL>+<SHIFT>+<D>
Zlecenie wydania z magazynu z planu – <CTRL>+<SHIFT>+<E>
Zlecenie wydania z magazynu – <CTRL>+<SHIFT>+<F>
Przychód wewnętrzny – <CTRL>+<SHIFT>+<G>
Przychód wewnętrzny po rozliczeniu zlecenia – <CTRL>+<SHIFT>+<H>
Przyjęcie magazynowe – <CTRL>+<SHIFT>+<I>
Awizo dostawy – <CTRL>+<SHIFT>+<J>
Korekta rozchodu wewnętrznego – <CTRL>+<SHIFT>+<K>
Korekta przychodu wewnętrznego – <CTRL>+<SHIFT>+<L>
Spinanie z pozycją dokumentu RW bez kontroli cechy – <CTRL>+<ALT>+<SHIFT>+<A>
Spinanie z pozycją dokumentu RW według cechy dostawy – <CTRL>+<ALT>+<SHIFT>+<B>
Spinanie z pozycją dokumentu RW według cechy towaru – <CTRL>+<ALT>+<SHIFT>+<C>
Spinanie z pozycją dokumentu PW bez kontroli cechy – <CTRL>+<ALT>+<SHIFT>+<D>
Spinanie z pozycją dokumentu PW według cechy towaru – <CTRL>+<ALT>+<SHIFT>+<E>
Wydanie na kooperację – <CTRL>+<SHIFT>+<M>
Przyjęcie z kooperacji – <CTRL>+<SHIFT>+<N>
Zamówienie na zakup – <CTRL>+<SHIFT>+<O>
Zamówienie wewnętrzne – <CTRL>+<SHIFT>+<P>
Zamówienie na kooperację – <CTRL>+<SHIFT>+<R>
:
Rozchód wewnętrzny z planu – <CTRL>+<SHIFT>+<A>
Rozchód wewnętrzny – <CTRL>+<SHIFT>+<B>
Wydanie magazynowe z planu – <CTRL>+<SHIFT>+<C>
Wydanie magazynowe – <CTRL>+<SHIFT>+<D>
Zlecenie wydania z magazynu z planu – <CTRL>+<SHIFT>+<E>
Zlecenie wydania z magazynu – <CTRL>+<SHIFT>+<F>
Przychód wewnętrzny – <CTRL>+<SHIFT>+<G>
Przychód wewnętrzny po rozliczeniu zlecenia – <CTRL>+<SHIFT>+<H>
Przyjęcie magazynowe – <CTRL>+<SHIFT>+<I>
Awizo dostawy – <CTRL>+<SHIFT>+<J>
Korekta rozchodu wewnętrznego – <CTRL>+<SHIFT>+<K>
Korekta przychodu wewnętrznego – <CTRL>+<SHIFT>+<L>
Spinanie z pozycją dokumentu RW bez kontroli cechy – <CTRL>+<ALT>+<SHIFT>+<A>
Spinanie z pozycją dokumentu RW według cechy dostawy – <CTRL>+<ALT>+<SHIFT>+<B>
Spinanie z pozycją dokumentu RW według cechy towaru – <CTRL>+<ALT>+<SHIFT>+<C>
Spinanie z pozycją dokumentu PW bez kontroli cechy – <CTRL>+<ALT>+<SHIFT>+<D>
Spinanie z pozycją dokumentu PW według cechy towaru – <CTRL>+<ALT>+<SHIFT>+<E>
Wydanie na kooperację – <CTRL>+<SHIFT>+<M>
Przyjęcie z kooperacji – <CTRL>+<SHIFT>+<N>
Zamówienie na zakup – <CTRL>+<SHIFT>+<O>
Zamówienie wewnętrzne – <CTRL>+<SHIFT>+<P>
Zamówienie na kooperację – <CTRL>+<SHIFT>+<R>
 Zlecenie produkcyjne na materiały – <ALT>+<K>
Zlecenie produkcyjne na półprodukty – <ALT>+<L>
Dokument ZP/Ogólne:
Zlecenie produkcyjne na materiały – <ALT>+<K>
Zlecenie produkcyjne na półprodukty – <ALT>+<L>
Dokument ZP/Ogólne:
 :
Planowanie szczegółowe – <CTRL>+<S>
Planowanie uproszczone – <CTRL>+<U>
Planowanie zgrubne – <CTRL>+<G>
Planowanie wszystkie zasoby – <CTRL>+<W>
Planowanie całościowe szczegółowe – <CTRL>+<ALT>+<S>
Planowanie całościowe uproszczone – <CTRL>+<ALT>+<U>
Planowanie całościowe zgrubne – <CTRL>+<ALT>+<G>
Planowanie całościowe wszystkie zasoby – <CTRL>+<ALT>+<W>
:
Planowanie szczegółowe – <CTRL>+<S>
Planowanie uproszczone – <CTRL>+<U>
Planowanie zgrubne – <CTRL>+<G>
Planowanie wszystkie zasoby – <CTRL>+<W>
Planowanie całościowe szczegółowe – <CTRL>+<ALT>+<S>
Planowanie całościowe uproszczone – <CTRL>+<ALT>+<U>
Planowanie całościowe zgrubne – <CTRL>+<ALT>+<G>
Planowanie całościowe wszystkie zasoby – <CTRL>+<ALT>+<W>
 :
Przeplanowywanie szczegółowe – <ALT>+<S>
Przeplanowywanie uproszczone – <ALT>+<U>
Przeplanowywanie zgrubne – <ALT>+<G>
Przeplanowywanie wszystkie zasoby – <ALT>+<W>
Przeplanowywanie konfliktów szczegółowe – <ALT>+<SHIFT>+<S>
Przeplanowywanie konfliktów uproszczone – <ALT>+<SHIFT>+<U>
Przeplanowywanie konfliktów zgrubne – <ALT>+<SHIFT>+<G>
Przeplanowywanie konfliktów wszystkie zasoby – <ALT>+<SHIFT>+<W>
Dobierz zasoby szczegółowo – <SHIFT>+<S>
Dobierz zasoby wszystkie – <SHIFT>+<W>
Wyszukanie nowych terminów- szczegółowe – <Alt>+<T>
Wyszukanie nowych terminów- wszystkie zasoby – <ALT>+<A>
:
Przeplanowywanie szczegółowe – <ALT>+<S>
Przeplanowywanie uproszczone – <ALT>+<U>
Przeplanowywanie zgrubne – <ALT>+<G>
Przeplanowywanie wszystkie zasoby – <ALT>+<W>
Przeplanowywanie konfliktów szczegółowe – <ALT>+<SHIFT>+<S>
Przeplanowywanie konfliktów uproszczone – <ALT>+<SHIFT>+<U>
Przeplanowywanie konfliktów zgrubne – <ALT>+<SHIFT>+<G>
Przeplanowywanie konfliktów wszystkie zasoby – <ALT>+<SHIFT>+<W>
Dobierz zasoby szczegółowo – <SHIFT>+<S>
Dobierz zasoby wszystkie – <SHIFT>+<W>
Wyszukanie nowych terminów- szczegółowe – <Alt>+<T>
Wyszukanie nowych terminów- wszystkie zasoby – <ALT>+<A>
 :
Aktualizacja rezerwacji – <CTRL>+<SHIFT>+<Y>
Realizacja zleceń – <ALT>+<R>
Rozliczanie zleceń – <CTRL>+<Q>
Zamykanie zleceń – <CTRL>+<ALT>+<O>
Zamykanie niezrealizowanych zleceń – <CTRL>+<ALT>+<K>
Zamykanie zleceń bez rozliczenia – <CTRL>+<ALT>+<L>
Zamykanie niezrealizowanych zleceń bez rozliczenia – <CTRL>+<ALT>+<M>
Otwarcie zlecenia – <CTRL>+<ALT>+<N>
:
Aktualizacja rezerwacji – <CTRL>+<SHIFT>+<Y>
Realizacja zleceń – <ALT>+<R>
Rozliczanie zleceń – <CTRL>+<Q>
Zamykanie zleceń – <CTRL>+<ALT>+<O>
Zamykanie niezrealizowanych zleceń – <CTRL>+<ALT>+<K>
Zamykanie zleceń bez rozliczenia – <CTRL>+<ALT>+<L>
Zamykanie niezrealizowanych zleceń bez rozliczenia – <CTRL>+<ALT>+<M>
Otwarcie zlecenia – <CTRL>+<ALT>+<N>
 :
Rozchód wewnętrzny z planu – <CTRL>+<SHIFT>+<A>
Rozchód wewnętrzny – <CTRL>+<SHIFT>+<B>
Wydanie magazynowe z planu – <CTRL>+<SHIFT>+<C>
Wydanie magazynowe – <CTRL>+<SHIFT>+<D>
Zlecenie wydania z magazynu z planu – <CTRL>+<SHIFT>+<E>
Zlecenie wydania z magazynu – <CTRL>+<SHIFT>+<F>
Przychód wewnętrzny – <CTRL>+<SHIFT>+<G>
Przychód wewnętrzny po rozliczeniu zlecenia – <CTRL>+<SHIFT>+<H>
Przyjęcie magazynowe – <CTRL>+<SHIFT>+<I>
Awizo dostawy – <CTRL>+<SHIFT>+<J>
Korekta rozchodu wewnętrznego – <CTRL>+<SHIFT>+<K>
Korekta przychodu wewnętrznego – <CTRL>+<SHIFT>+<L>
Spinanie z pozycją dokumentu RW bez kontroli cechy – <CTRL>+<ALT>+<SHIFT>+<A>
Spinanie z pozycją dokumentu RW według cechy dostawy – <CTRL>+<ALT>+<SHIFT>+<B>
Spinanie z pozycją dokumentu RW według cechy towaru – <CTRL>+<ALT>+<SHIFT>+<C>
Spinanie z pozycją dokumentu PW bez kontroli cechy – <CTRL>+<ALT>+<SHIFT>+<D>
Spinanie z pozycją dokumentu PW według cechy towaru – <CTRL>+<ALT>+<SHIFT>+<E>
Wydanie na kooperację – <CTRL>+<SHIFT>+<M>
Przyjęcie z kooperacji – <CTRL>+<SHIFT>+<N>
Zamówienie na zakup – <CTRL>+<SHIFT>+<O>
Zamówienie wewnętrzne – <CTRL>+<SHIFT>+<P>
Zamówienie na kooperację – <CTRL>+<SHIFT>+<R>
:
Rozchód wewnętrzny z planu – <CTRL>+<SHIFT>+<A>
Rozchód wewnętrzny – <CTRL>+<SHIFT>+<B>
Wydanie magazynowe z planu – <CTRL>+<SHIFT>+<C>
Wydanie magazynowe – <CTRL>+<SHIFT>+<D>
Zlecenie wydania z magazynu z planu – <CTRL>+<SHIFT>+<E>
Zlecenie wydania z magazynu – <CTRL>+<SHIFT>+<F>
Przychód wewnętrzny – <CTRL>+<SHIFT>+<G>
Przychód wewnętrzny po rozliczeniu zlecenia – <CTRL>+<SHIFT>+<H>
Przyjęcie magazynowe – <CTRL>+<SHIFT>+<I>
Awizo dostawy – <CTRL>+<SHIFT>+<J>
Korekta rozchodu wewnętrznego – <CTRL>+<SHIFT>+<K>
Korekta przychodu wewnętrznego – <CTRL>+<SHIFT>+<L>
Spinanie z pozycją dokumentu RW bez kontroli cechy – <CTRL>+<ALT>+<SHIFT>+<A>
Spinanie z pozycją dokumentu RW według cechy dostawy – <CTRL>+<ALT>+<SHIFT>+<B>
Spinanie z pozycją dokumentu RW według cechy towaru – <CTRL>+<ALT>+<SHIFT>+<C>
Spinanie z pozycją dokumentu PW bez kontroli cechy – <CTRL>+<ALT>+<SHIFT>+<D>
Spinanie z pozycją dokumentu PW według cechy towaru – <CTRL>+<ALT>+<SHIFT>+<E>
Wydanie na kooperację – <CTRL>+<SHIFT>+<M>
Przyjęcie z kooperacji – <CTRL>+<SHIFT>+<N>
Zamówienie na zakup – <CTRL>+<SHIFT>+<O>
Zamówienie wewnętrzne – <CTRL>+<SHIFT>+<P>
Zamówienie na kooperację – <CTRL>+<SHIFT>+<R>
 :
Dodaj produkt – <SHIFT>+<P>
Dodaj listę produktów – <SHIFT>+<L>
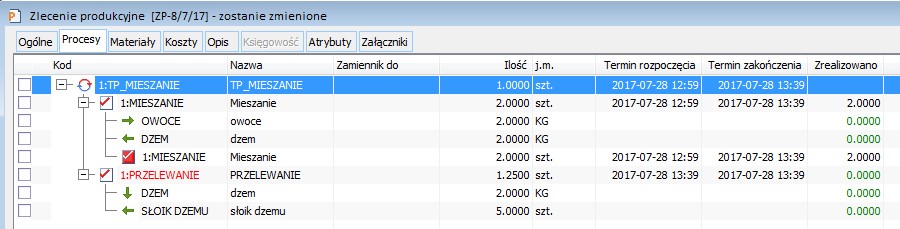
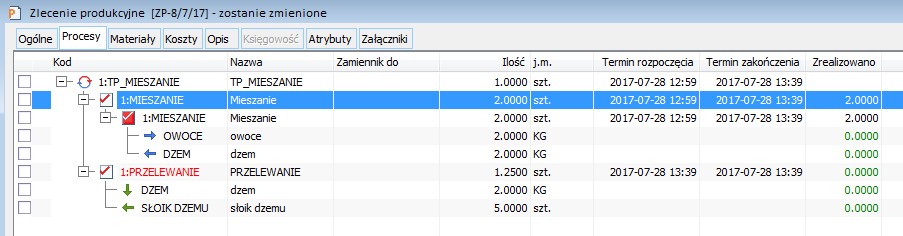
Pozycja zlecenia produkcyjnego- zostanie zmieniona/Ogólne:
:
Dodaj produkt – <SHIFT>+<P>
Dodaj listę produktów – <SHIFT>+<L>
Pozycja zlecenia produkcyjnego- zostanie zmieniona/Ogólne:
 Planuj od teraz – <ALT>+<N>
Konkretna data – <ALT>+<D>
Planuj od teraz – <ALT>+<N>
Konkretna data – <ALT>+<D>
 Kontrahent z listy – <CTRL>+<L>
Kontrahent jednorazowy – <CTRL>+<K>
Kontrahent z listy – <CTRL>+<L>
Kontrahent jednorazowy – <CTRL>+<K>
 Kontrahent z listy – <ALT>+<SHIFT>+<L>
Kontrahent jednorazowy – <ALT>+<SHIFT>+<K>
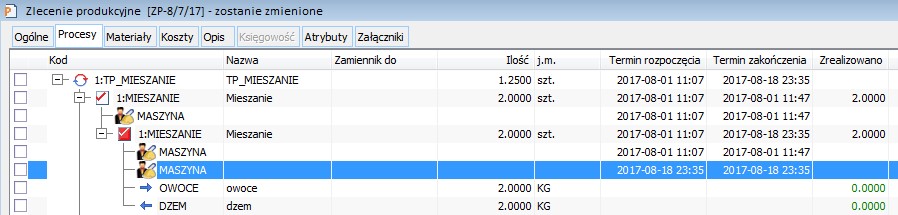
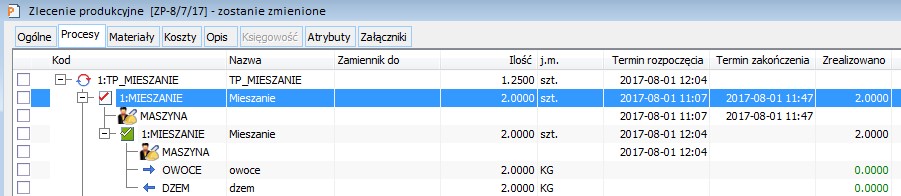
Dokument ZP/Procesy:
Kontrahent z listy – <ALT>+<SHIFT>+<L>
Kontrahent jednorazowy – <ALT>+<SHIFT>+<K>
Dokument ZP/Procesy:
 Planuj od teraz – <ALT>+<N>
Konkretna data – <ALT>+<D>
Planuj od teraz – <ALT>+<N>
Konkretna data – <ALT>+<D>
 :
Planowanie szczegółowe – <CTRL>+<S>
Planowanie uproszczone – <CTRL>+<U>
Planowanie zgrubne – <CTRL>+<G>
Planowanie wszystkie zasoby – <CTRL>+<W>
Planowanie całościowe szczegółowe – <CTRL>+<ALT>+<S>
Planowanie całościowe uproszczone – <CTRL>+<ALT>+<U>
Planowanie całościowe zgrubne – <CTRL>+<ALT>+<G>
Planowanie całościowe wszystkie zasoby – <CTRL>+<ALT>+<W>
:
Planowanie szczegółowe – <CTRL>+<S>
Planowanie uproszczone – <CTRL>+<U>
Planowanie zgrubne – <CTRL>+<G>
Planowanie wszystkie zasoby – <CTRL>+<W>
Planowanie całościowe szczegółowe – <CTRL>+<ALT>+<S>
Planowanie całościowe uproszczone – <CTRL>+<ALT>+<U>
Planowanie całościowe zgrubne – <CTRL>+<ALT>+<G>
Planowanie całościowe wszystkie zasoby – <CTRL>+<ALT>+<W>
 :
Przeplanowywanie szczegółowe – <ALT>+<S>
Przeplanowywanie uproszczone – <ALT>+<U>
Przeplanowywanie zgrubne – <ALT>+<Z>
Przeplanowywanie wszystkie zasoby – <ALT>+<W>
Przeplanowywanie konfliktów szczegółowe – <ALT>+<SHIFT>+<S>
Przeplanowywanie konfliktów uproszczone – <ALT>+<SHIFT>+<U>
Przeplanowywanie konfliktów zgrubne – <ALT>+<SHIFT>+<G>
Przeplanowywanie konfliktów wszystkie zasoby – <ALT>+<SHIFT>+<W>
Dobierz zasoby szczegółowo – <SHIFT>+<S>
Dobierz zasoby wszystkie – <SHIFT>+<W>
Wyszukanie nowych terminów- szczegółowe – <ALT>+<T>
Wyszukanie nowych terminów- wszystkie zasoby – <ALT>+<A>
:
Przeplanowywanie szczegółowe – <ALT>+<S>
Przeplanowywanie uproszczone – <ALT>+<U>
Przeplanowywanie zgrubne – <ALT>+<Z>
Przeplanowywanie wszystkie zasoby – <ALT>+<W>
Przeplanowywanie konfliktów szczegółowe – <ALT>+<SHIFT>+<S>
Przeplanowywanie konfliktów uproszczone – <ALT>+<SHIFT>+<U>
Przeplanowywanie konfliktów zgrubne – <ALT>+<SHIFT>+<G>
Przeplanowywanie konfliktów wszystkie zasoby – <ALT>+<SHIFT>+<W>
Dobierz zasoby szczegółowo – <SHIFT>+<S>
Dobierz zasoby wszystkie – <SHIFT>+<W>
Wyszukanie nowych terminów- szczegółowe – <ALT>+<T>
Wyszukanie nowych terminów- wszystkie zasoby – <ALT>+<A>
 :
Aktualizacja rezerwacji – <CTRL>+<SHIFT>+<Y>
Realizacja zleceń – <ALT>+<R>
Rozliczanie zleceń – <CTRL>+<Q>
Zamykanie zleceń – <CTRL>+<ALT>+<O>
Zamykanie niezrealizowanych zleceń – <CTRL>+<ALT>+<K>
Zamykanie zleceń bez rozliczenia – <CTRL>+<ALT>+<L>
Zamykanie niezrealizowanych zleceń bez rozliczenia – <CTRL>+<ALT>+<M>
Otwarcie zlecenia – <CTRL>+<ALT>+<N>
:
Aktualizacja rezerwacji – <CTRL>+<SHIFT>+<Y>
Realizacja zleceń – <ALT>+<R>
Rozliczanie zleceń – <CTRL>+<Q>
Zamykanie zleceń – <CTRL>+<ALT>+<O>
Zamykanie niezrealizowanych zleceń – <CTRL>+<ALT>+<K>
Zamykanie zleceń bez rozliczenia – <CTRL>+<ALT>+<L>
Zamykanie niezrealizowanych zleceń bez rozliczenia – <CTRL>+<ALT>+<M>
Otwarcie zlecenia – <CTRL>+<ALT>+<N>
 :
Rozchód wewnętrzny z planu – <CTRL>+<SHIFT>+<A>
Rozchód wewnętrzny – <CTRL>+<SHIFT>+<B>
Wydanie magazynowe z planu – <CTRL>+<SHIFT>+<C>
Wydanie magazynowe – <CTRL>+<SHIFT>+<D>
Zlecenie wydania z magazynu z planu – <CTRL>+<SHIFT>+<E>
Zlecenie wydania z magazynu – <CTRL>+<SHIFT>+<F>
Przychód wewnętrzny – <CTRL>+<SHIFT>+<G>
Przychód wewnętrzny po rozliczeniu zlecenia – <CTRL>+<SHIFT>+<H>
Przyjęcie magazynowe – <CTRL>+<SHIFT>+<I>
Awizo dostawy – <CTRL>+<SHIFT>+<J>
Korekta rozchodu wewnętrznego – <CTRL>+<SHIFT>+<K>
Korekta przychodu wewnętrznego – <CTRL>+<SHIFT>+<L>
Spinanie z pozycją dokumentu RW bez kontroli cechy – <CTRL>+<ALT>+<SHIFT>+<A>
Spinanie z pozycją dokumentu RW według cechy dostawy – <CTRL>+<ALT>+<SHIFT>+<B>
Spinanie z pozycją dokumentu RW według cechy towaru – <CTRL>+<ALT>+<SHIFT>+<C>
Spinanie z pozycją dokumentu PW bez kontroli cechy – <CTRL>+<ALT>+<SHIFT>+<D>
Spinanie z pozycją dokumentu PW według cechy towaru – <CTRL>+<ALT>+<SHIFT>+<E>
Wydanie na kooperację – <CTRL>+<SHIFT>+<M>
Przyjęcie z kooperacji – <CTRL>+<SHIFT>+<N>
Zamówienie na zakup – <CTRL>+<SHIFT>+<O>
Zamówienie wewnętrzne – <CTRL>+<SHIFT>+<P>
Zamówienie na kooperację – <Ctrl>+<SHIFT>+<R>
:
Rozchód wewnętrzny z planu – <CTRL>+<SHIFT>+<A>
Rozchód wewnętrzny – <CTRL>+<SHIFT>+<B>
Wydanie magazynowe z planu – <CTRL>+<SHIFT>+<C>
Wydanie magazynowe – <CTRL>+<SHIFT>+<D>
Zlecenie wydania z magazynu z planu – <CTRL>+<SHIFT>+<E>
Zlecenie wydania z magazynu – <CTRL>+<SHIFT>+<F>
Przychód wewnętrzny – <CTRL>+<SHIFT>+<G>
Przychód wewnętrzny po rozliczeniu zlecenia – <CTRL>+<SHIFT>+<H>
Przyjęcie magazynowe – <CTRL>+<SHIFT>+<I>
Awizo dostawy – <CTRL>+<SHIFT>+<J>
Korekta rozchodu wewnętrznego – <CTRL>+<SHIFT>+<K>
Korekta przychodu wewnętrznego – <CTRL>+<SHIFT>+<L>
Spinanie z pozycją dokumentu RW bez kontroli cechy – <CTRL>+<ALT>+<SHIFT>+<A>
Spinanie z pozycją dokumentu RW według cechy dostawy – <CTRL>+<ALT>+<SHIFT>+<B>
Spinanie z pozycją dokumentu RW według cechy towaru – <CTRL>+<ALT>+<SHIFT>+<C>
Spinanie z pozycją dokumentu PW bez kontroli cechy – <CTRL>+<ALT>+<SHIFT>+<D>
Spinanie z pozycją dokumentu PW według cechy towaru – <CTRL>+<ALT>+<SHIFT>+<E>
Wydanie na kooperację – <CTRL>+<SHIFT>+<M>
Przyjęcie z kooperacji – <CTRL>+<SHIFT>+<N>
Zamówienie na zakup – <CTRL>+<SHIFT>+<O>
Zamówienie wewnętrzne – <CTRL>+<SHIFT>+<P>
Zamówienie na kooperację – <Ctrl>+<SHIFT>+<R>
 :
Wykres Gantt’a – <ALT>+<H>
Wykres Gantt’a- wg zasobów – <ALT>+<I>
Wykres Gantt’a- wg gniazd roboczych – <ALT>+<J>
:
Wykres Gantt’a – <ALT>+<H>
Wykres Gantt’a- wg zasobów – <ALT>+<I>
Wykres Gantt’a- wg gniazd roboczych – <ALT>+<J>
 :
Dodaj proces – <ALT>+<P>
Dodaj operację z technologii – <ALT>+<O>
Dodaj nową operację – <ALT>+<SHIFT>+<O>
Realizuj termin – <SHIFT>+<A>
Realizuj etap – <SHIFT>+<E>
Realizuj wszystkie – <SHIFT>+<B>
Realizuj termin bez edycji – <SHIF>+<F>
Realizuj wszystkie bez edycji – <SHIFT>+<G>
Realizuj pozostałe – <SHIFT>+<H>
Wykonaj zabieg – <CTRL>+<X>
Anuluj wykonanie zabiegu – <CTRL>+<Y>
Dokument ZP/Materiały:
:
Dodaj proces – <ALT>+<P>
Dodaj operację z technologii – <ALT>+<O>
Dodaj nową operację – <ALT>+<SHIFT>+<O>
Realizuj termin – <SHIFT>+<A>
Realizuj etap – <SHIFT>+<E>
Realizuj wszystkie – <SHIFT>+<B>
Realizuj termin bez edycji – <SHIF>+<F>
Realizuj wszystkie bez edycji – <SHIFT>+<G>
Realizuj pozostałe – <SHIFT>+<H>
Wykonaj zabieg – <CTRL>+<X>
Anuluj wykonanie zabiegu – <CTRL>+<Y>
Dokument ZP/Materiały:
 :
Rozchód wewnętrzny z planu – <CTRL>+<SHIFT>+<A>
Rozchód wewnętrzny – <CTRL>+<SHIFT>+<B>
Wydanie magazynowe z planu – <CTRL>+<SHIFT>+<C>
Wydanie magazynowe – <CTRL>+<SHIFT>+<D>
Zlecenie wydania z magazynu z planu – <CTRL>+<SHIFT>+<E>
Zlecenie wydania z magazynu – <CTRL>+<SHIFT>+<F>
Korekta rozchodu wewnętrznego – <CTRL>+<SHIFT>+<K>
Spinanie z pozycją dokumentu RW bez kontroli cechy – <CTRL>+<ALT>+<SHIFT>+<A>
Spinanie z pozycją dokumentu RW według cechy dostawy – <CTRL>+<ALT>+<SHIFT>+<B>
Spinanie z pozycją dokumentu RW według cechy towaru – <CTRL>+<ALT>+<SHIFT>+<C>
Zamówienie na zakup – <CTRL>+<SHIFT>+<O>
Zamówienie wewnętrzne – <CTRL>+<SHIFT>+<P>
Proces zlecenia produkcyjnego/Ogólne:
:
Rozchód wewnętrzny z planu – <CTRL>+<SHIFT>+<A>
Rozchód wewnętrzny – <CTRL>+<SHIFT>+<B>
Wydanie magazynowe z planu – <CTRL>+<SHIFT>+<C>
Wydanie magazynowe – <CTRL>+<SHIFT>+<D>
Zlecenie wydania z magazynu z planu – <CTRL>+<SHIFT>+<E>
Zlecenie wydania z magazynu – <CTRL>+<SHIFT>+<F>
Korekta rozchodu wewnętrznego – <CTRL>+<SHIFT>+<K>
Spinanie z pozycją dokumentu RW bez kontroli cechy – <CTRL>+<ALT>+<SHIFT>+<A>
Spinanie z pozycją dokumentu RW według cechy dostawy – <CTRL>+<ALT>+<SHIFT>+<B>
Spinanie z pozycją dokumentu RW według cechy towaru – <CTRL>+<ALT>+<SHIFT>+<C>
Zamówienie na zakup – <CTRL>+<SHIFT>+<O>
Zamówienie wewnętrzne – <CTRL>+<SHIFT>+<P>
Proces zlecenia produkcyjnego/Ogólne:
 Planuj od teraz – <ALT>+<N>
Konkretna data – <ALT>+<D>
Operacja-Edycja/Operacje powiązane
Planuj od teraz – <ALT>+<N>
Konkretna data – <ALT>+<D>
Operacja-Edycja/Operacje powiązane
 :
Wykres Gantt’a – <ALT>+<H>
Wykres Gantt’a- wg zasobów – <ALT>+<I>
Wykres Gantt’a- wg gniazd roboczych – <ALT>+<J>
:
Wykres Gantt’a – <ALT>+<H>
Wykres Gantt’a- wg zasobów – <ALT>+<I>
Wykres Gantt’a- wg gniazd roboczych – <ALT>+<J>
 :
Przeplanowywanie szczegółowe – <ALT>+<S>
Przeplanowywanie uproszczone – <ALT>+<U>
Przeplanowywanie zgrubne – <ALT>+<G>
Przeplanowywanie wszystkie zasoby – <ALT>+<W>
Przeplanowywanie konfliktów szczegółowe – <ALT>+<SHIFT>+<S>
Przeplanowywanie konfliktów uproszczone – <ALT>+<SHIFT>+<U>
Przeplanowywanie konfliktów zgrubne – <ALT>+<SHIFT>+<G>
Przeplanowywanie konfliktów wszystkie zasoby – <ALT>+<SHIFT>+<W>
Dobierz zasoby szczegółowo – <SHIFT>+<S>
Dobierz zasoby wszystkie – <SHIFT>+<W>
Operacja-Edycja/Zasoby
:
Przeplanowywanie szczegółowe – <ALT>+<S>
Przeplanowywanie uproszczone – <ALT>+<U>
Przeplanowywanie zgrubne – <ALT>+<G>
Przeplanowywanie wszystkie zasoby – <ALT>+<W>
Przeplanowywanie konfliktów szczegółowe – <ALT>+<SHIFT>+<S>
Przeplanowywanie konfliktów uproszczone – <ALT>+<SHIFT>+<U>
Przeplanowywanie konfliktów zgrubne – <ALT>+<SHIFT>+<G>
Przeplanowywanie konfliktów wszystkie zasoby – <ALT>+<SHIFT>+<W>
Dobierz zasoby szczegółowo – <SHIFT>+<S>
Dobierz zasoby wszystkie – <SHIFT>+<W>
Operacja-Edycja/Zasoby
 :
Zablokuj wszystkie zasoby – <CTRL>+<ALT>+<A>
Zablokuj zaznaczony zasób – <CTRL>+<ALT>+<B>
:
Zablokuj wszystkie zasoby – <CTRL>+<ALT>+<A>
Zablokuj zaznaczony zasób – <CTRL>+<ALT>+<B>
 :
Odblokuj wszystkie zasoby – <ALT>+<SHIFT>+<A>
Odblokuj zaznaczony zasób – <ALT>+<SHIFT>+<B>
:
Odblokuj wszystkie zasoby – <ALT>+<SHIFT>+<A>
Odblokuj zaznaczony zasób – <ALT>+<SHIFT>+<B>
 :
Przeplanowywanie szczegółowe – <ALT>+<S>
Przeplanowywanie wszystkie zasoby – <ALT>+<W>
Dobierz zasoby szczegółowo – <SHIFT>+<S>
Dobierz zasoby wszystkie – <SHIFT>+<W>
Operacja-Edycja/Związane
:
Przeplanowywanie szczegółowe – <ALT>+<S>
Przeplanowywanie wszystkie zasoby – <ALT>+<W>
Dobierz zasoby szczegółowo – <SHIFT>+<S>
Dobierz zasoby wszystkie – <SHIFT>+<W>
Operacja-Edycja/Związane
 :
Rozchód wewnętrzny z planu – <CTRL>+<SHIFT>+<A>
Wydanie magazynowe z planu – <CTRL>+<SHIFT>+<C>
Zlecenie wydania z magazynu z planu – <CTRL>+<SHIFT>+<E>
Edycja półproduktu/Ogólne:
:
Rozchód wewnętrzny z planu – <CTRL>+<SHIFT>+<A>
Wydanie magazynowe z planu – <CTRL>+<SHIFT>+<C>
Zlecenie wydania z magazynu z planu – <CTRL>+<SHIFT>+<E>
Edycja półproduktu/Ogólne:
 :
Pokaż operację – <CTRL>+<ALT>+<SHIFT>+<O>
Pokaż zlecenie – <CTRL>+<ALT>+<SHIFT>+<P>
Realizacja operacji-edycja/Materiały
:
Pokaż operację – <CTRL>+<ALT>+<SHIFT>+<O>
Pokaż zlecenie – <CTRL>+<ALT>+<SHIFT>+<P>
Realizacja operacji-edycja/Materiały
 :
Rozchód wewnętrzny – <CTRL>+<SHIFT>+<B>
Wydanie magazynowe – <CTRL>+<SHIFT>+<D>
Zlecenie wydania z magazynu – <CTRL>+<SHIFT>+<F>
Korekta rozchodu wewnętrznego – <CTRL>+<SHIFT>+<K>
Spinanie z pozycją dokumentu RW bez kontroli cechy – <CTRL>+<ALT>+<SHIFT>+<A>
Spinanie z pozycją dokumentu RW według cechy dostawy – <CTRL>+<ALT>+<SHIFT>+<B>
Spinanie z pozycją dokumentu RW według cechy towaru – <CTRL>+<ALT>+<SHIFT>+<C>
Wydanie na kooperację – <CTRL>+<SHIFT>+<M>
:
Rozchód wewnętrzny – <CTRL>+<SHIFT>+<B>
Wydanie magazynowe – <CTRL>+<SHIFT>+<D>
Zlecenie wydania z magazynu – <CTRL>+<SHIFT>+<F>
Korekta rozchodu wewnętrznego – <CTRL>+<SHIFT>+<K>
Spinanie z pozycją dokumentu RW bez kontroli cechy – <CTRL>+<ALT>+<SHIFT>+<A>
Spinanie z pozycją dokumentu RW według cechy dostawy – <CTRL>+<ALT>+<SHIFT>+<B>
Spinanie z pozycją dokumentu RW według cechy towaru – <CTRL>+<ALT>+<SHIFT>+<C>
Wydanie na kooperację – <CTRL>+<SHIFT>+<M>
 :
Przychód wewnętrzny – <CTRL>+<SHIFT>+<G>
Przyjęcie magazynowe – <CTRL>+<SHIFT>+<I>
Awizo dostawy – <CTRL>+<SHIFT>+<J>
Korekta przychodu wewnętrznego – <CTRL>+<SHIFT>+<L>
Spinanie z pozycją dokumentu PW bez kontroli cechy – <CTRL>+<ALT>+<SHIFT>+<D>
Spinanie z pozycją dokumentu PW według cechy towaru – <CTRL>+<ALT>+<SHIFT>+<E>
Przyjęcie z kooperacji – <CTRL>+<SHIFT>+<N>
Realizacja operacji- edycja/Zabiegi
:
Przychód wewnętrzny – <CTRL>+<SHIFT>+<G>
Przyjęcie magazynowe – <CTRL>+<SHIFT>+<I>
Awizo dostawy – <CTRL>+<SHIFT>+<J>
Korekta przychodu wewnętrznego – <CTRL>+<SHIFT>+<L>
Spinanie z pozycją dokumentu PW bez kontroli cechy – <CTRL>+<ALT>+<SHIFT>+<D>
Spinanie z pozycją dokumentu PW według cechy towaru – <CTRL>+<ALT>+<SHIFT>+<E>
Przyjęcie z kooperacji – <CTRL>+<SHIFT>+<N>
Realizacja operacji- edycja/Zabiegi
 :
Wykonaj zabieg – <SHIFT>+<X>
Anuluj wykonanie zabiegu – <SHIFT>+<Y>
Edycja surowca/Związane
:
Wykonaj zabieg – <SHIFT>+<X>
Anuluj wykonanie zabiegu – <SHIFT>+<Y>
Edycja surowca/Związane
 :
Rozchód wewnętrzny – <CTRL>+<SHIFT>+<B>
Wydanie magazynowe – <CTRL>+<SHIFT>+<D>
Zlecenie wydania z magazynu – <CTRL>+<SHIFT>+<F>
Korekta rozchodu wewnętrznego – <CTRL>+<SHIFT>+<K>
Spinanie z pozycją dokumentu RW bez kontroli cechy – <CTRL>+<ALT>+<SHIFT>+<A>
Spinanie z pozycją dokumentu RW według cechy dostawy – <CTRL>+<ALT>+<SHIFT>+<B>
Spinanie z pozycją dokumentu RW według cechy towaru – <CTRL>+<ALT>+<SHIFT>+<C>
Wydanie na kooperację – <CTRL>+<SHIFT>+<M>
Spinanie pozycji kooperacji z pozycją RW – <CTRL>+<ALT>+<SHIFT>+<F>
Zwiąż z innym zasobem – <CTRL>+<M>
Edycja produktu/Związane
:
Rozchód wewnętrzny – <CTRL>+<SHIFT>+<B>
Wydanie magazynowe – <CTRL>+<SHIFT>+<D>
Zlecenie wydania z magazynu – <CTRL>+<SHIFT>+<F>
Korekta rozchodu wewnętrznego – <CTRL>+<SHIFT>+<K>
Spinanie z pozycją dokumentu RW bez kontroli cechy – <CTRL>+<ALT>+<SHIFT>+<A>
Spinanie z pozycją dokumentu RW według cechy dostawy – <CTRL>+<ALT>+<SHIFT>+<B>
Spinanie z pozycją dokumentu RW według cechy towaru – <CTRL>+<ALT>+<SHIFT>+<C>
Wydanie na kooperację – <CTRL>+<SHIFT>+<M>
Spinanie pozycji kooperacji z pozycją RW – <CTRL>+<ALT>+<SHIFT>+<F>
Zwiąż z innym zasobem – <CTRL>+<M>
Edycja produktu/Związane
 :
Przychód wewnętrzny – <CTRL>+<SHIFT>+<G>
Przyjęcie magazynowe – <CTRL>+<SHIFT>+<I>
Awizo dostawy – <CTRL>+<SHIFT>+<J>
Korekta przychodu wewnętrznego – <CTRL>+<SHIFT>+<L>
Spinanie z pozycją dokumentu PW bez kontroli cechy – <CTRL>+<ALT>+<SHIFT>+<D>
Spinanie z pozycją dokumentu PW według cechy towaru – <CTRL>+<ALT>+<SHIFT>+<E>
Przyjęcie z kooperacji – <CTRL>+<SHIFT>+<N>
Spinanie pozycji kooperacji z pozycją PW – <CTRL>+<ALT>+<SHIFT>+<K>
Zwiąż z innym zasobem – <CTRL>+<M>
:
Przychód wewnętrzny – <CTRL>+<SHIFT>+<G>
Przyjęcie magazynowe – <CTRL>+<SHIFT>+<I>
Awizo dostawy – <CTRL>+<SHIFT>+<J>
Korekta przychodu wewnętrznego – <CTRL>+<SHIFT>+<L>
Spinanie z pozycją dokumentu PW bez kontroli cechy – <CTRL>+<ALT>+<SHIFT>+<D>
Spinanie z pozycją dokumentu PW według cechy towaru – <CTRL>+<ALT>+<SHIFT>+<E>
Przyjęcie z kooperacji – <CTRL>+<SHIFT>+<N>
Spinanie pozycji kooperacji z pozycją PW – <CTRL>+<ALT>+<SHIFT>+<K>
Zwiąż z innym zasobem – <CTRL>+<M>
Harmonogram operacji
Harmonogram operacji/wg kodu/wg EAN/Wg terminu/Wg zlecenia Brak ograniczenia – <ALT>+<SHIFT>+<F>
Konkretna data – <ALT>+<SHIFT>+<D>
Brak ograniczenia – <ALT>+<SHIFT>+<F>
Konkretna data – <ALT>+<SHIFT>+<D>
 Brak ograniczenia – <ALT>+<SHIFT>+<Z>
Konkretna data – <ALT>+<SHIFT>+<H>
Brak ograniczenia – <ALT>+<SHIFT>+<Z>
Konkretna data – <ALT>+<SHIFT>+<H>
 Wybierz technologię – <CTRL>+<ALT>+<T>
Wybierz kosztorys – <SHIFT>+<C>
Wybierz operację – <CTRL>+<ALT>+<D>
Wybierz technologię – <CTRL>+<ALT>+<T>
Wybierz kosztorys – <SHIFT>+<C>
Wybierz operację – <CTRL>+<ALT>+<D>
 Zlecenie – <SHIFT>+<E>
Harmonogram – <CTRL>+<ALT>+<F>
Zlecenie – <SHIFT>+<E>
Harmonogram – <CTRL>+<ALT>+<F>
 :
Przeplanowywanie szczegółowe – <ALT>+<S>
Przeplanowywanie uproszczone – <ALT>+<U>
Przeplanowywanie zgrubne – <ALT>+<G>
Przeplanowywanie wszystkie zasoby – <ALT>+<W>
Przeplanowywanie konfliktów szczegółowe – <ALT>+<SHIFT>+<S>
Przeplanowywanie konfliktów uproszczone – <ALT>+<SHIFT>+<U>
Przeplanowywanie konfliktów zgrubne – <ALT>+<SHIFT>+<G>
Przeplanowywanie konfliktów wszystkie zasoby – <ALT>+<SHIFT>+<W>
Dobierz zasoby szczegółowo – <SHIFT>+<S>
Dobierz zasoby wszystkie – <SHIFT>+<W>
Wyszukanie nowych terminów- szczegółowe – <ALT>+<T>
Wyszukanie nowych terminów- wszystkie zasoby – <ALT>+<A>
:
Przeplanowywanie szczegółowe – <ALT>+<S>
Przeplanowywanie uproszczone – <ALT>+<U>
Przeplanowywanie zgrubne – <ALT>+<G>
Przeplanowywanie wszystkie zasoby – <ALT>+<W>
Przeplanowywanie konfliktów szczegółowe – <ALT>+<SHIFT>+<S>
Przeplanowywanie konfliktów uproszczone – <ALT>+<SHIFT>+<U>
Przeplanowywanie konfliktów zgrubne – <ALT>+<SHIFT>+<G>
Przeplanowywanie konfliktów wszystkie zasoby – <ALT>+<SHIFT>+<W>
Dobierz zasoby szczegółowo – <SHIFT>+<S>
Dobierz zasoby wszystkie – <SHIFT>+<W>
Wyszukanie nowych terminów- szczegółowe – <ALT>+<T>
Wyszukanie nowych terminów- wszystkie zasoby – <ALT>+<A>
 :
Przeplanowywanie powiązanych szczegółowe – <CTRL>+<SHIFT>+<S>
Przeplanowywanie powiązanych uproszczone – <CTRL>+<SHIFT>+<U>
Przeplanowywanie powiązanych zgrubne – <CTRL>+<SHIFT>+<Z>
Przeplanowywanie powiązanych wszystkie zasoby – <CTRL>+<SHIFT>+<W>
Przeplanowywanie powiązanych wg konfliktów szczegółowe – <CTRL>+<ALT>+<SHIFT>+<S>
Przeplanowywanie powiązanych wg konfliktów uproszczone – <CTRL>+<ALT>+<SHIFT>+<U>
Przeplanowywanie powiązanych wg konfliktów zgrubne – <CTRL>+<ALT>+<SHIFT>+<G>
Przeplanowywanie powiązanych wg konfliktów wszystkie zasoby – <CTRL>+<ALT>+<SHIFT>+<W>
:
Przeplanowywanie powiązanych szczegółowe – <CTRL>+<SHIFT>+<S>
Przeplanowywanie powiązanych uproszczone – <CTRL>+<SHIFT>+<U>
Przeplanowywanie powiązanych zgrubne – <CTRL>+<SHIFT>+<Z>
Przeplanowywanie powiązanych wszystkie zasoby – <CTRL>+<SHIFT>+<W>
Przeplanowywanie powiązanych wg konfliktów szczegółowe – <CTRL>+<ALT>+<SHIFT>+<S>
Przeplanowywanie powiązanych wg konfliktów uproszczone – <CTRL>+<ALT>+<SHIFT>+<U>
Przeplanowywanie powiązanych wg konfliktów zgrubne – <CTRL>+<ALT>+<SHIFT>+<G>
Przeplanowywanie powiązanych wg konfliktów wszystkie zasoby – <CTRL>+<ALT>+<SHIFT>+<W>
 Realizuj operację – <ALT>+<R>
Rozlicz operację – <CTRL>+<Q>
Realizuj operację – <ALT>+<R>
Rozlicz operację – <CTRL>+<Q>
 Wykres Gantt’a – <ALT>+<H>
Wykres Gantt’a- wg zasobów – <ALT>+<I>
Wykres Gantt’a- wg gniazd roboczych – <ALT>+<J>
Wykres Gantt’a – <ALT>+<H>
Wykres Gantt’a- wg zasobów – <ALT>+<I>
Wykres Gantt’a- wg gniazd roboczych – <ALT>+<J>
 Rozchód wewnętrzny z planu – <CTRL>+<SHIFT>+<A>
Rozchód wewnętrzny – <CTRL>+<SHIFT>+<B>
Wydanie magazynowe z planu – <CTRL>+<SHIFT>+<C>
Wydanie magazynowe – <CTRL>+<SHIFT>+<D>
Zlecenie wydania z magazynu z planu – <CTRL>+<SHIFT>+<E>
Zlecenie wydania z magazynu – <CTRL>+<SHIFT>+<F>
Przychód wewnętrzny – <CTRL>+<SHIFT>+<G>
Przychód wewnętrzny po rozliczeniu zlecenia – <CTRL>+<SHIFT>+<H>
Przyjęcie magazynowe – <CTRL>+<SHIFT>+<I>
Awizo dostawy – <CTRL>+<SHIFT>+<J>
Korekta rozchodu wewnętrznego – <CTRL>+<SHIFT>+<K>
Korekta przychodu wewnętrznego – <CTRL>+<SHIFT>+<L>
Spinanie z pozycją dokumentu RW bez kontroli cechy – <CTRL>+<ALT>+<SHIFT>+<A>
Spinanie z pozycją dokumentu RW według cechy dostawy – <CTRL>+<ALT>+<SHIFT>+<B>
Spinanie z pozycją dokumentu RW według cechy towaru – <CTRL>+<ALT>+<SHIFT>+<C>
Spinanie z pozycją dokumentu PW bez kontroli cechy – <CTRL>+<ALT>+<SHIFT>+<D>
Spinanie z pozycją dokumentu PW według cechy towaru – <CTRL>+<ALT>+<SHIFT>+<E>
Wydanie na kooperację – <CTRL>+<SHIFT>+<M>
Przyjęcie z kooperacji – <CTRL>+<SHIFT>+<N>
Zamówienie na zakup – <CTRL>+<SHIFT>+<O>
Zamówienie wewnętrzne – <CTRL>+<SHIFT>+<P>
Zamówienie na kooperację – <CTRL>+<SHIFT>+<R>
Rozchód wewnętrzny z planu – <CTRL>+<SHIFT>+<A>
Rozchód wewnętrzny – <CTRL>+<SHIFT>+<B>
Wydanie magazynowe z planu – <CTRL>+<SHIFT>+<C>
Wydanie magazynowe – <CTRL>+<SHIFT>+<D>
Zlecenie wydania z magazynu z planu – <CTRL>+<SHIFT>+<E>
Zlecenie wydania z magazynu – <CTRL>+<SHIFT>+<F>
Przychód wewnętrzny – <CTRL>+<SHIFT>+<G>
Przychód wewnętrzny po rozliczeniu zlecenia – <CTRL>+<SHIFT>+<H>
Przyjęcie magazynowe – <CTRL>+<SHIFT>+<I>
Awizo dostawy – <CTRL>+<SHIFT>+<J>
Korekta rozchodu wewnętrznego – <CTRL>+<SHIFT>+<K>
Korekta przychodu wewnętrznego – <CTRL>+<SHIFT>+<L>
Spinanie z pozycją dokumentu RW bez kontroli cechy – <CTRL>+<ALT>+<SHIFT>+<A>
Spinanie z pozycją dokumentu RW według cechy dostawy – <CTRL>+<ALT>+<SHIFT>+<B>
Spinanie z pozycją dokumentu RW według cechy towaru – <CTRL>+<ALT>+<SHIFT>+<C>
Spinanie z pozycją dokumentu PW bez kontroli cechy – <CTRL>+<ALT>+<SHIFT>+<D>
Spinanie z pozycją dokumentu PW według cechy towaru – <CTRL>+<ALT>+<SHIFT>+<E>
Wydanie na kooperację – <CTRL>+<SHIFT>+<M>
Przyjęcie z kooperacji – <CTRL>+<SHIFT>+<N>
Zamówienie na zakup – <CTRL>+<SHIFT>+<O>
Zamówienie wewnętrzne – <CTRL>+<SHIFT>+<P>
Zamówienie na kooperację – <CTRL>+<SHIFT>+<R>
 Realizuj termin – <SHIFT>+<A>
Realizuj wszystkie – <SHIFT>+<B>
Realizuj termin bez edycji – <SHIFT>+<F>
Realizuj wszystkie bez edycji – <SHIFT>+<G>
Dodaj operację z technologii – <ALT>+<O>
Dodaj nową operację – <ALT>+<SHIFT>+<O>
Realizuj pozostałe – <SHIFT>+<H>
Harmonogram operacji/Materiały
Realizuj termin – <SHIFT>+<A>
Realizuj wszystkie – <SHIFT>+<B>
Realizuj termin bez edycji – <SHIFT>+<F>
Realizuj wszystkie bez edycji – <SHIFT>+<G>
Dodaj operację z technologii – <ALT>+<O>
Dodaj nową operację – <ALT>+<SHIFT>+<O>
Realizuj pozostałe – <SHIFT>+<H>
Harmonogram operacji/Materiały
 Brak ograniczenia – <ALT>+<SHIFT>+<F>
Konkretna data – <ALT>+<SHIFT>+<D>
Brak ograniczenia – <ALT>+<SHIFT>+<F>
Konkretna data – <ALT>+<SHIFT>+<D>
 Brak ograniczenia – <ALT>+<SHIFT>+<Z>
Konkretna data – <ALT>+<SHIFT>+<H>
Brak ograniczenia – <ALT>+<SHIFT>+<Z>
Konkretna data – <ALT>+<SHIFT>+<H>
 Wybierz technologię – <CTRL>+<ALT>+<T>
Wybierz kosztorys – <SHIFT>+<C>
Wybierz operację – <CTRL>+<ALT>+<D>
Wybierz technologię – <CTRL>+<ALT>+<T>
Wybierz kosztorys – <SHIFT>+<C>
Wybierz operację – <CTRL>+<ALT>+<D>
 Zlecenie – <SHIFT>+<E>
Harmonogram – <CTRL>+<ALT>+<F>
Zlecenie – <SHIFT>+<E>
Harmonogram – <CTRL>+<ALT>+<F>
 Rozchód wewnętrzny z planu – <CTRL>+<SHIFT>+<A>
Rozchód wewnętrzny – <CTRL>+<SHIFT>+<B>
Wydanie magazynowe z planu – <CTRL>+<SHIFT>+<C>
Wydanie magazynowe – <CTRL>+<SHIFT>+<D>
Zlecenie wydania z magazynu z planu – <CTRL>+<SHIFT>+<E>
Zlecenie wydania z magazynu – <CTRL>+<SHIFT>+<F>
Korekta rozchodu wewnętrznego – <CTRL>+<SHIFT>+<K>
Spinanie z pozycją dokumentu RW bez kontroli cechy – <CTRL>+<ALT>+<SHIFT>+<A>
Spinanie z pozycją dokumentu RW według cechy dostawy – <CTRL>+<ALT>+<SHIFT>+<B>
Spinanie z pozycją dokumentu RW według cechy towaru – <CTRL>+<ALT>+<SHIFT>+<C>
Zamówienie na zakup – <CTRL>+<SHIFT>+<O>
Zamówienie wewnętrzne – <CTRL>+<SHIFT>+<P>
Koszt/Ogólne
Rozchód wewnętrzny z planu – <CTRL>+<SHIFT>+<A>
Rozchód wewnętrzny – <CTRL>+<SHIFT>+<B>
Wydanie magazynowe z planu – <CTRL>+<SHIFT>+<C>
Wydanie magazynowe – <CTRL>+<SHIFT>+<D>
Zlecenie wydania z magazynu z planu – <CTRL>+<SHIFT>+<E>
Zlecenie wydania z magazynu – <CTRL>+<SHIFT>+<F>
Korekta rozchodu wewnętrznego – <CTRL>+<SHIFT>+<K>
Spinanie z pozycją dokumentu RW bez kontroli cechy – <CTRL>+<ALT>+<SHIFT>+<A>
Spinanie z pozycją dokumentu RW według cechy dostawy – <CTRL>+<ALT>+<SHIFT>+<B>
Spinanie z pozycją dokumentu RW według cechy towaru – <CTRL>+<ALT>+<SHIFT>+<C>
Zamówienie na zakup – <CTRL>+<SHIFT>+<O>
Zamówienie wewnętrzne – <CTRL>+<SHIFT>+<P>
Koszt/Ogólne
 Lista dokumentów handlowych – <ALT>+<1>
Rejestry Vat – <ALT>+<2>
Lista Płac – <ALT>+<3>
Środki trwałe – <ALT>+<4>
Noty memoriałowe – <ALT>+<5>
Noty odsetkowe – <ALT>+<6>
Zapisy księgowe – <ALT>+<7>
Funkcje konta/Funkcje konta/Obroty winien – <ALT>+<SHIFT>+<1>
Funkcje konta/Funkcje konta/Obroty ma – <ALT>+<SHIFT>+<2>
Funkcje konta/Funkcje konta/Obroty narastająco winien – <ALT>+<SHIFT>+<3>
Funkcje konta/Funkcje konta/Obroty narastająco ma – <ALT>+<SHIFT>+<4>
Funkcje konta/Funkcje konta/Saldo – <ALT>+<SHIFT>+<5>
Funkcje konta/Funkcje konta/Saldo winien – <ALT>+<SHIFT>+<6>
Funkcje konta/Funkcje konta/Saldo ma – <ALT>+<SHIFT>+<7>
Funkcje konta/Funkcje konta/Przyrost salda – <ALT>+<SHIFT>+<8>
Funkcje konta/Funkcje konta/Przyrost salda winien – <ALT>+<SHIFT>+<9>
Funkcje konta/Funkcje konta/Przyrost salda ma – <CTRL>+<ALT>+<SHIFT>+<1>
Funkcje konta/Funkcje klasy kont/Obroty winien – <CTRL>+<ALT>+<SHIFT>+<2>
Funkcje konta/Funkcje klasy kont/Obroty ma – <CTRL>+<ALT>+<SHIFT>+<3>
Funkcje konta/Funkcje klasy kont/Obroty narastająco winien – <CTRL>+<ALT>+<SHIFT>+<4>
Funkcje konta/Funkcje klasy kont/Obroty narastająco ma – <CTRL>+<ALT>+<SHIFT>+<5>
Funkcje konta/Funkcje klasy kont/Saldo – <CTRL>+<ALT>+<SHIFT>+<6>
Funkcje konta/Funkcje klasy kont/Saldo winien – <CTRL>+<ALT>+<SHIFT>+<7>
Funkcje konta/Funkcje klasy kont/Saldo ma – <CTRL>+<ALT>+<SHIFT>+<8>
Funkcje konta/Funkcje klasy kont/Przyrost salda – <CTRL>+<ALT>+<SHIFT>+<9>
Funkcje konta/Funkcje klasy kont/Przyrost salda winien – <CTRL>+<SHIFT>+<2>
Funkcje konta/Funkcje klasy kont/Przyrost salda ma – <CTRL>+<SHIFT>+<3>
Koszt/Elementy
Lista dokumentów handlowych – <ALT>+<1>
Rejestry Vat – <ALT>+<2>
Lista Płac – <ALT>+<3>
Środki trwałe – <ALT>+<4>
Noty memoriałowe – <ALT>+<5>
Noty odsetkowe – <ALT>+<6>
Zapisy księgowe – <ALT>+<7>
Funkcje konta/Funkcje konta/Obroty winien – <ALT>+<SHIFT>+<1>
Funkcje konta/Funkcje konta/Obroty ma – <ALT>+<SHIFT>+<2>
Funkcje konta/Funkcje konta/Obroty narastająco winien – <ALT>+<SHIFT>+<3>
Funkcje konta/Funkcje konta/Obroty narastająco ma – <ALT>+<SHIFT>+<4>
Funkcje konta/Funkcje konta/Saldo – <ALT>+<SHIFT>+<5>
Funkcje konta/Funkcje konta/Saldo winien – <ALT>+<SHIFT>+<6>
Funkcje konta/Funkcje konta/Saldo ma – <ALT>+<SHIFT>+<7>
Funkcje konta/Funkcje konta/Przyrost salda – <ALT>+<SHIFT>+<8>
Funkcje konta/Funkcje konta/Przyrost salda winien – <ALT>+<SHIFT>+<9>
Funkcje konta/Funkcje konta/Przyrost salda ma – <CTRL>+<ALT>+<SHIFT>+<1>
Funkcje konta/Funkcje klasy kont/Obroty winien – <CTRL>+<ALT>+<SHIFT>+<2>
Funkcje konta/Funkcje klasy kont/Obroty ma – <CTRL>+<ALT>+<SHIFT>+<3>
Funkcje konta/Funkcje klasy kont/Obroty narastająco winien – <CTRL>+<ALT>+<SHIFT>+<4>
Funkcje konta/Funkcje klasy kont/Obroty narastająco ma – <CTRL>+<ALT>+<SHIFT>+<5>
Funkcje konta/Funkcje klasy kont/Saldo – <CTRL>+<ALT>+<SHIFT>+<6>
Funkcje konta/Funkcje klasy kont/Saldo winien – <CTRL>+<ALT>+<SHIFT>+<7>
Funkcje konta/Funkcje klasy kont/Saldo ma – <CTRL>+<ALT>+<SHIFT>+<8>
Funkcje konta/Funkcje klasy kont/Przyrost salda – <CTRL>+<ALT>+<SHIFT>+<9>
Funkcje konta/Funkcje klasy kont/Przyrost salda winien – <CTRL>+<SHIFT>+<2>
Funkcje konta/Funkcje klasy kont/Przyrost salda ma – <CTRL>+<SHIFT>+<3>
Koszt/Elementy
 Lista zleceń produkcyjnych – <SHIFT>+<1>
Zlecenie produkcyjne – <SHIFT>+<2>
Proces – <SHIFT>+<3>
Operacja – <SHIFT>+<4>
Realizacja – <SHIFT>+<5>
Surowiec – <SHIFT>+<6>
Produkt – <SHIFT>+<7>
Zasób – <SHIFT>+<8>
Lista zleceń produkcyjnych – <SHIFT>+<1>
Zlecenie produkcyjne – <SHIFT>+<2>
Proces – <SHIFT>+<3>
Operacja – <SHIFT>+<4>
Realizacja – <SHIFT>+<5>
Surowiec – <SHIFT>+<6>
Produkt – <SHIFT>+<7>
Zasób – <SHIFT>+<8>
Technologia
Lista technologii i konfiguratorów produktu Wykres Gantt’a – <ALT>+<H>
Wykres Gantt’a- wg zasobów – <ALT>+<I>
Wykres Gantt’a- wg gniazd roboczych – <ALT>+<J>
Technologia produkcji/Operacje
Wykres Gantt’a – <ALT>+<H>
Wykres Gantt’a- wg zasobów – <ALT>+<I>
Wykres Gantt’a- wg gniazd roboczych – <ALT>+<J>
Technologia produkcji/Operacje
 Dodaj operację – <ALT>+<SHIFT>+<O>
Dodaj operację wg wzorca – <ALT>+<SHIFT>+<R>
Dodaj surowiec – <ALT>+<SHIFT>+<B>
Dodaj produkt – <ALT>+<SHIFT>+<C>
Dodaj zabieg – <ALT>+<SHIFT>+<E>
Dodaj produkt uboczny – <ALT>+<SHIFT>+<I>
Dodaj operację z innej technologii – <ALT>+<SHIFT>+<J>
Dodaj listę surowców – <ALT>+<SHIFT>+<M>
Dodaj listę produktów – <ALT>+<SHIFT>+<N>
Dodaj wzorzec na podstawie operacji – <ALT>+<SHIFT>+<Q>
Technologia produkcji/Materiały
Dodaj operację – <ALT>+<SHIFT>+<O>
Dodaj operację wg wzorca – <ALT>+<SHIFT>+<R>
Dodaj surowiec – <ALT>+<SHIFT>+<B>
Dodaj produkt – <ALT>+<SHIFT>+<C>
Dodaj zabieg – <ALT>+<SHIFT>+<E>
Dodaj produkt uboczny – <ALT>+<SHIFT>+<I>
Dodaj operację z innej technologii – <ALT>+<SHIFT>+<J>
Dodaj listę surowców – <ALT>+<SHIFT>+<M>
Dodaj listę produktów – <ALT>+<SHIFT>+<N>
Dodaj wzorzec na podstawie operacji – <ALT>+<SHIFT>+<Q>
Technologia produkcji/Materiały
 Dodaj surowiec – <ALT>+<SHIFT>+<B>
Dodaj listę surowców – <ALT>+<SHIFT>+<M>
Dodaj produkt z innej technologii – <ALT>+<SHIFT>+<T>
Technologia produkcji/Koszty
Dodaj surowiec – <ALT>+<SHIFT>+<B>
Dodaj listę surowców – <ALT>+<SHIFT>+<M>
Dodaj produkt z innej technologii – <ALT>+<SHIFT>+<T>
Technologia produkcji/Koszty
 Kwota – <CTRL>+<1>
Parametr – <CTRL>+<2>
Kwota – <CTRL>+<1>
Parametr – <CTRL>+<2>
 Kwota – <CTRL>+<3>
Parametr – <CTRL>+<4>
Kwota – <CTRL>+<3>
Parametr – <CTRL>+<4>
 Kwota – <CTRL>+<5>
Parametr – <CTRL>+<6>
Operacja w technologii/Ogólne
Kwota – <CTRL>+<5>
Parametr – <CTRL>+<6>
Operacja w technologii/Ogólne
 Czas – <CTRL>+<ALT>+<1>
Parametr – <CTRL>+<ALT>+<2>
Czas – <CTRL>+<ALT>+<1>
Parametr – <CTRL>+<ALT>+<2>
 Ilość – <CTRL>+<ALT>+<3>
Parametr – <CTRL>+<ALT>+<4>
Ilość – <CTRL>+<ALT>+<3>
Parametr – <CTRL>+<ALT>+<4>
 Ilość – <CTRL>+<ALT>+<5>
Parametr – <CTRL>+<ALT>+<6>
Ilość – <CTRL>+<ALT>+<5>
Parametr – <CTRL>+<ALT>+<6>
 Ilość – <CTRL>+<ALT>+<7>
Parametr – <CTRL>+<ALT>+<8>
Ilość – <CTRL>+<ALT>+<7>
Parametr – <CTRL>+<ALT>+<8>
 Ilość – <CTRL>+<ALT>+<9>
Parametr – <CTRL>+<ALT>+<0>
Operacja w technologii/Planowanie:
Ilość – <CTRL>+<ALT>+<9>
Parametr – <CTRL>+<ALT>+<0>
Operacja w technologii/Planowanie:
 Czas – <CTRL>+<ALT>+<1>
Parametr – <CTRL>+<ALT>+<2>
Operacja w technologii/Koszty:
Czas – <CTRL>+<ALT>+<1>
Parametr – <CTRL>+<ALT>+<2>
Operacja w technologii/Koszty:
 Kwota – <CTRL>+<1>
Parametr – <CTRL>+<2>
Kwota – <CTRL>+<1>
Parametr – <CTRL>+<2>
 Kwota – <CTRL>+<3>
Parametr – <CTRL>+<4>
Kwota – <CTRL>+<3>
Parametr – <CTRL>+<4>
 Kwota – <CTRL>+<5>
Parametr – <CTRL>+<6>
Materiał w technologii/Ogólne:
Kwota – <CTRL>+<5>
Parametr – <CTRL>+<6>
Materiał w technologii/Ogólne:
 Ilość – <CTRL>+<SHIFT>+<4>
Parametr – <CTRL>+<SHIFT>+<5>
Ilość – <CTRL>+<SHIFT>+<4>
Parametr – <CTRL>+<SHIFT>+<5>
 Cena – <CTRL>+<SHIFT>+<6>
Parametr – <CTRL>+<SHIFT>+<7>
Cena – <CTRL>+<SHIFT>+<6>
Parametr – <CTRL>+<SHIFT>+<7>
 Produkt z bieżącej technologii – <ALT>+<SHIFT>+<Y>
Produkt z innej technologii – <ALT>+<SHIFT>+<T>
Usuń – <ALT>+<SHIFT>+<->
Materiał w technologii/Parametry:
Produkt z bieżącej technologii – <ALT>+<SHIFT>+<Y>
Produkt z innej technologii – <ALT>+<SHIFT>+<T>
Usuń – <ALT>+<SHIFT>+<->
Materiał w technologii/Parametry:
 Ilość – <CTRL>+<ALT>+<3>
Parametr – <CTRL>+<ALT>+<4>
Ilość – <CTRL>+<ALT>+<3>
Parametr – <CTRL>+<ALT>+<4>
 Ilość – <CTRL>+<ALT>+<5>
Parametr – <CTRL>+<ALT>+<6>
Ilość – <CTRL>+<ALT>+<5>
Parametr – <CTRL>+<ALT>+<6>
 Ilość – <CTRL>+<ALT>+<7>
Parametr – <CTRL>+<ALT>+<8>
Ilość – <CTRL>+<ALT>+<7>
Parametr – <CTRL>+<ALT>+<8>
 Ilość – <CTRL>+<ALT>+<SHIFT>+<1>
Parametr – <CTRL>+<ALT>+<SHIFT>+<2>
Ilość – <CTRL>+<ALT>+<SHIFT>+<1>
Parametr – <CTRL>+<ALT>+<SHIFT>+<2>
 Ilość – <CTRL>+<ALT>+<SHIFT>+<3>
Parametr – <CTRL>+<ALT>+<SHIFT>+<4>
Ilość – <CTRL>+<ALT>+<SHIFT>+<3>
Parametr – <CTRL>+<ALT>+<SHIFT>+<4>
 Ilość – <CTRL>+<ALT>+<SHIFT>+<5>
Parametr – <CTRL>+<ALT>+<SHIFT>+<6>
Ilość – <CTRL>+<ALT>+<SHIFT>+<5>
Parametr – <CTRL>+<ALT>+<SHIFT>+<6>
Wzorce operacji
Wzorce operacji/Szczegóły wzorca/Ogólne Czas – <CTRL>+<ALT>+<1>
Parametr – <CTRL>+<ALT>+<2>
Czas – <CTRL>+<ALT>+<1>
Parametr – <CTRL>+<ALT>+<2>
 Ilość – <CTRL>+<ALT>+<3>
Parametr – <CTRL>+<ALT>+<4>
Ilość – <CTRL>+<ALT>+<3>
Parametr – <CTRL>+<ALT>+<4>
 Ilość – <CRTL>+<ALT>+<5>
Parametr – <CTRL>+<ALT>+<6>
Ilość – <CRTL>+<ALT>+<5>
Parametr – <CTRL>+<ALT>+<6>
 Ilość – <CTRL>+<ALT>+<7>
Parametr – <CTRL>+<ALT>+<8>
Ilość – <CTRL>+<ALT>+<7>
Parametr – <CTRL>+<ALT>+<8>
 Ilość – <CTRL>+<ALT>+<9>
Parametr – <CTRL>+<ALT>+<0>
Wzorce operacji/Szczegóły wzorca/Planowanie
Ilość – <CTRL>+<ALT>+<9>
Parametr – <CTRL>+<ALT>+<0>
Wzorce operacji/Szczegóły wzorca/Planowanie
 Czas – <CTRL>+<ALT>+<1>
Parametr – <CTRL>+<ALT>+<2>
Wzorce operacji/Szczegóły wzorca/Materiały
Czas – <CTRL>+<ALT>+<1>
Parametr – <CTRL>+<ALT>+<2>
Wzorce operacji/Szczegóły wzorca/Materiały
 Dodaj surowiec – <ALT>+<SHIFT>+<B>
Dodaj produkt – <ALT>+<SHIFT>+<C>
Dodaj produkt uboczny – <ALT>+<SHIFT>+<I>
Wzorce operacji/Szczegóły wzorca/Koszty
Dodaj surowiec – <ALT>+<SHIFT>+<B>
Dodaj produkt – <ALT>+<SHIFT>+<C>
Dodaj produkt uboczny – <ALT>+<SHIFT>+<I>
Wzorce operacji/Szczegóły wzorca/Koszty
 Kwota – <CTRL>+<1>
Parametr – <CTRL>+<2>
Kwota – <CTRL>+<1>
Parametr – <CTRL>+<2>
 Kwota – <CTRL>+<3>
Parametr – <CTRL>+<4>
Kwota – <CTRL>+<3>
Parametr – <CTRL>+<4>
 Kwota – <CTRL>+<5>
Parametr – <CTRL>+<6>
Kwota – <CTRL>+<5>
Parametr – <CTRL>+<6>
Lista zasobów
Lista zasobów/Ogólne i Wg kodu Import nieobecności – <CTRL>+<ALT>+<G>
Import planu pracy – <CTRL>+<ALT>+<H>
Import nieobecności – <CTRL>+<ALT>+<G>
Import planu pracy – <CTRL>+<ALT>+<H>
 Eksport nieobecności – <CTRL>+<ALT>+<I>
Eksport Planu pracy – <CTRL>+<ALT>+<J>
Eksport nieobecności – <CTRL>+<ALT>+<I>
Eksport Planu pracy – <CTRL>+<ALT>+<J>
 Wykres Gantt’a – <ALT>+<H>
Wykres Gantt’a- wg zasobów – <ALT>+<I>
Wykres Gantt’a- wg gniazd roboczych – <ALT>+<J>
Wykres Gantt’a – <ALT>+<H>
Wykres Gantt’a- wg zasobów – <ALT>+<I>
Wykres Gantt’a- wg gniazd roboczych – <ALT>+<J>
 Dodaj do wybranego zasobu – <ALT>+<A>
Dodaj środek trwały – <ALT>+<B>
Dodaj pracownika – <ALT>+<P>
Dodaj centrum struktury firmy – <ALT>+<D>
Dodaj kontrahenta – <ALT>+<E>
Dodaj towar – <ALT>+<F>
Dodaj zasób – <ALT>+<Z>
Zasób/Ogólne
Dodaj do wybranego zasobu – <ALT>+<A>
Dodaj środek trwały – <ALT>+<B>
Dodaj pracownika – <ALT>+<P>
Dodaj centrum struktury firmy – <ALT>+<D>
Dodaj kontrahenta – <ALT>+<E>
Dodaj towar – <ALT>+<F>
Dodaj zasób – <ALT>+<Z>
Zasób/Ogólne
 Środek trwały – <ALT>+<B>
Grupa środków trwałych – <ALT>+<G>
Pracownik – <ALT>+<P>
Centrum struktury firmy – <ALT>+<D>
Kontrahent – <ALT>+<E>
Towar – <ALT>+<F>
Środek trwały – <ALT>+<B>
Grupa środków trwałych – <ALT>+<G>
Pracownik – <ALT>+<P>
Centrum struktury firmy – <ALT>+<D>
Kontrahent – <ALT>+<E>
Towar – <ALT>+<F>
 Kwota – <CTRL>+<1>
Parametr – <CTRL>+<2>
Zasób/Koszty
Kwota – <CTRL>+<1>
Parametr – <CTRL>+<2>
Zasób/Koszty
 Kwota – <CTRL>+<1>
Parametr – <CTRL>+<2>
Kwota – <CTRL>+<1>
Parametr – <CTRL>+<2>
 Kwota – <CTRL>+<3>
Parametr – <CTRL>+<4>
Kwota – <CTRL>+<3>
Parametr – <CTRL>+<4>
 Kwota – <CTRL>+<5>
Parametr – <CTRL>+<6>
Kwota – <CTRL>+<5>
Parametr – <CTRL>+<6>
Lista gniazd roboczych
Gniazda robocze w produkcji/Funkcje kadrowe Wykres Gantt’a – <ALT>+<H>
Wykres Gantt’a- wg zasobów – <ALT>+<I>
Wykres Gantt’a- wg gniazd roboczych – <ALT>+<J>
Gniazdo robocze/Zasoby
Wykres Gantt’a – <ALT>+<H>
Wykres Gantt’a- wg zasobów – <ALT>+<I>
Wykres Gantt’a- wg gniazd roboczych – <ALT>+<J>
Gniazdo robocze/Zasoby
 Dodaj zasób – <CTRL>+<Z>
Dodaj do zasobu – <CTRL>+<Y>
Dodaj jako grupę – <CTRL>+<G>
Dodaj zasób – <CTRL>+<Z>
Dodaj do zasobu – <CTRL>+<Y>
Dodaj jako grupę – <CTRL>+<G>
Znajdź i zmień
Znajdź i zmień Produkt z innej technologii – <ALT>+<SHIFT>+<T>
Usuń – <ALT>+<SHIFT>+<->
Produkt z innej technologii – <ALT>+<SHIFT>+<T>
Usuń – <ALT>+<SHIFT>+<->
Przestoje i awarie
Lista przestojów i awarii Brak ograniczenia – <ALT>+<SHIFT>+<F>
Konkretna data – <ALT>+<SHIFT>+<D>
Brak ograniczenia – <ALT>+<SHIFT>+<F>
Konkretna data – <ALT>+<SHIFT>+<D>
 Brak ograniczenia – <ALT>+<SHIFT>+<Z>
Konkretna data – <ALT>+<SHIFT>+<H>
Brak ograniczenia – <ALT>+<SHIFT>+<Z>
Konkretna data – <ALT>+<SHIFT>+<H>
 Wykres Gantt’a – <ALT>+<H>
Wykres Gantt’a- wg zasobów – <ALT>+<I>
Wykres Gantt’a- wg gniazd roboczych – <ALT>+<J>
Przestój
Wykres Gantt’a – <ALT>+<H>
Wykres Gantt’a- wg zasobów – <ALT>+<I>
Wykres Gantt’a- wg gniazd roboczych – <ALT>+<J>
Przestój
 :
Planowanie szczegółowe – <CTRL>+<S>
Planowanie uproszczone – <CTRL>+<U>
Planowanie zgrubne – <CTRL>+<G>
Planowanie wszystkie zasoby – <CTRL>+<W>
Planowanie całościowe szczegółowe – <CTRL>+<ALT>+<S>
Planowanie całościowe uproszczone – <CTRL>+<ALT>+<U>
Planowanie całościowe zgrubne – <CTRL>+<ALT>+<G>
Planowanie całościowe wszystkie zasoby – <CTRL>+<ALT>+<W>
:
Planowanie szczegółowe – <CTRL>+<S>
Planowanie uproszczone – <CTRL>+<U>
Planowanie zgrubne – <CTRL>+<G>
Planowanie wszystkie zasoby – <CTRL>+<W>
Planowanie całościowe szczegółowe – <CTRL>+<ALT>+<S>
Planowanie całościowe uproszczone – <CTRL>+<ALT>+<U>
Planowanie całościowe zgrubne – <CTRL>+<ALT>+<G>
Planowanie całościowe wszystkie zasoby – <CTRL>+<ALT>+<W>
 :
Przeplanowywanie szczegółowe – <ALT>+<S>
Przeplanowywanie uproszczone – <ALT>+<U>
Przeplanowywanie zgrubne – <ALT>+<G>
Przeplanowywanie wszystkie zasoby – <ALT>+<W>
Przeplanowywanie konfliktów szczegółowe – <ALT>+<SHIFT>+<S>
Przeplanowywanie konfliktów uproszczone – <ALT>+SHIFT>+<U>
Przeplanowywanie konfliktów zgrubne – <ALT>+<SHIFT>+<G>
Przeplanowywanie konfliktów wszystkie zasoby – <ALT>+<SHIFT>+<W>
Dobierz zasoby szczegółowo – <SHIFT>+<S>
Dobierz zasoby wszystkie – <SHIFT>+<W>
Usuń plan ze zlecenia – <SHIFT>+<D>
Wyszukanie nowych terminów-szczegółowe – <ALT>+<T>
Wyszukanie nowych terminów- wszystkie zasoby – <ALT>+<A>
:
Przeplanowywanie szczegółowe – <ALT>+<S>
Przeplanowywanie uproszczone – <ALT>+<U>
Przeplanowywanie zgrubne – <ALT>+<G>
Przeplanowywanie wszystkie zasoby – <ALT>+<W>
Przeplanowywanie konfliktów szczegółowe – <ALT>+<SHIFT>+<S>
Przeplanowywanie konfliktów uproszczone – <ALT>+SHIFT>+<U>
Przeplanowywanie konfliktów zgrubne – <ALT>+<SHIFT>+<G>
Przeplanowywanie konfliktów wszystkie zasoby – <ALT>+<SHIFT>+<W>
Dobierz zasoby szczegółowo – <SHIFT>+<S>
Dobierz zasoby wszystkie – <SHIFT>+<W>
Usuń plan ze zlecenia – <SHIFT>+<D>
Wyszukanie nowych terminów-szczegółowe – <ALT>+<T>
Wyszukanie nowych terminów- wszystkie zasoby – <ALT>+<A>
 Wykres Gantt’a – <ALT>+<H>
Wykres Gantt’a- wg zasobów – <ALT>+<I>
Wykres Gantt’a- wg gniazd roboczych – <ALT>+<J>
Wykres Gantt’a – <ALT>+<H>
Wykres Gantt’a- wg zasobów – <ALT>+<I>
Wykres Gantt’a- wg gniazd roboczych – <ALT>+<J>
Plan produkcji
Lista planów produkcji Konkretna data – <ALT>+<SHIFT>+<F>
Brak ograniczenia – <ALT>+<SHIFT>+<D>
Konkretna data – <ALT>+<SHIFT>+<F>
Brak ograniczenia – <ALT>+<SHIFT>+<D>
 Konkretna data – <ALT>+<SHIFT>+<Z>
Brak ograniczenia – <ALT>+<SHIFT>+<H>
Konkretna data – <ALT>+<SHIFT>+<Z>
Brak ograniczenia – <ALT>+<SHIFT>+<H>
 Grupa produktów – <ALT>+<SHIFT>+<A>
Produkt – <ALT>+<SHIFT>+<P>
Plan produkcji/Ogólne
Sekcja: Produkty:
Grupa produktów – <ALT>+<SHIFT>+<A>
Produkt – <ALT>+<SHIFT>+<P>
Plan produkcji/Ogólne
Sekcja: Produkty:
 Konkretna data – <ALT>+<SHIFT>+<F>
Brak ograniczenia – <ALT>+<SHIFT>+<D>
Konkretna data – <ALT>+<SHIFT>+<F>
Brak ograniczenia – <ALT>+<SHIFT>+<D>
 Konkretna data – <ALT>+<SHIFT>+<Z>
Brak ograniczenia – <ALT>+<SHIFT>+<H>
Konkretna data – <ALT>+<SHIFT>+<Z>
Brak ograniczenia – <ALT>+<SHIFT>+<H>
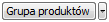 Grupa produktów – <ALT>+<SHIFT>+<A>
Produkt – <ALT>+<SHIFT>+<P>
Grupa produktów – <ALT>+<SHIFT>+<A>
Produkt – <ALT>+<SHIFT>+<P>
 Dodaj do Głównego planu obciążeń gniazd – <CTRL>+<ALT>+<SHIFT>+<Z>
Dodaj do wybranych wariantów planu obciążeń gniazd – <CTRL>+<ALT>+<SHIFT>+<H>
Dodaj do Głównego planu obciążeń gniazd – <CTRL>+<ALT>+<SHIFT>+<Z>
Dodaj do wybranych wariantów planu obciążeń gniazd – <CTRL>+<ALT>+<SHIFT>+<H>
 Planowanie szczegółowe – <CTRL>+<S>
Planowanie uproszczone – <CTRL>+<U>
Planowanie zgrubne – <CTRL>+<G>
Planowanie wszystkie zasoby – <CTRL>+<W>
Planowanie całościowe szczegółowe – <CTRL>+<ALT>+<S>
Planowanie całościowe uproszczone – <CTRL>+<ALT>+<U>
Planowanie całościowe zgrubne – <CTRL>+<ALT>+<G>
Planowanie całościowe wszystkie zasoby – <CTRL>+<ALT>+<W>
Planowanie szczegółowe – <CTRL>+<S>
Planowanie uproszczone – <CTRL>+<U>
Planowanie zgrubne – <CTRL>+<G>
Planowanie wszystkie zasoby – <CTRL>+<W>
Planowanie całościowe szczegółowe – <CTRL>+<ALT>+<S>
Planowanie całościowe uproszczone – <CTRL>+<ALT>+<U>
Planowanie całościowe zgrubne – <CTRL>+<ALT>+<G>
Planowanie całościowe wszystkie zasoby – <CTRL>+<ALT>+<W>
 Przeplanowywanie szczegółowe – <ALT>+<S>
Przeplanowywanie uproszczone – <ALT>+<U>
Przeplanowywanie zgrubne – <ALT>+<G>
Przeplanowywanie wszystkie zasoby – <ALT>+<W>
Przeplanowywanie konfliktów szczegółowe – <ALT>+<SHIFT>+<S>
Przeplanowywanie konfliktów uproszczone – <ALT>+<SHIFT>+<U>
Przeplanowywanie konfliktów zgrubne – <ALT>+<SHIFT>+<G>
Przeplanowywanie konfliktów wszystkie zasoby – <ALT>+<SHIFT>+<W>
Dobierz zasoby szczegółowo – <SHIFT>+<S>
Dobierz zasoby wszystkie – <SHIFT>+<W>
Przeplanowywanie szczegółowe – <ALT>+<S>
Przeplanowywanie uproszczone – <ALT>+<U>
Przeplanowywanie zgrubne – <ALT>+<G>
Przeplanowywanie wszystkie zasoby – <ALT>+<W>
Przeplanowywanie konfliktów szczegółowe – <ALT>+<SHIFT>+<S>
Przeplanowywanie konfliktów uproszczone – <ALT>+<SHIFT>+<U>
Przeplanowywanie konfliktów zgrubne – <ALT>+<SHIFT>+<G>
Przeplanowywanie konfliktów wszystkie zasoby – <ALT>+<SHIFT>+<W>
Dobierz zasoby szczegółowo – <SHIFT>+<S>
Dobierz zasoby wszystkie – <SHIFT>+<W>
 Zeruj pozycje – <CTRL>+<SHIFT>+<0>
Potwierdź ilość do produkcji – <CTRL>+<SHIFT>+<1>
Zeruj pozycje – <CTRL>+<SHIFT>+<0>
Potwierdź ilość do produkcji – <CTRL>+<SHIFT>+<1>
 Zlecenie produkcyjne – <CTRL>+<SHIFT>+<T>
Zamówienie zakupu – <CTRL>+<SHIFT>+<O>
Zamówienie wewnętrzne – <CTRL>+<SHIFT>+<P>
Sekcja: Materiały:
Zlecenie produkcyjne – <CTRL>+<SHIFT>+<T>
Zamówienie zakupu – <CTRL>+<SHIFT>+<O>
Zamówienie wewnętrzne – <CTRL>+<SHIFT>+<P>
Sekcja: Materiały:
 Konkretna data – <ALT>+<SHIFT>+<F>
Brak ograniczenia – <ALT>+<SHIFT>+<D>
Konkretna data – <ALT>+<SHIFT>+<F>
Brak ograniczenia – <ALT>+<SHIFT>+<D>
 Konkretna data – <ALT>+<SHIFT>+<Z>
Brak ograniczenia – <ALT>+<SHIFT>+<H>
Konkretna data – <ALT>+<SHIFT>+<Z>
Brak ograniczenia – <ALT>+<SHIFT>+<H>
 Zamówienie zakupu – <CTRL>+<SHIFT>+<O>
Zamówienie wewnętrzne – <CTRL>+<SHIFT>+<P>
Zlecenie produkcyjne – <CTRL>+<SHIFT>+<T>
Zamówienie zakupu – <CTRL>+<SHIFT>+<O>
Zamówienie wewnętrzne – <CTRL>+<SHIFT>+<P>
Zlecenie produkcyjne – <CTRL>+<SHIFT>+<T>
Projekty
Edycja projektu/Dokumenty Zapytanie ofertowe – <CTRL>+<F>
Kosztorys projektu – <CTRL>+<G>
Wersja kosztorysu projektu – <CTRL>+<I>
Oferta sprzedaży – <CTRL>+<J>
Zamówienie sprzedaży – <CTRL>+<O>
Harmonogram projektu – <CTRL>+<T>
Faktura sprzedaży – <CTRL>+<X>
Zapytanie ofertowe – <CTRL>+<F>
Kosztorys projektu – <CTRL>+<G>
Wersja kosztorysu projektu – <CTRL>+<I>
Oferta sprzedaży – <CTRL>+<J>
Zamówienie sprzedaży – <CTRL>+<O>
Harmonogram projektu – <CTRL>+<T>
Faktura sprzedaży – <CTRL>+<X>
 Przypisz z listy zapytań – <CTRL>+<ALT>+<SHIFT>+<I>
Przypisz z listy ofert – <CTRL>+<ALT>+<SHIFT>+<J>
Przypisz z listy zamówień – <CTRL>+<ALT>+<SHIFT>+<L>
Lista kosztorysów - obsłużona analogicznie jak dla listy technologii
Harmonogramy projektów - obsłużone analogicznie jak dla ZP
Przypisz z listy zapytań – <CTRL>+<ALT>+<SHIFT>+<I>
Przypisz z listy ofert – <CTRL>+<ALT>+<SHIFT>+<J>
Przypisz z listy zamówień – <CTRL>+<ALT>+<SHIFT>+<L>
Lista kosztorysów - obsłużona analogicznie jak dla listy technologii
Harmonogramy projektów - obsłużone analogicznie jak dla ZP
Plany zapotrzebowania
Plan zapotrzebowania/Ogólne Zamówienie zakupu – <CTRL>+<SHIFT>+<O>
Zlecenie kompletacji – <SHIFT>+<K>
Zlecenie produkcyjne – <CTRL>+<SHIFT>+<T>
Zamówienie zakupu – <CTRL>+<SHIFT>+<O>
Zlecenie kompletacji – <SHIFT>+<K>
Zlecenie produkcyjne – <CTRL>+<SHIFT>+<T>
 Dodaj pozycję – <CTRL>+<T>
Dodaj listę – <CTRL>+<I>
Plan zapotrzebowania/Okresy
Dodaj pozycję – <CTRL>+<T>
Dodaj listę – <CTRL>+<I>
Plan zapotrzebowania/Okresy
 Zamówienie zakupu – <CTRL>+<SHIFT>+<O>
Zlecenie kompletacji – <SHIFT>+<K>
Zlecenie produkcyjne – <CTRL>+<SHIFT>+<T>
Zamówienie zakupu – <CTRL>+<SHIFT>+<O>
Zlecenie kompletacji – <SHIFT>+<K>
Zlecenie produkcyjne – <CTRL>+<SHIFT>+<T>
 Podziel na dni – <CTRL>+<ALT>+<D>
Podziel na tygodnie – <CTRL>+<ALT>+<T>
Podziel na miesiące – <CTRL>+<ALT>+<M>
Podziel na kwartały – <CTRL>+<ALT>+<Q>
Podziel na dni – <CTRL>+<ALT>+<D>
Podziel na tygodnie – <CTRL>+<ALT>+<T>
Podziel na miesiące – <CTRL>+<ALT>+<M>
Podziel na kwartały – <CTRL>+<ALT>+<Q>
 Dodaj okres – <CTRL>+<O>
Generuj okresy – <CTRL>+<ALT>+<O>
Dodaj okres – <CTRL>+<O>
Generuj okresy – <CTRL>+<ALT>+<O>
Plany obciążeń gniazd roboczych
Plan obciążeń gniazd/Ogólne Planuj obciążenie dla niezaplanowanych – <ALT>+<P>
Planuj obciążenie dla zaznaczonych – <ALT>+<A>
Planuj obciążenie dla niezaplanowanych – <ALT>+<P>
Planuj obciążenie dla zaznaczonych – <ALT>+<A>
 Dodaj element – <CTRL>+<E>
Dodaj element zamówienia sprzedaży – <CTRL>+<SHIFT>+<O>
Dodaj element zamówienia wewnętrznego – <CTRL>+<SHIFT>+<P>
Dodaj element – <CTRL>+<E>
Dodaj element zamówienia sprzedaży – <CTRL>+<SHIFT>+<O>
Dodaj element zamówienia wewnętrznego – <CTRL>+<SHIFT>+<P>
XL115 - Konfigurator produktu
Konfigurator produktu
Konfigurator produktu jest swojego rodzaju przepisem na produkt z danej grupy towarowej. Elementami zmiennymi, konfigurowalnymi tego przepisu są:- wybór Surowca,
- wybór Cechy surowca
- opcjonalność wystąpienie Operacji produkcyjnej
- możliwość wyboru jednej z wielu alternatywnych Operacji produkcyjnych
- określenie wartości Parametrów operacji, surowca, lub produktu
- warunki SQL
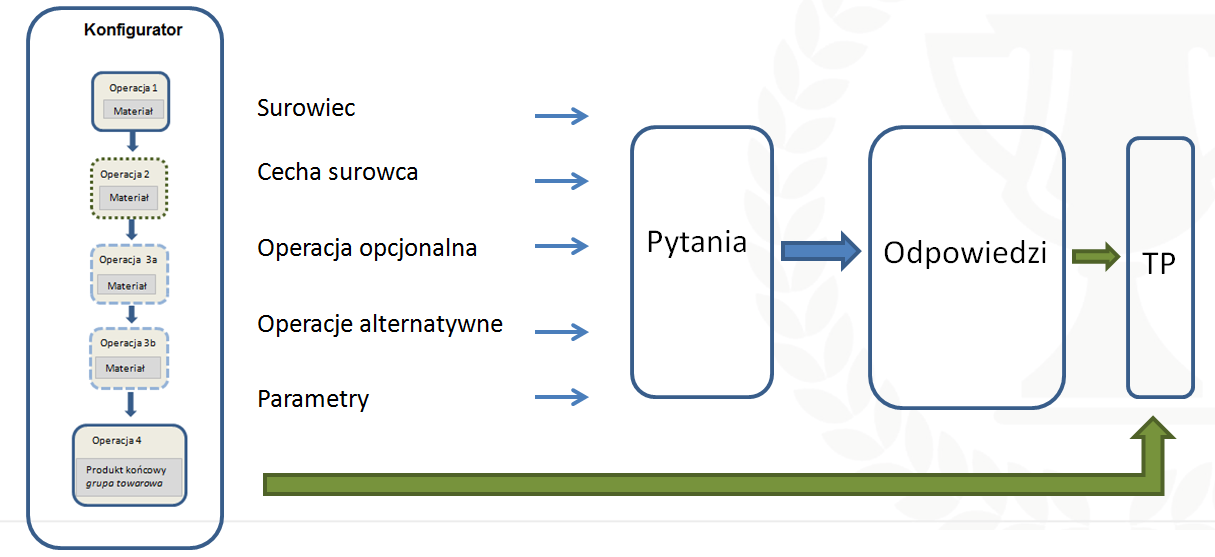
Definicje pytań konfiguratora
Aby pytania, które będą zadawane na elemencie OS/ZS na którym dokonywana będzie konfiguracja produktu miały formę przyjazną dla Użytkowników, są one definiowane w słowniku kategorii. Tak przygotowane definicje są następnie przypisywane automatycznie, czy też przez Użytkownika w tych miejscach dokumentu KTP, które stanowią elementy konfigurowalne. Do słownika kategorii dodana została nowa kategoria „Definicje pytań konfiguratora produktu”. Wartościami tej kategorii są definicje pytań. W treści pytania zaszyty jest „przepis” na budowanie właściwej treści pytania na elemencie OS/ZS w oparciu o cześć „stałą” pytania, czyli dowolny ciąg znaków, uzupełnioną o „zmienne” takie jak:- AtK_Nazwa – Nazwa atrybutu
- CCK_Nazwa – Nazwa cechy surowca
- PTC_Kod – Kod operacji produkcyjnej
- PTC_Nazwa – Nazwa operacji produkcyjnej
- PTE_Kod – Kod konfiguratora produktu
- PTE_Nazwa – Nazwa konfiguratora produktu
- PTZ_Kod – Kod materiału
- PTZ_Nazwa – Nazwa materiału
- TwG_Kod – Kod grupy towarowej
- TwG_Nazwa – Nazwa grupy towarowej
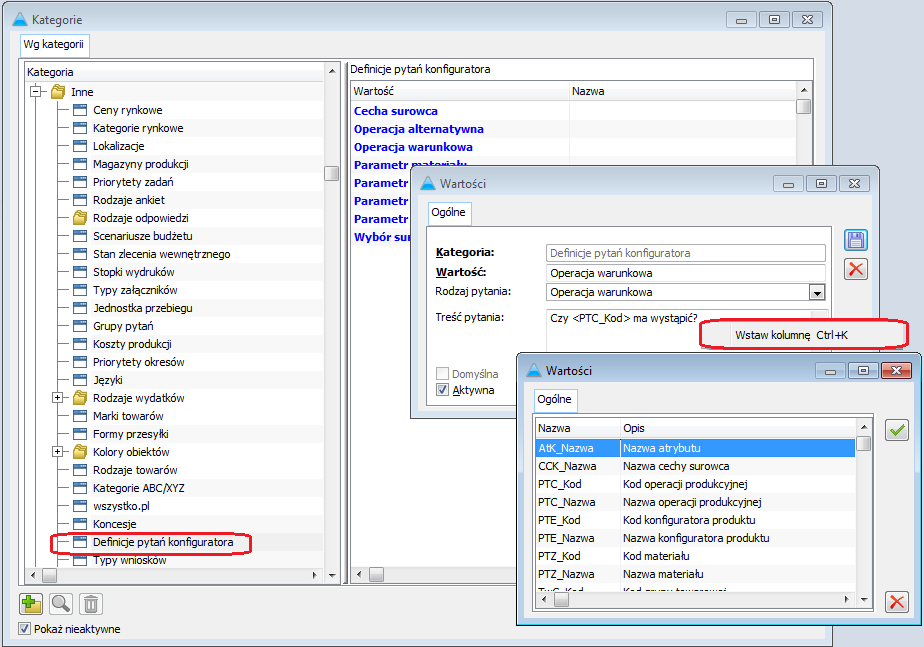
- Parametr różnicujący konfiguratory – do wykorzystania w oknie Wzorzec towaru, na zakładce Konfigurator
- Parametr ogólny konfiguratora – do wykorzystania w oknie Konfigurator produktu, na zakładce Parametry
- Parametr operacji – do wykorzystania w oknie Operacji, na zakładce Konfigurator w obszarze Parametry
- Operacja warunkowa – do wykorzystania w oknie Operacji, na zakładce Konfigurator w obszarze Wg konfiguratora
- Operacja alternatywna – do wykorzystania w oknie Operacji, na zakładce Konfigurator w obszarze Wg konfiguratora
- Wybór surowca – do wykorzystania w oknie Materiał, na zakładce Konfigurator w obszarze Definicje pytań
- Cecha surowca – do wykorzystania w oknie Materiał, na zakładce Konfigurator w obszarze Definicje pytań
- Parametr materiału – do wykorzystania w oknie Materiał, na zakładce Konfigurator w obszarze Parametry
KTP na liście technologii produkcji
Udostępniony został nowy typ dokumentu: KTP – Konfigurator produktu. Dodanie dokumentu odbywa się na liście technologii i konfiguratorów produktu, za pomocą przycisku plusa oraz stosowną opcją w menu kontekstowym. W ten sposób dotychczasowa lista technologii zawiera obecnie dwa typu dokumentów: TP – Technologie produkcji oraz KTP – Konfiguratory produktu, a wyposażona została w stosowny filtr, umożliwiający jej zawężenie do jednego z wymienionych typów dokumentu.
oraz stosowną opcją w menu kontekstowym. W ten sposób dotychczasowa lista technologii zawiera obecnie dwa typu dokumentów: TP – Technologie produkcji oraz KTP – Konfiguratory produktu, a wyposażona została w stosowny filtr, umożliwiający jej zawężenie do jednego z wymienionych typów dokumentu.
Formatka dokumentu KTP
Konfigurator produktu jest rodzajem technologii, w której niektóre parametry są konfigurowalne, a produktem końcowym nie jest karta towarowa, lecz grupa towarowa. Stąd dokument ten został oparty na formatce bardzo podobnej do formatki technologii produkcji. Podobne są również formatki Operacji, czy też Materiału. Konfigurator jest jednak oddzielnym typem dokumentu, korzysta więc z innej definicji dokumentu, co technologie „właściwe”. Od wersji 2020.1 możliwa jest pełna edycja konfiguratora, z którego została wygenerowana technologia.Parametry ogólne konfiguratora
Zakładka {Parametry} dokumentu KTP służy do przypisywania atrybutów, które mają być prezentowane podczas definiowania nowego produktu na elemencie oferty OS, lub zamówienia ZS. Niektóre z tych parametrów będą pełniły wyłącznie funkcję informacyjną, jeżeli zaś ich wartości mają być podawane na elemencie OS/ZS, wówczas należy je oznaczyć checkboxem „Edycja”, natomiast jeżeli podanie wartości tego parametru podczas konstruowania produktu ma być obowiązkowe, wówczas należy ten parametry dodatkowo oznaczyć opcją „Wymagaj”. O tym, czy wartość atrybutu zostanie skopiowana do właściwej Technologii tworzonej w oparciu o konfigurator decyduje zaś ustawienie checkboxa „Kopiuj do technologii”. Niektóre z parametrów Konfiguratora będą stanowiły kryterium wyboru konfiguratora podczas konstruowania wyrobu gotowego z danej grupy tj. w zależności od odpowiedzi na pytania konstruktora z zakresu wartości parametrów ogólnych System odszuka ten konfigurator, którego parametry mają wartości zgodne z podanymi przez Użytkownika. O tej funkcjonalności więcej w dalszej części dokumentu.
Konfigurowalność Operacji produkcyjnej na KTP
W ramach jednej, rozbudowanej technologii-konfiguratora, składającej się z wielu kolejnych, następujących po sobie Operacji technolog może zdefiniować sposób konstruowania wyrobu gotowego właściwego dla danej grupy towarowej. Kolejność Operacji oznacza logiczną kolejność produkcji wyrobu. Nie wszystkie zdefiniowane Operacje muszą każdorazowo wystąpić w ww procesie produkcji, o tym, czy dana Operacja wystąpi może zdecydować Użytkownik dokonujący „konstrukcji” nowego wyrobu gotowego. Do definiowania elementów zmiennych Operacji służy zakładka {Konfigurator}, w sekcji Typ należy wybrać stosowne radio w zależności od tego czy Operacja ma wystąpić zawsze (Stała), pod jakimś warunkiem (Warunkowa), czy też Operator dokona wyboru jednej, spośród wielu Operacji (Alternatywna). W sekcji {Parametry operacji} w konfiguratorze przypisywane są te atrybuty, które należy pokazać podczas definiowania nowego produktu. Wartości Parametrów oznaczonych checkboxem „Edycja” są podawane na OS/ZS, o ich wymagalności decyduje parametr „Wymagaj”. O tym, czy mają zostać one przeniesione na operację technologii właściwej decyduje checkbox „Kopiuj do technologii”.
Konfigurowalność Materiału typu „surowiec” na KTP
Na materiale w Operacji KTP można przypisać wiele różnych towarów-surowców. Można tego dokonać poprzez dołączenie listy towarów, czy też wskazanie grupy/wielu grup towarowych. O tym, który z surowców ma zostać użyty decyduje na OS/ZS Użytkownik dokonujący „konfiguracji” wyrobu gotowego. Możliwe jest również oznaczenie cechy surowca jako „konfigurowalnej” tj takiej, która ma zostać podana podczas konstruowania produktu na elemencie OS/ZS. Podobnie jak dla nagłówka KTP, czy też Operacji, również dla Materiału istnieje możliwość zdefiniowania Parametrów prezentowanych/edytowanych na elemencie OS/ZS, warunkowo kopiowanych później do technologii właściwej.
Produkt w konfiguratorze produktu
W technologii typu Konfigurator, inaczej niż w „zwykłych” technologiach możliwe jest zdefiniowanie wyłącznie jednego produktu, rozumianego jako produkt końcowy, kolejne karty typu „produkt” są już wyłącznie produktami ubocznymi. Na karcie Produktu przypisywane są grupy towarowe. Przypisanie grupy oznacza, że dany konfigurator stanowi przepis na produkty z tejże grupy, karta właściwego produktu, rozumianego jako karta magazynowa zostanie przypisana dopiero na właściwej technologii tworzonej w oparciu o konfigurator. Ww przypisania grup dokonuje się na zakładce Konfigurator formatki produktu. Tutaj znajduje się również sekcja {Parametry}, której idea jest identyczna, jak wcześniej omówiona dla Operacji, czy też Materiału-surowca.
Warunki wystąpienia
Warunek wystąpienia Operacji W konfiguratorze obsłużone są warunki SQL wystąpienia operacji oznaczonej jako „warunkowa”. Dzięki temu Użytkownik nie musi już samodzielnie podejmować decyzji, czy dana Operacja jest potrzebna, czy nie, uczyni to bowiem za niego System. Warunkiem takiego zachowania Systemu jest poprawność zdefiniowanego wyrażenia logicznego. Przy jego tworzeniu Operator może korzystać ze zmiennych dynamicznych takich jak: <KPNId>, <ObiTyp>, <ObiFirma>, <ObiNumer>, <ObiLp>. Warunkami wystąpienia Operacji mogą być przykładowo: wystąpienie innej operacji (np. jeżeli element konstrukcji będzie malowany, wówczas wymagana jest Operacja jego suszenia, utwardzania itp.), określona wartość parametru na „wcześniejszej” Operacji itp. Przykładowo operacja warunkowa wystąpi, jeżeli na jednym ze zdefiniowanych pytań poprzedniej Operacji Użytkownik dokonujący konstrukcji produktu udzielił odpowiedzi „biały”
Kolorystyczne wyróżnianie elementów zmiennych dokumentu KTP
Elementy konfigurowalne dokumentu KTP, czyli te, które stanowią źródło pytań zadawanych podczas konstruowania produktu na ofercie i zamówieniu wyróżnione są kolorystycznie. Rodzaj użytego koloru jest definiowalny w słowniku kategorii. W ten sposób wyróżniane są Operacje warunkowe i alternatywne oraz materiały, do których przypisano wiele możliwych surowców.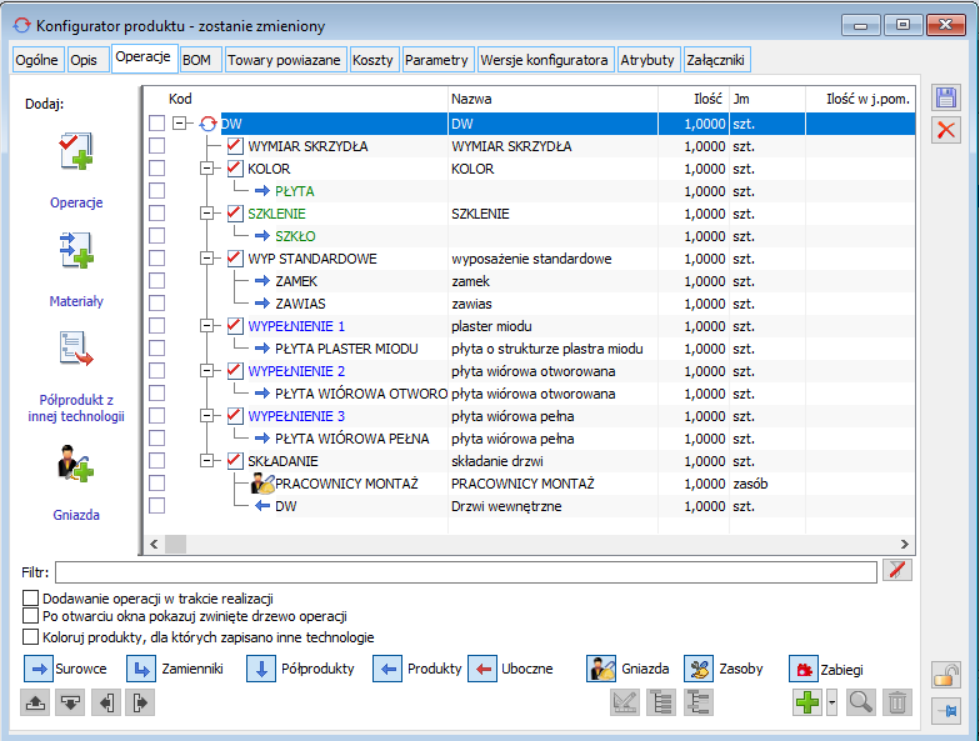
Parametry konfiguracji produktu na grupie towarowej
Na nowej zakładce {Konfigurator} grypy towarowej prezentowana jest lista Konfiguratorów produktu przypisana do tej grupy, tj takich, w którym jako produkt końcowy przypisana została ta grupa towarowa. Oznacza to, że podczas zamawiania produktu z danej grupy towarowej będzie on konstruowany wg jednego z ww przepisów. Wsparcie w zakresie wyboru właściwego Konfiguratora-przepisu stanowi lista atrybutów przypisywana w sekcji {Parametry}. Mają one zastosowanie wówczas, gdy dla danej grypy towarów zdefiniowano kilka różnych konfiguratorów produktu. To wartości tych parametrów będą podawane przez „konstruującego” nowy produktu w pierwszej kolejności, i to wg tych wartości System będzie „odszukiwał” właściwy konfigurator, tj. taki, na którym podano te same wartości parametrów, co podane przez „konstruującego” nowy produkt na elemencie OS/ZS.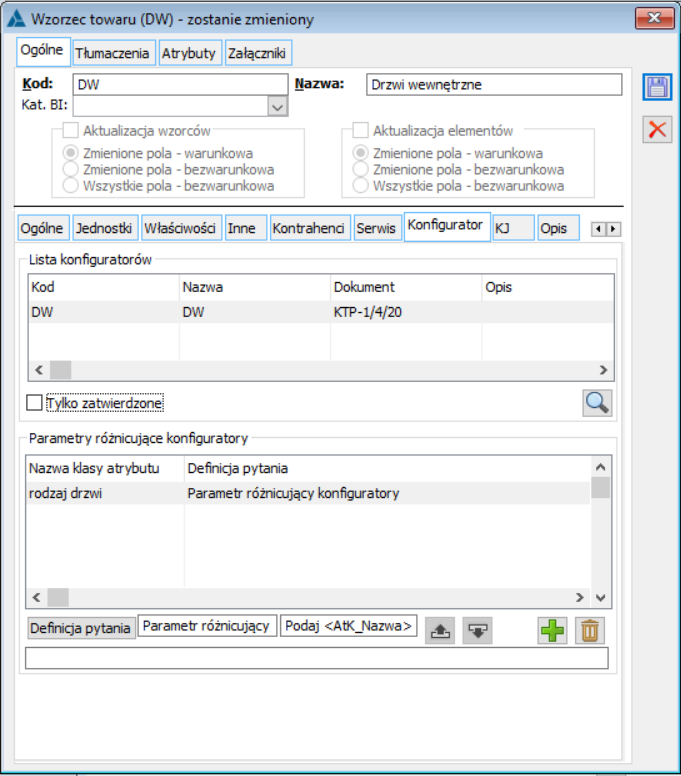
Produkt konfigurowalny na ofercie i zamówieniu sprzedaży
Dodawanie produktu konfigurowalnego na ofertę/zamówienie
Na ofercie sprzedaży oraz zamówieniu sprzedaży została dodana nowa opcja dodawania pozycji: „Dodaj produkt konfigurowalny”. Dostępna jest ona w menu przy przycisku plusa oraz w menu kontekstowym.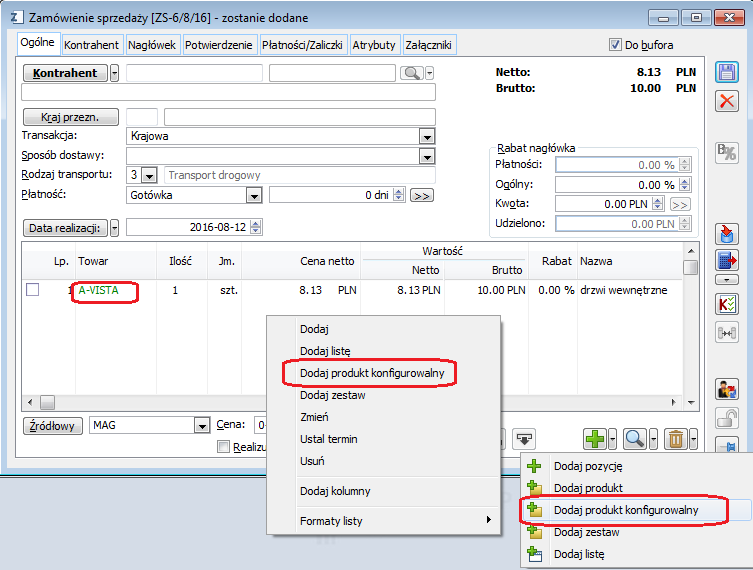
 .
.
Konfiguracja produktu na elemencie OS/ZS
Formatka konfiguracji produktu składa się z kilku sekcji, z których nie wszystkie muszą być używane, udostępnione zostały opcje ich zwijania, co czyni okno czytelniejsze i ogranicza prezentowane na niej informacje do niezbędnego minimum. Wybór konfiguratora Górna sekcja: Parametry ogólne i Lista konfiguratorów używana jest wówczas, gdy dla grupy towarowej, której produkt jest konfigurowany zdefiniowano wiele Konfiguratorów. Są one prezentowane w sekcji prawej, natomiast parametry ogólne, pozwalające na identyfikację właściwego konfiguratora, w sekcji lewej. Jest to lista parametrów przypisanych na zakładce {Konfigurator} grupy towarowej. Wybór KTP – przepisu na wytworzenie danego Produktu może dokonać Użytkownik samodzielnie, może też skorzystać ze wsparcia Systemu: w miarę podawania wartości dla parametrów „ogólnych” lista konfiguratorów może być (po włączeniu na niej opcji „Filtruj”) ograniczana do tych konfiguratorów, dla których występuje zgodność wartości parametrów: konfiguratora z wartościami parametrów podanymi przez Operatora na ww liście. Poszczególnym dokumentom KTP powinny zostać nadane wartości ww parametrów w taki sposób, aby po podaniu dla nich wartości przez Użytkownika na elemencie OS/ZS System mógł ograniczyć listę konfiguratorów do jednego, wg którego konstruowany powinien być Produkt, w przeciwnym razie to na osobie dokonującej tej konfiguracji będzie spoczywała decyzja co do wyboru konkretnego KTP. Jeżeli Operator samodzielnie wybierze konfigurator, wówczas System automatycznie ustali wartości parametrów ogólnych na podstawie wskazanego konfiguratora. Edycja parametrów ogólnych możliwa jest do chwili przypisania konkretnego konfiguratora na elemencie OS/ZS.
- Wartości dla Parametrów przypisanych do nagłówka KTP
- Pytania o to, czy dana Operacja warunkowa ma wystąpić
- Wybór operacji alternatywnej
- Wartości dla Parametrów przypisanych do Operacji
- Wartości dla Parametrów przypisanych do Materiału
- Wskazanie surowca dla Materiału
- Wybór cechy Materiału
- Wartości dla Parametrów przypisanych do Produktu
Raport kalkulacji kosztu
Raport Kalkulacja kosztów pozwala na symulację kosztów, jakie zostaną poniesione w związku z wyprodukowaniem danego produktu. W szczególności obejmie ona koszty bezpośrednio wynikające z technologii produkcji, a także koszty dodatkowe:- uprzednio wskazane na Konfiguratorze
- ręcznie dodane do raportu ze słownika kategorii
- zdefiniowane podczas symulowania kosztów
 [Raport kosztów].
[Raport kosztów].
- Najniższa/Ostatnia cena zakupu materiałów
- Średnia cena zasobów
- Najkrótsza dostawa
- Wg karty materiału
- Najniższy/Najwyższy/Średni koszt gniazda
- Wybór kursu
- Symulacja kosztu zasobów
Obsługa materiałów na KTP za pomocą mechanizmu Znajdź i zmień
Okno: Znajdź i zmień, to narzędzie służące do podmiany materiałów na wielu zleceniach i technologiach jednocześnie. Za pomocą tego narzędzia można również zamienić, usuwać materiał lub dodawać do niego zamiennik na wielu Konfiguratorach produktu. Aby podmienić materiał na konfiguratorach, wystarczy zaznaczyć parametr Znajdź i zmień w - KTP. Możliwa jest jednoczesna podmiana materiałów zarówno na dokumentach TP jak i KTP. Podmiana materiałów na dokumentach KTP dotyczy materiałów wprost wskazanych jako materiały w KTP i nie obejmuje materiałów wskazanych jako opcjonalne odpowiedzi w konfiguratorze.
Automatyczne wiązanie operacji w technologii wygenerowanej na podstawie konfiguratora produktu
Na konfiguratorze produktu, na zakładce [Operacje], znajduje się parametr Połącz operacje półproduktami. Jeśli parametr ten będzie zaznaczony, wtedy, podczas generowania Technologii produkcji z Konfiguratora, operacje na wygenerowanej technologii zostaną połączone półproduktami. Czyli jest to funkcja analogiczna do funkcji: Połącz operacje półproduktami, która znajduje się na technologii produkcji.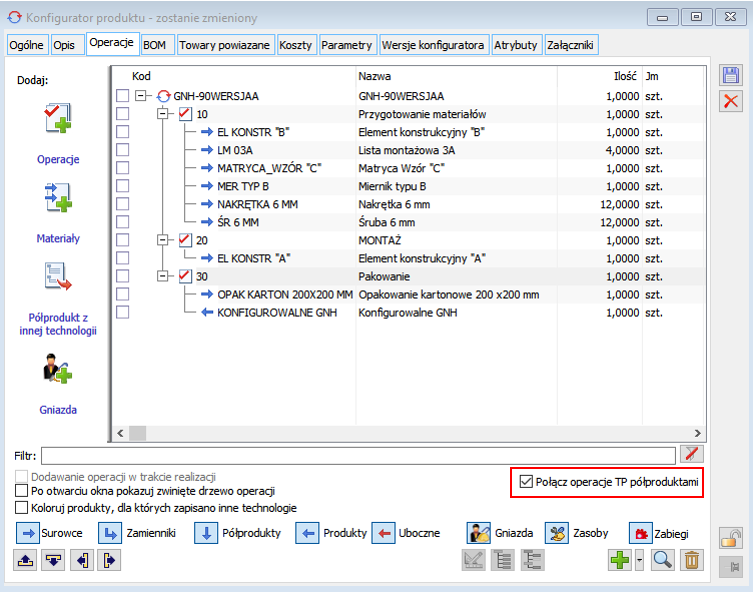
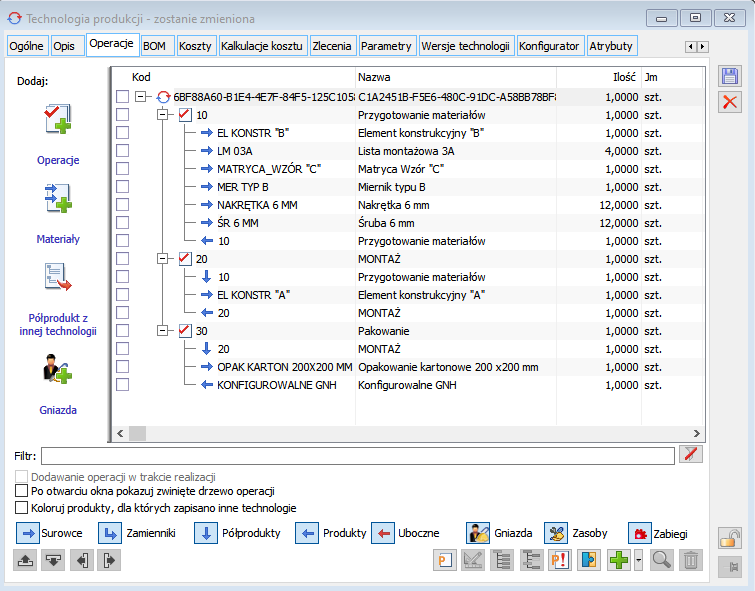
Przykład zmodyfikowanej funkcji serwerowej „KPZwrocDaneNowegoObiektu”
Podczas tworzenia indeksu towarowego oraz technologii kod i nazwa tworzone są za pomocą funkcji serwerowej „KPZwrocDaneNowegoObiektu”. Funkcję tą można dowolnie modyfikować, wedle potrzeb. Poniżej jest przedstawiony przykład, gdzie nazwa produktu i technologii składa się z następujących elementów: część nazwy grupy nadrzędnej, część nazwy z grupy podrzędnej, część nazwy z grupy podpodrzędnej, kolejny numer z danej grupy. Jeśli produkt należy do Grupy głównej, podrzędnej – DW, podpodrzędnej nie ma, wówczas nazwa będzie wyglądała następująco: GRU-DW-YYY-001. USE [Nazwa_bazy] GO /****** Object: StoredProcedure [CDN].[KPZwrocDaneNowegoObiektu] Script Date: ... ******/ SET ANSI_NULLS ON GO SET QUOTED_IDENTIFIER ON GO ALTER PROCEDURE [CDN].[KPZwrocDaneNowegoObiektu] ( @p_KPNId INTEGER, --Identyfikator konfiguracji produktu @p_ObiTy SMALLINT, --GidTyp tworzonego obiektu @p_Kod VARCHAR(40) OUTPUT, --Kod @p_Nazwa VARCHAR(255) OUTPUT --Nazwa ) AS BEGIN declare @NazwaPom varchar(225) declare @NazwaGN varchar(3) --część nazwy z grupy nadrzędnej declare @NazwaGP varchar(3) --część nazwy z grupy podrzędnej declare @NazwaGPP varchar(3) --część nazwy z grupy podpodrzędnej declare @Numer int --kolejny numer z danej grupy set @Numer = 0 select @NazwaGN =substring(LTRIM(gn.Twg_Kod),1,3), @NazwaGP= substring(LTRIM(gp.Twg_Kod),1,3), @NazwaGPP=substring(LTRIM(gpp.Twg_Kod),1,3) from CDN.KonfProdNag JOIN CDN.TwrGrupy gpp ON gpp.TwG_GIDNumer=KPN_TwGNumer AND gpp.TwG_GIDTyp=KPN_TwGTyp and KPN_TwGTyp = -16 left join CDN.TwrGrupy gp on gp.TwG_GIDTyp = gpp.TwG_GrOTyp and gp.TwG_GIDNumer = gpp.TwG_GrONumer and gp.TwG_GIDFirma = gpp.TwG_GrOFirma and gp.TwG_GIDLp = gpp.TwG_GrOLp left join CDN.TwrGrupy gn on gn.TwG_GIDTyp = gp.TwG_GrOTyp and gn.TwG_GIDNumer = gp.TwG_GrONumer and gn.TwG_GIDFirma = gp.TwG_GrOFirma and gn.TwG_GIDLp = gp.TwG_GrOLp WHERE KPN_Id = @p_KPNId if @NazwaGP is null set @NazwaPom = @NazwaGPP + '-XXX-YYY-' else if @NazwaGN is null set @NazwaPom = @NazwaGP +'-'+ @NazwaGPP +'-YYY-' else set @NazwaPom = @NazwaGN +'-' +@NazwaGP +'-'+ @NazwaGPP + '-' if @p_ObiTy = 16 if exists(select * from cdn.TwrKarty where Twr_Nazwa like @NazwaPom+'%' union select * from cdn.TwrKarty where Twr_Kod like @NazwaPom+'%') select @Numer = max(convert(int,substring(t.Twr_Nazwa,len(@NazwaPom)+1,len(t.twr_Nazwa)-len(@NazwaPom)),0))+1 from (select Twr_Nazwa from cdn.TwrKarty where Twr_Nazwa like @NazwaPom+'%' union select Twr_Kod from cdn.TwrKarty where Twr_Kod like @NazwaPom+'%') as t where substring(t.Twr_Nazwa,len(@NazwaPom)+1,len(t.Twr_Nazwa)-len(@NazwaPom)) not like '%[^0-9]%' if @p_ObiTy =14340 if exists(select * from cdn.ProdTechnologia where PTE_Nazwa like @NazwaPom+'%' union select * from cdn.ProdTechnologia where PTE_Kod like @NazwaPom+'%') select @Numer = max(convert(int,substring(pt.PTE_Nazwa,len(@NazwaPom)+1,len(pt.PTE_Nazwa)-len(@NazwaPom)),0))+1 from (select PTE_Nazwa from cdn.ProdTechnologia where PTE_Nazwa like @NazwaPom+'%' union select PTE_Kod from cdn.ProdTechnologia where PTE_Kod like @NazwaPom+'%') as pt where substring(pt.PTE_Nazwa,len(@NazwaPom)+1,len(pt.PTE_Nazwa)-len(@NazwaPom)) not like '%[^0-9]%' if @Numer < 10 set @NazwaPom+='00' else if @Numer < 100 set @NazwaPom+='0' if @p_ObiTy = 16 or @p_ObiTy = 14340 select @p_Kod = isnull(@NazwaPom + (convert(varchar,@Numer,0)),newid()), @p_Nazwa = isnull(@NazwaPom + (convert(varchar,@Numer,0)),newid()) else select @p_Kod = NEWID(), @p_Nazwa = newid() ENDZaciąganie odpowiedzi do konfiguracji produktu z arkusza kalkulacyjnego
W wersji 2025.0 Systemu Comarch ERP XL z okna konfiguracji produktu (podnoszonym z ZS lub OS dla produktu konfigurowalnego) umożliwiono eksport pytań konfiguracji produktu do arkusza kalkulacyjnego oraz import odpowiedzi na pytania konfiguracji produktu z arkusza kalkulacyjnego.
Eksport pytań konfiguracji produktu do arkusza kalkulacyjnego
W oknie Konfiguracja produktu udostępniono przycisk  Eksportuj pytania do arkusza.
Eksportuj pytania do arkusza.
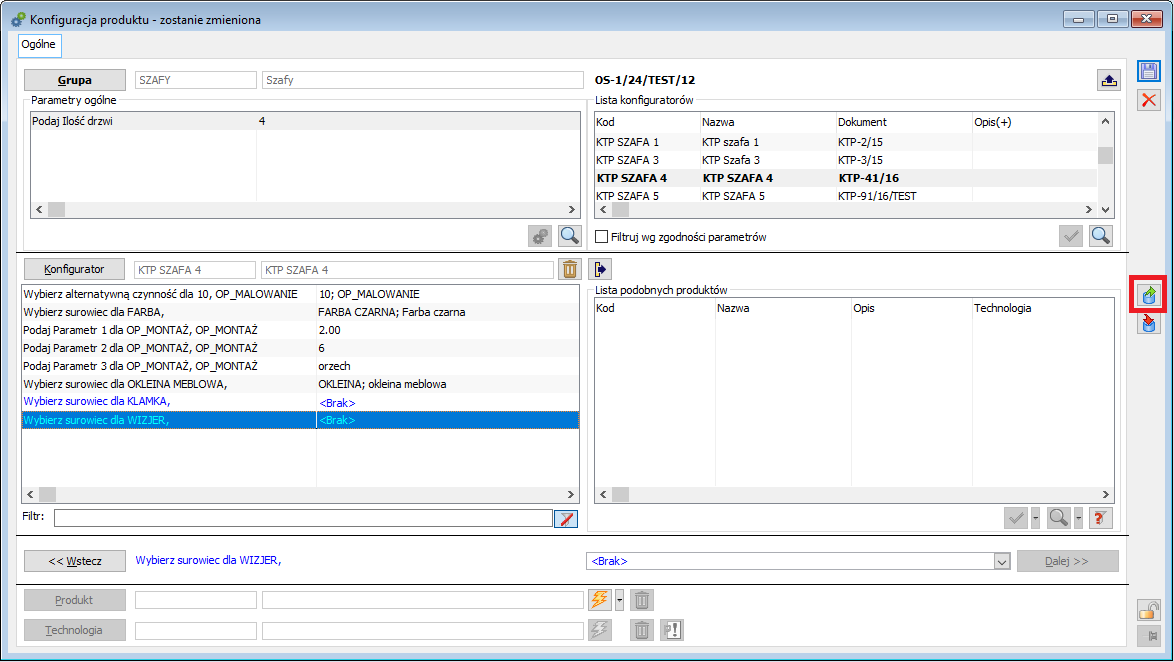
Za pomocą przycisku Eksportuj pytania do arkusza, możliwe jest wyeksportowanie do arkusza kalkulacyjnego pytań konfiguracji produktu, wraz z bieżącymi odpowiedziami oraz wszystkimi niezbędnymi danymi, które są potrzebne do identyfikacji pytania, podczas importu odpowiedzi z arkusza.
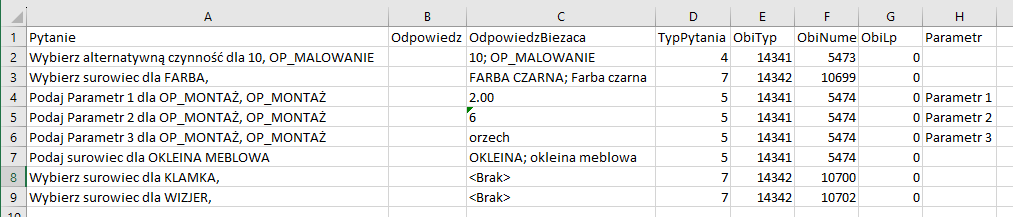
Arkusz eksportu pytań do arkusza, pełni pomocniczą rolę dla importu odpowiedzi na pytania konfiguracji produktu. Struktura wyeksportowanego arkusza jest zgodna ze strukturą arkusza wymaganego do importu odpowiedzi, a eksportowane do kolumny pomocniczej OdpowiedzBiezaca odpowiedzi ustawione w momencie eksportu, mają Użytkownikowi ułatwić udzielanie odpowiedzi.
Import odpowiedzi na pytania konfiguracji produktu z arkusza kalkulacyjnego
W oknie Konfiguracja produktu udostępniono przycisk Importuj odpowiedzi z arkusza.
Importuj odpowiedzi z arkusza.
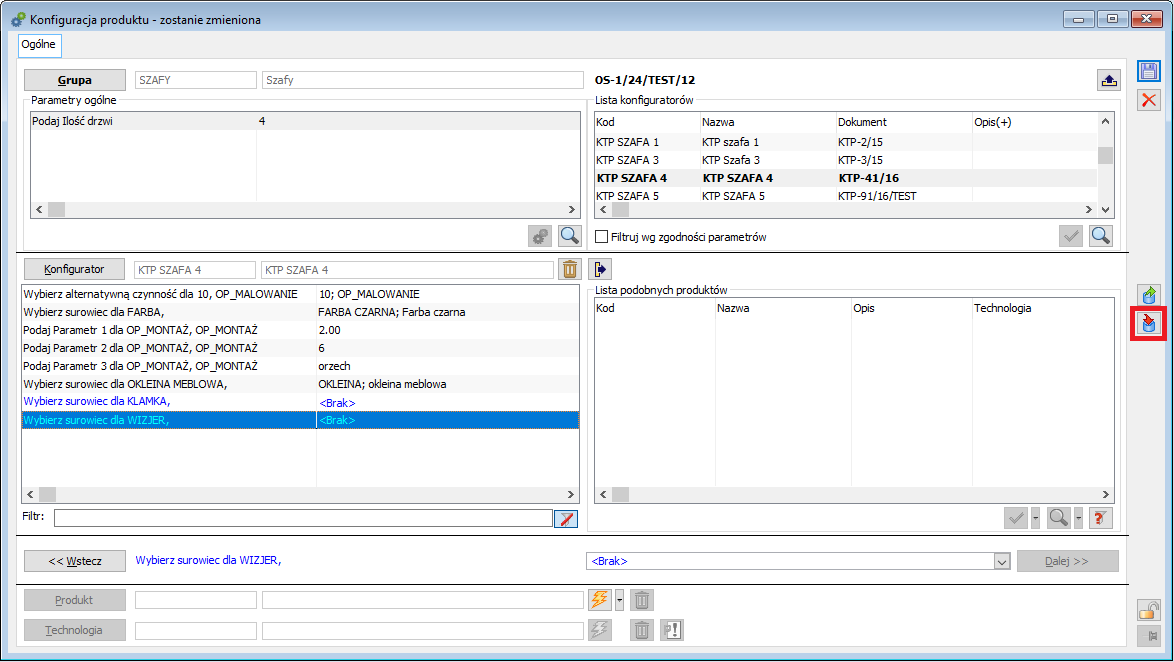
Za pomocą przycisku Importuj odpowiedzi z arkusza, możliwe jest zaimportowanie odpowiedzi na pytania konfiguracji produktu z arkusza kalkulacyjnego. Po wskazaniu właściwego pliku z dysku, importowane są dane z arkusza kalkulacyjnego do okna konfiguracji.
Budowa arkusza do importu odpowiedzi na pytania konfiguracji produktu
Arkusz do importu musi mieć nazwę OdpowiedziKonfiguracji (nazwa arkusza, a nie całego pliku). Obsługiwane są pliki o typach: .xls, .xlsx oraz .ods.
W arkuszu do importu muszą się znaleźć kolumny:
- Pytanie – treść pytania
- Odpowiedz – treść odpowiedzi zgodna z typem i formatem.
- TypPytania
- ObiTyp
- ObiNumer
- ObiLp
- Parametr – nazwa klasy atrybutu, wymagana dla pytań o parametr (atrybut)
Kolumna OdpowiedzBiezaca, przekazywana do arkusza podczas eksportu pytań, jest kolumną pomocniczą i nie musi jej być w arkuszu do importu odpowiedzi.
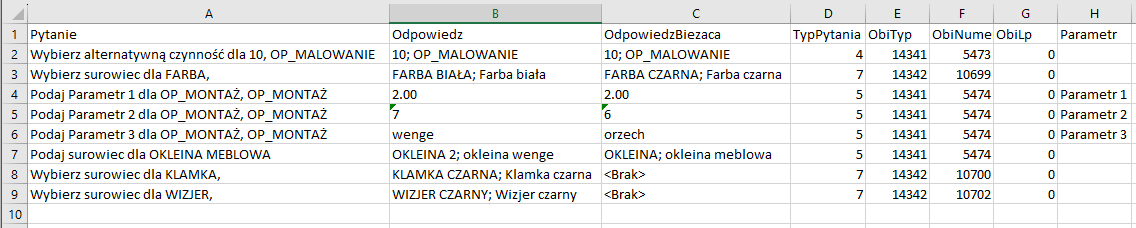
Zasady udzielania odpowiedzi w arkuszu
Aby odpowiedź na pytanie została prawidłowo zaimportowana, wprowadzona w arkuszu treść odpowiedzi powinna być zgodna z formatem i typem możliwej do udzielenia odpowiedzi, np. w przypadku pytania o parametr (atrybut) o formacie: 1234 i typie Liczba odpowiedź powinna być liczbą całkowitą, a w przypadku pytania o parametr (atrybut) o formacie: Tekst i typie Lista odpowiedź powinna być wartością tekstową, która znajduje się na liście wartości zdefiniowanych dla atrybutu.
W przypadku pytań o wybór lub wystąpienie surowca albo operacji, w kolumnie Odpowiedz można podać sam kod towaru/operacji lub kod i nazwę oddzielone średnikiem (np. KOD TOWARU; Nazwa towaru).
W przypadku, gdy w arkuszu pole w kolumnie Odpowiedz będzie puste to System zinterpretuje to jako brak udzielania odpowiedzi i pominie import takiego rekordu. Natomiast jeśli Użytkownik chce usunąć wcześniej udzieloną odpowiedź to powinien w polu Odpowiedz wprowadzić wartość: <PUS> lub <PUSTA> (dla wszystkich typów pytania) lub <Brak> (wyłącznie dla pytań o wystąpienie operacji, wybór operacji alternatywnej lub wybór surowca, czyli gdy TypPytania = 3, 4, 7) lub <Nieokreślona> (wyłącznie dla pytań o cechę materiału, czyli gdy TypPytania = 8).
W przypadku, gdy dokładnie to samo pytanie wystąpi kilka razy w arkuszu, to zaimportowanie ostatniej z odpowiedzi nadpisze wcześniej zaimportowaną odpowiedź. Dzięki takiemu działaniu, w przypadku pytań o surowce będące towarami powiązanymi, gdy zmiana na inny towar w odpowiedzi na pytanie o pierwszy z towarów powiązanych może być zablokowana przez aktualnie wybraną odpowiedź w pytaniu o drugi z towarów powiązanych to najlepiej, aby w arkuszu dwa razy dodane zostały pytania o wybór surowca dla towarów powiązanych – najpierw z odpowiedziami czyszczącymi wcześniej udzieloną odpowiedź (<PUSTA> lub <Brak>), a następnie te same pytania już z właściwymi odpowiedziami.
W konfiguratorze produktu mogą być zdefiniowane takie pytania, które w oknie konfiguracji dodawane są na listę pytań, dopiero po udzieleniu odpowiedzi na inne pytanie, np. gdy operacja występuje warunkowo, to po udzieleniu twierdzącej odpowiedzi na pytanie „Czy operacja <Kod operacji>, <Nazwa operacji> ma wystąpić?” dodawane są pytania dotyczące parametrów tej operacji, czy surowców, które mają być w niej użyte. Dlatego też, aby w takim przypadku z arkusza kalkulacyjnego prawidłowo zostały zaimportowane odpowiedzi, konieczne jest zachowanie właściwej kolejności pytań w arkuszu, tzn. najpierw musi być pytanie o wystąpienie operacji, a dopiero po nim pytania o parametry i surowce w tej warunkowej operacji.
Przy imporcie odpowiedzi na pytania o parametr (atrybut) obsługiwane są atrybuty o typach:
- Flaga
- Tekst
- Liczba
- Lista – jako odpowiedź należy podać kod wartości zdefiniowanej na liście wartości atrybutu
- SQL – jako odpowiedź należy podać wartość z listy wartości zwróconych przez zapytanie SQL
- SQL obiektowy – jako odpowiedź należy podać wartość z listy wartości zwróconych przez zapytanie SQL
- Adres URL
- Towar – jako odpowiedź należy podać kod towaru
- Kontrahent – jako odpowiedź należy podać akronim kontrahenta
- Pracownicy – jako odpowiedź należy podać akronim pracownika
- Konto
- Załączniki
- Bon
XL121 - Przykłady wykorzystania Planu produkcji w systemie Comarch ERP XL
W niniejszym biuletynie opisane zostały przykłady wykorzystania Planu produkcji z zastosowaniem różnych wariantów parametryzacji dokumentu PP.
Jak za pomocą Planu produkcji uzyskać informację o ilości produktu potrzebnej do wytworzenia w danym okresie planistycznym?
Plan produkcji umożliwia m. in. uzyskanie informacji na temat ilości produktu potrzebnej do wytworzenia w danym okresie planistycznym. Potrzeba wytworzenia produktu może wynikać, np. z zarejestrowanych w systemie zamówień sprzedaży.
Parametryzacja definicji dokumentu PP
W pierwszej kolejności należy odpowiednio przygotować dokument Planu produkcji, aby był przeliczany wg interesującego nas zakresu parametrów. Jeśli chcemy, by Plan produkcji zwracał informacje o zapotrzebowaniu na produkty w określonych okresach planistycznych, to na definicji dokumentu PP w odpowiednim centrum struktury firmy należy takie okresy planistyczne zdefiniować:
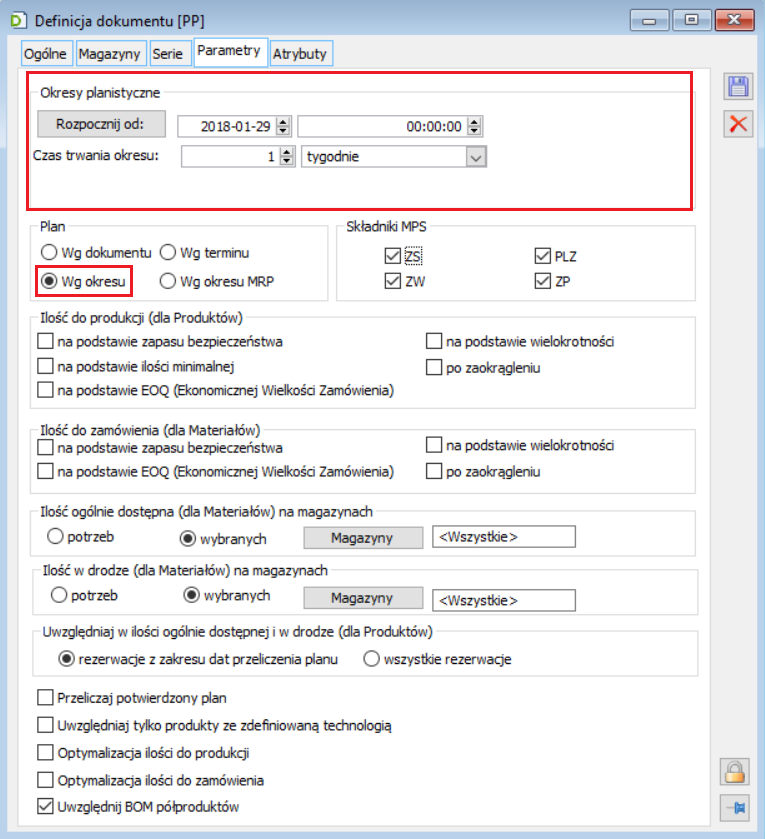
Dodatkowo, jeśli wśród analizowanych produktów są takie, dla których nie określono technologii podstawowej (na karcie towaru), to aby były one widoczne na Planie produkcji, należy na definicji dokumentu PP pozostawić niezaznaczony parametr: Uwzględniaj tylko produkty ze zdefiniowaną technologią:
Nowy dokument Planu produkcji będzie domyślnie przyjmował parametryzację, jaką zastosowano na jego definicji w danym centrum struktury firmy, jednak w zależności od potrzeby, niektóre ustawienia można będzie dodatkowo zmienić z poziomu dokumentu.
Przykład obliczania ilości produktu, koniecznej do uzupełnienia w kolejnych okresach planistycznych, na potrzeby realizacji zamówień sprzedaży
W systemie zarejestrowano następujące potwierdzone zamówienia sprzedaży:
ZS-1 na 10 szt. P1, z datą realizacji 01-02-2019, na magazyn MAG
ZS-2 na 20 szt. P1, z datą realizacji 02-02-2019, na magazyn MAG
ZS-3 na 30 szt. P1, z datą realizacji 03-02-2019, na magazyn MAG
ZS-4 na 10 szt. P1, z datą realizacji 06-02-2019, na magazyn MAG
ZS-5 na 20 szt. P1, z datą realizacji 08-02-2019, na magazyn MAG
ZS-6 na 30 szt. P1, z datą realizacji 01-03-2019, na magazyn MAG
Na magazynie MAG znajdują się 4 szt. produktu P1.
Dodano nowy Plan produkcji, którego definicję sparametryzowano jak w punkcie 1.1.
Na dokumencie wskazana została grupa produktów, która zawiera produkt P1 oraz magazyn, na który wystawione zostały zamówienia.
Dodatkowo zaznaczono, że Plan produkcji ma uwzględnić dokumenty ZS jako składniki MPS.
Na dokumencie wskazano także zakres dat, w jakich analizowane ma być zapotrzebowanie na produkty:
Następnie, za pomocą opcji:  [Przeliczenie Planu produkcji] przeliczono Plan „Wg okresu”:
[Przeliczenie Planu produkcji] przeliczono Plan „Wg okresu”:
W wyniku przeliczenia, na Planie produkcji wyświetlone zostały odpowiednie elementy wynikające z zastosowanej parametryzacji i zarejestrowanych w systemie danych:
Potrzeby produkcyjne, wynikające z ww. zamówień sprzedaży, zostały pogrupowane w ramach kolejnych okresów planistycznych w zależności od dat realizacji elementów tych zamówień i przedstawione w kolumnie: MPS.
Informacja o ilości produktu, jaką należy wytworzyć w danym okresie planistycznym, została wyświetlona na Planie produkcji w kolumnie: Do produkcji i wynika ona z następujących danych:
W pierwszym okresie planistycznym, trwającym od 2019-01-28 do 2019-02-03, uwzględnione zostały potrzeby wynikające z zamówień sprzedaży, które należy zrealizować w tym okresie. Należy w tym okresie wytworzyć taką ilość produktu, by wystarczyła na realizację: ZS-1, ZS-2 i ZS-3. Łączna ilość produktu P1 wynikająca z tych zamówień, to 60 szt. (widoczne w kolumnie: MPS). Ponieważ dodatkowo na magazynie MAG, znajdują się 4 szt. produktu P1 (widoczne w kolumnie: Do wykorzystania), które również można wykorzystać na poczet realizacji ww. zamówień, to ostateczna ilość produktu P1, jaką należy wytworzyć w pierwszym okresie planistycznym, by uzupełnić zapotrzebowanie wynikające z zamówień, to 56 szt. Ilość ta prezentowana jest w kolumnie: Do produkcji, dla pierwszego okresu planistycznego.
W drugim okresie planistycznym, trwającym od 2019-02-04 do 2019-02-10, uwzględnione zostały potrzeby wynikające z zamówień ZS-4 i ZS-5. Ponieważ po realizacji zamówień z pierwszego okresu planistycznego, nie będzie już na magazynie dostępnej ilości produktu, to w kolumnie: Do produkcji w drugim okresie planistycznym prezentowana jest potrzeba wynikająca w całości z zamówień ZS-4 i ZS-5, czyli 30 szt. produktu P1.
W trzecim okresie planistycznym, trwającym od 2019-02-25 do 2019-03-03 uwzględniona została potrzeba wynikająca z zamówienia ZS-6. Ilość prezentowana w kolumnie: Do produkcji w tym okresie planistycznym to 30 szt.
Na obliczoną w kolumnie: Do produkcji ilość produktu można z poziomu Planu produkcji wygenerować dokumenty ZP, ZZ, ZW, za pomocą opcji dostępnych w rozwijanym menu obok opcji:  [Generowanie dokumentu]:
[Generowanie dokumentu]:
Jak na Planie produkcji uzyskać informację o potrzebach produkcyjnych na konkretny termin?
Jednym ze sposobów przeliczania Planu produkcji jest przeliczanie „Wg terminu”. Opcja ta pozwala na zebranie informacji o potrzebach produkcyjnych z podziałem na konkretne terminy.
Parametryzacja definicji dokumentu PP
Jeśli chcemy by dokument Planu produkcji był domyślnie przeliczany „Wg terminu”, należy zaznaczyć odpowiednią opcję na definicji dokumentu w danym centrum struktury firmy:
Ww. ustawienie można zmienić z poziomu dokumentu Planu produkcji przed jego przeliczeniem. (Po przeliczeniu Planu, opcja będzie nieaktywna).:
Przykład obliczania potrzeb produkcyjnych na termin, na Planie produkcji
W systemie zarejestrowano następujące potwierdzone dokumenty:
ZS-1 na 10 szt. produktu P1 z datą realizacji 13-02-2019
ZS-2 na 10 szt. produktu P1 z datą realizacji 14-02-2019
ZW-1 na 10 szt. produktu P1 z datą realizacji 13-02-2019
PLZ -1 na 100 szt. produktu P1 za okres: od 11-02-2019 do 14-02-2019
ZS-3 na 10 szt. produktu P2 z datą realizacji 13-02-2019
ZS-4 na 10 szt. produktu P2 z datą realizacji 14-02-2019
ZW-2 na 10 szt. produktu P2 z datą realizacji 13-02-2019
PLZ-2 na 100 szt. produktu P2 za okres: od 11-02-2019 do 14-02-2019
Dodano Plan produkcji, na którym ustawiono parametry odpowiadające za uwzględnienie ww. dokumentów jako składników MPS, wskazano odpowiednią grupę produktów zawierającą produkty P1 i P2. Ustawiono także odpowiedni zakres dat w jakim przeliczany ma być Plan oraz zaznaczono opcję: Wg terminu, jako sposób przeliczania Planu:
Przeliczenia planu produkcji zwróciło następujący wynik:

Potrzeby produkcyjne dla produktów P1 i P2, wynikające z ww. dokumentów, zostały odpowiednio pogrupowane wg konkretnych terminów i zawarte w kolumnie: MPS.
Na termin 13-02-2019 łączna potrzeba produkcyjna dla P1 wynosi 20 szt. Wynika ona z dokumentów ZS-1 i ZW‑1, których daty realizacji są zgodne z ww. terminem.
Na termin 14-02-2019 łączna potrzeba produkcyjna dla P1 wynosi 110 szt. Wynika ona z dokumentów ZS-2, którego data realizacji jest zgodna z ww. terminem oraz PLZ-1, którego koniec okresu przypada na ww. termin.
Przeliczenia Planu produkcji zwróciło również analogiczny wynik dla produktu P2.
Dokumenty uzupełniające braki produkcyjne będą generowane z poziomu Planu produkcji na podstawie ilości zawartej w kolumnie: Do produkcji.
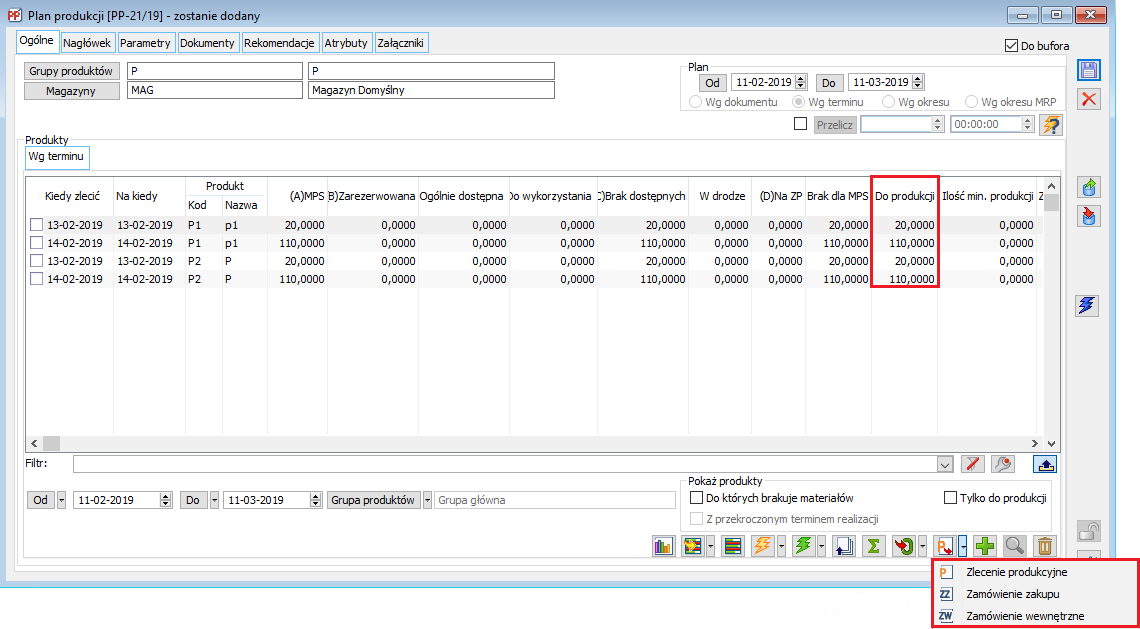
Jak na Planie produkcji uzyskać informację o potrzebach produkcyjnych z wyszczególnieniem dokumentów, które generują te potrzeby?
Najbardziej szczegółowym ze sposobów raportowania potrzeb produkcyjnych na Planie produkcji jest raportowanie ich z wyszczególnieniem dokumentów, które są źródłem MPS. Aby uzyskać ww. raport, należy przeliczyć Plan produkcji „Wg dokumentu”.
Parametryzacja definicji dokumentu PP
Tak, jak w przypadku innych sposobów przeliczania Planu produkcji, przeliczanie go „Wg dokumentu” można domyślnie ustawić na definicji PP:
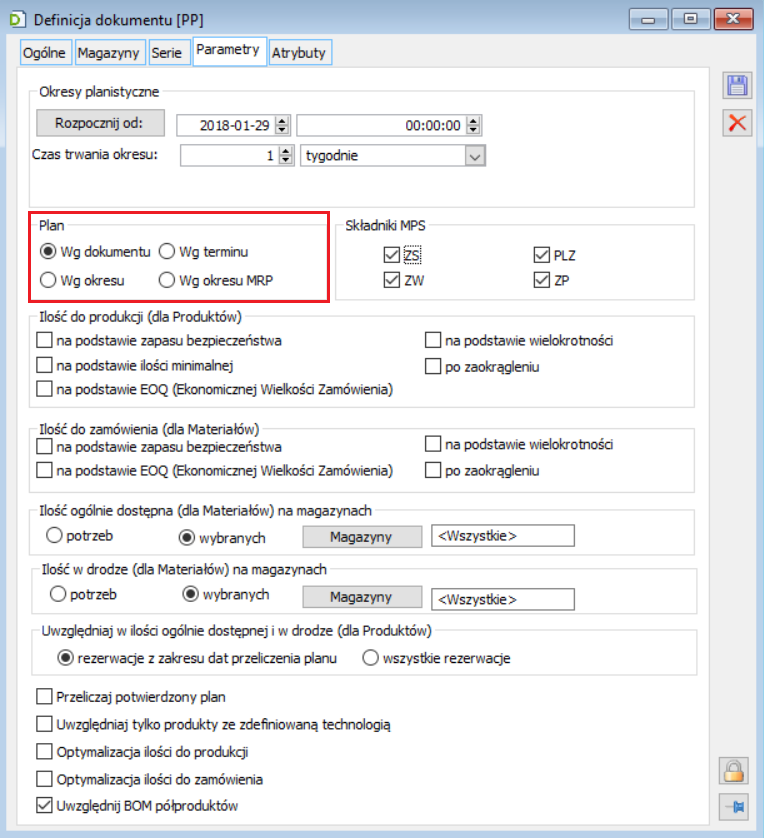
Opcja „Wg dokumentu” jest przenoszona z definicji na dokument PP wystawiany w danym centrum struktury firmy i możliwa do zmiany na dokumencie przed wykonaniem przeliczenia Planu.
Przykład przeliczania Planu produkcji „Wg dokumentu”
W systemie zarejestrowano następujące potwierdzone dokumenty:
ZS-1 na 10 szt. produktu P1 z datą realizacji 13-02-2019
ZS-2 na 10 szt. produktu P2 z datą realizacji 13-02-2019
ZW-1 na 10 szt. produktu P1 z datą realizacji 13-02-2019
ZW-2 na 10 szt. produktu P2 z datą realizacji 13-02-2019
PLZ -1 na 100 szt. produktu P1 za okres: od 11-02-2019 do 14-02-2019
PLZ-2 na 100 szt. produktu P2 za okres: od 11-02-2019 do 14-02-2019
Zaplanowano także zlecenia:
ZP-1 na 100 szt. P1 z datą realizacji (rezerwacji zakupowej) na 15-02-2019
ZP-2 na 20 szt. P1 z datą realizacji (rezerwacji zakupowej) na 15-02-2019
Dodano Plan produkcji, na którym ustawiono parametry odpowiadające za uwzględnienie ww. dokumentów jako składników MPS, wskazano odpowiednią grupę produktów, zawierającą produkty P1 i P2. Ustawiono także odpowiedni zakres dat w jakim przeliczany ma być Plan oraz zaznaczono opcję: Wg dokumentu, jako sposób przeliczania Planu.
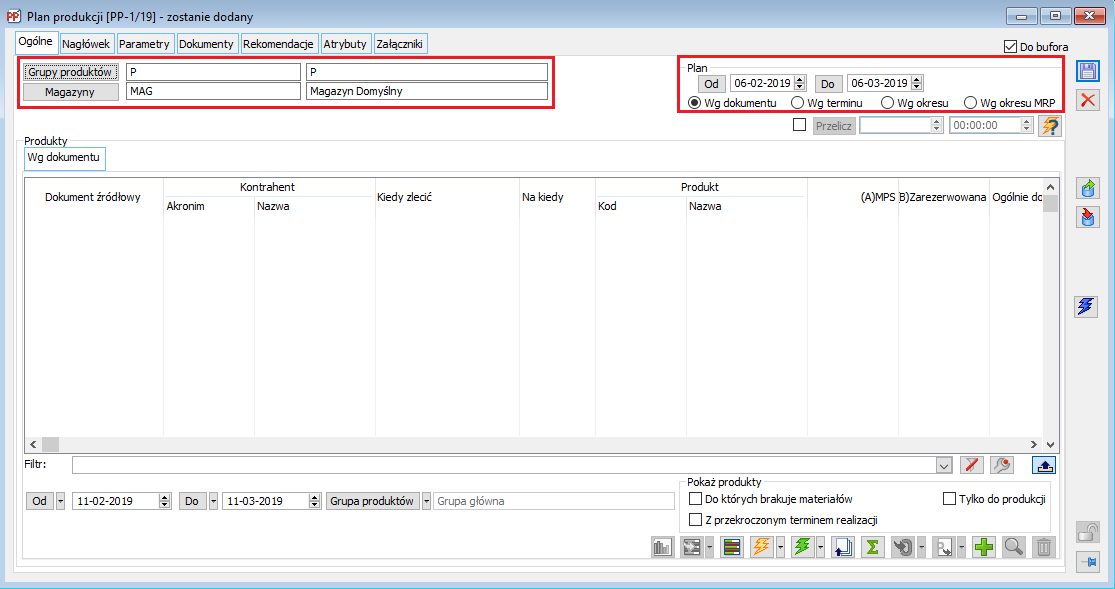
W wyniku przeliczenia, na Planie produkcji przedstawione zostały informacje o potrzebach produkcyjnych, wynikających z każdego (elementu) dokumentu, stanowiącego składnik MPS.
W kolumnie: Dokument źródłowy, prezentowane są dokumenty, które generują poszczególne potrzeby MPS, w kolumnie: Do produkcji – ilości, na jakie należy wygenerować zlecenia lub zamówienia, których realizacja uzupełni braki poszczególnych produktów na magazynach i pozwoli na pokrycie potrzeby MPS. W kolumnie: Zaplanowana prezentowana jest ilość poszczególnych produktów zaplanowana już na zleceniach produkcyjnych:
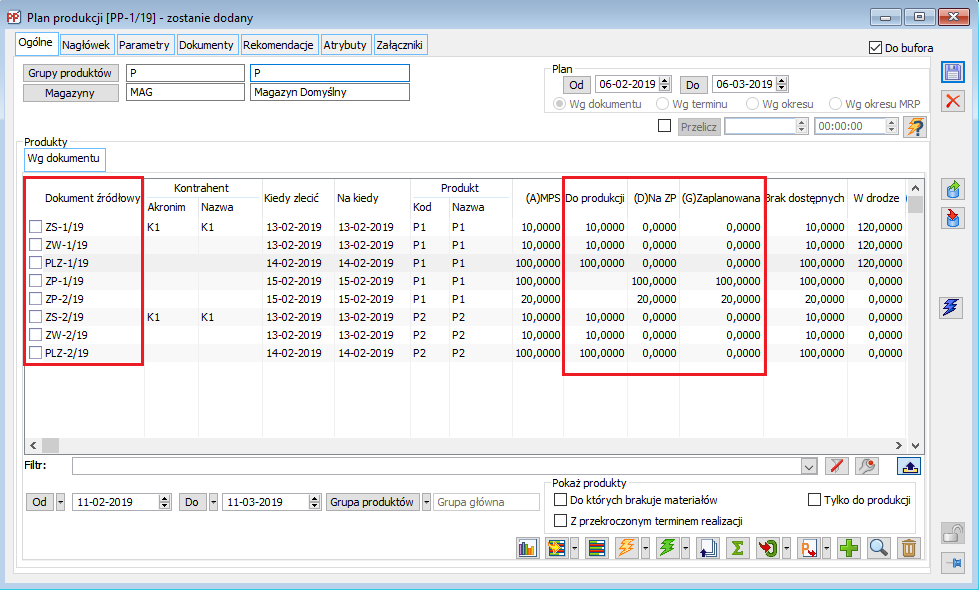
Dokumenty uzupełniające braki produkcyjne będą generowane z poziomu Planu produkcji na podstawie ilości zawartej w kolumnie: Do produkcji:
Jak na Planie produkcji uzyskać informację o ilościach ogólnie dostępnych i w drodze, z uwzględnieniem wszystkich rezerwacji?
Istnieje możliwość sparametryzowania Planu produkcji w ten sposób, by podczas obliczania ilości produktu ogólnie dostępnego i produktu w drodze, brane były pod uwagę wszystkie rezerwacje, również te, których data realizacji jest poza datami przeliczenia planu produkcji.
Parametryzacja definicji dokumentu PP
Jeśli chcemy by domyślnie na dokumencie PP, w wyliczaniu ilości ogólnie dostępnej oraz ilości w drodze dla produktu brane były pod uwagę wszystkie rezerwacje, to na definicji dokumentu PP, w odpowiednim centrum struktury firmy, należy zaznaczyć parametr: Uwzględniaj w ilości ogólnie dostępnej i w drodze (dla Produktów) - wszystkie rezerwacje.
Przykład przeliczania ilości produktu ogólnie dostępnego i w drodze z uwzględnieniem wszystkich rezerwacji
W systemie zarejestrowano następujące zamówienia sprzedaży na wyrób P8: ZS- 1 na 10 szt. P8, z datą realizacji 07.11.2021 ZS-2 na 10 szt. P8, z datą realizacji 08.11.2021 ZS-3 na 10 szt. P8, z datą realizacji 09.11.2021 Oraz następujące zamówienia zakupu na wyrób P8: ZZ- 1 na 2 szt. P8, z datą realizacji 06.11. 2021 ZZ-2 na 10 szt. P8, z data realizacji 10.11.2021 Na magazynie znajduje się 8 szt. P8
W dniu 06.10.2021 przeliczono Plan produkcji metodą Wg dokumentu, za okres: 07.10.2021 – 07.11.2021 z uwzględnieniem wszystkich rezerwacji dla produktu.

Na planie produkcji wyliczona zostanie potrzeba MPS wynikająca z ZS-1, ponieważ tylko ta mieści się w zakresie dat przeliczenia Planu.
Ilość w kolumnie: Ogólnie dostępna, będzie wynosiła 10, ponieważ 8 szt. P8 znajduje się na magazynie, a 2 szt. będą zrealizowane w ramach ZZ-1, którego data realizacji 06.11.2021 nie minęła względem daty bieżącej, wypada przed datą „Na kiedy” 07.11.2021, na którą raportujemy potrzebę MPS. Ilość wynikająca z dokumentu ZZ-2 zostanie uwzględniona na PP w kolumnie: W drodze, ponieważ data realizacji ZZ –2 10.11.2021 wypada po terminie, na który raportujemy daną potrzebę MPS. Dodatkowo, data realizacji ZZ-2 10.11.2021 wypada poza ramami czasowymi przeliczania PP, jednak, zgodnie z ustawieniem uwzględniania wszystkich rezerwacji, powinna zostać uwzględniona. Ilości wynikające z ZS-2 i ZS-3 nie zostaną uwzględnione na PP w kolumnie: Ogólnie dostępna, ponieważ ich daty realizacji wypadają po dacie realizacji ZS-1, więc nie możemy wynikających z nich ilości odliczać od ilości Ogólnie dostępnej, raportowanej na termin 07.11.2021. Nie będą one także raportowane na PP jako potrzeby MPS, ponieważ raport przeliczono za okres wykluczający te dokumenty.
W dniu 06.10.2021 przeliczono plan produkcji metodą Wg dokumentu, za okres: 08.11.2021 – 09.11.2021 z uwzględnieniem wszystkich rezerwacji.
Na planie produkcji zostaną wyliczone potrzeby MPS wynikająca z ZS-2 oraz ZS-3, ponieważ tylko te mieszczą się w zakresie dat przeliczenia Planu.
Ilość w kolumnie: Ogólnie dostępna, dla pozycji wynikającej z ZS-2 będzie wynosiła 0, ponieważ znajdujące się na magazynie 8 szt. P2 oraz 2 szt. zamówione dokumentem ZZ- 1 zostaną zużyte na potrzeby ZS-1. Ilość w kolumnie: Ogólnie dostępna, dla pozycji wynikającej z ZS-3 będzie wynosiła 0. Ilość 10, wynikająca z dokumentu ZZ-2 zostanie uwzględniona na PP w kolumnie: W drodze, dla obu pozycji wyliczonych na planie, ponieważ data realizacji ZZ-2 10.11.2020 wypada po terminie, na który raportowane są obie potrzeby MPS (wynikające z ZS-2 i ZS-3).
Jak na Planie produkcji uzyskać informację o ilościach ogólnie dostępnych i w drodze, z uwzględnieniem rezerwacji z zakresu dat przeliczenia planu?
Istnieje możliwość sparametryzowania Planu produkcji w ten sposób, by podczas obliczania ilości produktu ogólnie dostępnego i produktu w drodze, brane były pod uwagę tylko te rezerwacje, których data realizacji jest w zakresie dat przeliczenia planu produkcji.
Parametryzacja definicji dokumentu PP
Jeśli chcemy by domyślnie na dokumencie PP, w wyliczaniu ilości ogólnie dostępnej oraz ilości w drodze dla produktu brane były pod uwagę rezerwacje z zakresu dat przeliczania, to na definicji dokumentu PP, w odpowiednim centrum struktury firmy, należy zaznaczyć parametr: Uwzględniaj w ilości ogólnie dostępnej i w drodze (dla Produktów) - rezerwacje z zakresu dat przeliczenia planu.
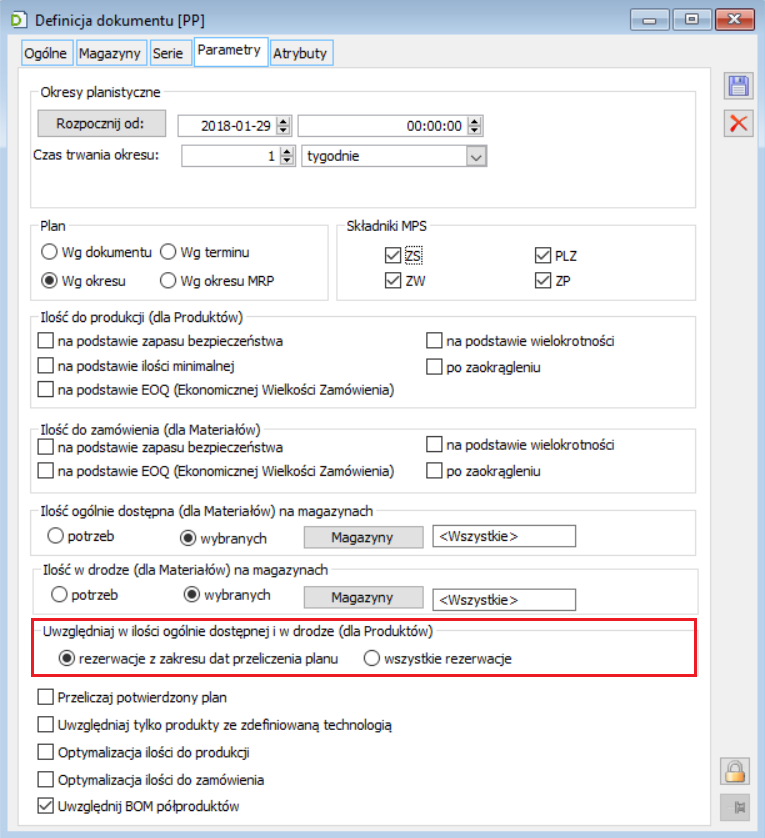
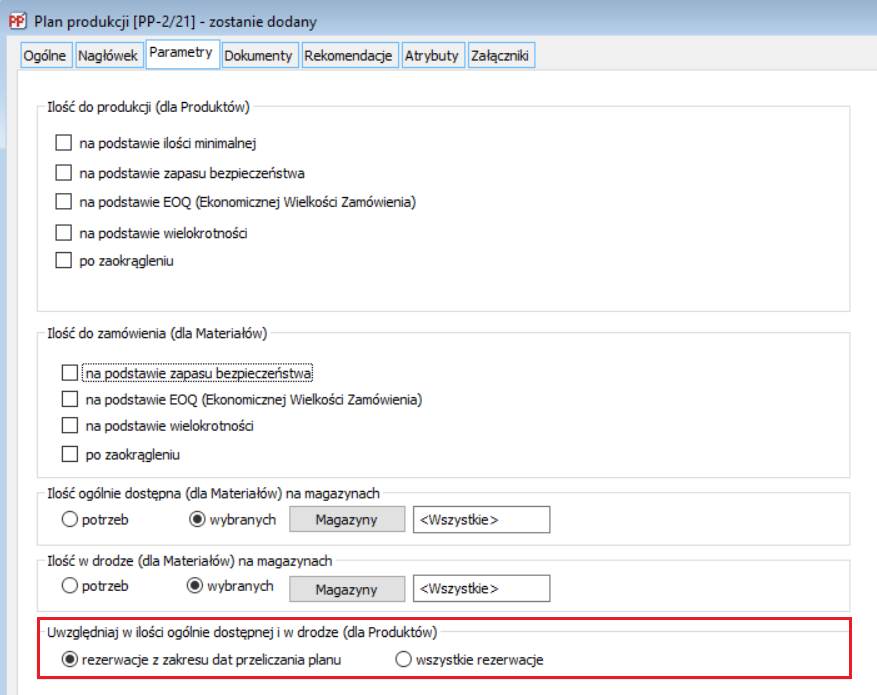
Przykład przeliczania ilości produktu ogólnie dostępnego i w drodze z uwzględnieniem rezerwacji z zakresu dat przeliczenia planu
W systemie zarejestrowano następujące zamówienia sprzedaży na wyrób P8: ZS- 1 na 10 szt. P8, z datą realizacji 07.11.2021 ZS-2 na 10 szt. P8, z datą realizacji 08.11.2021 ZS-3 na 10 szt. P8, z datą realizacji 09.11.2021 Oraz następujące zamówienia zakupu na wyrób P8: ZZ- 1 na 2 szt. P8, z datą realizacji 06.11. 2021 ZZ-2 na 10 szt. P8, z data realizacji 10.11.2021 Na magazynie znajduje się 8 szt. P8
W dniu 06.10.2021 przeliczono Plan produkcji metodą Wg dokumentu, za okres: 07.10.2021 – 07.11.2021 z uwzględnieniem rezerwacji z zakresu dat.
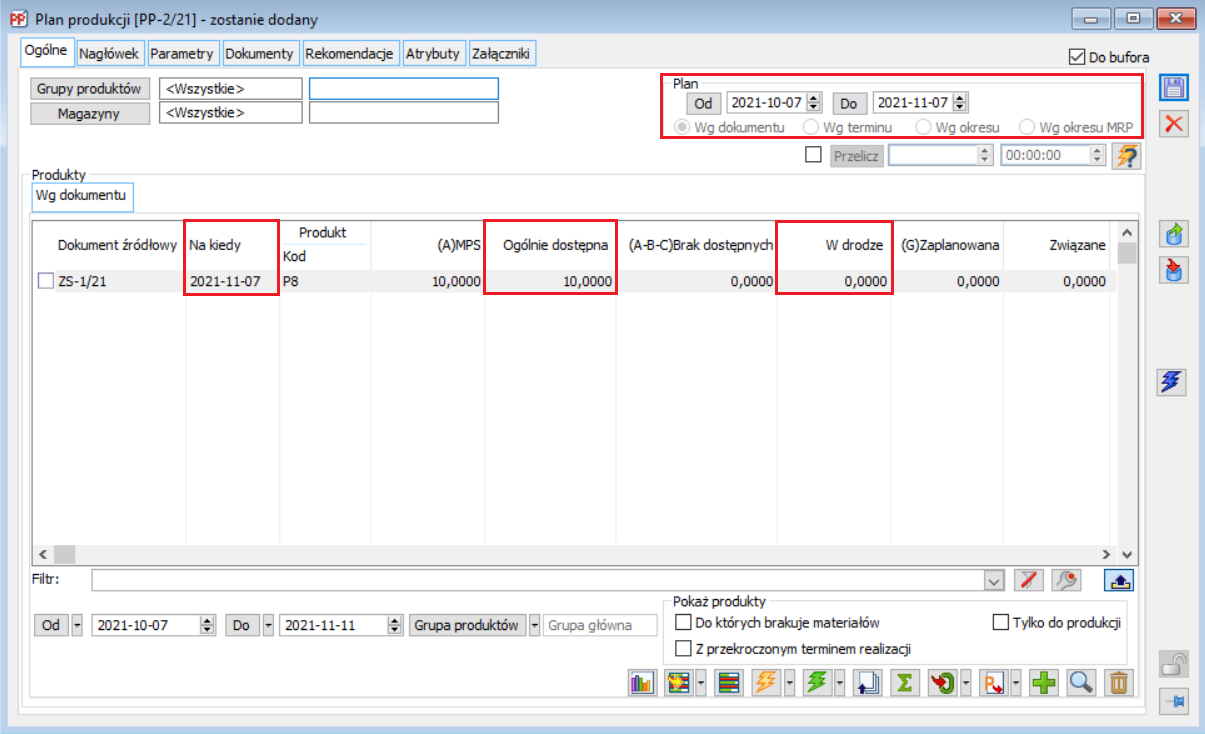
Na planie produkcji zostanie wyliczona potrzeba MPS wynikająca z ZS-1, ponieważ tylko ta mieści się w zakresie dat przeliczenia Planu. Ilość w kolumnie: Ogólnie dostępna, będzie wynosiła 10, ponieważ 8 szt. P8 znajduje się na magazynie, a 2 szt. będą zrealizowane w ramach ZZ-1, którego data realizacji 06.11.2021 nie minęła względem daty bieżącej, wypada przed datą „Na kiedy” 07.11.2021, na którą raportujemy potrzebę MPS i mieści się w datach przeliczenia Planu 07.10.2021-07.11.2021. Ilość wynikająca z dokumentu ZZ-2 nie zostanie uwzględniona na PP, ponieważ data realizacji ZZ-2 10.11.2021 wypada poza zakres dat, w jakim przeliczono PP. Ilości wynikające z ZS-2 i ZS-3 również nie zostaną uwzględnione na PP, ponieważ ich daty realizacji wypadają po dacie realizacji ZS-1 i dodatkowo nie mieszczą się w zakresie dat przeliczania Planu.
W dniu 06.10.2021 przeliczono plan produkcji metodą Wg dokumentu, za okres: 08.11.2021 – 09.11.2021 z uwzględnieniem rezerwacji z zakresu dat.
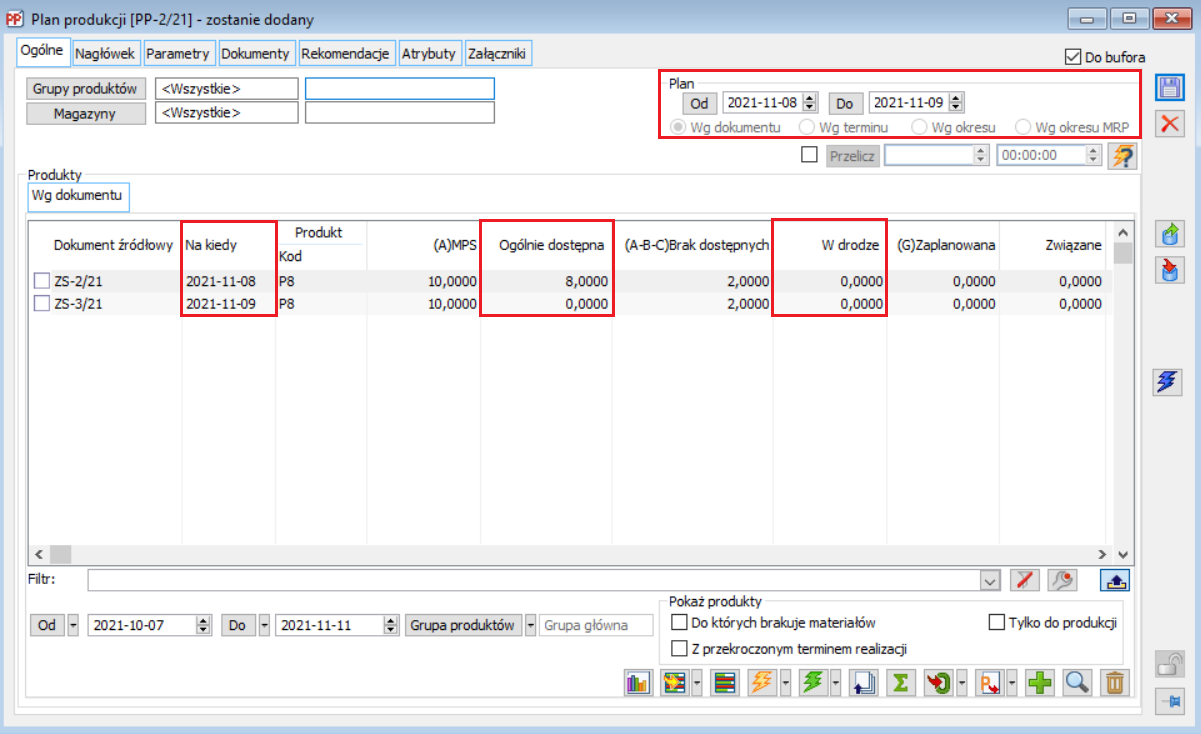
Na planie produkcji zostaną wyliczone potrzeby MPS wynikająca z ZS-2 oraz ZS-3, ponieważ tylko te mieszczą się w zakresie dat przeliczenia Planu. Ilość w kolumnie: Ogólnie dostępna, dla pozycji wynikającej z ZS-2 będzie wynosiła 8, ponieważ 8 szt. P8 znajduje się na magazynie. Rezerwacja zakupu na 2 szt. Wynikająca z ZZ-1 nie zostanie tutaj uwzględniona, ponieważ data jej realizacji 06.11.2020 nie mieści się w zakresie dat przeliczania PP. Ilość w kolumnie: Ogólnie dostępna, dla pozycji wynikającej z ZS-3 będzie wynosiła 0, ponieważ dostępna na magazynie ilość 8 szt. zostanie wg planu zużyta na potrzeby ZS-2. Na PP nie zostanie uwzględniona rezerwacja sprzedaży wynikająca z ZS-1, ponieważ data jej realizacji nie mieści się w zakresie dat przeliczenia Planu. Ilość wynikająca z dokumentu ZZ-2 również nie zostanie uwzględniona na PP w kolumnie: W drodze, ponieważ data realizacji ZZ –2 wypada poza ramami czasowymi przeliczania PP.
Jak uzyskać informacje o materiałach potrzebnych do wytworzenia produktów raportowanych na Planie produkcji?
Zapotrzebowanie na materiały dla produktów raportowanych na Planie produkcji prezentowane jest w odrębnej sekcji na dokumencie PP. Sekcja ta jest rozwijalna, zatem może być prezentowana na życzenie Użytkownika:
Elementy zapotrzebowania materiałowego prezentowane są dla zaznaczonych w sekcji: Produkty pozycji. W zależności od rodzaju składnika MPS (ZS, ZW, PLZ, ZP), ilość w oparciu o którą liczone jest zapotrzebowanie materiałowe, może wynikać kolumn: Do produkcji, Na ZP, Brak dostępnych. Zapotrzebowanie materiałowe obliczane jest wg technologii domyślnej lub tej, którą wskazano na zleceniu produkcyjnym.
Przykład raportowania zapotrzebowania materiałowego na Planie produkcji, dla składników MPS: ZS i ZP
W systemie zdefiniowano dwie technologie produkcji dla produktu P1:
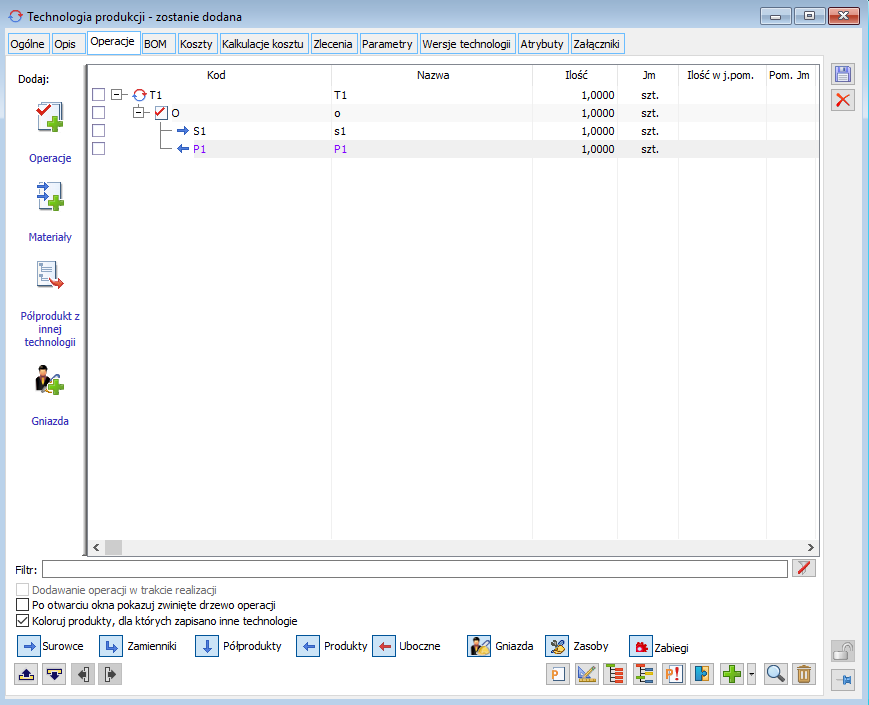
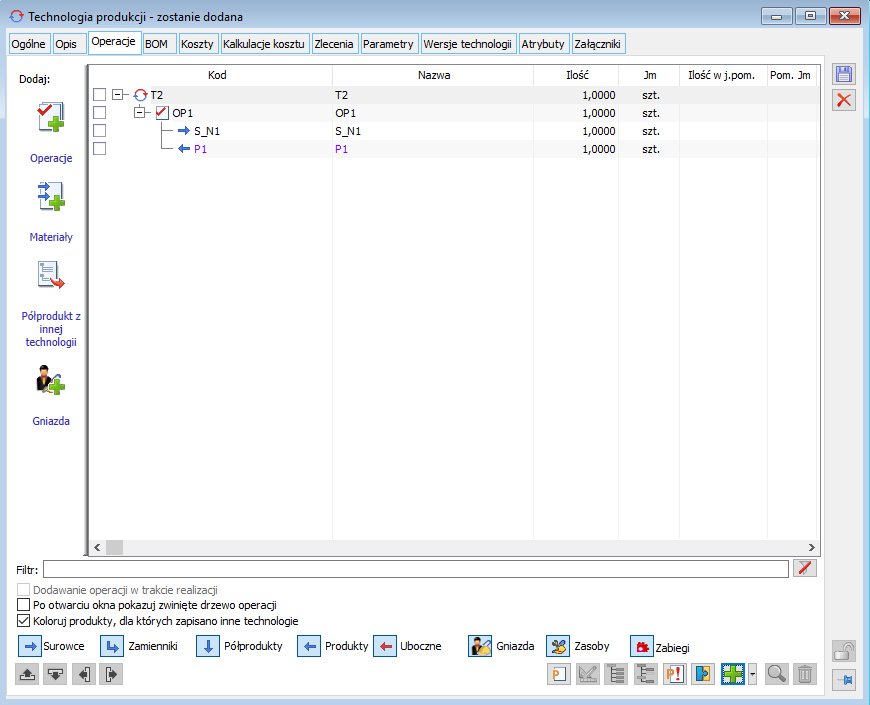
Technologia T1 jest technologią domyślną dla produktu P1.
W systemie zarejestrowano również następujące potwierdzone zamówienia sprzedaży:
ZS-1 na 10 szt. produktu P1 z datą realizacji 20-02-2019
ZS-2 na 30 szt. produktu P1 z datą realizacji 25-02-2019
Dodatkowo zaplanowano w oparciu o technologię T2 zlecenie ZP-1 na 30 szt. produktu z datą realizacji 12‑02‑2019.
Na magazynie nie ma produktu P1, ani też materiałów potrzebnych do wytworzenia produktu P1.
Dodano nowy Plan produkcji i przeliczono go „Wg dokumentów”, wskazując odpowiedni zakres dat, oraz odpowiednie parametry, by uwzględnić zapotrzebowanie produkcyjne wynikające z ww. dokumentów:
Zapotrzebowanie materiałowe, w zależności od typu dokumentu źródłowego, jest obliczane w tym przypadku dla ilości produktu prezentowanej w kolumnie: Do produkcji (w przypadku ZS) lub Brak dostępnych (w przypadku ZP).
Potrzeba materiałowa obliczona została następująco:
Dla zamówień sprzedaży potrzeba materiałowa liczona jest w oparciu o technologie domyślną T1 dla produktu P1, natomiast dla zaplanowanego zlecenia produkcyjnego, potrzeba materiałowa liczona jest w oparciu o technologię T2, użytą na tym zleceniu.
Do wytworzenia 10 szt. produktu P1, zamówionego dokumentem ZS-1, potrzeba 10 szt. materiału S1.
Do wytworzenia 30 szt. produktu P1, zamówionego dokumentem ZS-2, potrzeba 30 szt. materiału S1.
Do wytworzenia 30 szt. produktu P1, zaplanowanego w ramach ZP-1, potrzeba 30 szt. materiału S_N1.
Dalej, z poziomu sekcji Materiały można generować dokumenty uzupełniające braki materiałowe. Dokumenty te generowane będą na ilość wyświetloną w kolumnie: Brak:
Przykład obliczania zapotrzebowania materiałowego na Planie produkcji, dla elementu wynikającego z ZS oraz z wygenerowanego z niego ZP.
W systemie zdefiniowano 2 technologie, jak w punkcie 4.1 oraz zarejestrowano potwierdzony dokument ZS-1 na 10 szt. produktu P1 z datą realizacji 20-02-2019.
Z ww. zamówienia wygenerowano ZP na 2 szt. produktu P1 i na pozycji zlecenia ustawiono technologię T2.
Na magazynie nie ma P1, ani też materiałów potrzebnych do wytworzenia produktu P1.
Przeliczono Plan produkcji „Wg dokumentów”, wskazując odpowiedni zakres dat, by uwzględnić ww. składniki MPS.
Obliczone na Planie produkcji zapotrzebowanie materiałowe obejmuje: materiał S1 w ilości 8 szt. oraz materiał S_N1 w ilości 2 szt. Zapotrzebowanie materiałowe dotyczy pozycji Planu wynikającej z dokumentu ZS-1, jednak, ponieważ z tego zamówienia wygenerowano dodatkowo zlecenie produkcyjne oraz wskazano na nim inną, niż domyślna, technologię, to Plan produkcji uwzględnił zarówno materiał wynikający z technologii T1, jak i z technologii T2.
8 szt. materiału S1 jest potrzebne do wytworzenia 8 szt. produktu P1 (ilość określona w kolumnie: Do produkcji, dla elementu wynikającego z ZS-1) w oparciu o technologię domyślną T1.
2 szt. materiału S_N1 jest potrzebne do wytworzenia 2 szt. produktu (ilość określona w kolumnie: Na ZP, wynikająca z ilości produktu P1, znajdującej się zleceniu produkcyjnym, wygenerowanym z ZS-1) w oparciu o technologię T2, którą wskazano na zleceniu produkcyjnym:

Jak na Planie produkcji uzyskać informację o ilości produktu koniecznej do wytworzenia uwzględniając ilości minimalną produktu?
Istnieje możliwość sparametryzowania Planu produkcji w ten sposób, by podczas obliczania ilości produktu, jaką należy wytworzyć w danym terminie, brana była pod uwagę również minimalna ilość tego produktu, określona w technologii.
Parametryzacja definicji dokumentu PP
Jeśli chcemy by domyślnie na dokumencie PP, ilość do produkcji była obliczana na podstawie minimalnej ilości produktu, określonej w technologii, to na definicji dokumentu PP, w odpowiednim centrum struktury firmy, należy zaznaczyć parametr: Ilość do produkcji na podstawie ilości minimalnej:

Ustawienie ww. parametru jest dodatkowo możliwe do zmiany z poziomu dokumentu PP:
Przykład obliczania ilości do produkcji, na podstawie ilości minimalnej
W systemie zdefiniowano technologię produkcji dla produktu P1:
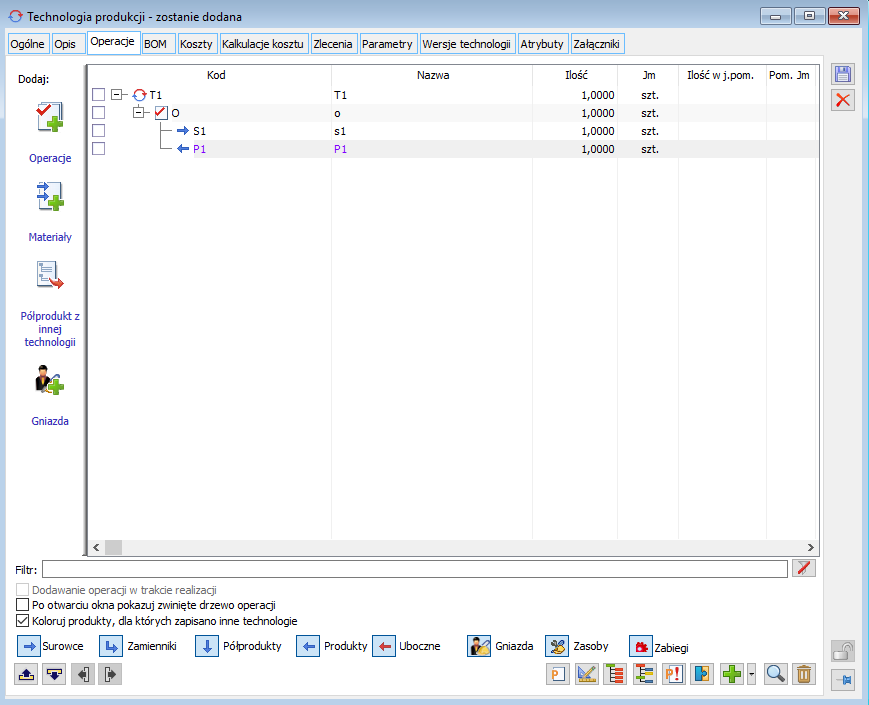
Dla produktu P1 w ramach ww. technologii określono ilość minimalną na poziomie 20 szt.:
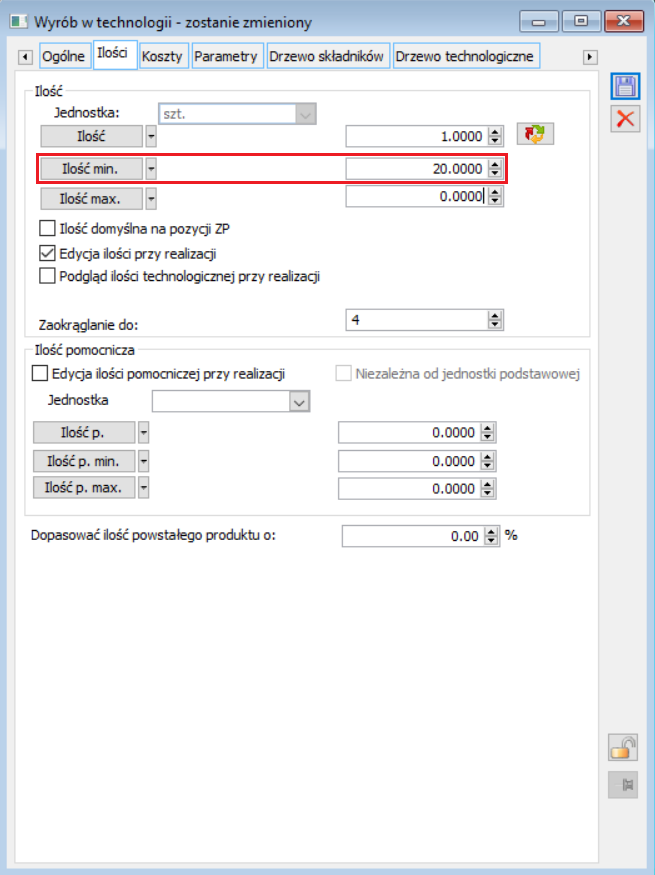
W systemie zarejestrowano dodatkowo 2 potwierdzone dokumenty ZS:
ZS-1 na 5 szt. P1 z datą realizacji 20-02-2019
ZS-2 na 30 szt. P1 z datą realizacji 25-02-2019
Na magazynie nie ma produktu P1.
Wystawiamy dokument PP z zaznaczonym parametrem: Ilość do produkcji na podstawie ilości minimalnej. Na dokumencie PP ustawiamy odpowiedni zakres dat, by uwzględnić ww. dokumenty ZS. Następnie przeliczamy PP Wg dokumentu.
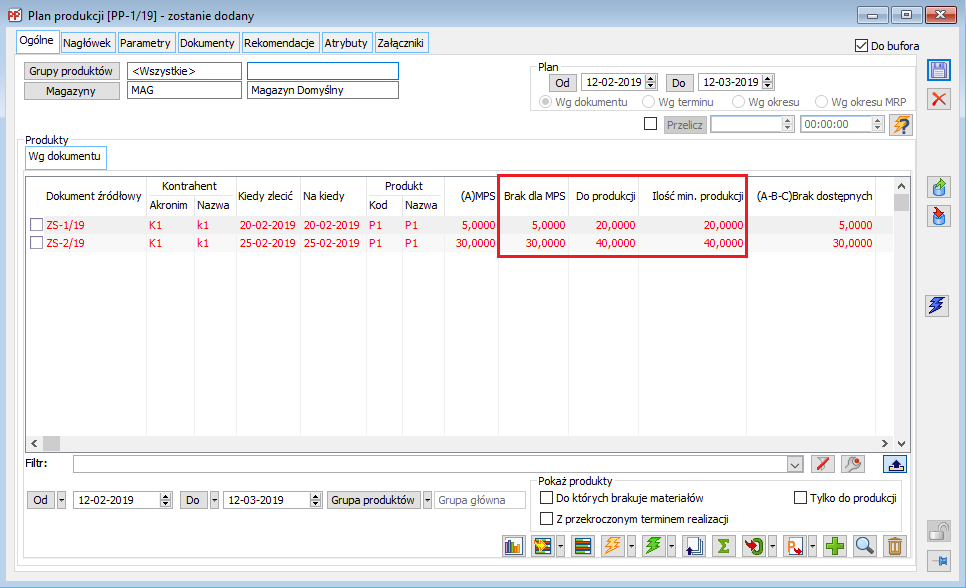
Ilość do produkcji dla pierwszej pozycji Planu produkcji została obliczona na poziomie 20 (widoczna w kolumnie: Do produkcji). Brak produktu, jaki należy uzupełnić, by pokryć potrzebę produkcyjną wynikająca z dokumentu ZS‑1 to 5 szt. produktu (ilość widoczna w kolumnie: Brak dla MPS), jednak w technologii domyślnej dla tego produktu określono ilość minimalną na poziomie 20 szt. (widoczna w kolumnie: Ilość min. produkcji) Do tej ilości została „unormowana” proponowana do produkcji ilość dla pierwszego elementu Planu produkcji.
Podobnie, jak dla pierwszego elementu Planu, ilość do produkcji dla drugiej pozycji została obliczona na poziomie 40.
Kiedy za pomocą Planu produkcji można zoptymalizować proponowaną do produkcji ilość produktu?
Podczas obliczania na Planie produkcji ilości produktu, jaką należy wytworzyć, by pokryć potrzebę produkcyjną system uwzględnia także „nadmiarowe” ilości, zadeklarowane w kolumnie: Do produkcji dla poprzednich pozycji Planu produkcji. Powstające „nadwyżki” w kolumnie: Do produkcji mogą wynikać z obliczenia ilości: Do produkcji na podstawie ilości minimalnej produktu, jak również z ręcznego określania w kolumnie: Do produkcji ilości większej niż wynika z danej potrzeby.
Jeśli we wcześniejszym terminie dla jakiegoś produktu Plan produkcji proponuje ilość do produkcji większą niż wynika z potrzeby MPS lub też Użytkownik zwiększa ręcznie proponowaną ilość do produkcji, wówczas powstały „nadmiar” może zostać uwzględniony w kolejnych terminach dla tego samego produktu.
Przykład optymalizacji ilości w kolumnie: Do produkcji na Planie produkcji
W systemie zdefiniowano technologię produkcji dla produktu P1:
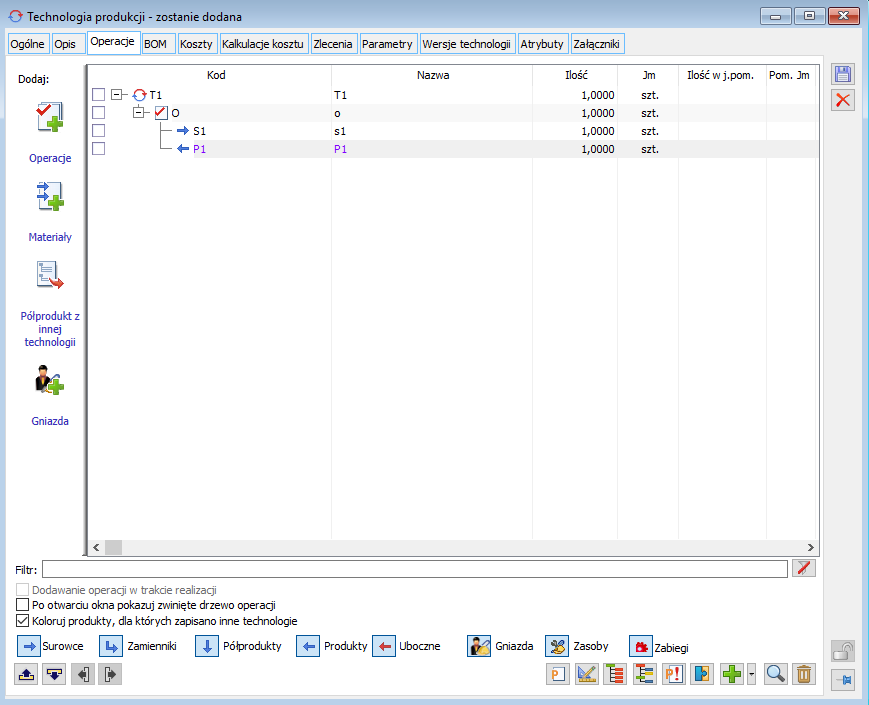
Dla produktu P1 w ramach ww. technologii określono ilość minimalną na poziomie 10 szt.:
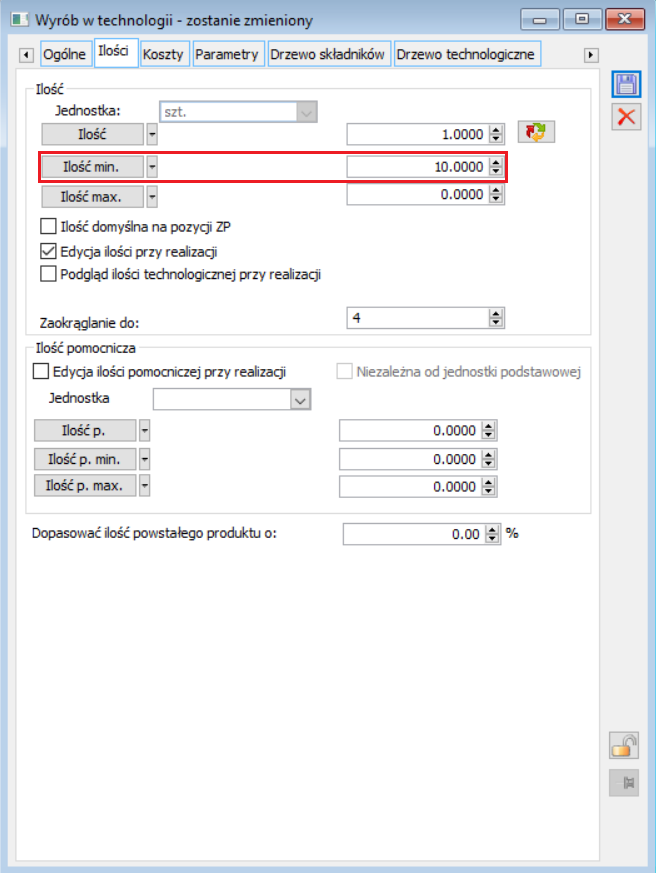
Zarejestrowano również następujące potwierdzone dokumenty ZS:
ZS-1 na 1 szt. P1 z datą realizacji 20-02-2019
ZS-2 na 2 szt. P1 z datą realizacji 21-02-2019
ZS-3 na 3 szt. P1 z datą realizacji 22-02-2019
ZS-4 na 4 szt. P1 z datą realizacji 23-02-2019
ZS-5 na 5 szt. P1 z datą realizacji 24-02-2019
Na magazynie nie ma produktu P1.
Wystawiamy dokument PP, na którym ustawiamy odpowiedni zakres dat, by uwzględnić ww. dokumenty ZS. Na PP zaznaczamy parametr: Ilość do produkcji na podstawie ilości minimalnej. Następnie przeliczamy PP Wg dokumentu.
Kolumna „Do produkcji” wypełniana jest następująco dla kolejnych elementów Planu produkcji:
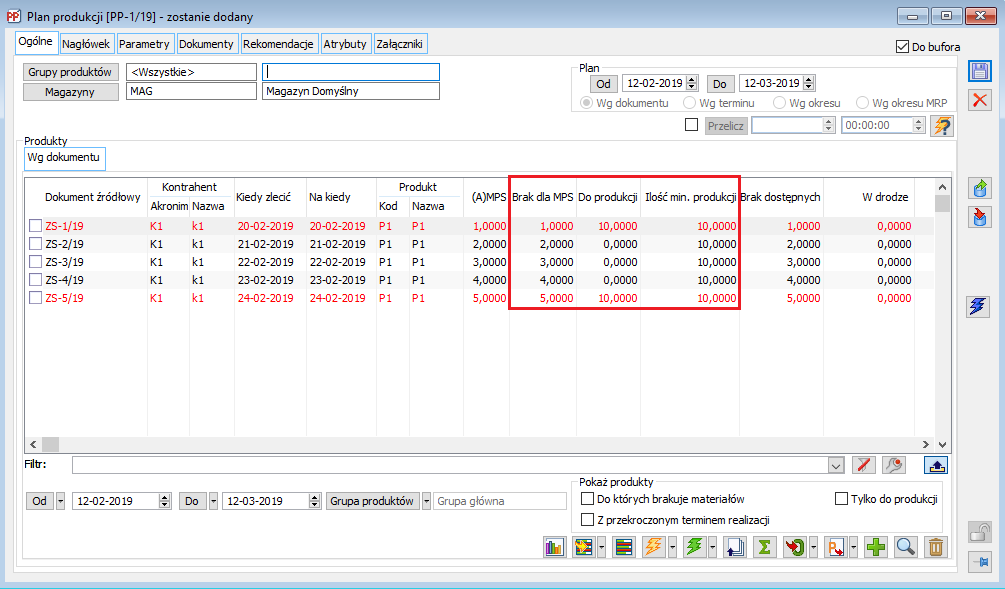
Dla elementu wynikającego z ZS‑1, ilość: Do produkcji została obliczona na poziomie 10 dlatego, że potrzeba produkcyjna wynosi 1 szt., ale ilość minimalna określona w technologii to 10. Ponieważ na PP zaznaczony był parametr: Ilość do produkcji na podstawie ilości minimalnej, to ilość do produkcji została unormowana do ilości minimalnej.
Dla elementu wynikającego z ZS‑2, ilość: Do produkcji została obliczona na poziomie 0, dlatego, że w poprzednim terminie, dla potrzeby wynikającej z ZS‑1 zaproponowana ilość do produkcji to 10. Ilość ta wystarczy by pokryć potrzebę wynikającą łącznie z ZS‑1 oraz ZS‑2, dlatego dla elementu Planu wynikającego z ZS-2 nie jest już konieczne dodatkowe uzupełnianie zapotrzebowania.
Dla elementu wynikającego z ZS‑3 oraz ZS‑4 również ilość: Do produkcji obliczono na poziomie 0, gdyż potrzebę produkcyjną także pokryje ilość obliczona: Do produkcji dla ZS‑1.
Dla elementu wynikającego z ZS‑5, ilość: Do produkcji obliczono na poziomie 10, dlatego, że nie ma już „nadwyżek produkcyjnych” wynikających ze wcześniejszych terminów, jakie można byłoby wykorzystać na poczet realizacji ZS‑5. Potrzeba jaką należy uzupełnić, by zrealizować ZS-5 to 5 szt. produktu P1, jednak ilość minimalna dla tego produktu, to 10 szt., zatem ilość do produkcji obliczona na podstawie ilości minimalnej=10.
Czy dla pozycji Planu produkcji można ręcznie zmienić ilość do produkcji?
Dostępna na Planie produkcji kolumna: Do produkcji, w której prezentowane jest ostateczne zapotrzebowanie na produkt, podlega ręcznej edycji. Oznacza to, że Użytkownik może ręcznie skorygować wynik, jaki zwraca w tej kolumnie przeliczenie Planu. W przeciwieństwie do ilości automatycznie obliczonej i zwróconej w kolumnie: Do produkcji, ilość zmieniona ręcznie przez Użytkownika nie będzie automatycznie aktualizowana podczas kolejnego przeliczania Planu produkcji. Oznacza to, że jeśli w systemie zmienią się jakieś warunki, które mogłyby wpływać na zapotrzebowanie, na produkt, np. na magazyn przyjęta zostanie pewna ilość analizowanego produktu lub wprowadzone zostaną dodatkowe dokumenty, które zmieniają potrzebę produkcyjną itd., to ilość wprowadzona ręcznie w kolumnie: Do produkcji pozostanie bez zmian, podczas kolejnego przeliczania dokumentu.
Przykład
W systemie zarejestrowano następujące dokumenty:
Potwierdzony dokument ZS-1 na 100 szt. P1 z datą realizacji 20-02-2019 na magazyn MAG
Potwierdzony dokument ZW-1 na 20 szt. P1 z datą realizacji 21-02-2019 z magazynu MAG na M1
Na magazynie MAG nie ma produktu P1.
Wystawiono i przeliczono „Wg dokumentu” Plan produkcji uwzględniając ww. dokumenty. W kolumnie: Do produkcji przeliczenie Planu zwróciło ilości: 100 i 20 wynikające z zapotrzebowania zarejestrowanego ww. dokumentami:
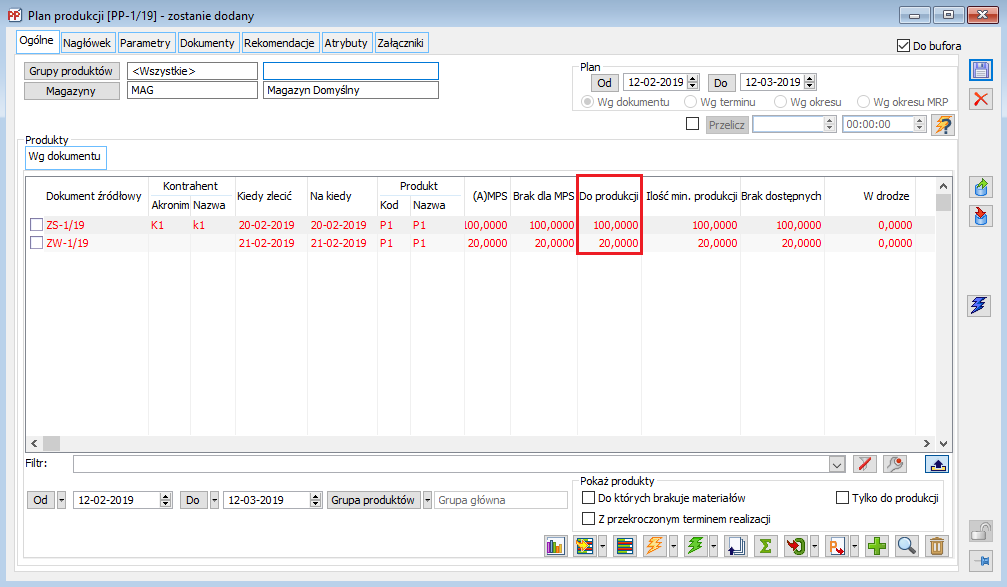
Następnie dla pozycji Planu produkcji, wynikającej z dokumentu ZS‑1 zmieniono ręcznie ilość w kolumnie: Do produkcji ze 100 na 80:
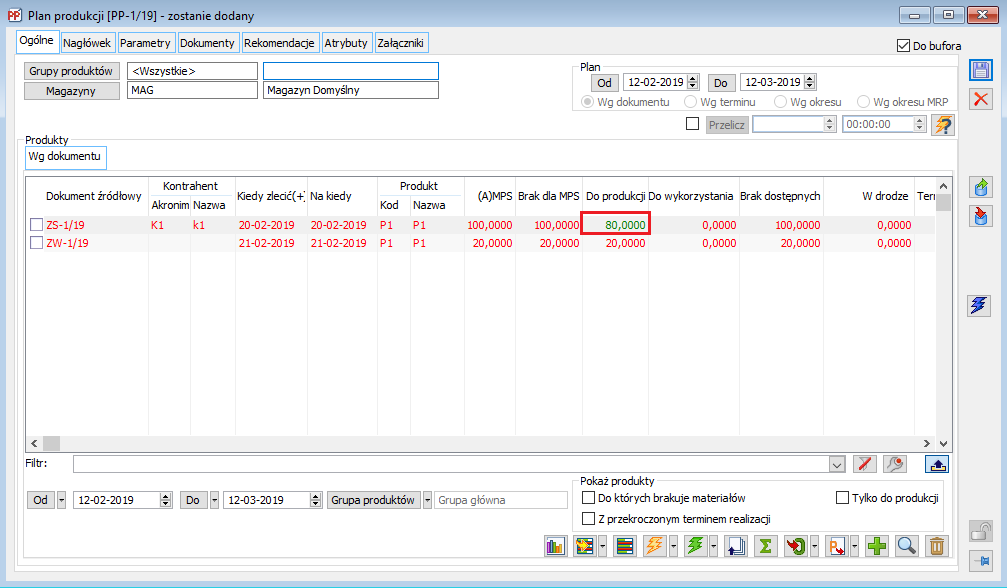
Kolejno, na magazyn MAG przyjęto dokumentem PW 15 szt. produktu P1 i przeliczono ponownie ww. Plan produkcji.

Pomimo, że system zwraca inną, niż poprzednio, informację o braku produktu (w kolumnie: Brak dla MPS) nadal kolumna: Do produkcji pozostaje bez zmian dla pozycji, dla której Użytkownik ręcznie określił ilość.
Jak zablokować dla kolejnych przeliczeń Planu, automatycznie obliczoną ilość w kolumnie: Do produkcji?
Poszczególne ilości, jakie automatycznie wyliczane są na Planie produkcji mogą się zmieniać podczas kolejnych przeliczeń Planu, na skutek zmiany warunków systemowych. Jeśli jednak Użytkownik w pewnym momencie chce zachować informację o ilości w kolumnie: Do produkcji, na jaką generowane mają być dokumenty dla danej pozycji Planu i nie aktualizować tej ilości automatycznie podczas kolejnych przeliczeń dokumentów, może taką ilość „zablokować” za pomocą opcji: Potwierdź ilość do produkcji:
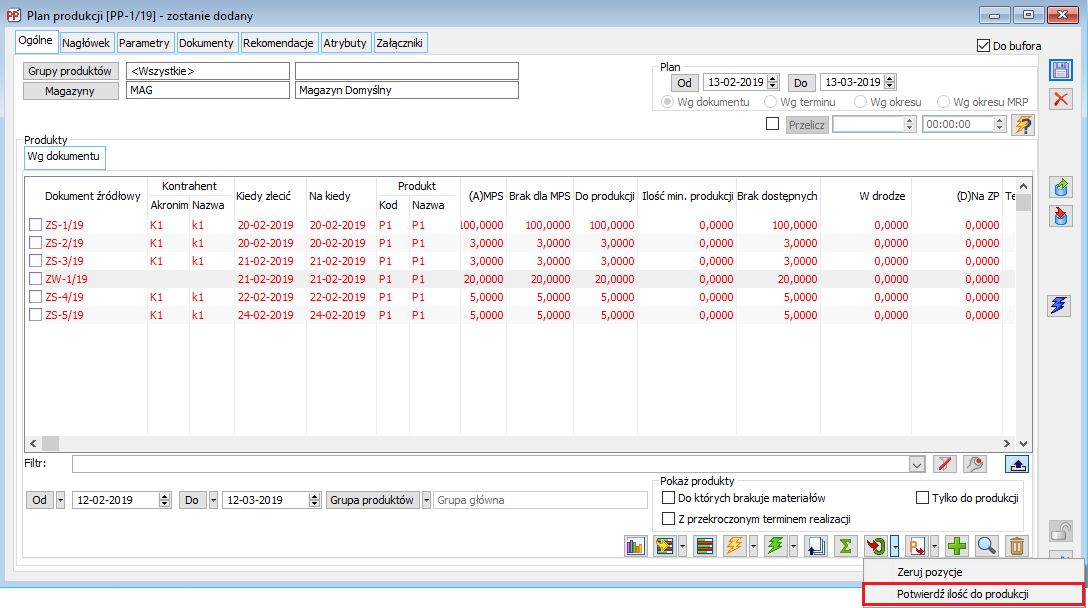
Opcję można uruchomić dla pojedynczej lub wielu zaznaczonych pozycji Planu produkcji. Ilość z kolumny: Do produkcji, która zostanie „potwierdzona do produkcji” będzie traktowana jak zmieniona ręcznie przez Użytkownika. Oznacza to, że nadal będzie można ją ręcznie zmieniać, jednak przeliczanie Planu produkcji nie będzie na nią wpływało.
Przykład użycia opcji: Potwierdź ilość do produkcji.
W systemie zarejestrowano następujące dokumenty:
Potwierdzony dokument ZS-1 na 100 szt. P1 z datą realizacji 20-02-2019
Potwierdzony dokument ZS-2 na 10 szt. P1 z datą realizacji 21-02-2019
Potwierdzony dokument ZS-3 na 40 szt. P1 z datą realizacji 22-02-2019
Na analizowanym magazynie jest dodatkowo 15 szt. produktu P1.
Wystawiono i przeliczono Plan produkcji „Wg dokumentów” uwzględniając ww. dokumenty źródłowe.
W wyniku przeliczenia Planu produkcji, w kolumnie: Do produkcji zwrócona została informacja o ilościach koniecznych do produkcji, wynikających z ww. zamówień z uwzględnieniem stanu produktu P1 na magazynie:
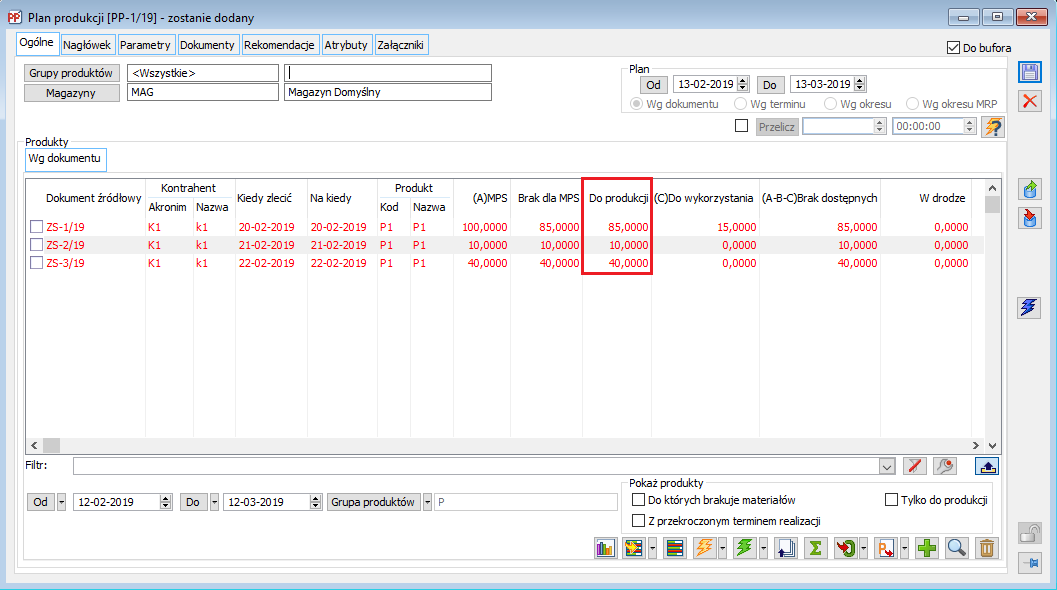
Następnie w kolumnie: Do produkcji, dla elementu wynikającego z ZS‑1 zmieniona zostaje ręcznie ilość z 85 na 200, czyli zostaje w tym wierszu ustalona „nadwyżka produkcyjna” na poziomie 115 szt., którą można wykorzystać na poczet realizacji kolejnych pozycji Planu produkcji. Ustalona ręcznie wartość pozostanie niezmieniona podczas kolejnego przeliczania Planu.
Dodatkowo w kolumnie: Do produkcji, dla elementu wynikającego z ZS‑2 zastosowana zostaje opcja: Potwierdź ilość do produkcji, zatem ilość jaką obliczył system, ma pozostać niezmieniona podczas kolejnych przeliczeń Planu.
W kolumnie: Do produkcji, dla elementu wynikającego z ZS‑3 nie wykonano żadnych zmian.
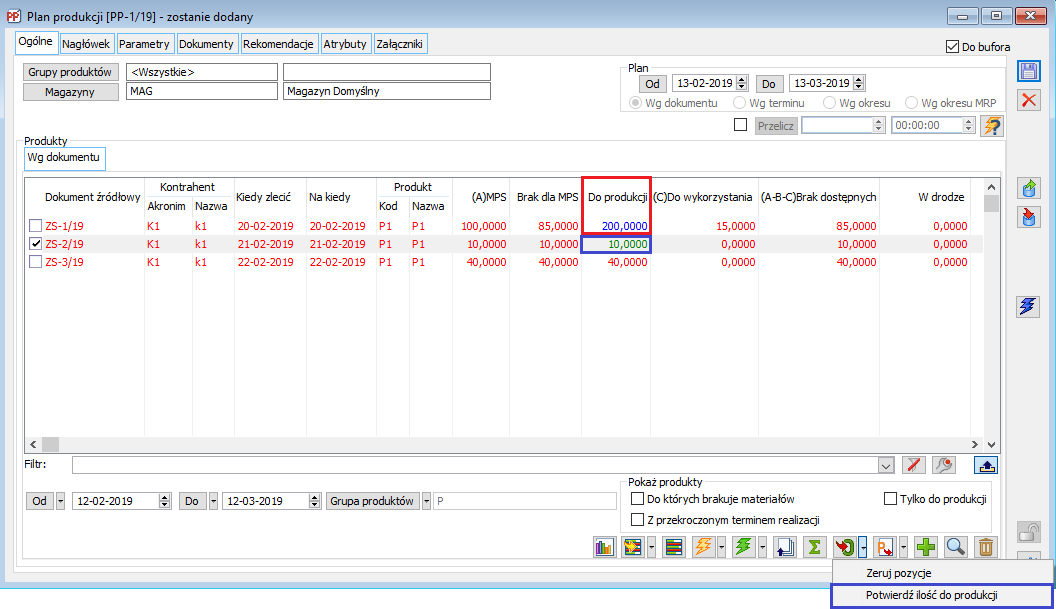
Następnie ponownie przeliczono Plan produkcji. W wyniku tego przeliczenia, system zwrócił następujący wynik:
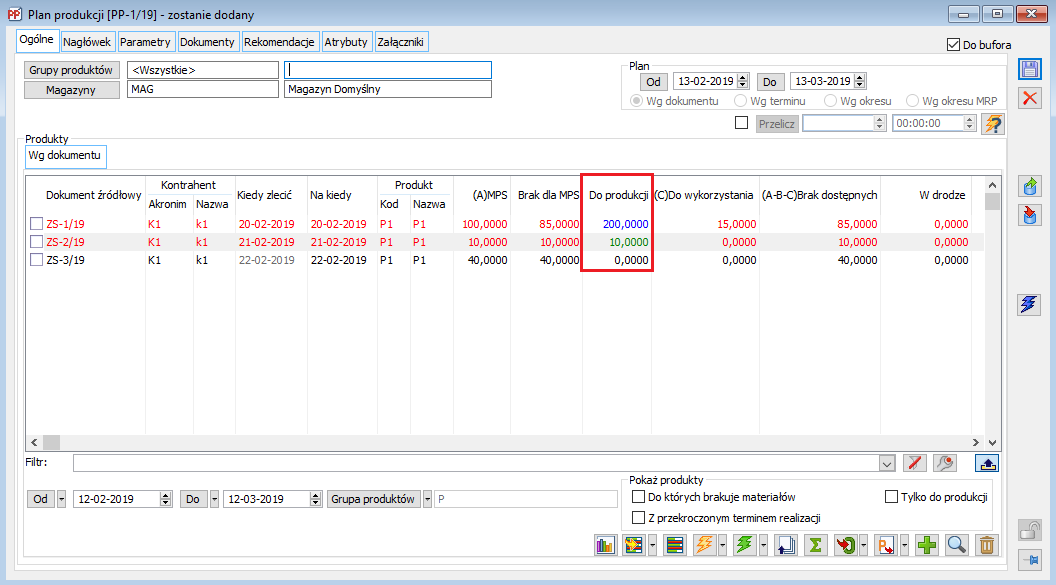
Dla elementu wynikającego z ZS‑1 ilość ustalona ręcznie na poziomie 200 nie uległa zmianie.
Nie uległa także zmianie ilość, jaką „potwierdzono do produkcji” dla elementu wynikającego z ZS‑2, chociaż w wierszu pierwszym powstała nadwyżka produkcyjna (200-85=115), która mogłaby pokryć zapotrzebowanie wynikające z ZS‑2.
Zmianie uległa jedynie ilość w kolumnie: Do produkcji dla elementu wynikającego z ZS‑3. Ilość ta nie była korygowana ręcznie, ani też „potwierdzana do produkcji”, dlatego kolejne przeliczenie Planu uwzględniło w tym wierszu występujące we wcześniejszych terminach nadwyżki produkcyjne.
Jak odblokować na Planie Produkcji ustaloną do produkcji ilość, by była aktualizowana podczas kolejnego przeliczania Planu produkcji?
Ilość w kolumnie: Do produkcji, która została ręcznie zmieniona przez Użytkownika lub potwierdzona za pomocą opcji: Potwierdź ilość do produkcji, nie jest aktualizowana podczas kolejnego przeliczania Planu produkcji.
Na Planie produkcji istnieje jednak opcja, za pomocą której można przywrócić „ustalone” w kolumnie: Do produkcji ilości do stanu, który pozwala na ich automatyczną aktualizację wg bieżących warunków systemowych. Jest to opcja: Zeruj pozycje:
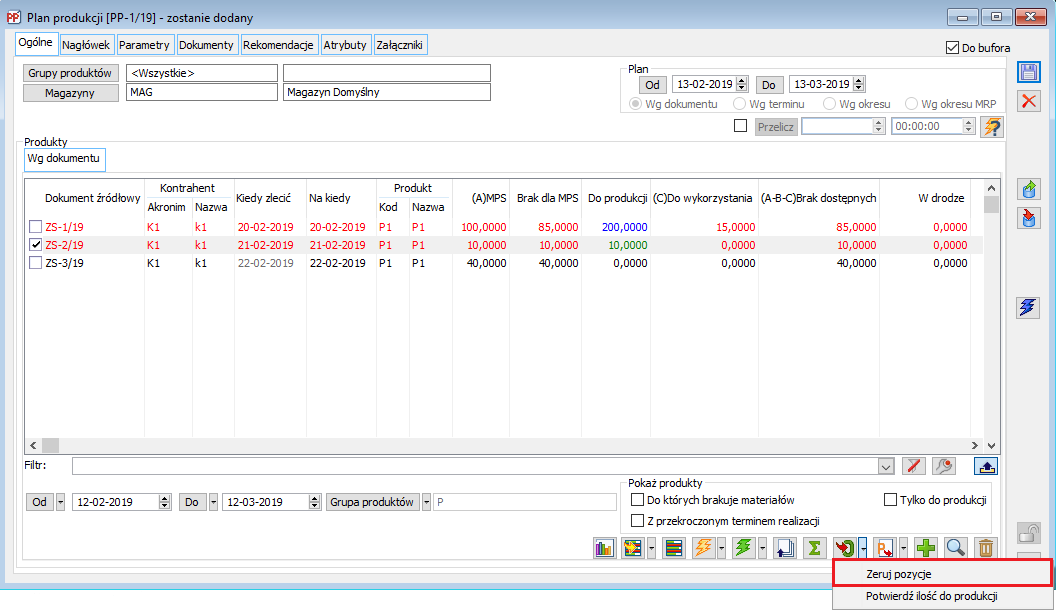
Za pomocą opcji: Zeruj pozycje, można wyzerować ilość w kolumnie: Do produkcji dla pojedynczego lub zaznaczonych elementów Planu produkcji. Wyzerowane za pomocą tej opcji elementy będą podlegały dalszym zmianom podczas kolejnego przeliczania Planu, tzn., jeśli użyto tej opcji dla jakiejś pozycji Planu, to podczas kolejnego przeliczania Planu, ilość w kolumnie: Do produkcji będzie aktualizowana wg istniejących w danej chwili warunków systemowych.
Przykład zastosowania opcji: Zeruj pozycje
W systemie zarejestrowano następujące dokumenty:
Potwierdzony dokument ZS-1 na 100 szt. P1 z datą realizacji 20-11-2015
Potwierdzony dokument ZS-2 na 10 szt. P1 z datą realizacji 21-11-2015
Potwierdzony dokument ZS-3 na 40 szt. P1 z datą realizacji 22-11-2015
Na analizowanym magazynie jest dodatkowo 15 szt. produktu P1.
Wystawiono i przeliczono Plan produkcji „Wg dokumentów” uwzględniając ww. dokumenty źródłowe.
W wyniku przeliczenia Planu produkcji, w kolumnie: Do produkcji zwrócona została informacja o ilościach koniecznych do produkcji, wynikających z ww. zamówień z uwzględnieniem stanu produktu P1 na magazynie:
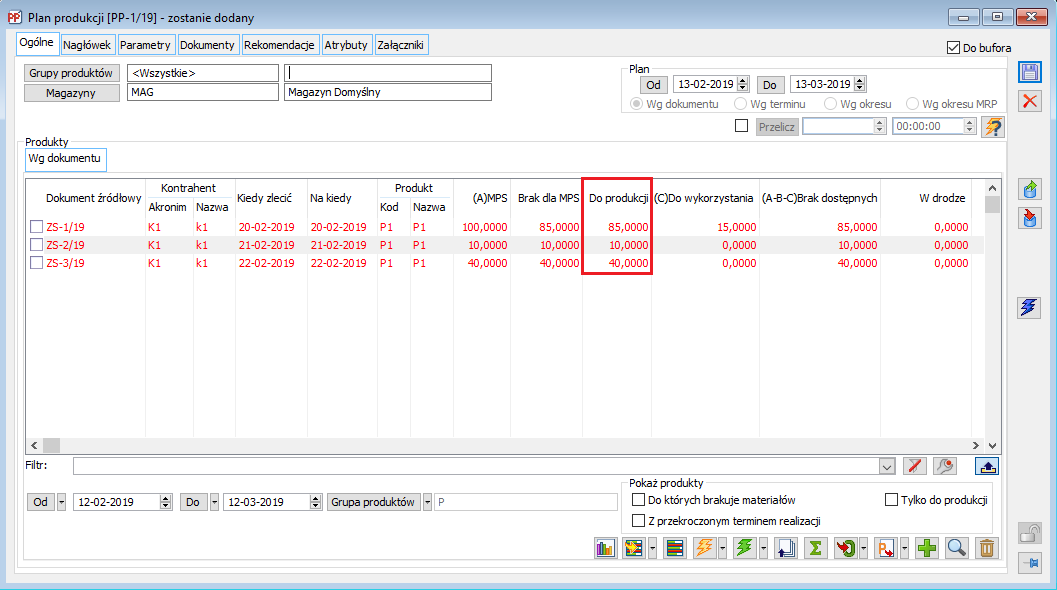
Następnie zaznaczone zostały wszystkie elementy Planu i potwierdzono dla nich ilość do produkcji:
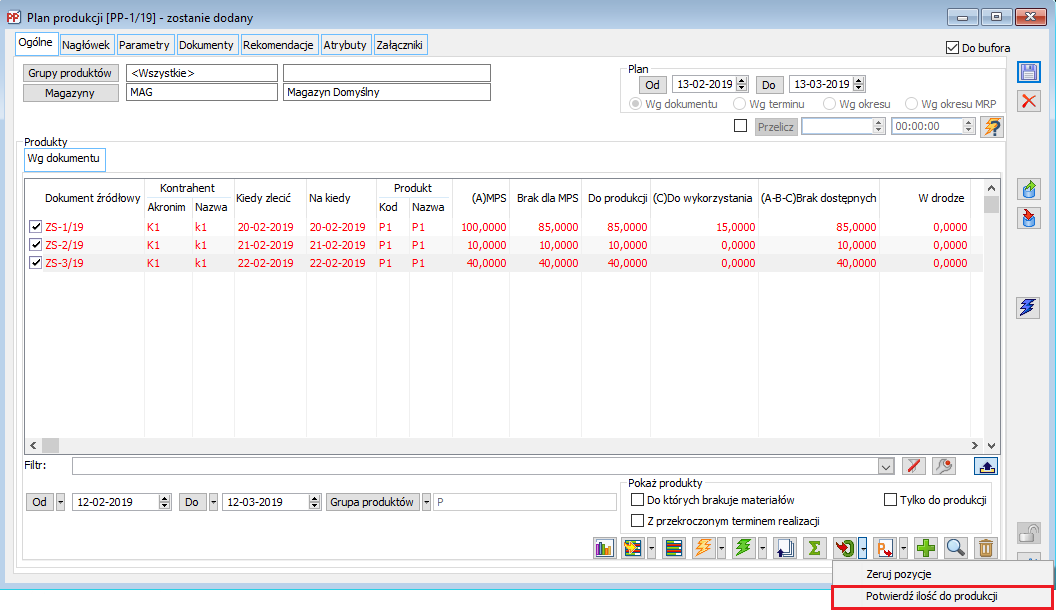
Kolejno dla dokumentu ZS‑1 zmieniła się zamówiona ilość produktu ze 100 na 50.
Następne przeliczenie Planu produkcji uwzględnia zmianę ilości zamówionego produktu P1 (zmiana widoczna w kolumnie: MPS oraz Brak dla MPS), jednak nie aktualizuje ilości w kolumnie: Do produkcji, ponieważ ilość ta została zablokowana dla aktualizacji Planu:
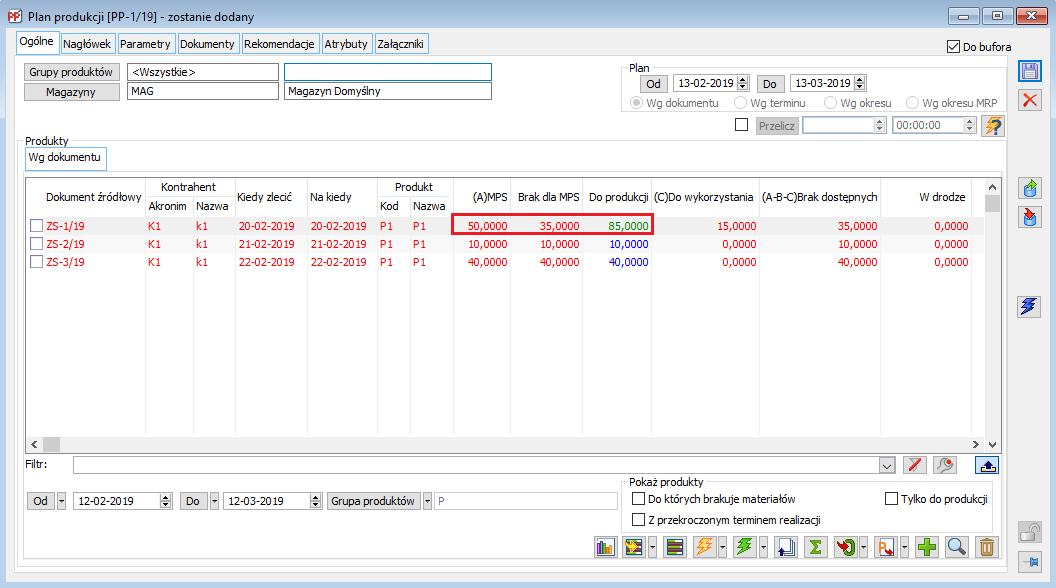
Jeśli w ww. sytuacji Użytkownik chce, by ilości w kolumnie: Do produkcji dla wybranych elementów Planu były z powrotem aktualizowane, podczas przeliczania dokumentu, może je wyzerować za pomocą opcji: Zeruj pozycje. Użycie tej opcji dla wybranych elementów Planu spowoduje, że ich ilość w kolumnie: Do produkcji będzie aktualizowana podczas kolejnego przeliczania Planu produkcji:
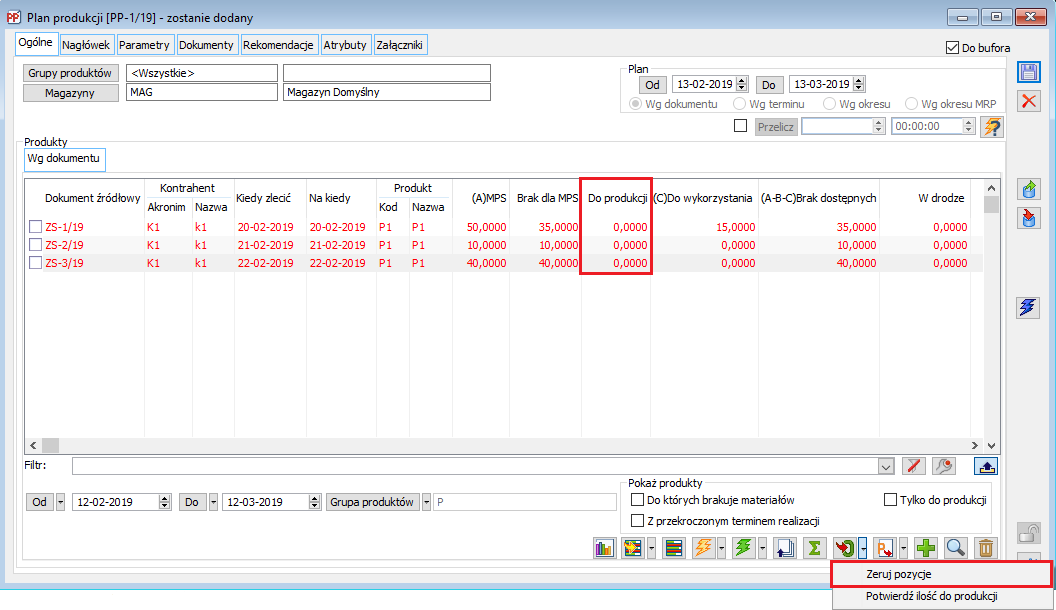
Kolejne przeliczenie Planu aktualizuje „odblokowane” ilości w kolumnie: Do produkcji:
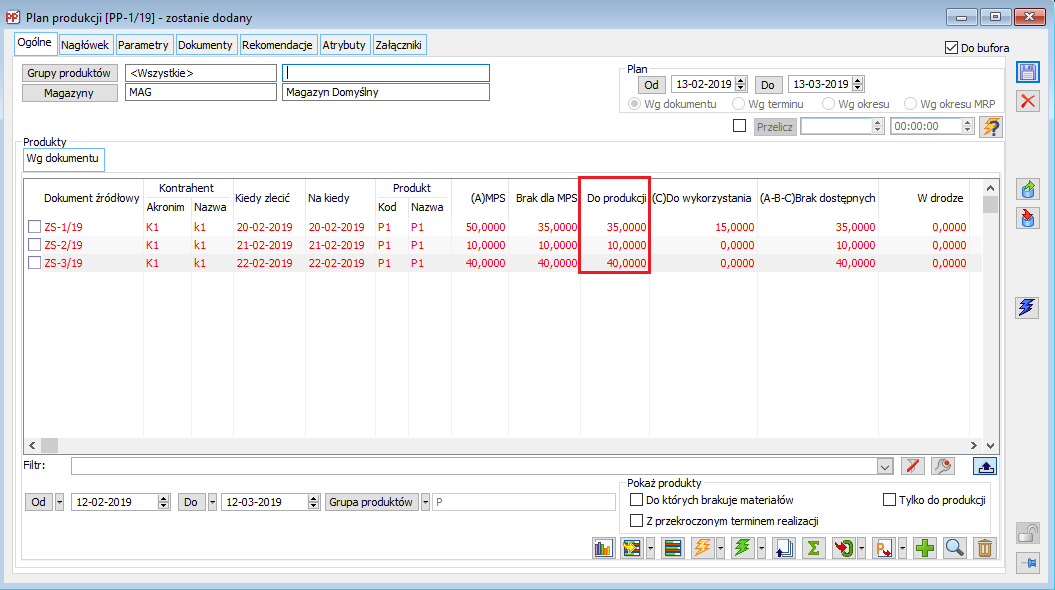
Jak na Planie produkcji uzyskać informację o pełnym zapotrzebowaniu na wszystkie półprodukty oraz materiały potrzebne do wytworzenia wyrobu gotowego?
Aby na Planie produkcji, w zapotrzebowaniu materiałowym uwzględnione zostały wszystkie półprodukty i materiały potrzebne do produkcji wyrobu gotowego na każdym etapie jego wytworzenia, należy odpowiednio skonfigurować system.
Ustawienia na definicji dokumentu PP
Na definicji dokumentu PP należy zaznaczyć parametr: Uwzględniaj BOM półproduktów, wówczas w zapotrzebowaniu materiałowym na Planie produkcji uwzględnione zostaną materiały i półprodukty, znajdujące się na wszystkich poziomach rozwinięcia materiałowego wyrobu gotowego:
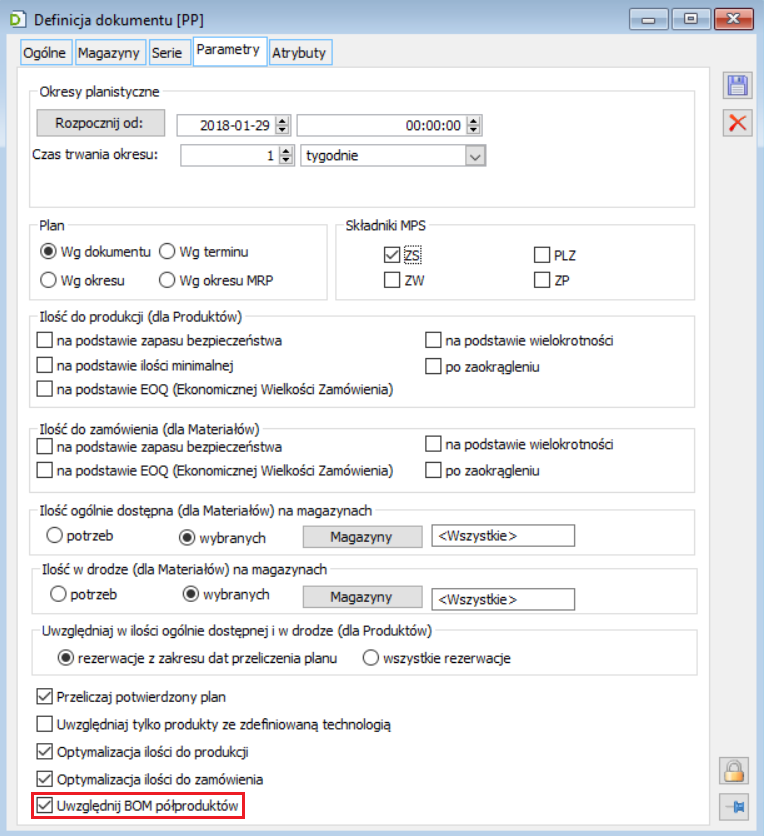
Odpowiednie zdefiniowanie półproduktów w technologiach
W technologiach, w których materiałami są półprodukty (towary/produkty posiadające własne technologie), należy w polu: Materiał, wskazać dla nich kartę towaru oraz nie wskazywać pochodzenia z innych operacji. Półprodukty raportowane na Planie produkcji nie są fantomami/półproduktami wirtualnymi, lecz materiałami pobieranymi z magazynu.
Dodatkowo należy na karcie towarowej półproduktu zaznaczyć, która technologia wytworzenia jest dla niego technologią podstawową:
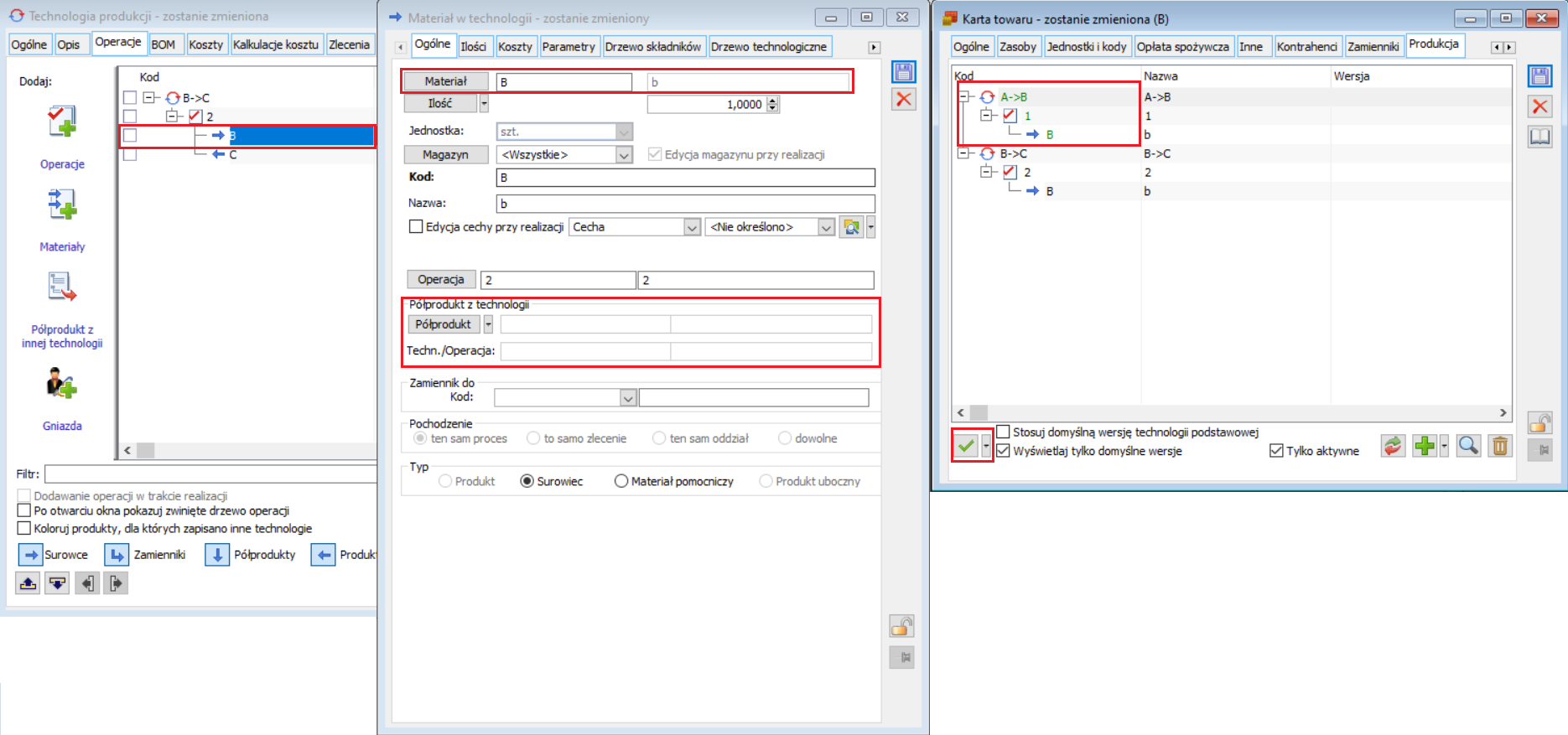
Raportowanie pełnego zapotrzebowania na Planie produkcji
W systemie zdefiniowano technologię wytworzenia wyrobu gotowego D:
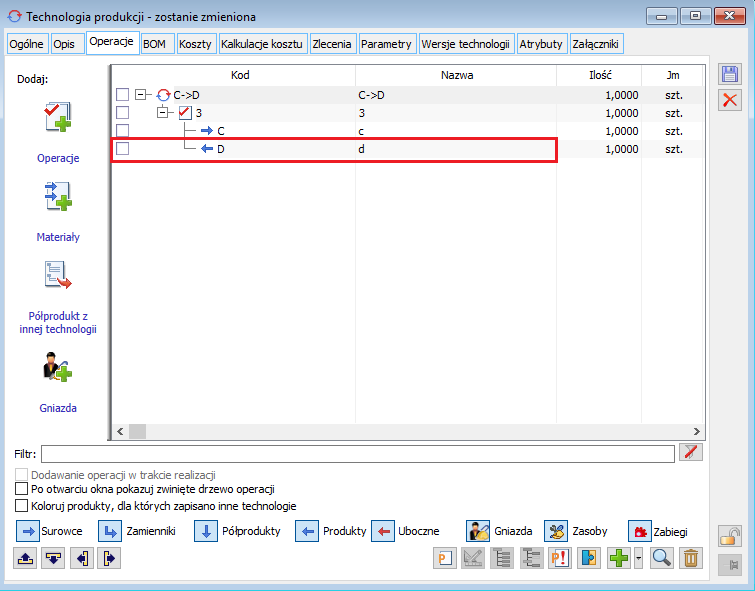
Materiałem potrzebnym do produkcji ww. wyrobu jest półprodukt C, posiadający własną technologię wytworzenia:
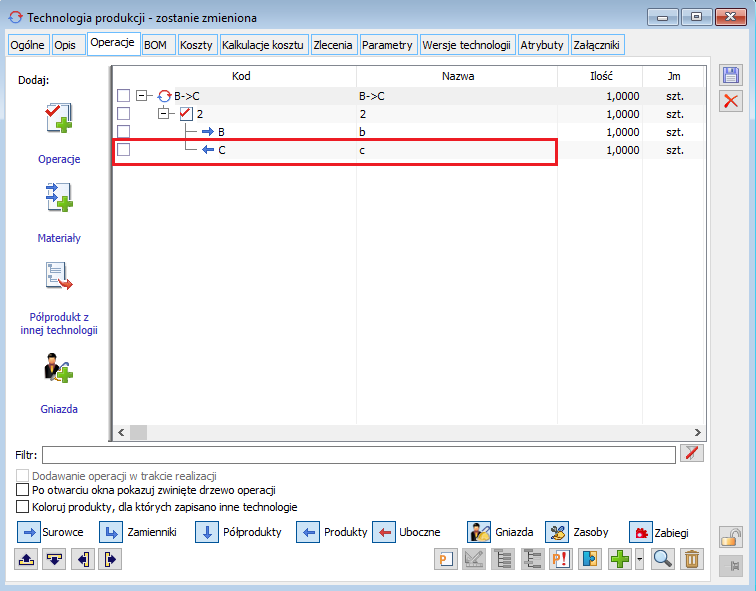
W technologii wytworzenia półproduktu: C, materiałem jest półprodukt: B, który także posiada dalsze rozwinięcie materiałowe i własną technologię produkcji:
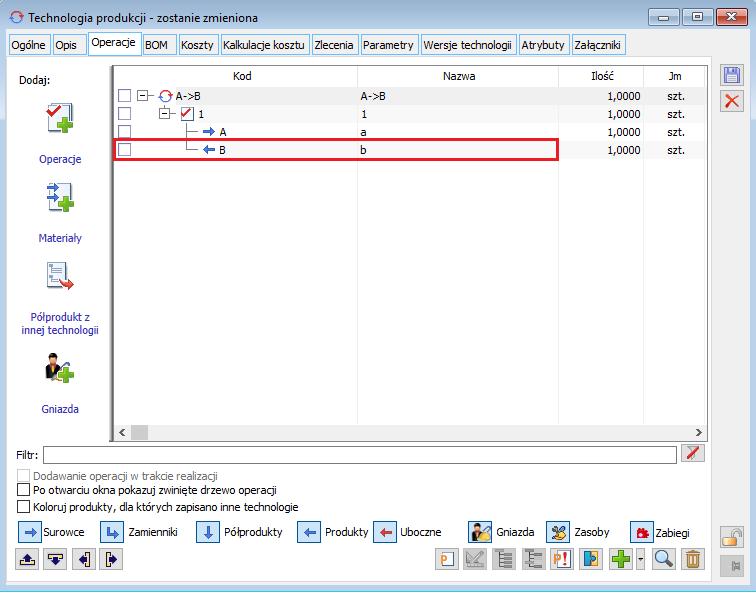
Materiałem niezbędnym do produkcji półproduktu: B jest surowiec A, który nie posiada własnej technologii produkcji.
Każdy półprodukt (B i C) ma na karcie towarowej zaznaczoną technologie podstawową:
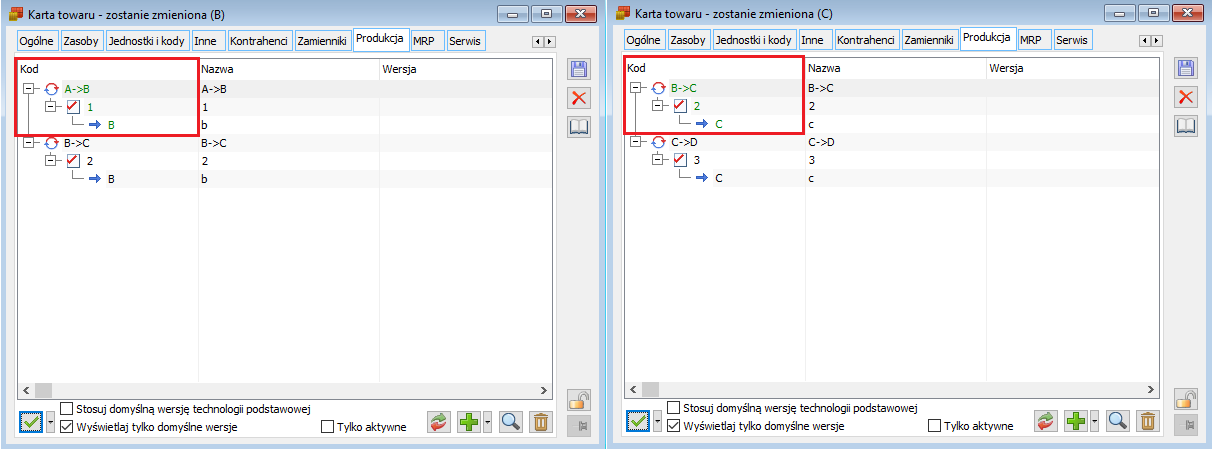
W systemie zarejestrowano zamówienie sprzedaży na wyrób gotowy: D w ilości 5 szt. Dodano i przeliczono Plan produkcji, na którym uwzględnione zostało ww. zamówienia – przy zaznaczonym parametrze: Uwzględniaj BOM półproduktów, na definicji dokumentu PP, w zapotrzebowaniu materiałowym znajdują się wszystkie materiały (surowce i półprodukty) potrzebne do wytworzenia wyrobu gotowego D, na każdym etapie jego produkcji:
Jak na Planie produkcji grupować zapotrzebowanie na produkty i materiały w indywidualne okresy MRP?
Aby na Planie produkcji zgrupować zapotrzebowanie na produkty i materiały w indywidualne okresy MRP, należy zdefiniować/przypisać odpowiedni okres MRP dla każdego towaru/produktu, a następnie przeliczyć Plan produkcji wg odpowiedniej metody, która będzie uwzględniała okresy MRP.
Definiowanie okresów MRP, gdy każdy towar ma inny okres planistyczny
W sytuacji, gdy każdy lub większość towarów/produktów ma inny okres planistyczny, najlepiej definiować okresy MRP bezpośrednio na kartach poszczególnych towarów.
Na karcie towaru, na zakładce: MRP, możliwe jest określenie, od kiedy dany okres ma obowiązywać dla wybranego towaru oraz ile ma trwać.
Przedstawione na rysunku ustawienie oznacza, że pojedynczy okres MRP dla towaru: MATERIAŁ_1 ma trwać 2 tygodnie, a jego „odliczanie” rozpoczyna się 10-12-2016.

Definiowanie okresów MRP, gdy wiele towarów ma ten sam okres planistyczny
Jeśli okresy planistyczne są takie same dla wielu towarów/produktów, wówczas najlepiej skorzystać z funkcjonalności definiowania i przypisywania do odpowiednich kartotek, okresów MRP zdefiniowanych na liście kalendarzy.
Na Liście kalendarzy, na zakładce: Okresy MRP, można dodawać okresy planistyczne, a następnie przypisywać te okresy do wybranych towarów lub do grup towarowych:


Grupowanie zapotrzebowania w indywidualne okresy MRP na Planie produkcji
Aby raportowane na Planie produkcji zapotrzebowanie grupowane było w odpowiednie okresy MRP, należy na dokumencie PP zaznaczyć metodę przeliczania Planu: Wg okresu MRP, a następnie przeliczyć dokument:
Jak za pomocą parametrów MRP wpływać na ilość proponowaną do produkcji i do zamówienia na Planie produkcji?
Wartości parametrów MRP, definiowanych na kartach towarów/produktów, na zakładce: MRP, są prezentowane na Planie produkcji w osobnych kolumnach jako dodatkowa informacja o towarze/produkcie, ale mogą one także wpływać na obliczaną w kolumnie: Do produkcji (w sekcji: Produkty), czy Do zamówienia (w sekcji: Materiały) ilość.
Definiowanie parametrów MRP
Wybrane parametry MRP należy zdefiniować ręcznie na karcie towaru/produktu, na zakładce: MRP:
Prezentowanie wartości parametrów MRP na Planie produkcji
Każdemu parametrowi MRP z karty towaru, odpowiada osobna kolumna na Planie produkcji, zarówno w sekcji: Produkty, jak i w sekcji: Materiały, w której prezentowana jest wartość odpowiedniego parametru MRP:
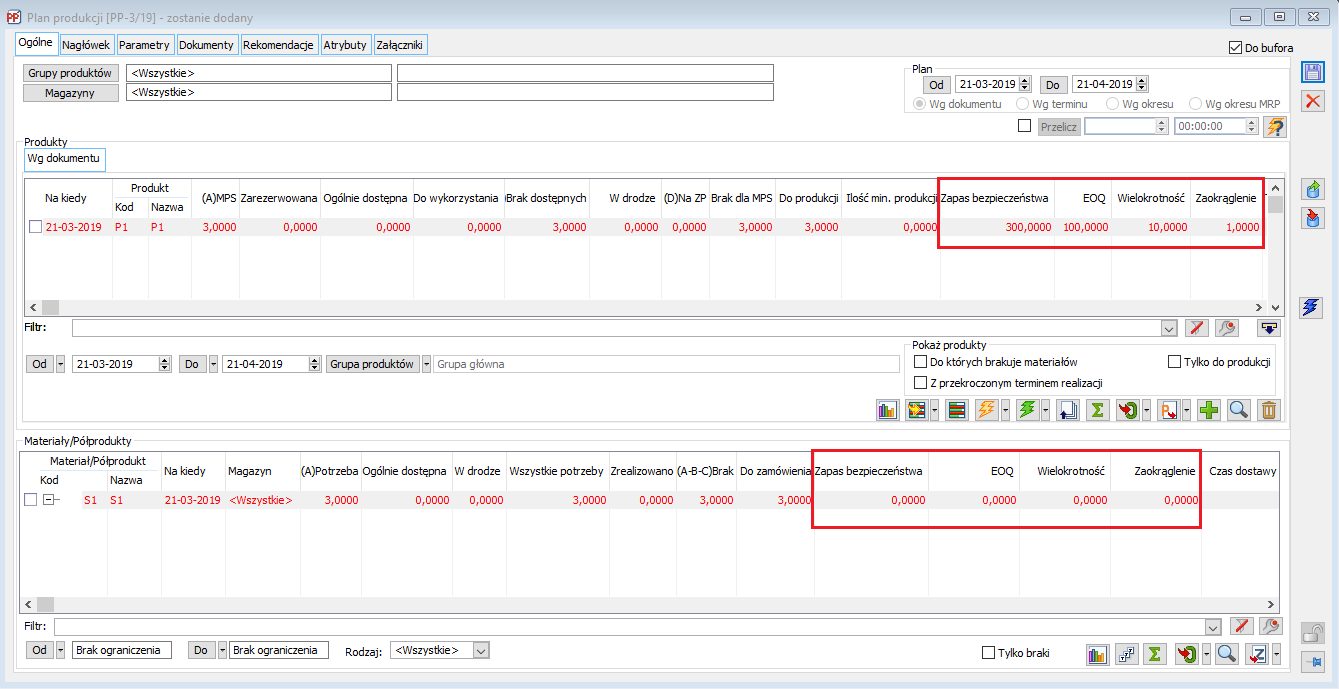
Ustawienia odpowiadające za automatyczne obliczanie wartości w kolumnach: Do produkcji i Do zamówienia, na podstawie parametrów MRP, na Planie produkcji
Jeśli chcemy, by wartość kolumny: Do produkcji lub/i Do zamówienia, na Planie produkcji, była automatycznie obliczana z uwzględnieniem wybranych parametrów MRP, należy na dokumencie PP, na zakładce: Parametry, wprowadzić odpowiednie ustawienia:

Przykłady obliczania ilości Do produkcji, na podstawie parametrów MRP
- Ilość: Do produkcji, obliczana na podstawie wartości parametru EOQ
Na karcie towarowej produktu P1, dla którego na Planie produkcji w ilości: Do produkcji, ma być uwzględniana wartość parametru EOQ, określono tą wartość na poziomie 100:
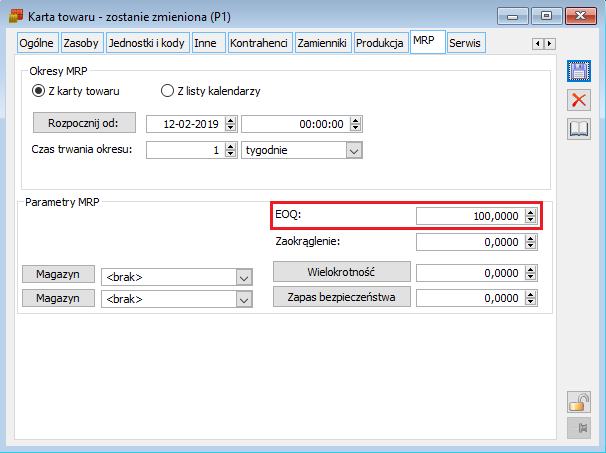
W systemie zarejestrowano dokument ZS na 3 szt. wyrobu gotowego P1.
Na dokumencie PP, na którym uwzględnione będzie zapotrzebowanie, na produkt P1, zaznaczono parametr: Ilość do produkcji (dla Produktów) na podstawie EOQ (Ekonomicznej Wielkości Zamówienia)
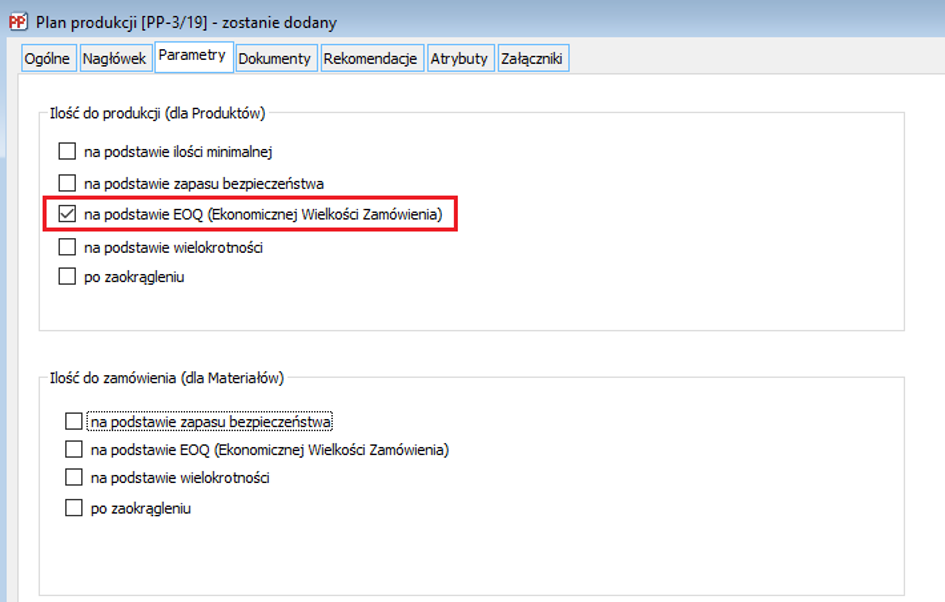
Podczas przeliczania Planu produkcji, ilość Do produkcji, została obliczona na podstawie parametru EOQ i wynosi 100. Ilość EOQ jest tutaj traktowana jako minimalna ilość, którą opłaca się wyprodukować.
W opisanym przykładzie, brak (Bak dla MPS), jaki należy uzupełnić wynosi 3, ale ponieważ minimalnie opłaca się uruchomić produkcję na 100 szt. wyrobu (wg wartości parametru EOQ), to system podpowiada ilość Do produkcji jako 100:
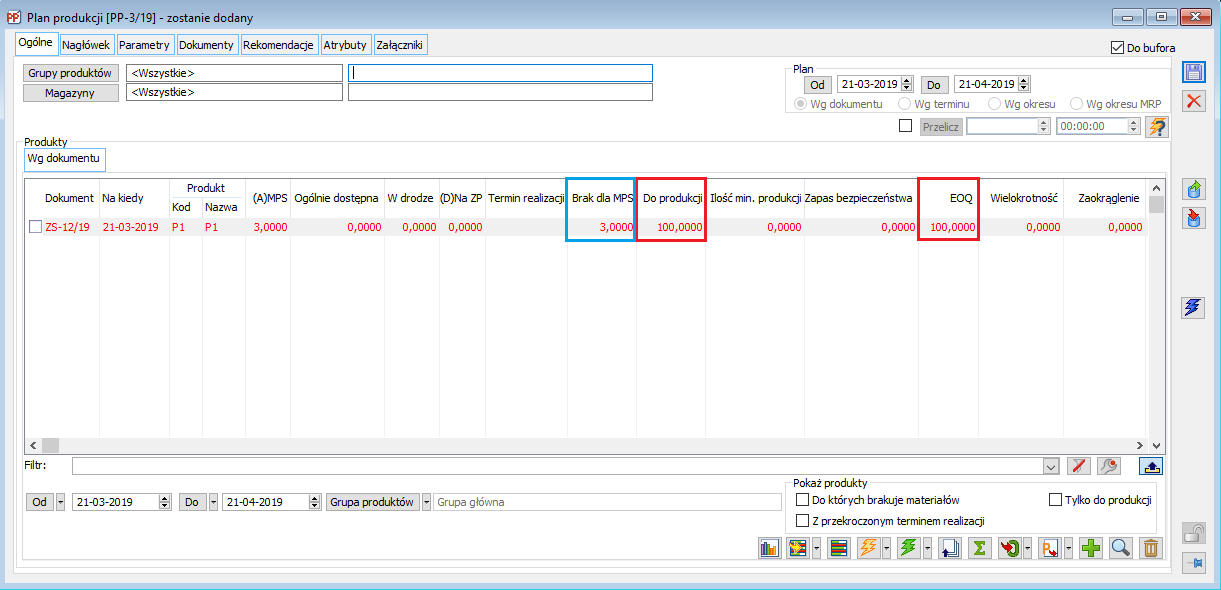
Przy ustawienie parametru EOQ na karcie produktu P1, jak wcześniej.
W systemie zarejestrowano dokument ZS na 101 szt. wyrobu gotowego P1.
Na dokumencie PP, na którym uwzględnione będzie zapotrzebowanie, na produkt P1, zaznaczono parametr: Ilość do produkcji (dla Produktów) na podstawie EOQ (Ekonomicznej Wielkości Zamówienia).
Podczas przeliczania Planu produkcji, ilość Do produkcji, została obliczona z uwzględnieniem parametru EOQ i wynosi ona 101, ponieważ w opisanym przykładzie, brak (Bak dla MPS), jaki należy uzupełnić wynosi 101. Minimalnie opłaca się uruchomić produkcję na 100 szt. wyrobu gotowego (wg wartości parametru EOQ), zatem by pokryć zapotrzebowanie wynikające z zamówienia i jednocześnie uwzględnić wartość parametru EOQ, system podpowiada ilość Do produkcji jako 101:
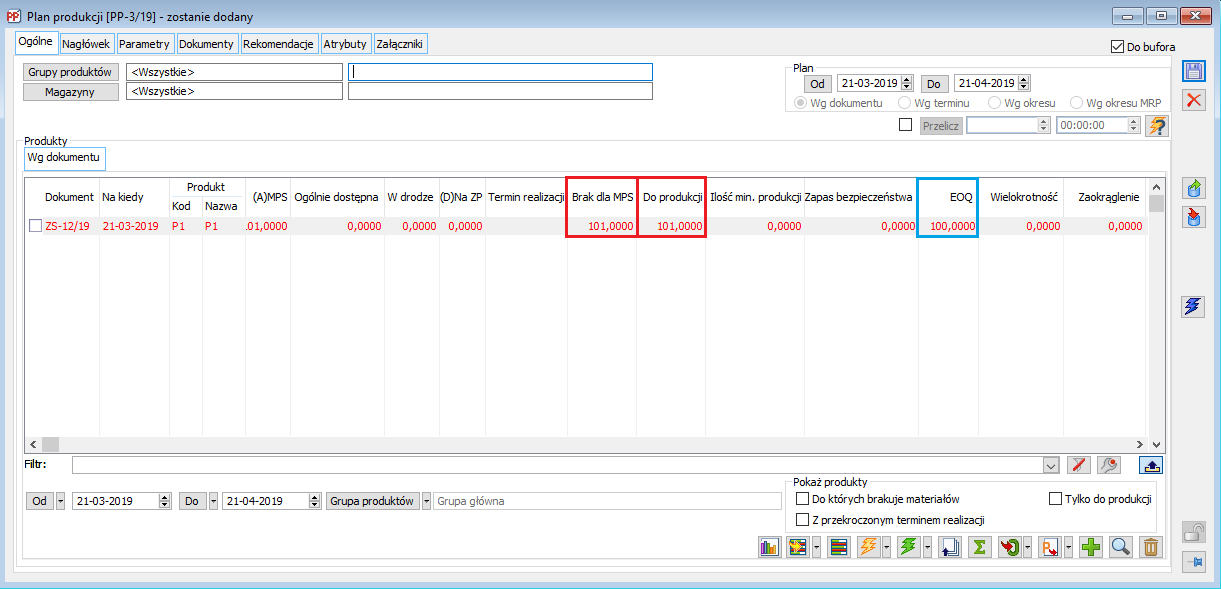
- Ilość: Do produkcji, obliczana na podstawie wartości parametru Zapas bezpieczeństwa
Na karcie towarowej produktu P1, dla którego w ilości: Do produkcji, ma być uwzględniana wartość parametru Zapas bezpieczeństwa, określono tą wartość na poziomie 200:
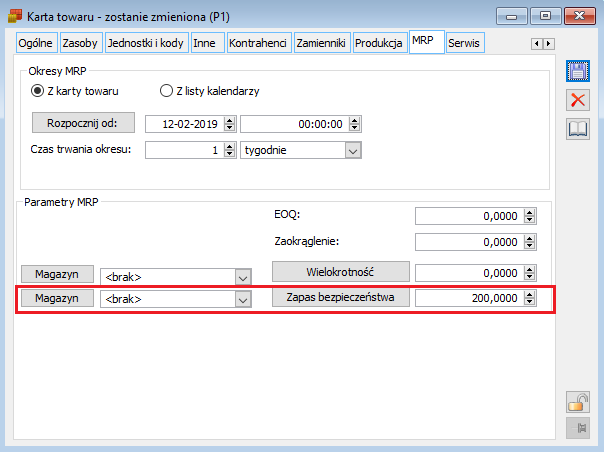
W systemie zarejestrowano dokument ZS na 101 szt. wyrobu gotowego P1.
Na dokumencie PP, na którym uwzględnione będzie zapotrzebowanie, na produkt P1, zaznaczono parametr: Ilość do produkcji (dla Produktów) na podstawie zapasu bezpieczeństwa.
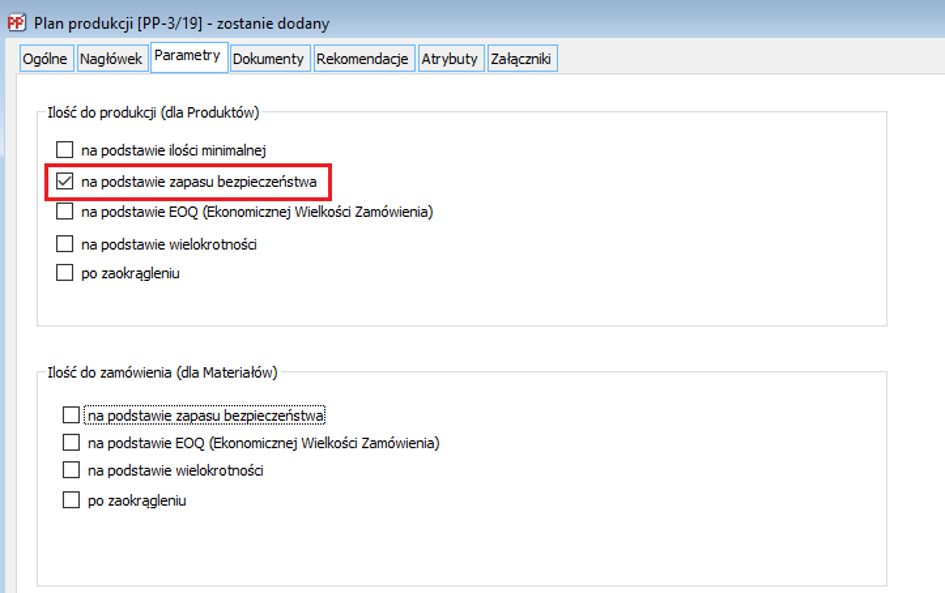
Podczas przeliczania Planu produkcji, ilość Do produkcji, została obliczona z uwzględnieniem parametru Zapas bezpieczeństwa i wynosi ona 301, ponieważ w opisanym przykładzie, brak (Bak dla MPS), jaki należy uzupełnić wynosi 101, a zapas bezpieczeństwa, jaki ma być stale utrzymany na magazynie to 200. Zatem w opisanym przykładzie należy wyprodukować 301 szt. wyrobu gotowego, by pokryć zapotrzebowanie oraz zapewnić ustalony zapas bezpieczeństwa:

- Ilość: Do produkcji, obliczana na podstawie wartości parametru Wielokrotność
Na karcie towarowej produktu P1, dla którego w ilości: Do produkcji, ma być uwzględniana wartość parametru Wielokrotność, określono tą wartość na poziomie 30:
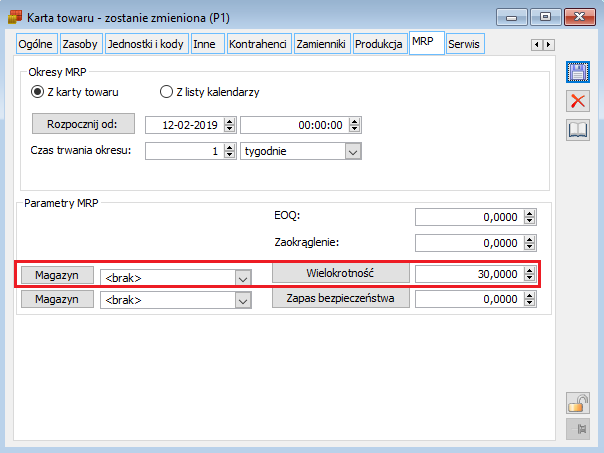
W systemie zarejestrowano dokument ZS na 101 szt. wyrobu gotowego P1.
Na dokumencie PP, na którym uwzględnione będzie zapotrzebowanie, na produkt P1, zaznaczono parametr: Ilość do produkcji (dla Produktów) na podstawie wielokrotności:
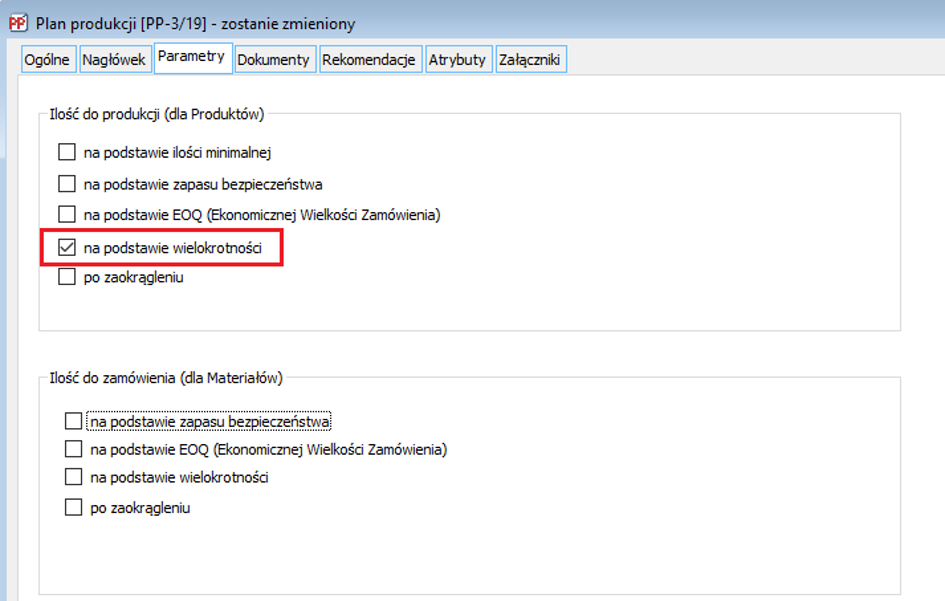
Podczas przeliczania Planu produkcji, ilość Do produkcji, została obliczona z uwzględnieniem parametru Wielokrotność i wynosi ona 120, ponieważ w opisanym przykładzie, brak (Brak dla MPS), jaki należy uzupełnić wynosi 101, a wielokrotność ilości, w jakiej produkowany może być wyrób gotowy wynosi 30. Zatem w opisanym przykładzie potrzeba 101 została unormowana do najmniejszej możliwie liczby, która jest wielokrotnością 30 i jednocześnie pokryje obliczone zapotrzebowanie na produkt w ilości 101:
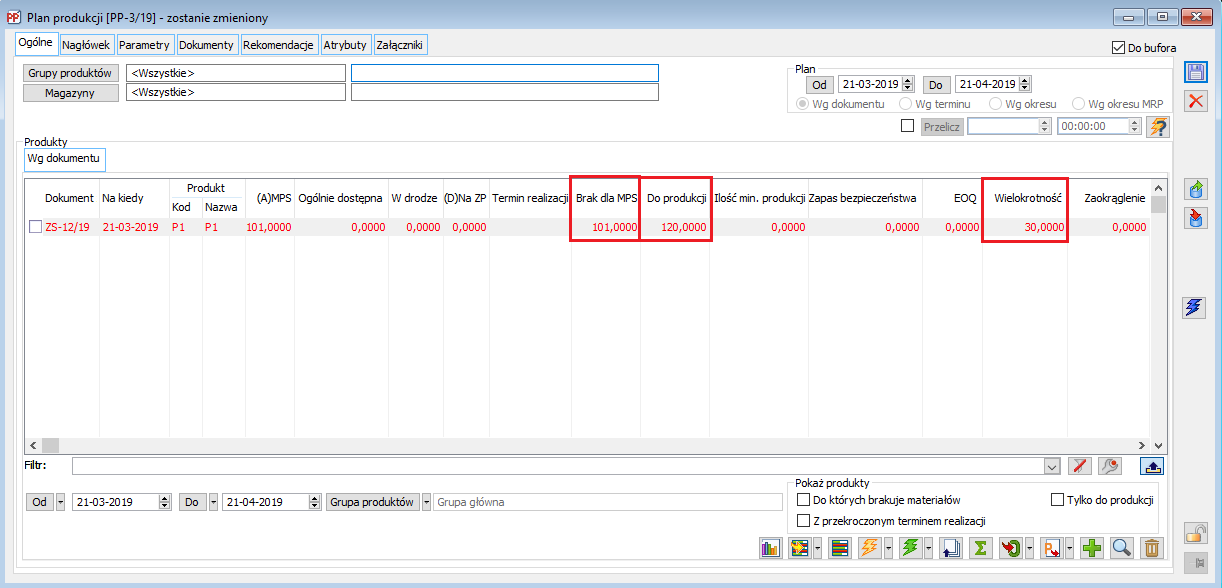
- Ilość: Do produkcji, obliczana na podstawie wartości parametru Zaokrąglenie
Na karcie towarowej produktu P1, dla którego w ilości: Do produkcji, ma być uwzględniana wartość parametru Zaokrąglenie, określono tą wartość na poziomie 1,0000, co oznacza, że ilość wyrobu gotowego powinna być zaokrąglana do ilości całkowitych:
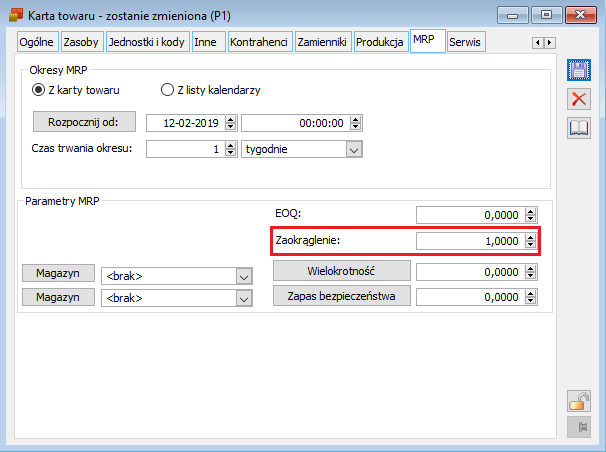
W systemie zarejestrowano dokument ZS na 101.1234 szt. wyrobu gotowego P1.
Na dokumencie PP, na którym uwzględnione będzie zapotrzebowanie na produkt P1, zaznaczono parametr: Ilość do produkcji (dla Produktów) po zaokrągleniu:
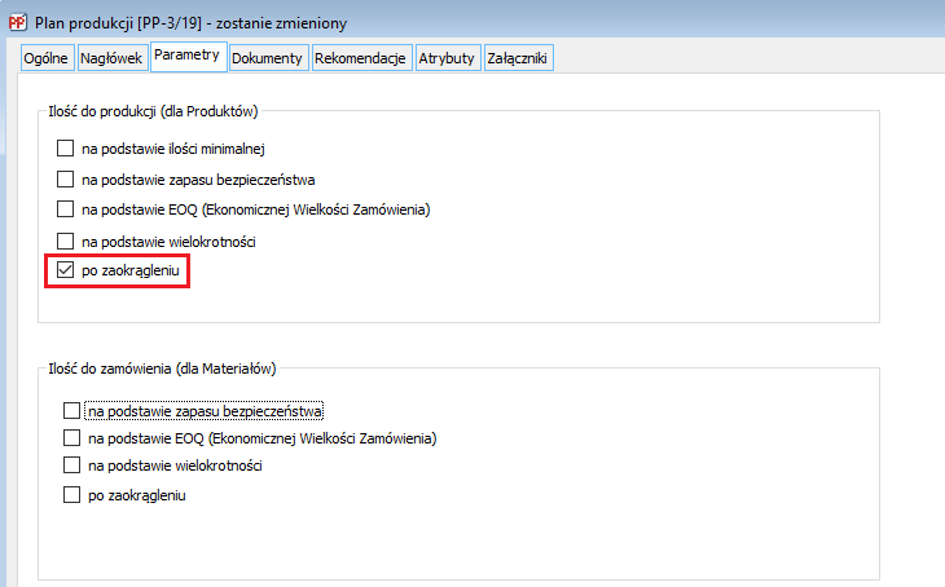
Podczas przeliczania Planu produkcji, ilość Do produkcji, została obliczona z uwzględnieniem parametru Zaokrąglenie i wynosi ona 101:
Przykłady obliczania ilości Do zamówienia, na podstawie parametrów MRP
Za pomocą parametrów MRP definiowanych na kartach towarowych można sterować ilością Do zamówienia (w sekcji: Materiały na Planie produkcji) analogicznie, jak ilością Do produkcji (w sekcji: Produkty). Parametry MRP działają podobnie w obu przypadkach, z taką jednak różnicą, że w przypadku materiałów, dla parametrów: Wielokrotność i Zapas bezpieczeństwa, magazyn, dla którego określamy te parametry na karcie towaru, będzie odpowiadał magazynowi ustawionemu na materiale w technologii, w oparciu o którą obliczane jest zapotrzebowanie na Planie produkcji (w sekcji: Materiały) – inaczej, niż w przypadku produktów raportowanych w sekcji: Produkty - tutaj sprawdzany jest magazyn ustawiony na nagłówku Planu produkcji.
- Ilość: Do zamówienia, obliczana na podstawie wartości parametru Wielokrotność
Na karcie towarowej materiału S1 określono parametr: Wielokrotność na poziomie 5. Jako magazyn pozostawiono opcję <brak>. Nie wskazano konkretnego magazynu, zatem parametr: Wielokrotność będzie traktowany jako normatyw globalny i będzie uwzględniany w tej sytuacji, gdy na materiale w technologii, w oparciu o którą liczone będzie zapotrzebowanie na Planie produkcji, ustawiono magazyn: <Wszystkie> lub <Wybrane>.
W technologii, w oparciu o którą liczone będzie zapotrzebowanie na materiał S1 ustawiono dla niego magazyn: <Wszystkie>.
Na Planie produkcji, na zakładce: Parametry, zaznaczono parametr: Ilość do zamówienia (dla Materiałów) na podstawie wielokrotności.
Podczas przeliczania Planu produkcji, Brak dla danego surowca został obliczony na poziomie 101.1234, natomiast ilość Do zamówienia, została obliczona z uwzględnieniem parametru Wielokrotność i wynosi ona 105, ponieważ jest to najmniejsza wielokrotność liczby 5, która pokrywa obliczony brak.
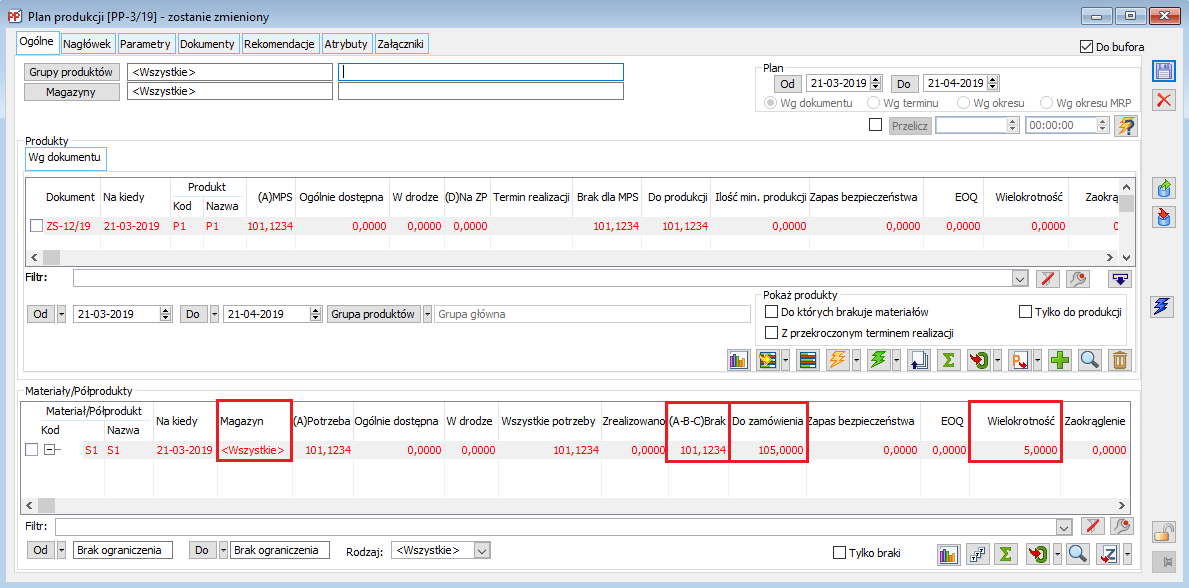
Na karcie towarowej materiału S1 określono parametr: Wielokrotność na poziomie 100. Jako magazyn ustawiono: MAG. Wskazano konkretny magazyn, zatem normatyw będzie dotyczył tylko tego magazynu i będzie uwzględniany w tej sytuacji, gdy na materiale w technologii, w oparciu o którą liczone będzie zapotrzebowanie na Planie produkcji, ustawiono magazyn: MAG.
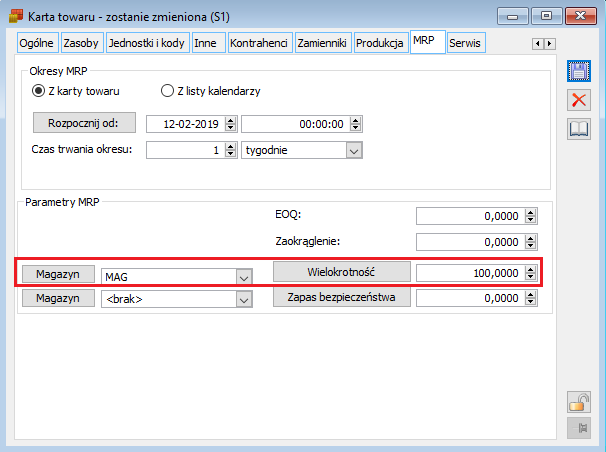
W technologii, w oparciu o którą liczone będzie zapotrzebowanie na materiał S1 ustawiono dla niego magazyn: MAG.
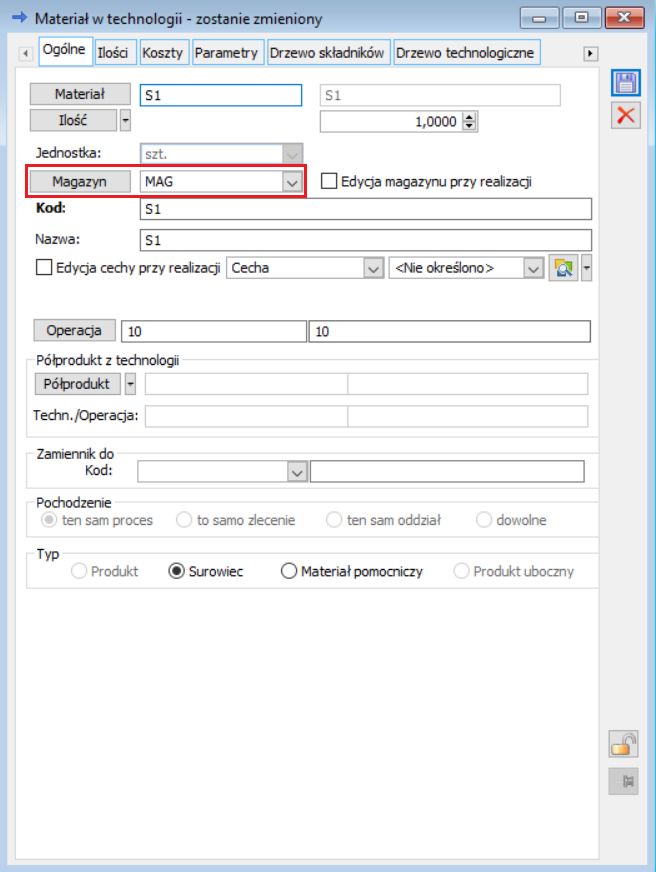
Na Planie produkcji, na zakładce: Parametry, zaznaczono parametr: Ilość do zamówienia (dla Materiałów) na podstawie wielokrotności.
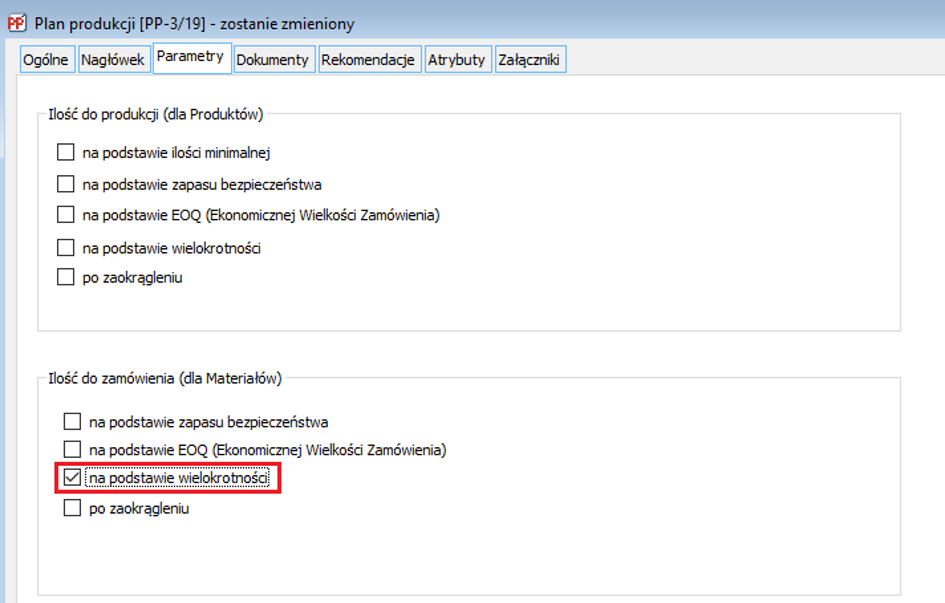
Podczas przeliczania Planu produkcji, Brak dla danego surowca został obliczony na poziomie 101.1234, natomiast ilość Do zamówienia, została obliczona z uwzględnieniem parametru Wielokrotność i wynosi ona 200, ponieważ jest to najmniejsza wielokrotność liczby 100, która pokrywa obliczony.
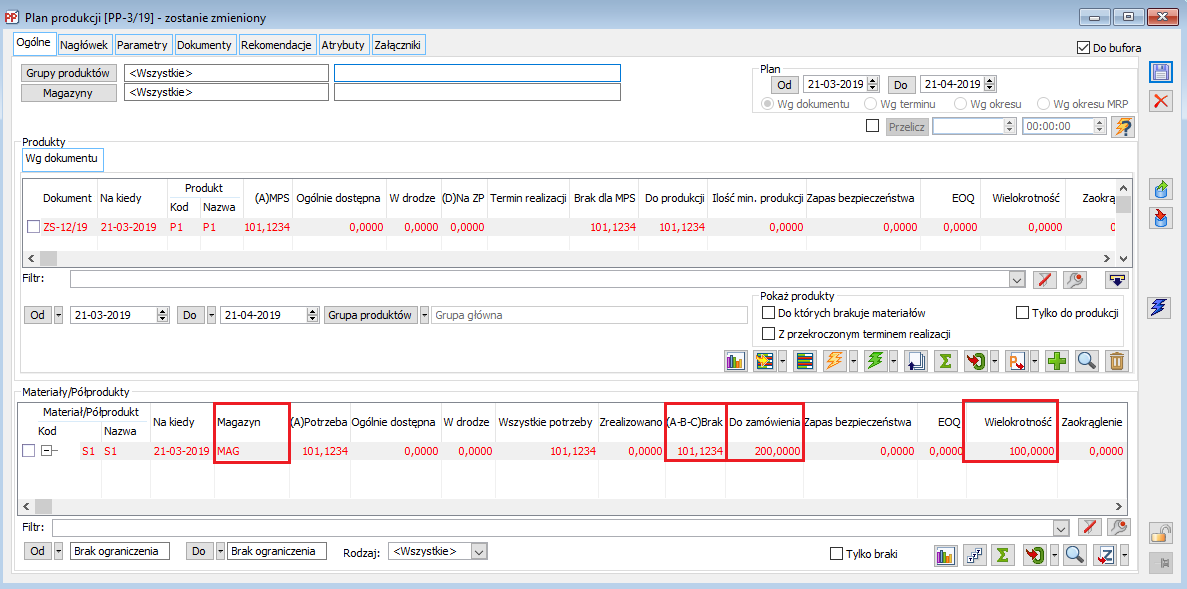
- Ilość: Do zamówienia, obliczana na podstawie wartości parametru Zapas bezpieczeństwa
Na karcie towarowej materiału S1 ustawiono Zapas bezpieczeństwa na magazynie MAG na poziomi 500.
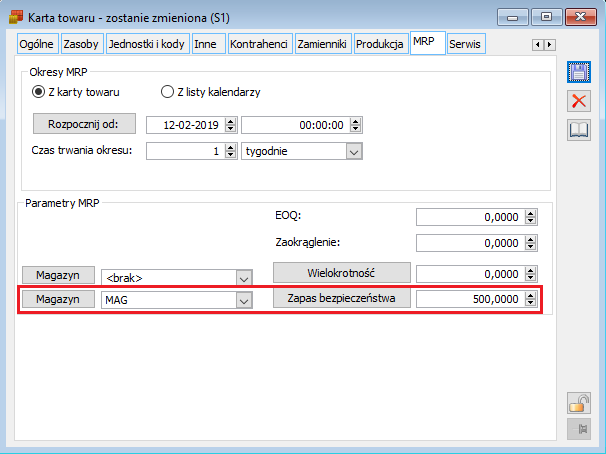
Na Planie produkcji, na zakładce: Parametry, zaznaczono parametr: Ilość do zamówienia (dla Materiałów) na podstawie zapasu bezpieczeństwa.
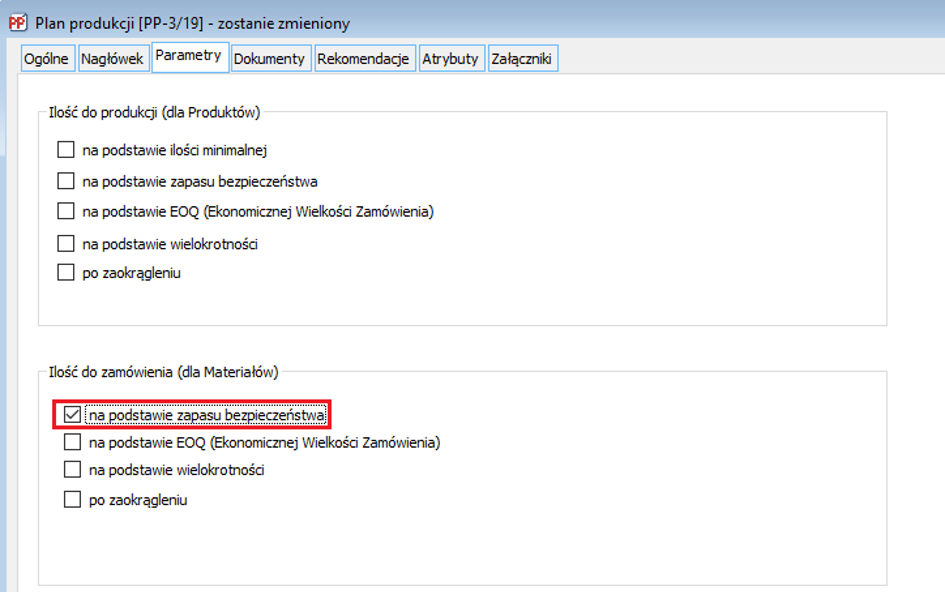
Podczas przeliczania Planu produkcji, Brak dla danego surowca został obliczony na poziomie 101, natomiast ilość Do zamówienia, została obliczona z uwzględnieniem parametru Zapas bezpieczeństwa i wynosi ona 601, co zapewnia Zapas bezpieczeństwa (500) i pokrywa obliczony brak (101):
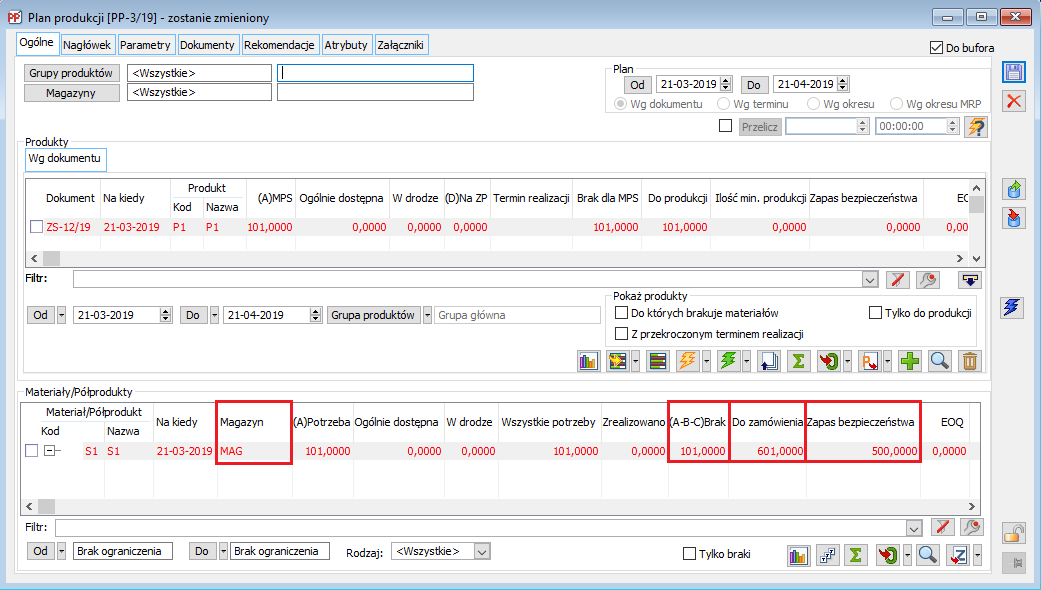
Zastosowanie opcji: Przeliczaj potwierdzony plan
Przeliczanie Planu produkcji powoduje aktualizację danych na dokumencie, na podstawie bieżących warunków systemowych. W przypadku przeliczania niepotwierdzonego Planu produkcji, oprócz aktualizacji danych, dotyczących istniejących pozycji Planu, na dokument dodawane są nowe potrzeby produkcyjne, wynikające z wystawionych w międzyczasie dokumentów (składników MPS). Do zaktualizowanego zapotrzebowania na produkty generowane jest nowe zapotrzebowanie na materiały, a wcześniejsze (nieaktualne już) zapotrzebowanie materiałowe w momencie przeliczania Planu jest usuwane. Działanie to z jednej strony daje aktualny obraz stanów materiałów potrzebnych do produkcji wyrobów gotowych, wyświetlonych na Planie produkcji, ale z drugiej strony uniemożliwia zachowanie informacji o ewentualnych wprowadzonych przez Użytkownika w międzyczasie zmianach w sekcji: Materiały – tracona jest, np. informacja o tym, do której konkretnie pozycji wygenerowano dokument (ilość w kolumnie: Związane, zostaje wyzerowana), czy też informacja o ręcznych zmianach ilości w kolumnie: Do zamówienia (ilość: Do zamówienia, obliczana jest na nowo wg aktualnych warunków systemowych). Dlatego po ustaleniu Planu produkcji wyrobów gotowych w danym okresie, zaleca się potwierdzenie dokumentu PP, by móc dodatkowo zarządzać zapotrzebowaniem materiałowym, które dotyczy konkretnego potwierdzonego Planu. Przeliczanie potwierdzonego Planu produkcji nie będzie powodowało aktualizacji potrzeb MPS, ani też doczytywania nowych pozycji do Planu produkcji. Nie będzie także powodowało usuwania i generowania nowego zapotrzebowania materiałowego, ustalonego w momencie potwierdzenia dokumentu, a co za tym idzie umożliwi zachowanie informacji o pewnych zmianach, wprowadzonych pomiędzy jednym, a drugim przeliczaniem dokumentu.
Możliwość przeliczania potwierdzonego Planu produkcji ma głównie zastosowanie w przypadkach:
- Monitorowania postępów realizacji potwierdzonego Planu produkcji
- Możliwości dopasowywania zapotrzebowania na materiały, dla potrzeb produkcyjnych ustalonych w momencie potwierdzenia Planu produkcji
W przypadku potrzeb produkcyjnych raportowanych na Planie produkcji w sekcji: Produkty, przeliczanie potwierdzonego Planu produkcji wpływa na aktualizację danych w kolumnach:
- Ogólnie dostępna
- W drodze
- Na ZP
- Termin realizacji (występuje dla PP przeliczanego Wg dokumentu)
- Ilość min. produkcji
- EOQ
- Wielokrotność
- Zapas bezpieczeństwa
- Zaokrąglenie
- Związane
- Zaplanowana
- Do zaplanowania
- W toku
- Przyjęta na magazyn
- Do realizacji
W przypadku potrzeb materiałowych raportowanych na Planie produkcji w sekcji: Materiały, przeliczanie potwierdzonego Planu produkcji wpływa na aktualizację danych w kolumnach:
- Potrzeba
- Ogólnie dostępna
- W drodze
- Wszystkie potrzeby
- Brak
- Zrealizowano
- Do zamówienia
- Związane
- EOQ
- Wielokrotność
- Zapas bezpieczeństwa
- Zaokrąglenie
- Czas dostawy
Ustawienie na definicji dokumentu PP
Aby możliwe było przeliczanie potwierdzonego Planu produkcji, należy na definicji dokumentu PP, w odpowiednim centrum struktury firmy, zaznaczyć parametr: Przeliczaj potwierdzony plan:
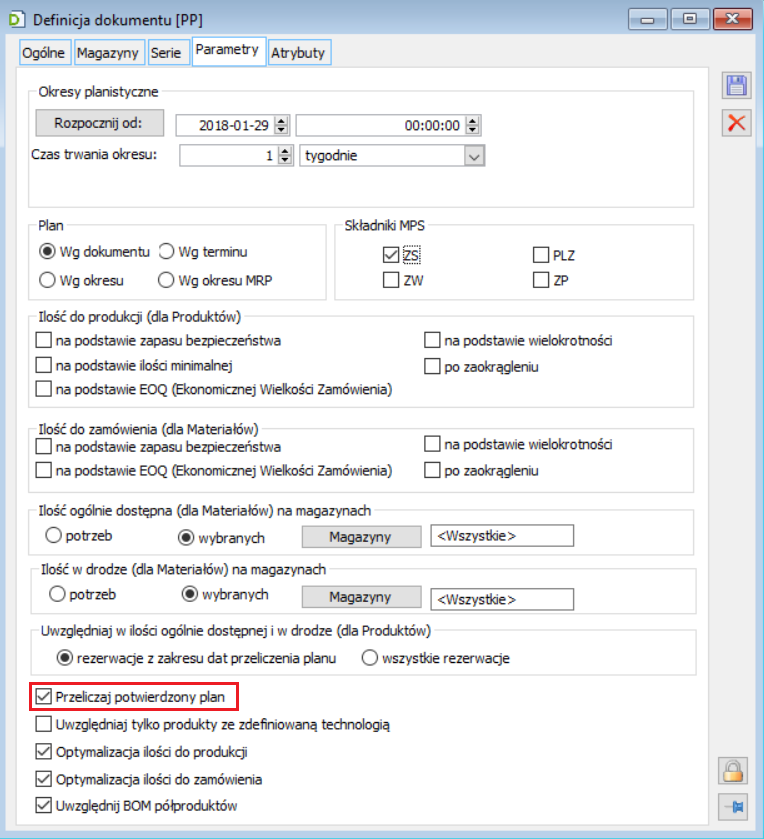
Przykład przeliczania potwierdzonego Planu produkcji - aktualizacja postępów produkcji wg ustalonego Planu
Na definicji dokumentu PP zaznaczono parametr: Przeliczaj potwierdzony plan.
W systemie zarejestrowano 3 zamówienia sprzedaży na wyrób gotowy P1:
ZS-1 na 5 szt. P1
ZS-2 na 10 szt. P1
ZS-3 na 15 szt. P1
W systemie nie ma zarejestrowanych innych dokumentów na wyrób gotowy P1, nie ma także tego wyrobu na magazynach.
Wystawiono i przeliczono Plan produkcji, na którym uwzględnione zostały ww. zamówienia:
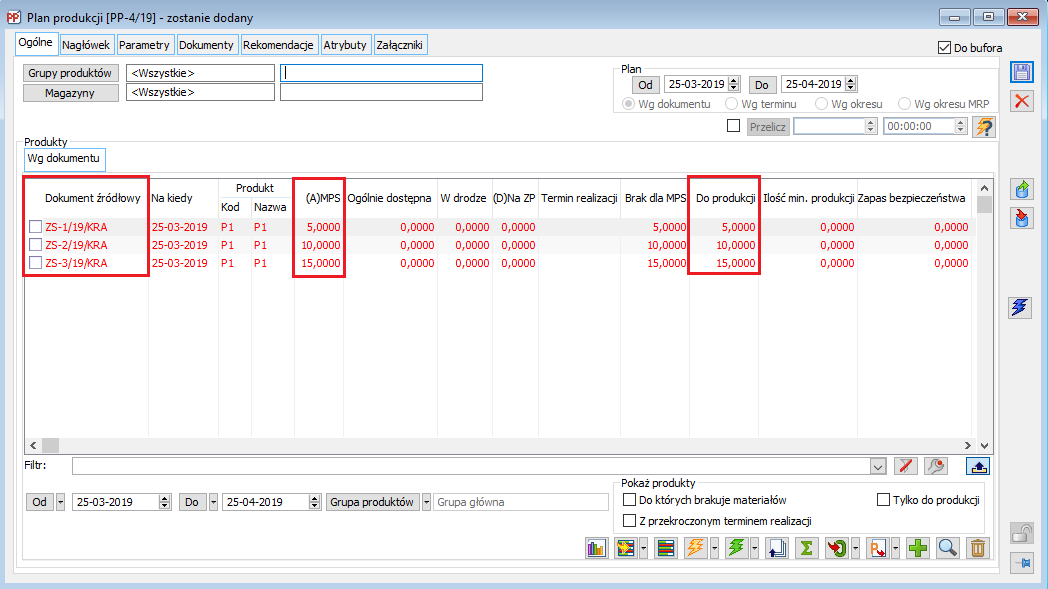
Ilości proponowane Do produkcji są w tym przypadku takie, jak odpowiednie potrzeby MPS, wynikające z ww. zamówień.
Po potwierdzeniu Planu produkcji wygenerowano 3 dokumenty ZP, na odpowiednie ilości określone w kolumnie: Do produkcji:
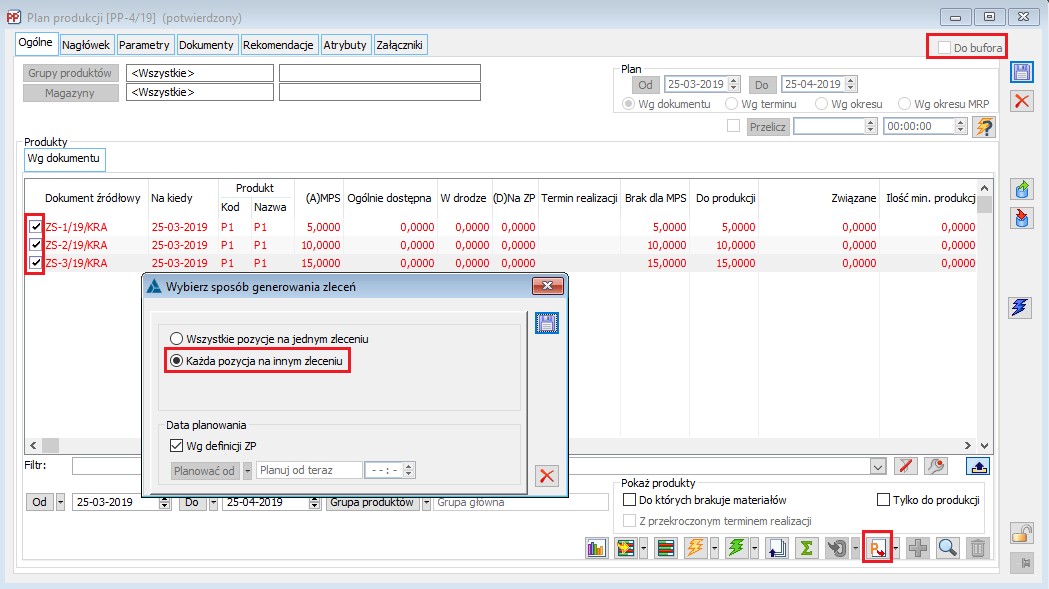
W kolumnie: Związane, prezentowana jest informacja o ilości, na jaką wygenerowano dokument do danej pozycji Planu. Kontekstowo z poziomu tej kolumny, można dla każdego wiersza sprawdzić, jakie dokumenty zostały już do niej wygenerowane:
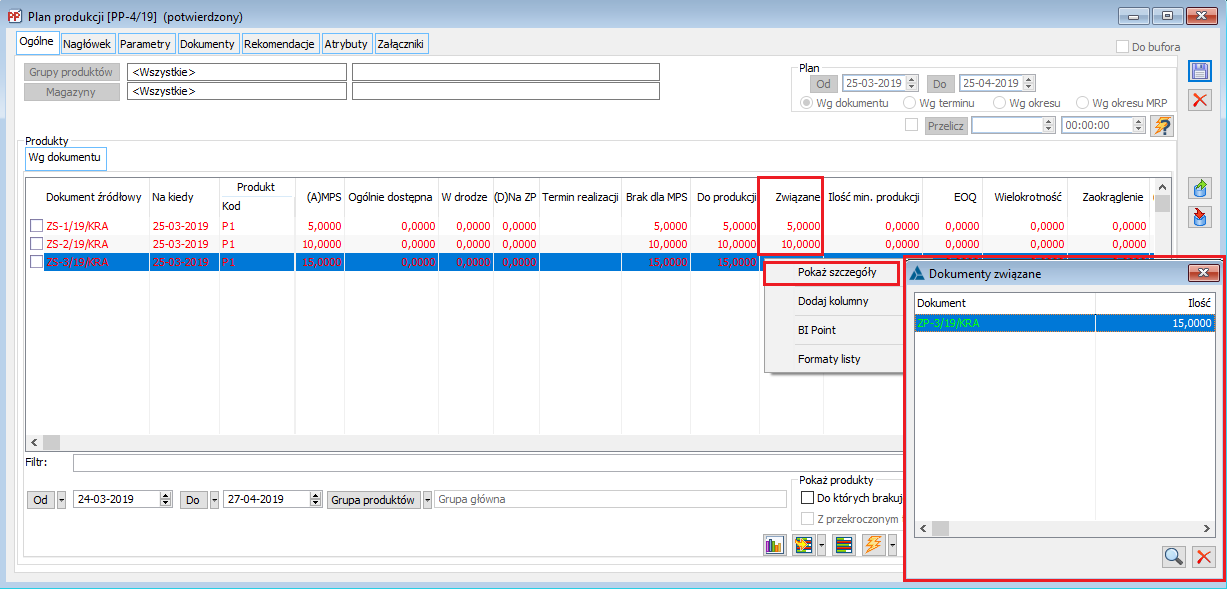
Dodatkowo, wszystkie dokumenty wygenerowane z Planu produkcji są widoczne na zakładce: Dokumenty:
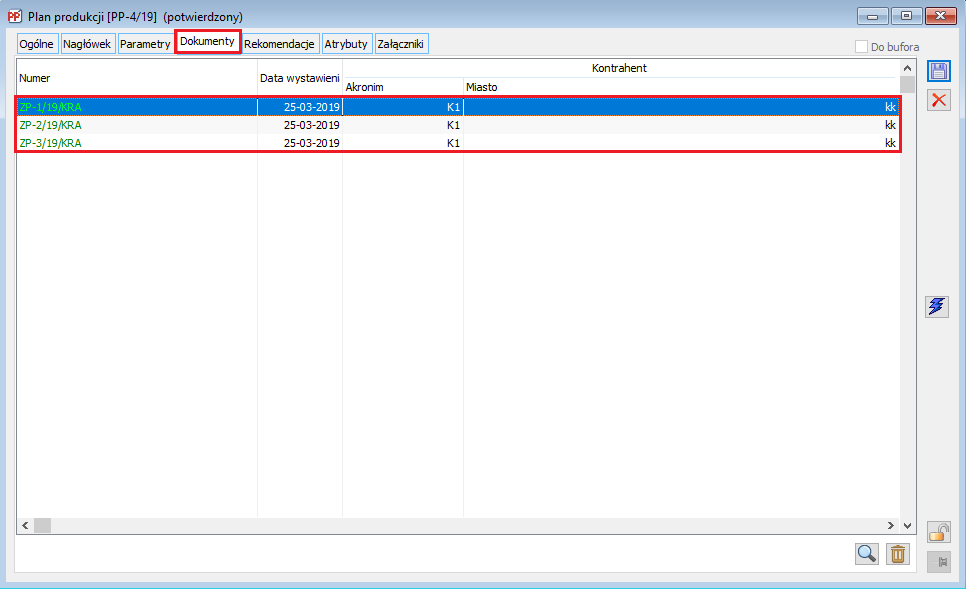
Po przeliczeniu dokumentu PP, zaktualizowana została kolumna: Na ZP, w której prezentowana jest informacja o ilościach znajdujących się na dokumentach ZP wygenerowanych do danej pozycji Planu:
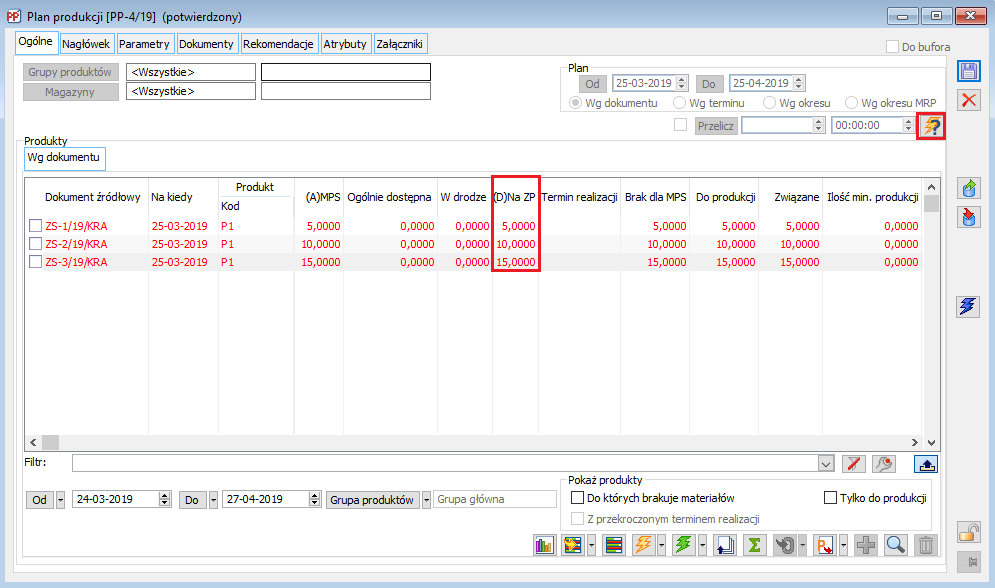
Z poziomu Planu produkcji można uruchomić Planowanie zleceń, które zostały wygenerowane z Planu produkcji:
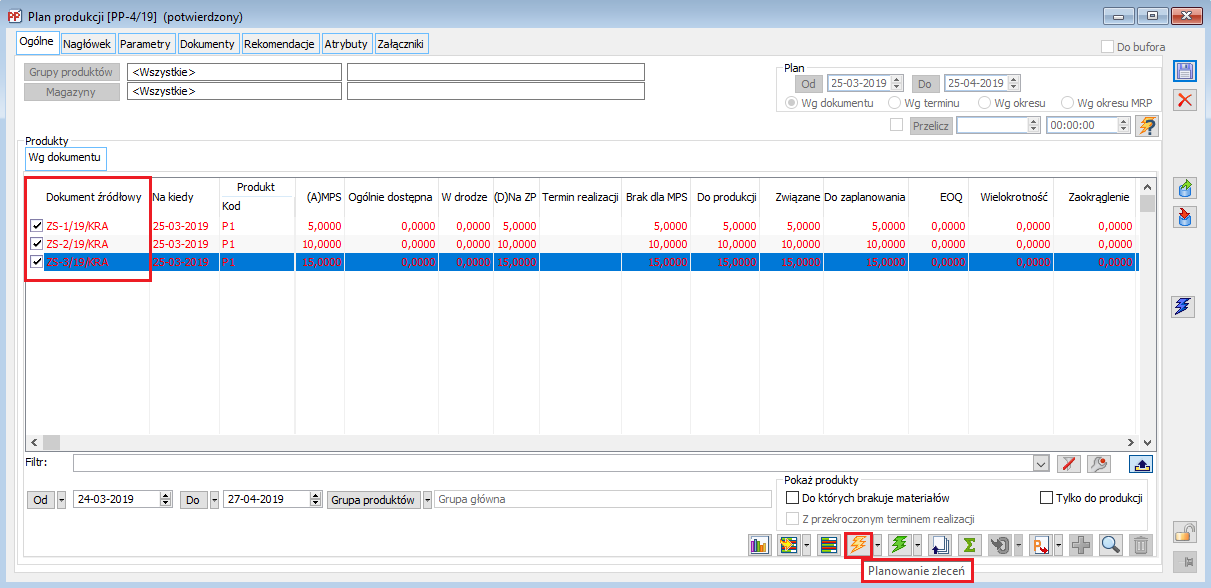
Po zaplanowaniu zleceń produkcyjnych i przeliczeniu Planu produkcji, informacja o zaplanowanych ilościach jest prezentowana w kolumnie: Zaplanowana:

Po wykonaniu realizacji operacji na dokumentach ZP wygenerowanych do danych pozycji Planu oraz po przeliczeniu Planu produkcji, informacja o ilościach produktu zrealizowanych, ale nie przyjętych jeszcze dokumentami PW na magazyn, będzie widoczna w kolumnie: W toku:
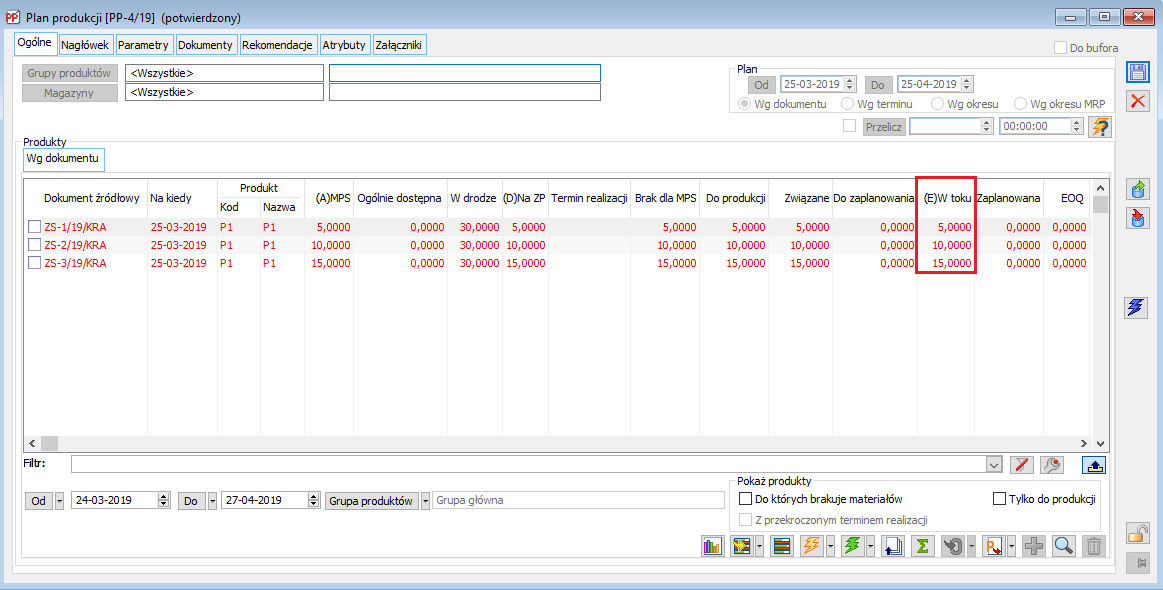
Po wygenerowaniu z ZP i potwierdzeniu dokumentów PW, a następnie po przeliczeniu Planu, odpowiednia ilość wynikająca z dokumentów PW, uwzględniana jest na Planie produkcji w kolumnie: Przyjęta na magazyn:
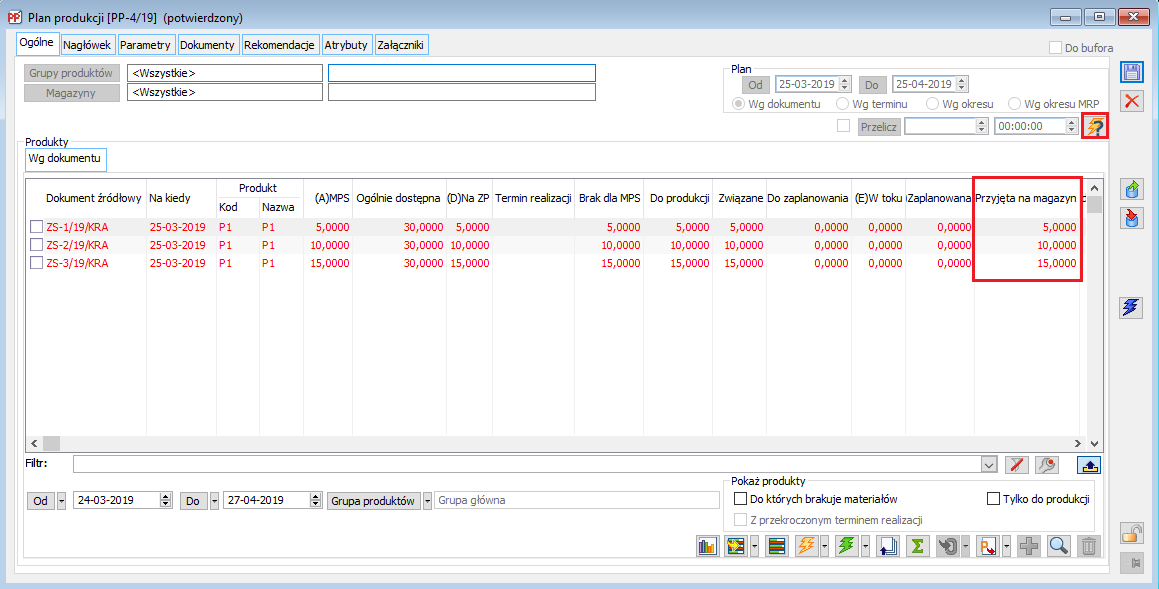
Jeśli, na którymś z ww. zamówień sprzedaży, uwzględnionych na przykładowym Planie produkcji, zmieniona zostanie ilość produktu P1, np. na ZS‑1 ilość 5 zostanie zmieniona na 40, to po przeliczeniu potwierdzonego dokumentu PP, ilość MPS wynikająca z ZS‑1 nie zmieni się. Natomiast na nowym dokumencie PP ilość ta zostanie odpowiednio uwzględniona w ramach kolumny MPS.:
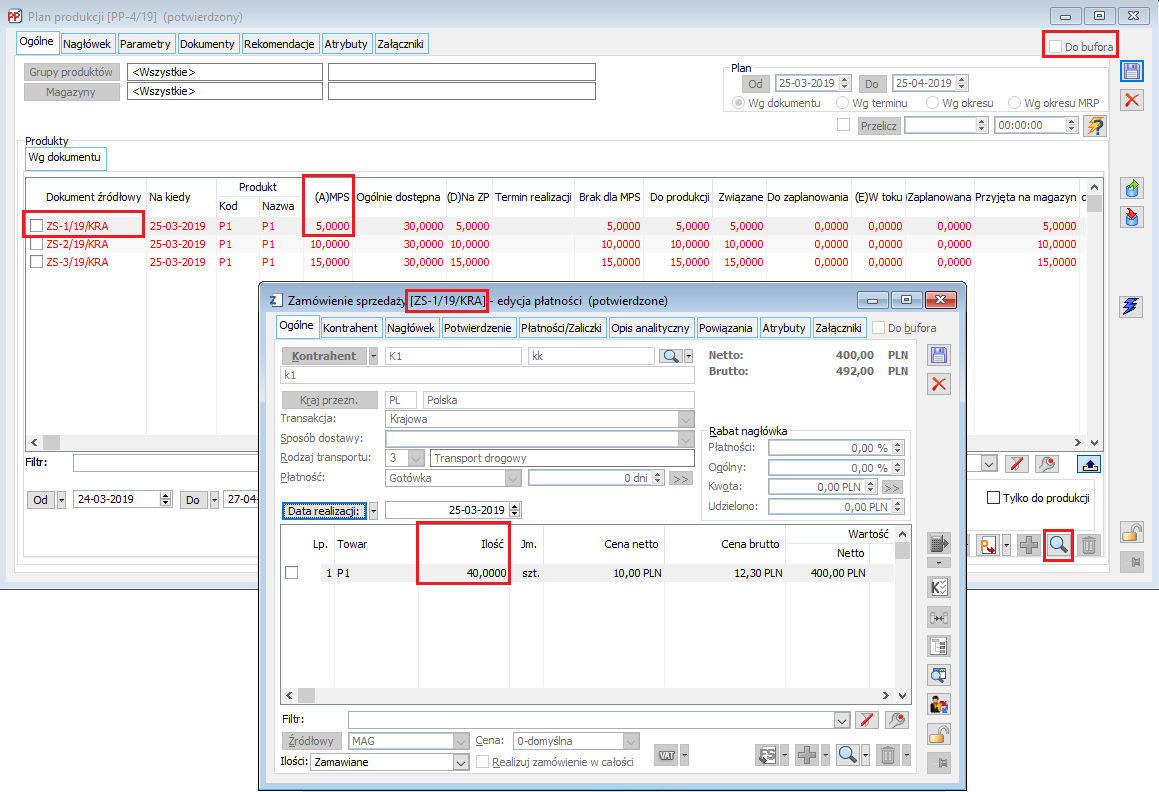
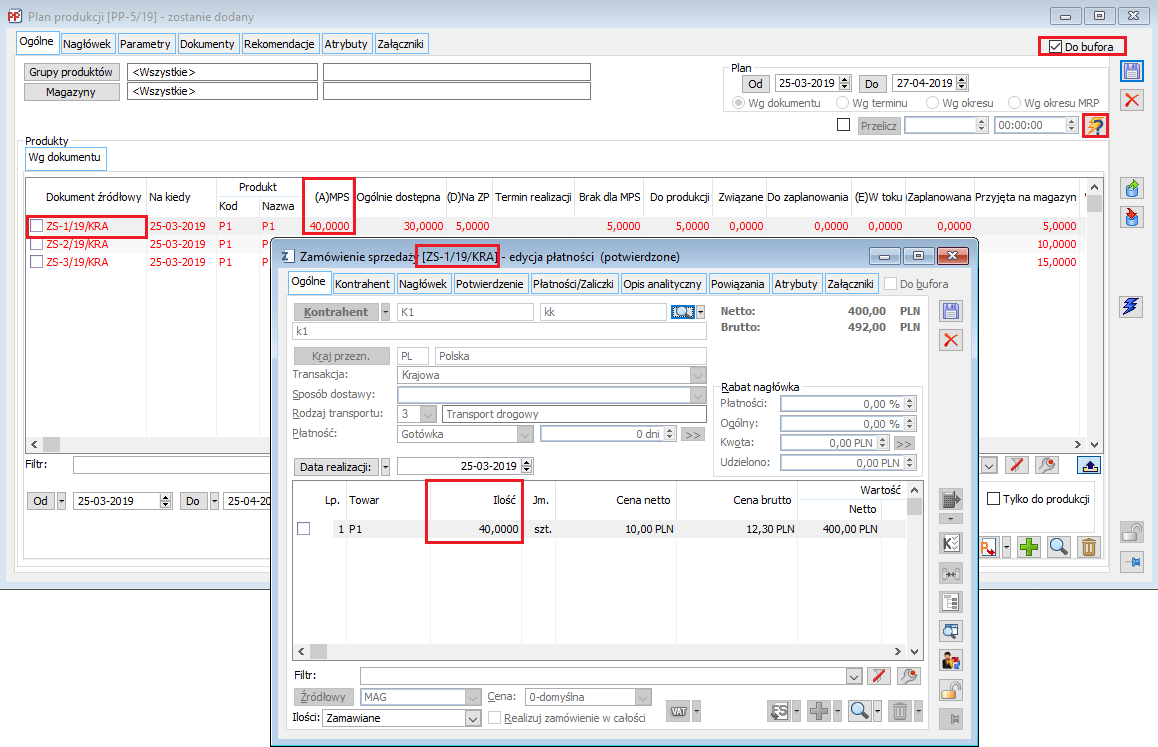
Przykład przeliczania potwierdzonego Planu produkcji - dopasowywanie zapotrzebowania materiałowego do ustalonego Planu
Na definicji dokumentu PP zaznaczono parametr: Przeliczaj potwierdzony plan.
W systemie zarejestrowano 3 zamówienia sprzedaży na wyrób gotowy P1:
ZS-1 na 40 szt. P1
ZS-2 na 10 szt. P1
ZS-3 na 15 szt. P1
Technologia wytworzenia wyrobu gotowego P1, składa się z jednej operacji, trwającej 1 dzień, w ramach której pobierany jest materiał S1 w ilości 1 i wytwarzany jest produkt P1 w ilości 1.
Wystawiono i przeliczono Plan produkcji, na którym uwzględnione zostały ww. zamówienia. Ilości: Do produkcji, wynikające z ww. zamówień zostały obliczone odpowiednio jako: 40, 10, 15 i dla tych ilości wyliczone zostały odpowiednie potrzeby materiałowe w ilościach odpowiednio: 40, 10, 15, oraz w tych samych ilościach obliczona została ilość materiału proponowana Do zamówienia:
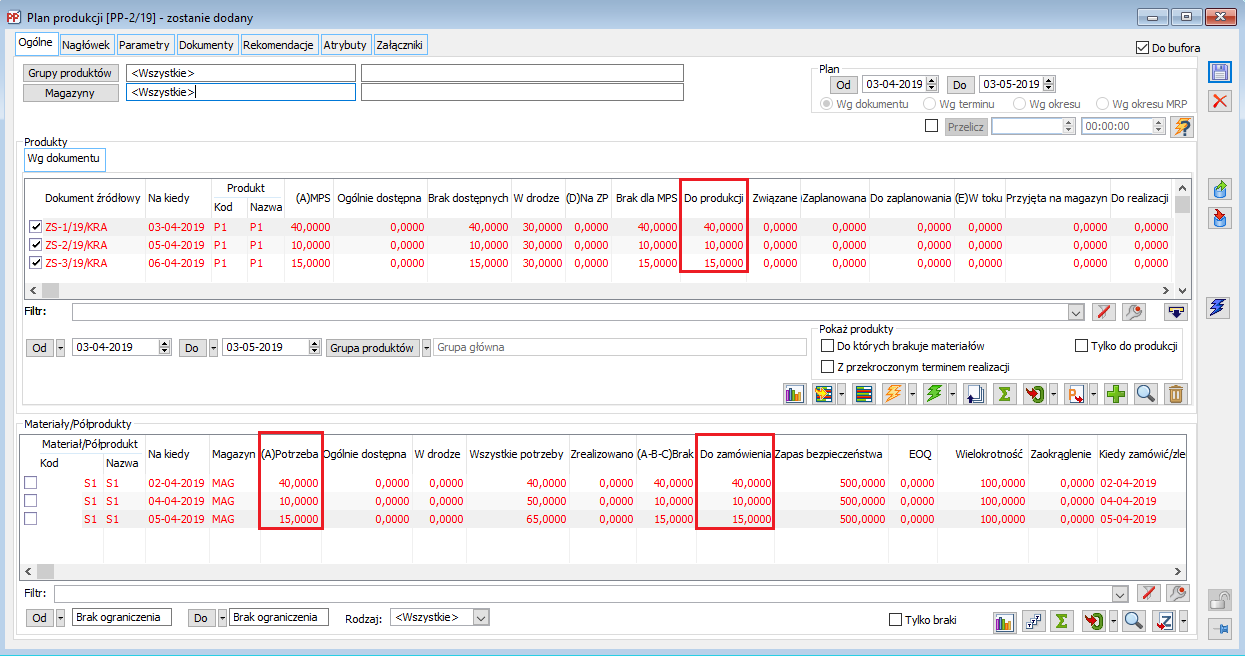
Następnie Plan produkcji został potwierdzony i ręcznie zmieniona została ilość: Do zamówienia dla pierwszego wiersza w sekcji: Materiały, z 40 na 1000, a dla dwóch pozostałych na 0:
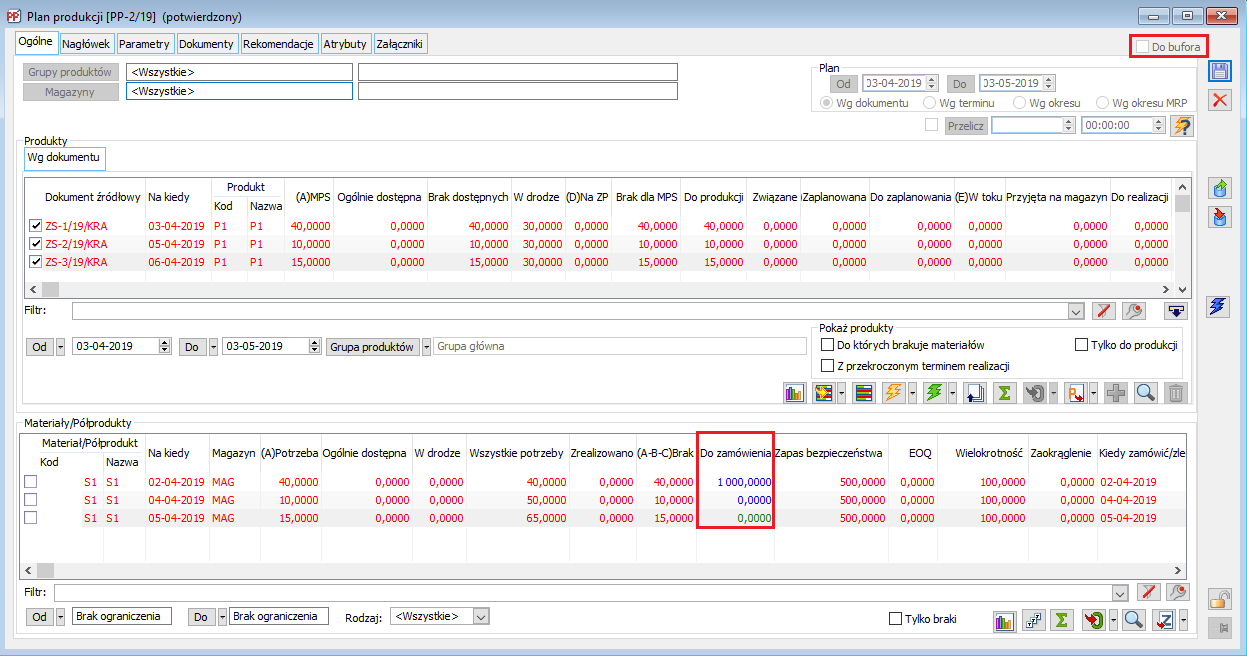
Następnie w celu uzupełnienia zapotrzebowania materiałowego, z poziomu pierwszej pozycji w sekcji: Materiały, wygenerowano dokument ZZ:
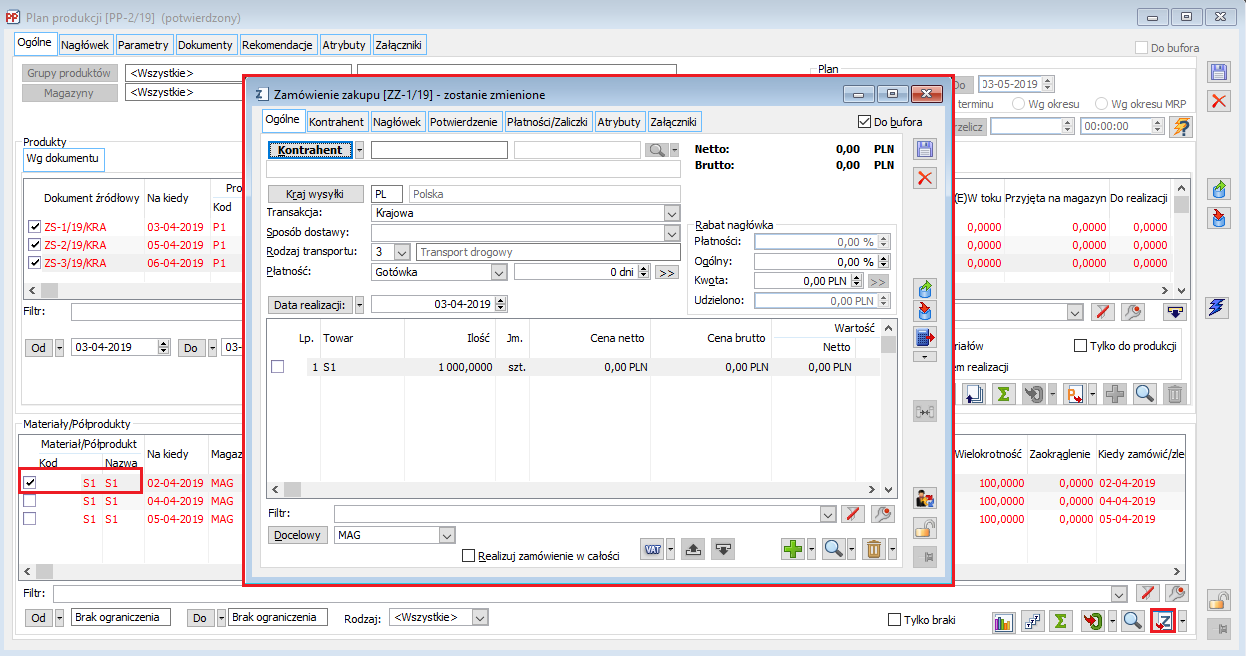
Kolejno przeliczono Plan produkcji - ponieważ dokument PP był potwierdzony w momencie przeliczania, nie zostały na nim utracone informacje o ręcznych zmianach ilości: Do zamówienia oraz o wygenerowanym dokumencie ZZ i jednocześnie zaktualizowane zostały informacje o ilościach danego towaru w drodze, wynikających z wygenerowanego dokumentu ZZ:

Jak zautomatyzować dopasowywanie daty planowania zleceń do terminów potrzeb produkcyjnych, określonych na Planie produkcji?
Ustawienie na definicji dokumentu ZP
Aby na wszystkich zleceniach produkcyjnych, generowanych z poziomu dokumentu PP, domyślnie podpowiadał się odpowiedni, w odniesieniu do terminu potrzeby, termin zakończenia produkcji, należy zaznaczyć parametr: Wstecz od daty ustalonej na PP/PLZ/BST, na definicji dokumentu ZP, na zakładce: Inne:
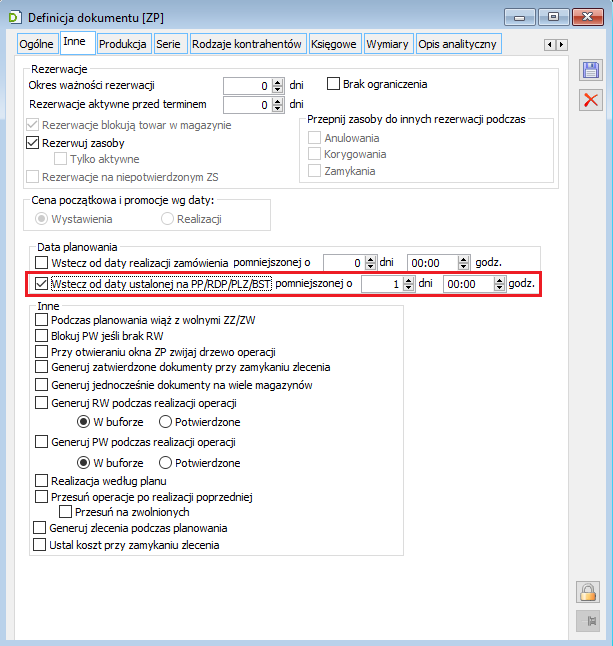
Zasady automatycznego podpowiadania daty zakończenia produkcji, na dokumentach ZP generowanych z Planu produkcji
- Jeśli na definicji dokumentu ZP zaznaczony będzie parametr: Wstecz od daty ustalonej na PP/PLZ/BST i jeśli Plan produkcji przeliczany będzie metodą: Wg dokumentu, Wg terminu lub Wg okresu MRP, to data planowania wstecz na dokumencie ZP, wygenerowanym z Planu produkcji, zarówno z sekcji: Produkty, jak i z sekcji: Materiały, podpowiadana będzie jako odpowiedni termin z kolumny: Termin, z danej sekcji, pomniejszony o odpowiednią ilość dni i godzin, określone na definicji ZP.
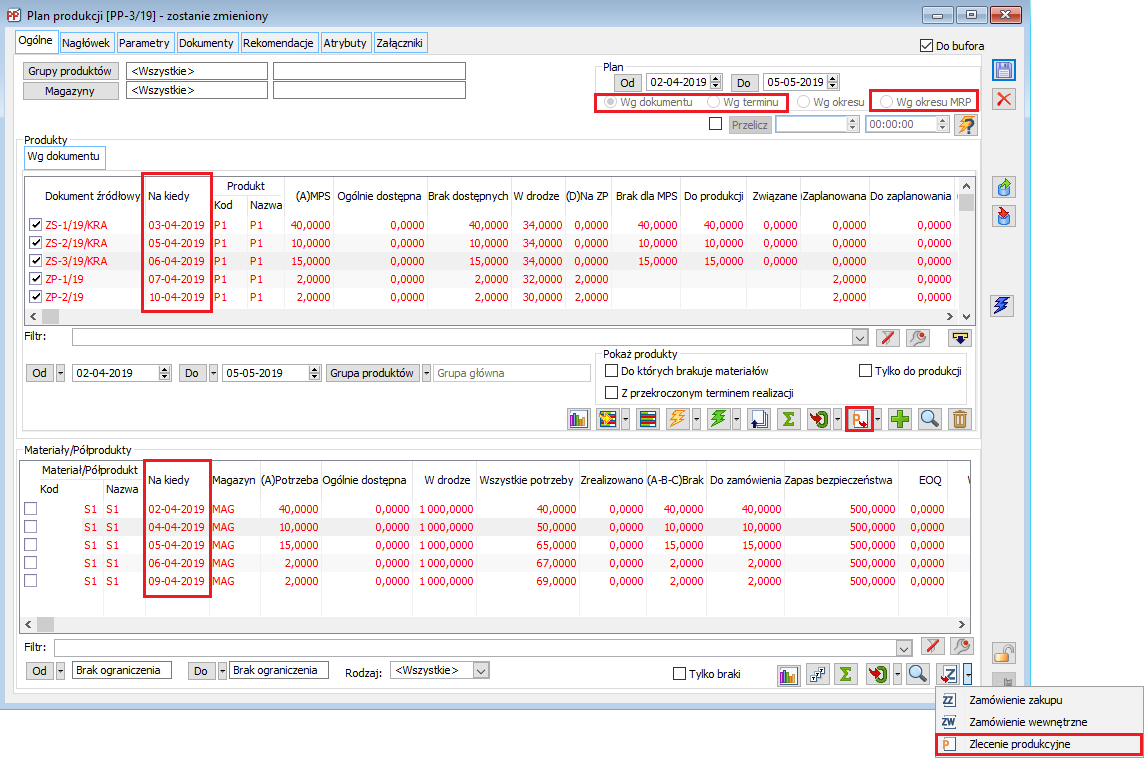
- Jeśli na definicji dokumentu ZP zaznaczony będzie parametr: Wstecz od daty ustalonej na PP/PLZ/BST i jeśli Plan produkcji przeliczany będzie metodą: Wg okresu, to data planowania wstecz na dokumencie ZP, wygenerowanym z Planu produkcji, będzie domyślnie ustalana jako:
- Data początku lub końca okresu planistycznego, pomniejszona o ewentualną ilość dni i godzin, określone na def. ZP, jeśli ZP generowane będzie z sekcji: Produkty. (O tym, czy termin planowana będzie ustalany na podstawie wybranej daty, początku, czy końca okresu planistycznego będzie decydował parametr: Wg definicji ZP, który jest dostępny do zaznaczenia podczas generowania ZP z PP oraz ustawienie daty Planować od).
- Termin, z kolumny: Termin, pomniejszony o ewentualną ilość dni i godzin, określoną na definicji dokumentu ZP, jeśli ZP generowane jest z sekcji: Materiały.
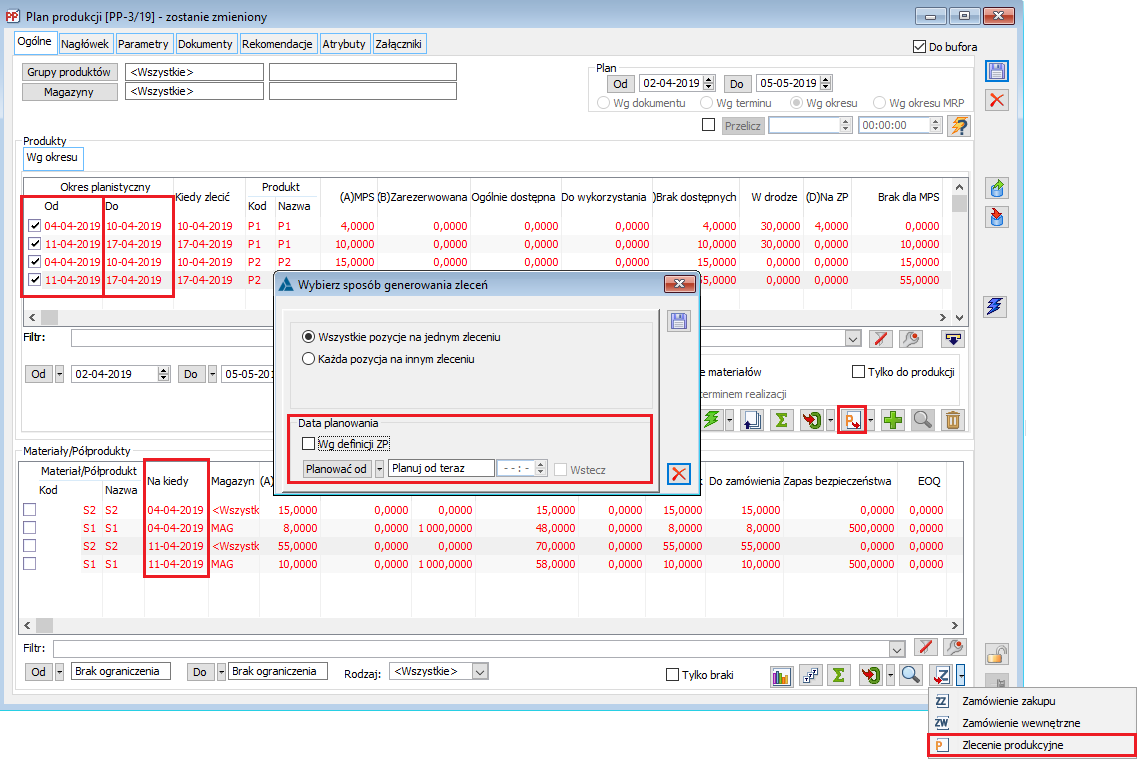
Przykłady automatycznego ustawiania odpowiedniej daty planowania wstecz na dokumentach ZP, generowanych z Planu produkcji:
Na definicji Planu produkcji w danym centrum zaznaczono parametr: Wstecz od daty ustalonej na PP/PLZ/BST pomniejszonej o 1 dni.
Na przeliczonym Wg dokumentu Planie produkcji, zaznaczono 2 pierwsze rekordy, w których potrzeba produkcyjna została wykazana odpowiednio na terminy: 03-04-2019 i 05-04-2019, a następnie wygenerowano do nich zlecenie produkcyjne:
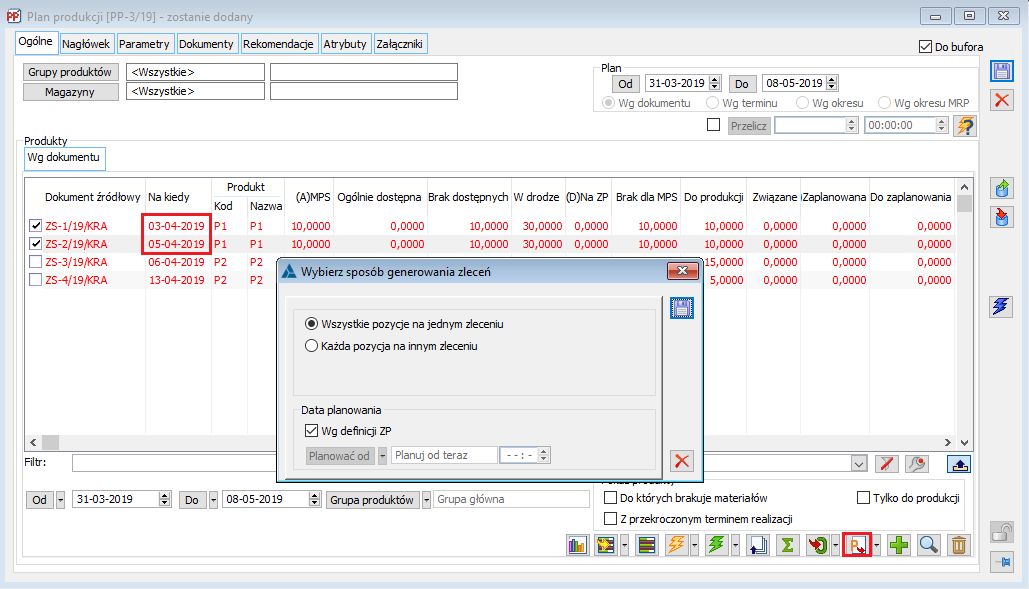
Na pozycjach dokumentu ZP zostały ustalone odpowiednio terminy planowania wstecz dla obu pozycji:
dla pierwszej jest to 02-04-2019, czyli termin z pierwszej zaznaczonej pozycji PP, pomniejszony o 1 dzień (wg ustawienia na definicji dokumentu ZP):
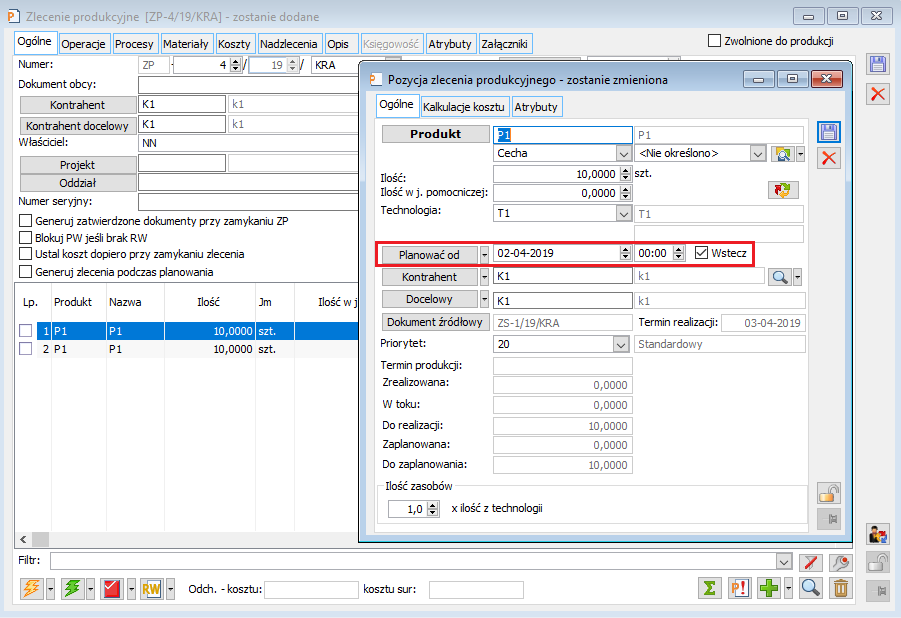
natomiast dla drugiej pozycji jest to 04-04-2019, czyli termin drugiej zaznaczonej pozycji PP, pomniejszony o 1 dzień (wg ustawienia na definicji dokumentu ZP):
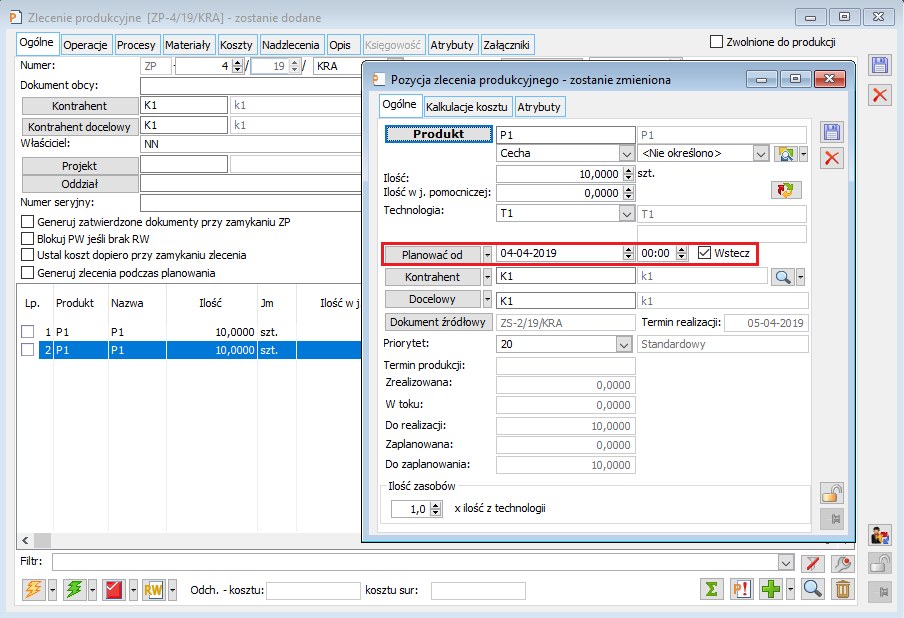
Na Planie produkcji przeliczonym Wg dokumentu, w zapotrzebowaniu materiałowym uwzględniono półprodukt B, potrzebny na termin 07-04-2019 do produkcji wyrobu gotowego. Zaznaczono pozycje z tym półproduktem i wygenerowano dokument ZP:
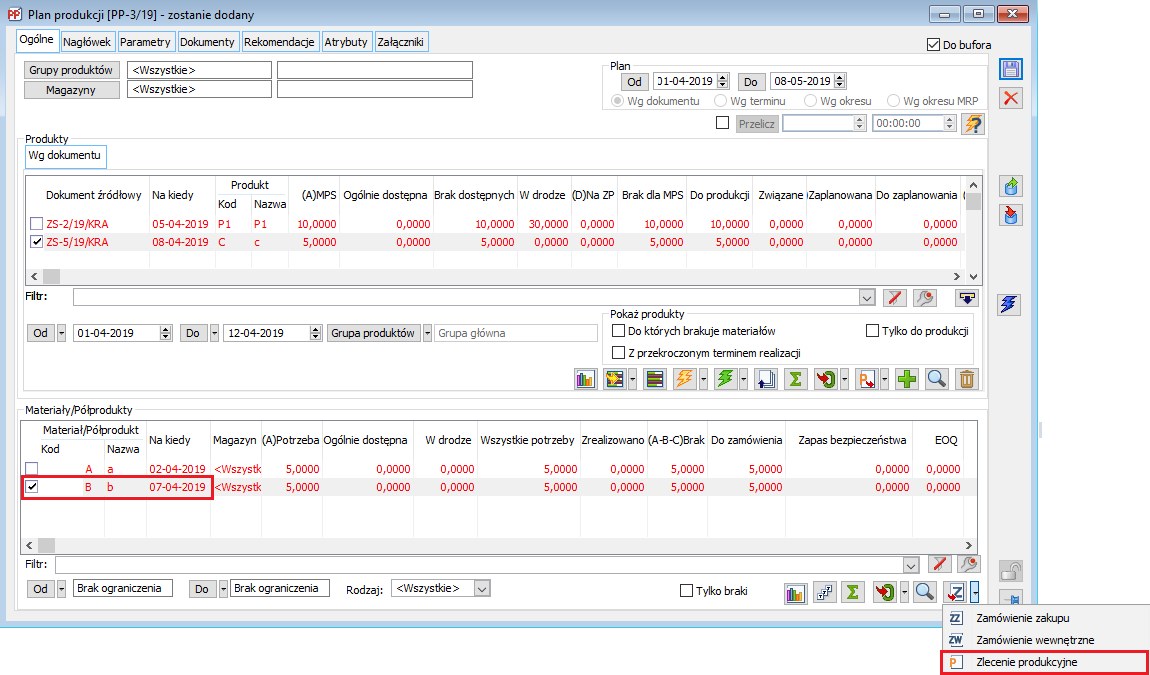
Na pozycji wygenerowanego dokumentu ZP jako data planowania wstecz podpowiada się automatycznie data 06‑04‑2019, czyli termin, na który uwzględniono na Planie produkcji potrzebę materiałową B, pomniejszony o 1 dzień (wg ustawienia na definicji dokumentu ZP):
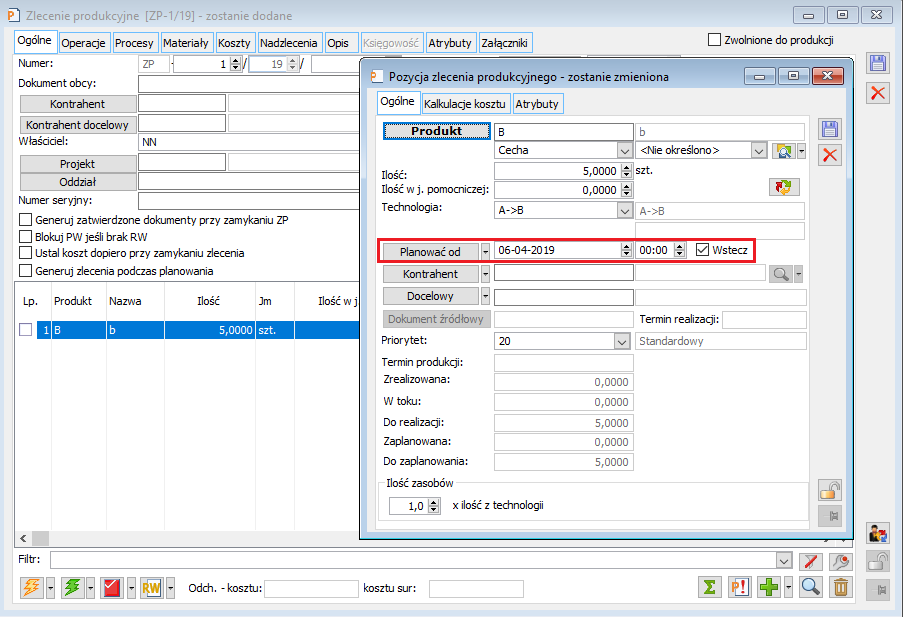
Na Planie produkcji przeliczonym Wg okresu, w zapotrzebowaniu produkcyjnym uwzględniono w okresie planistycznym od: 04-04-2019 do: 10-04-2019, zapotrzebowanie na wyrób gotowy P1. Zaznaczono daną pozycje i uruchomiono generowanie dokumentu ZP:
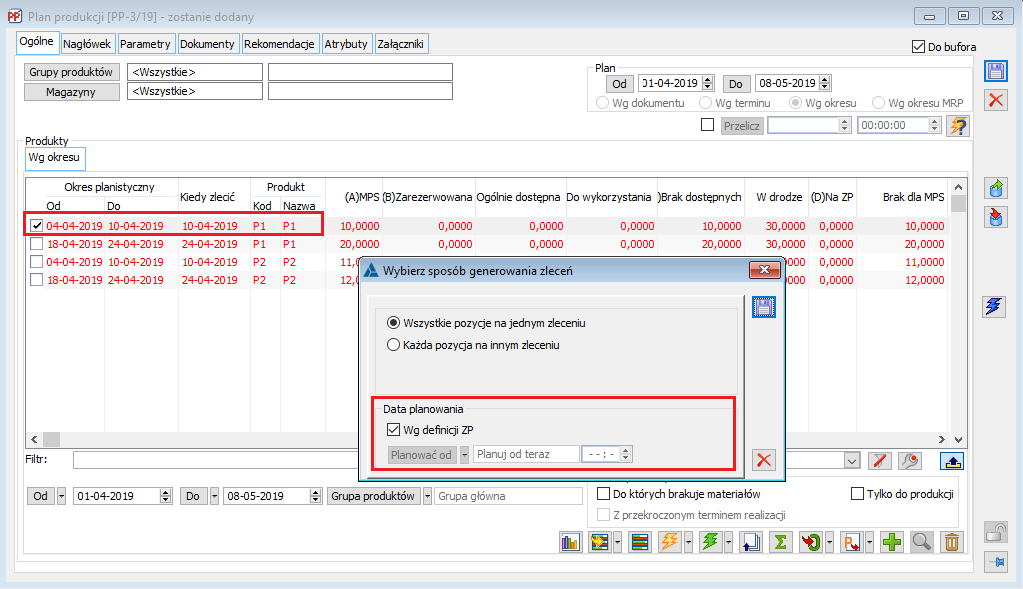
Jeśli w oknie: Wybierz sposób generowania zleceń, zaznaczona zostanie opcja: Wg definicji ZP, wówczas na pozycji wygenerowanego dokumentu ZP jako data planowania wstecz podpowie się termin wyznaczający koniec okresu planistycznego, pomniejszony o 1 dzień, wg ustawienia na definicji dokumentu ZP:
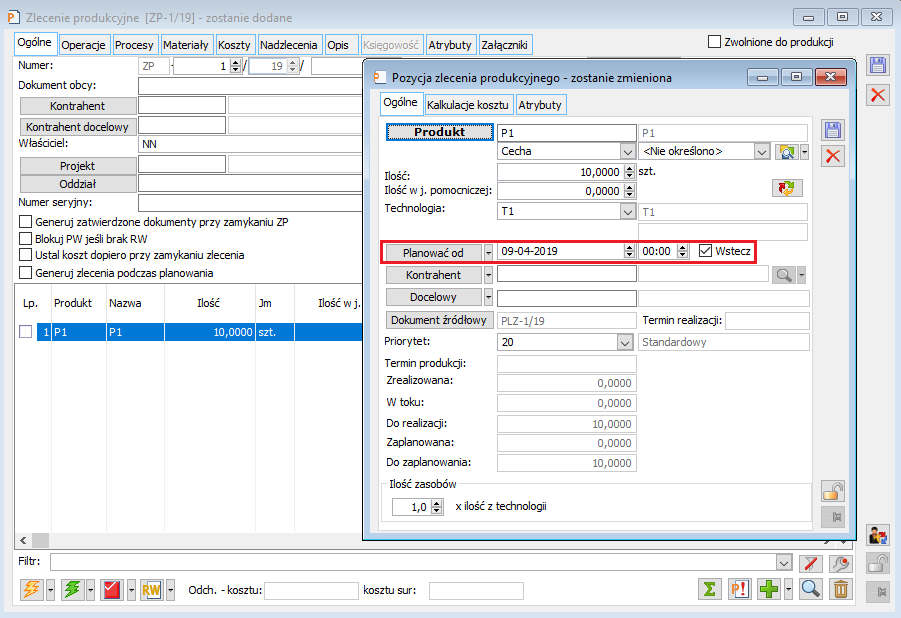
Jak automatycznie optymalizować ilości: Do produkcji i Do zamówienia, na Planie produkcji, uwzględniając dodatkowe parametry MRP?
Jeśli chcemy by podczas przeliczania Planu produkcji, automatycznie optymalizowane były ilości w kolumnach Do produkcji lub/i Do zamówienia dla kolejnych terminów wskazanych na Planie, należy wprowadzić odpowiednie ustawienia na definicji dokumentu PP. Optymalizacja ilości oznacza tutaj redukcję proponowanych do produkcji, czy do zamówienia ilości tego samego produktu/materiału w kolejnych terminach, gdy we wcześniejszych terminach ilość do produkcji, czy do zamówienia była nadmiarowa, tzn. była większa niż konieczna do pokrycia braku (z uwzględnieniem ewentualnych parametrów MRP).
Przykładowo, jeśli w terminie 08‑04‑2019 dla produktu P1 na Planie produkcji wyświetlona została ilość do produkcji na poziomie 100, a w terminie 09-04-2019 dla produktu P1 ilość do produkcji na poziomie 200 i jeśli, np. w pierwszym terminie (08-04-2019) Użytkownik zmienił ręcznie ilość do produkcji ze 100 na 150, to podczas przeliczenia Planu, ilość Do produkcji w drugim/późniejszym terminie (09‑04‑2019) zostanie automatycznie zredukowana do 150, by nie produkować niepotrzebnych nadwyżek.
Ustawienia na definicji dokumentu PP
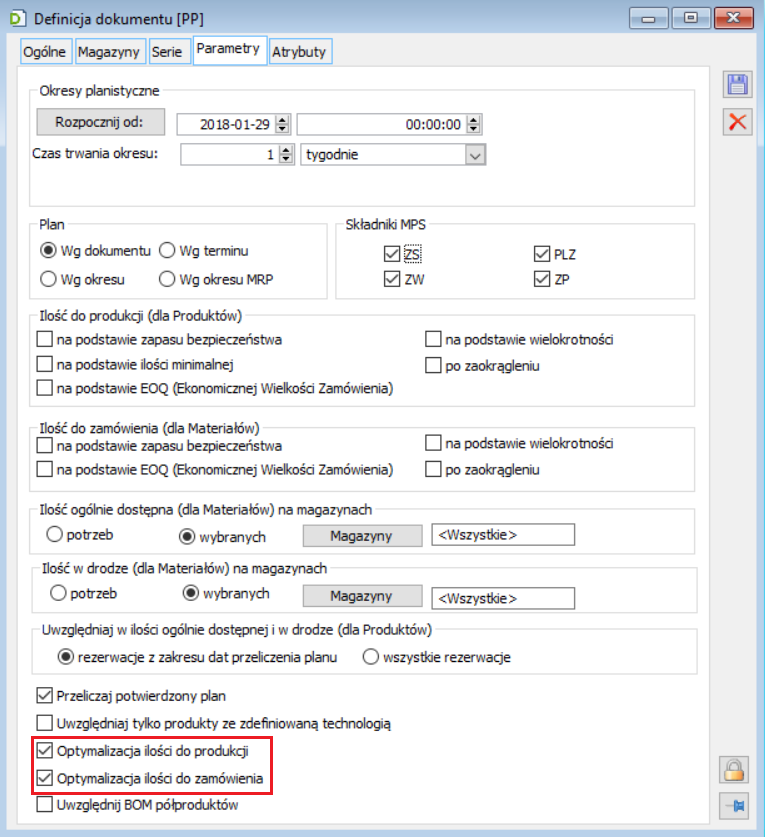
Optymalizacja ilości w kolumnie: Do produkcji z uwzględnieniem parametrów MRP
Optymalizacja ilości w kolumnie: Do produkcji z uwzględnieniem parametrów MRP będzie polegała na wykonaniu takiej redukcji odpowiednich ilości w kolumnie: Do produkcji na Planie produkcji, by dla każdego optymalizowanego rekordu zapewnić pokrycie obliczonego braku, unormowanego do wybranych parametrów MRP.
- Optymalizacja ilości: Do produkcji, gdy ilość: Do produkcji obliczana jest na podstawie EOQ:
Na definicji Planu produkcji zaznaczono parametr: Optymalizacja ilości do produkcji.
Na karcie towarowej produktu P3, określono wartość parametru EOQ na poziomie 10:

W systemie zarejestrowano następujące zamówienia sprzedaży na produkt P3:
ZS-1 na 01-04-2019 na 5 szt.
ZS-2 na 02-04-2019 na 2 szt.
ZS-3 na 04-04-2019 na 1 szt.
ZS-4 na 06-04-2019 na 12 szt.
Na Planie produkcji zaznaczono parametr: Ilość do produkcji (dla Produktów) na podstawie EOQ (Ekonomicznej Wielkości Zamówienia):
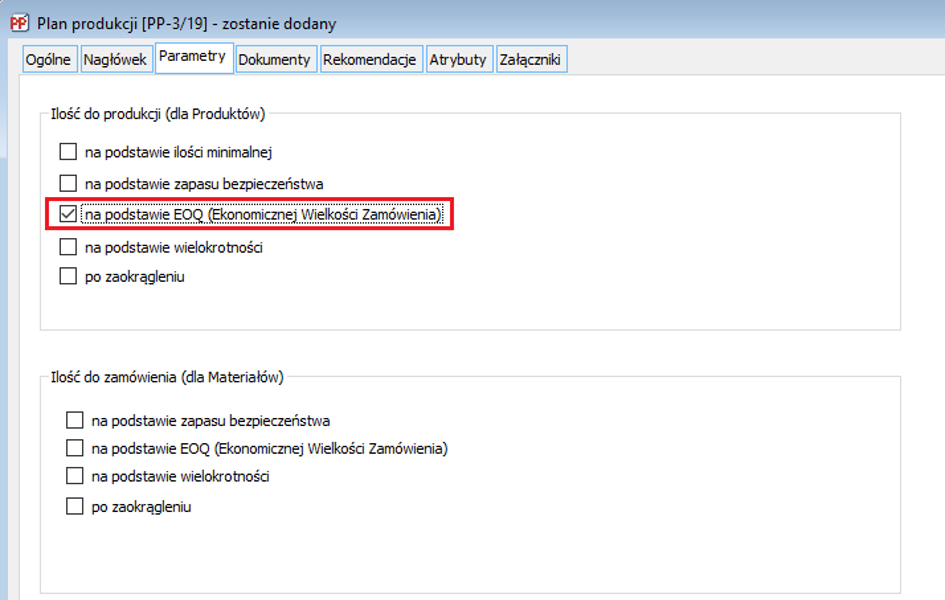
Przeliczono Plan produkcji, na którym uwzględnione zostały potrzeby na produkt P3, wynikające z wystawionych zamówień:
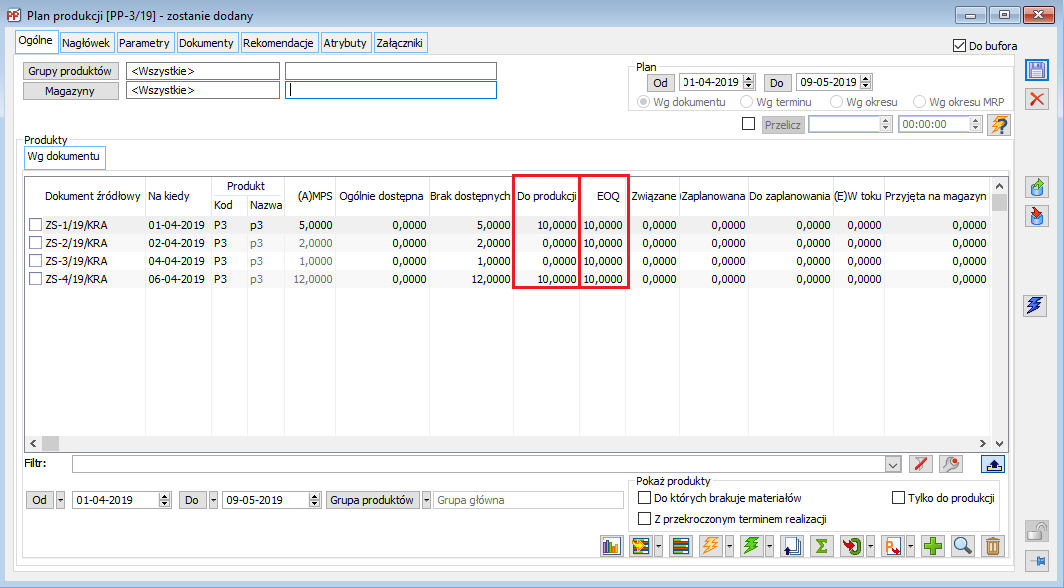
Ilość do produkcji w kolejnych terminach została odpowiednio zoptymalizowana z uwzględnieniem parametru EOQ:
W pierwszym terminie 01-04-2019, Brak dla MPS wynosi 5 i taką ilość musimy wyprodukować by pokryć brak, ale parametr EOQ „mówi nam”, że minimalnie możemy uruchomić produkcję na 10 szt., zatem ilość: Do produkcji, automatycznie obliczona została jako 10.
W drugim terminie 02-04-2019, Brak dla MPS wynosi 2 i taką ilość musimy zapewnić, by pokryć brak, ale ponieważ, w terminie 01-04-2019, po zapewnieniu braku, pozostanie nam nadwyżka produkcyjna w ilości 5 szt. (Do produkcji (10) - Brak dla MPS (5) = nadwyżka (5)), to na termin 02-04-2019 nie musimy nic produkować, ponieważ wcześniejsza nadwyżka produkcyjna pokryje nam obliczony brak. Zatem w terminie 02-04-2019 ilość: Do produkcji, została ustalona na poziomie 0.
W trzecim terminie 04-04-2019, Brak dla MPS wynosi 1 i taką ilość produktu musimy zapewnić, by pokryć brak, ale ponieważ z nadwyżki produkcyjnej, jaka powstanie w terminie 01-04-2019 (5 szt. nadwyżki), po zapewnieniu obliczonego braku w terminie 02-04-2019 (2 szt.), pozostanie jeszcze do wykorzystania 3 szt., to tą ilość możemy także wykorzystać do zapewnienia potrzeby w terminie 04-04-2019 (w ilości 1szt.). Zatem w terminie 04-04-2019 ilość: Do produkcji, została ustalona na poziomie 0.
W czwartym terminie 06-04-2019, Brak dla MPS wynosi 12 i taką ilość musimy zapewnić, by pokryć brak, ale ponieważ z nadwyżki produkcyjnej, jaka powstanie w terminie 01-04-2019 (5 szt. nadwyżki), po zapewnieniu obliczonego braku w terminie 02-04-2019 (2 szt.) oraz w terminie 04-04-2019 (1 szt.) pozostanie jeszcze do wykorzystania 2 szt., to tą ilość możemy także wykorzystać do częściowego zapewnienia potrzeby w terminie 06‑04‑2019. Po uwzględnieniu nadwyżki produkcyjnej z wcześniejszych terminów, konieczne będzie wyprodukowanie na termin 06-04-2019, 10 szt. wyrobu gotowego. Parametr EOQ wynosi 10, zatem wyprodukowanie 10 szt. produktu na termin 06-04-2019 wystarczy, by pokryć brak i uwzględnić parametr EOQ. Dlatego ilość Do produkcji w terminie 06-04-2019 została obliczona na poziomie 10.
- Optymalizacja ilości: Do produkcji, gdy ilość: Do produkcji obliczana jest na podstawie zapasu bezpieczeństwa:
Na definicji Planu produkcji zaznaczono parametr: Optymalizacja ilości do produkcji.
Na karcie towarowej produktu P3, określono wartość parametru Zapas bezpieczeństwa na poziomie 500, dla wszystkich magazynów:
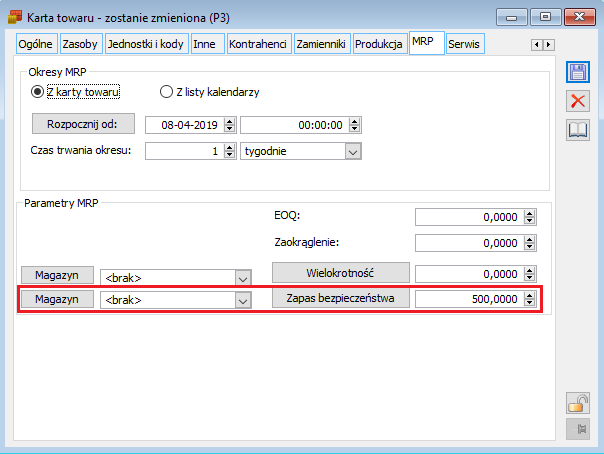
W systemie zarejestrowano następujące zamówienia sprzedaży na produkt P3:
ZS-1 na 01-04-2019 na 50 szt.
ZS-2 na 02-04-2019 na 300 szt.
ZS-3 na 04-04-2019 na 200 szt.
ZS-4 na 06-04-2019 na 100 szt.
Na Planie produkcji zaznaczono parametr: Ilość do produkcji (dla Produktów) na podstawie zapasu bezpieczeństwa:
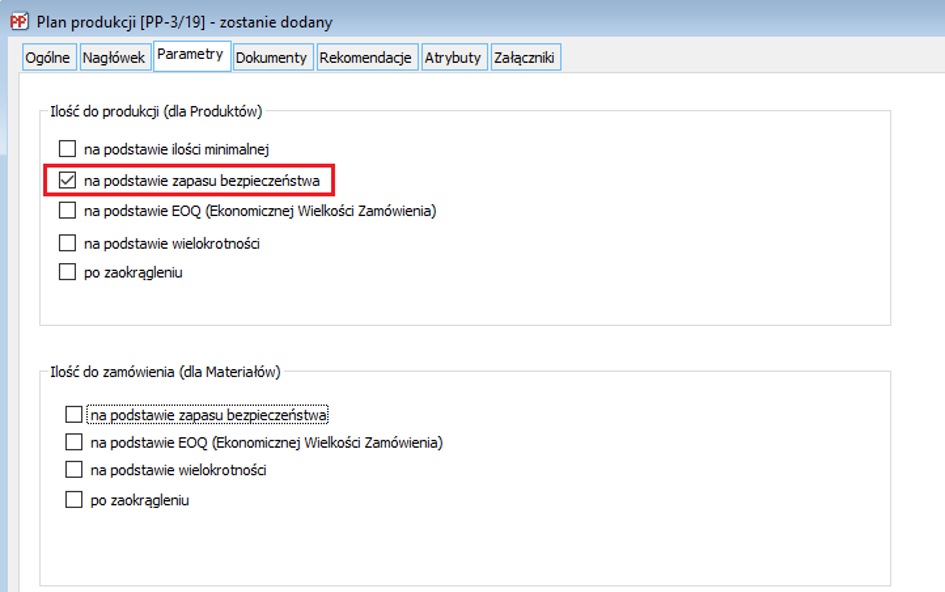
Przeliczono Plan produkcji, na którym uwzględnione zostały potrzeby na produkt P3 wynikające z wystawionych zamówień:
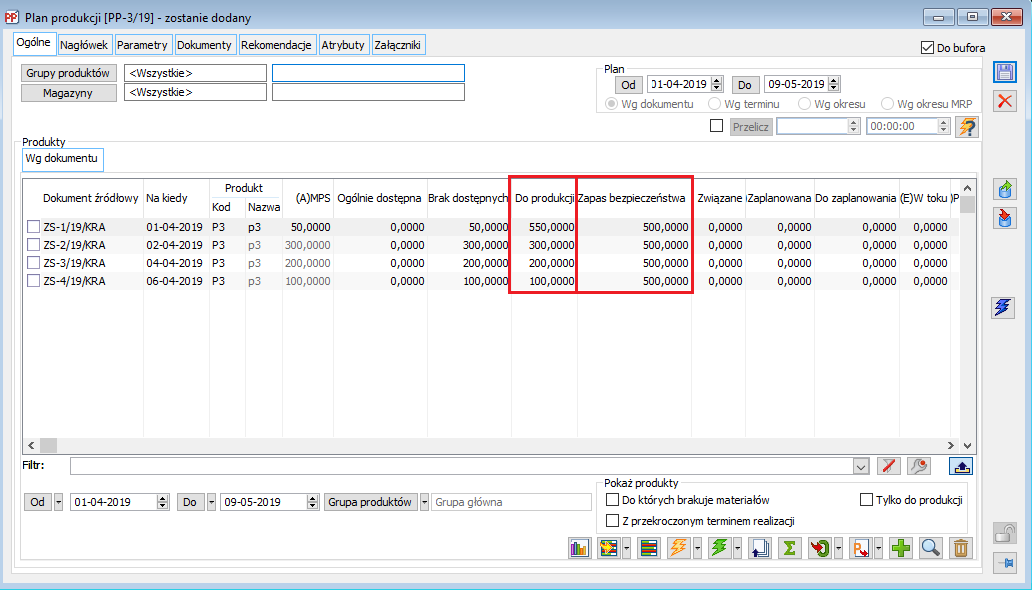
W pierwszym terminie 01-04-2019, Brak dla MPS wynosi 50 i taką ilość musimy wyprodukować by pokryć brak, ale parametr Zapas bezpieczeństwa „mówi nam”, że na magazynie musi stale pozostawać zapas produktu w ilości 500, zatem ilość: Do produkcji, automatycznie obliczona została jako 550 (50, by pokryć brak + 500, by zapewnić zapas bezpieczeństwa).
W drugim terminie 02-04-2019, Brak dla MPS wynosi 300 i taką ilość musimy zapewnić, by pokryć brak, ale parametr Zapas bezpieczeństwa dodatkowo wymaga zapewnienia 500 szt. produktu na magazynie. System jednak nie podpowiada w tym wierszu dodatkowych 500 szt. do produkcji, ponieważ zapas bezpieczeństwa został zapewniony już w terminie 01-04-2019, zatem po wyprodukowaniu 300 szt. produktu na termin 02-04-2019 będziemy mieć w sumie 300 szt. - do zapewnienia braku w tym terminie oraz 500 szt. zapasu bezpieczeństwa, wyprodukowanego w terminie 01-04-2019.
W trzecim terminie 04-04-2019, Brak dla MPS wynosi 200 i taką ilość produktu musimy zapewnić, by pokryć brak. Tak jak w poprzednim terminie, zapas bezpieczeństwa nadal pozostaje na magazynie w ilości 500, zatem by zapewnić potrzebę produkcyjną i nadal pozostawić zapas na magazynie, należy na termin 04-04-2019 wyprodukować 200 szt. wyrobu P3, stąd ilość Do produkcji została obliczona na poziomie 200.
W czwartym terminie 06-04-2019, Brak dla MPS wynosi 100 i taką ilość musimy zapewnić, by pokryć brak. Analogicznie, jak w poprzednim terminie, nie musimy dodatkowo produkować ilości potrzebnej do zapewnienia zapasu bezpieczeństwa, ponieważ ten zapas nadal pozostaje na magazynie w ilości 500. Należy wyprodukować zatem tyle wyrobu gotowego na ten termin, by pokryć obliczony brak. Zatem ilość: Do produkcji w ostatnim raportowanym terminie została obliczona na poziomie 100.
Jeśli optymalizacja ilości Do produkcji nie byłaby włączona, wówczas w każdym z ww. terminów, zapas bezpieczeństwa doliczany byłby do braku i w kolejnych terminach, ilość Do produkcji raportowana byłaby w następujących ilościach: 01-04-2019 Do produkcji: 550 (Brak dla MPS (50) + Zapas bezpieczeństwa (500)) 02-04-2019 Do produkcji: 800 (Brak dla MPS (300) + Zapas bezpieczeństwa (500)) 04-04-2019 Do produkcji: 700 (Brak dla MPS (200) + Zapas bezpieczeństwa (500)) 06-04-2019 Do produkcji: 600 (Brak dla MPS (100) + Zapas bezpieczeństwa (500))
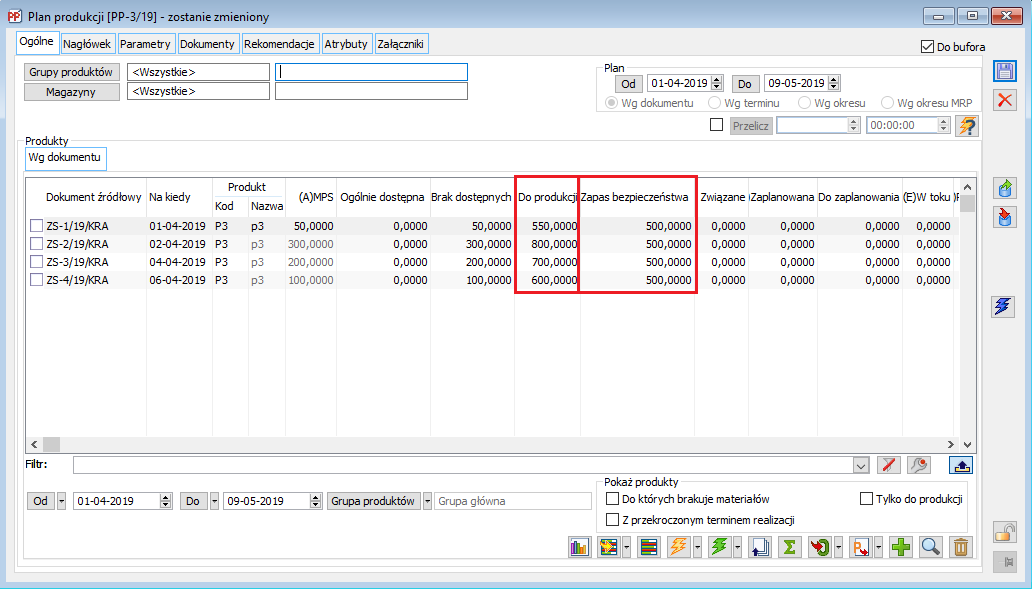
Optymalizacja ilości w kolumnie: Do zamówienia z uwzględnieniem parametrów MRP
Optymalizacja ilości w kolumnie: Do zamówienia, w sekcji: Materiały na Planie produkcji, działa na analogicznej zasadzie, jak optymalizacja ilości: Do produkcji, w sekcji: Produkty. Różnica będzie w przypadku, gdy nadwyżki produkcyjne, wynikają z ręcznego określana ilości: Do produkcji/Do zamówienia. Należy tutaj pamiętać, że ręczna zmiana ilości w sekcji: Materiały jest zapamiętywana, podczas przeliczania Planu, ale tylko w sytuacji, gdy jest on potwierdzony. Zatem jeśli ręcznie modyfikujemy ilości Do zamówienia i przeliczamy ponownie dokument, warto wcześniej potwierdzić Plan produkcji.
Na definicji dokumentu PP, zaznaczono parametr: Optymalizacja ilości do zamówienia.
Na karcie materiału, którego zapotrzebowanie będzie optymalizowane na Planie produkcji, określono wartość parametru EOQ na poziomie 20:
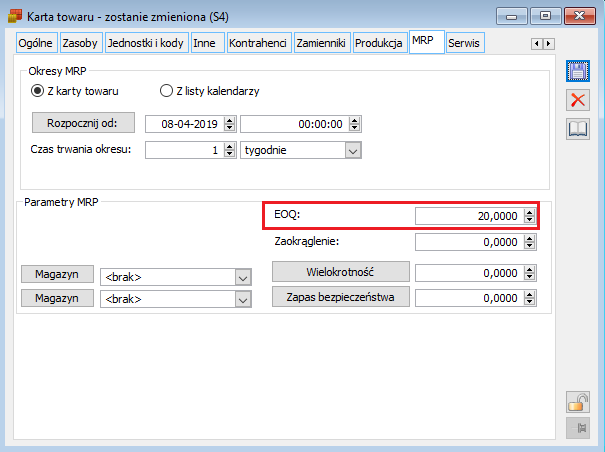
Na dokumencie PP, zaznaczono parametr: Ilość do zamówienia (dla Materiałów) na podstawie EOQ (Ekonomicznej Wielkości Zamówienia):
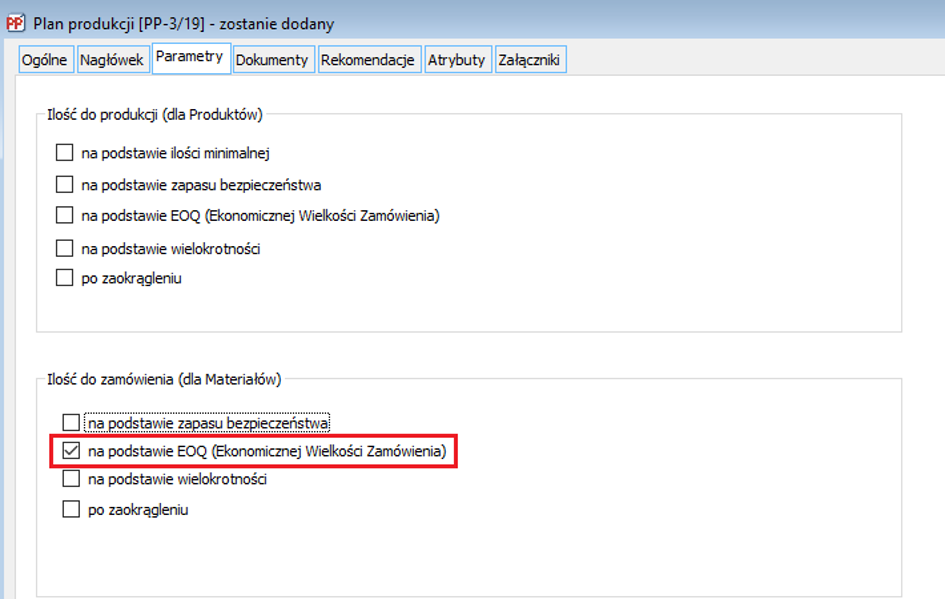
Przeliczono Plan produkcji, na którym wyświetlone zostało zapotrzebowanie na materiał S4. Ilość: Do zamówienia została obliczona następująco:

W pierwszym terminie: 10-04-2019 brak, jaki należy uzupełnić, to 10 szt., jednak ze względu na wartość parametru EOQ, określoną na poziomie 20, ilość: Do zamówienia, została obliczona jako 20 szt.
W drugim terminie: 12-04-2019 brak, jaki należy uzupełnić, to także 10 szt., jednak, przy włączonej optymalizacji ilości, system obliczył ilość: Do zamówienia, na poziomie 0, ponieważ zapas, jaki powstanie po wykorzystaniu Ilości: Do zamówienia, zarekomendowanej w pierwszym terminie (Do zamówienia (20) ‑ Brak (10) = Zapas (10)), wystarczy, by zapewnić potrzebę materiałową także w terminie drugim.
W trzecim terminie: 14-04-2019 brak, jaki należy uzupełnić to 10 szt., nie mamy już zapasu z poprzednich terminów, który można byłoby wykorzystać w analizowanym terminie. Dodatkowo wg wartości parametru EOQ, ilość, jaką opłaca się zamówić, wynosi 20 zatem ilość: Do zamówienia, została obliczona w tym wierszu jako 20.
Następnie, w celu ewentualnego zmodyfikowania obliczonych przez system ilości: Do zamówienia i uwzględnienia wprowadzonych zmian w raportowanym, we wszystkich terminach, zapotrzebowaniu na materiał S4, należy potwierdzić Plan, dokonać zmiany ilości: Do zamówienia w wybranych rekordach i przeliczyć ponownie Plan:
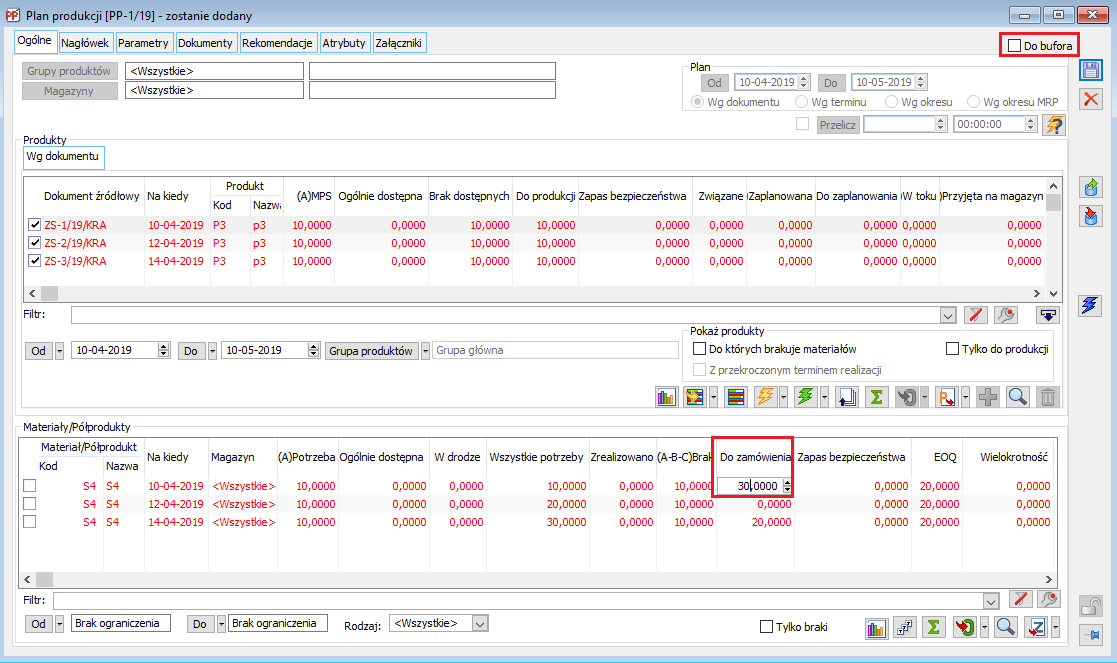
W ramach opisywanego przykładu, zmieniono ilość: Do zamówienia, obliczoną w pierwszym terminie z 20 na 30 i przeliczono ponownie Plan.
Po przeliczeniu dokumentu:
W pierwszym terminie: 10-04-2019, ilość: Do zamówienia, pozostała na poziomie 30 - jest to ilość wprowadzona ręcznie, zatem przeliczanie (potwierdzonego) Planu nie powinno tej ilości zmieniać.
W drugim terminie: 12-04-2019, ilość: Do zamówienia, została obliczona, jak poprzednio jako 0, ponieważ nadwyżka, wynikająca z pierwszego terminu (Do zamówienia (30) - Brak (10) = Nadwyżka (20)) zapewnia pokrycie braku w drugim terminie.
W trzecim terminie: 14-04-2019, ilość: Do zamówienia, została obliczona jako 0, ponieważ nadwyżka, wynikająca z pierwszego terminu zapewnia pokrycie zarówno braku obliczonego w terminie drugim, jak i trzecim.
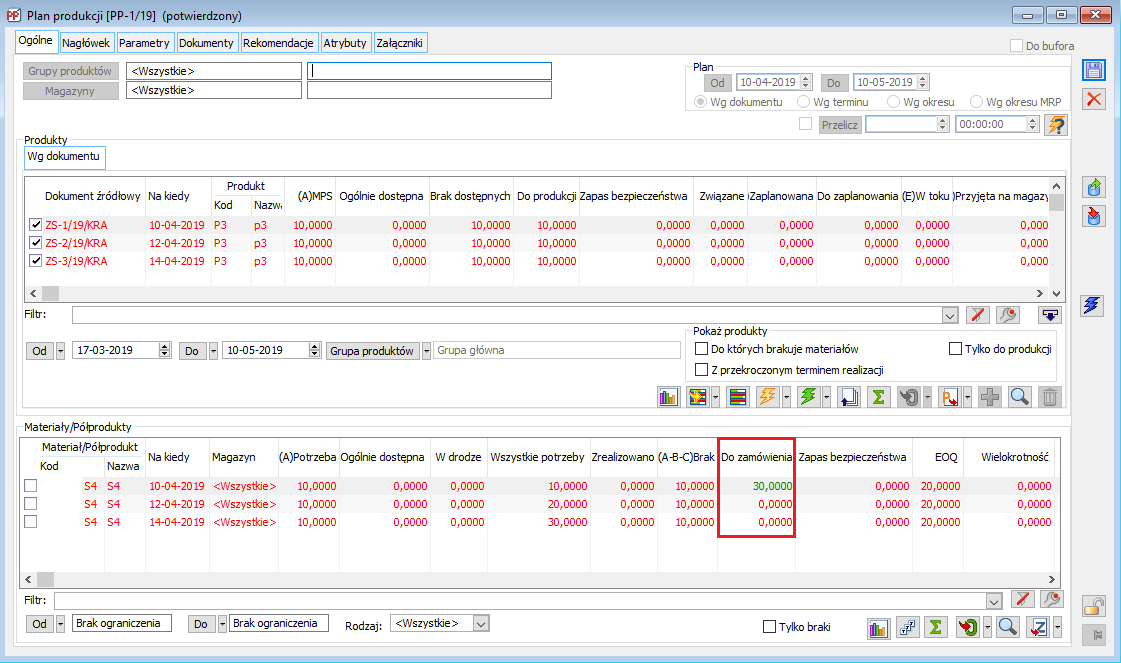
Jak na Planie produkcji uzyskać informacje o dostępności materiału na magazynie wskazanym w technologii?
Istnieje możliwość sparametryzowania Planu produkcji w ten sposób, by podczas obliczania ilości materiału ogólnie dostępnego i materiału w drodze, brana była pod uwagę ilość tego materiału na magazynie, określonym w technologii.Parametryzacja definicji dokumentu PP
Jeśli chcemy by domyślnie na dokumencie PP, w wyliczaniu ilości ogólnie dostępnej oraz ilości w drodze dla materiału brany był pod uwagę jedynie magazyn, wskazany na danym materiale w odpowiedniej technologii, to na definicji dokumentu PP, w odpowiednim centrum struktury firmy, należy zaznaczyć parametry: Ilość ogólnie dostępna (dla Materiałów) na magazynach potrzeb oraz Ilość w drodze (dla Materiałów) na magazynach potrzeb.

Ustawienie ww. parametru jest dodatkowo możliwe do zmiany z poziomu dokumentu PP:
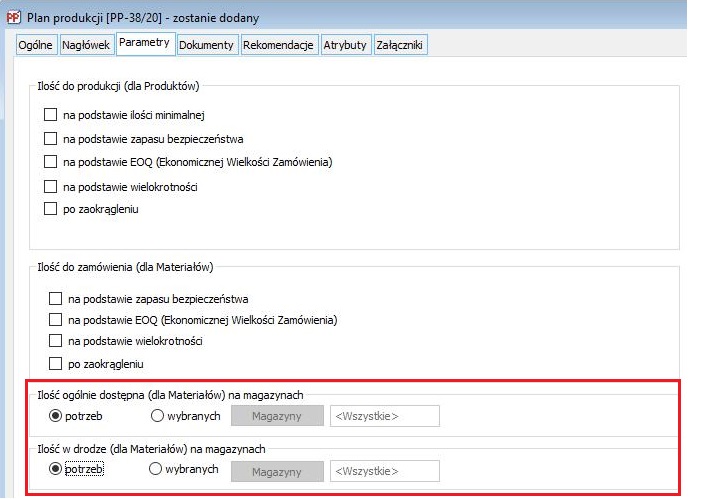
Przykład obliczania ilości materiału na magazynie wskazanym w technologii
W systemie zdefiniowano technologię produkcji dla produktu P1 z materiałem S1:
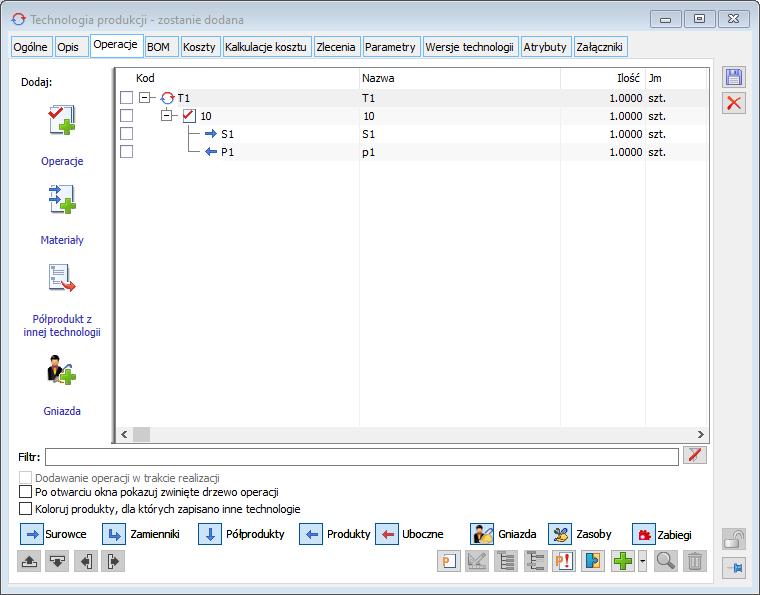
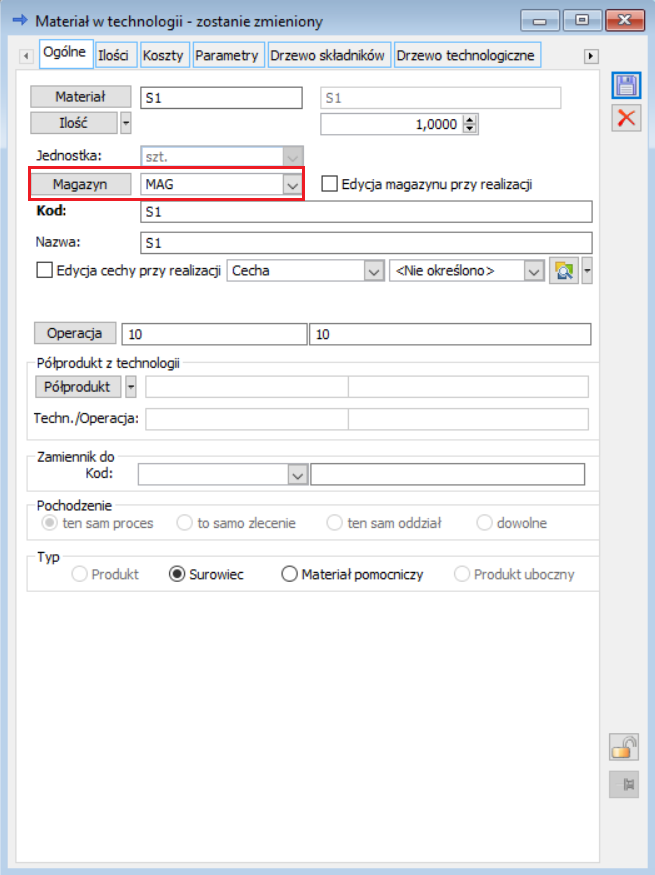
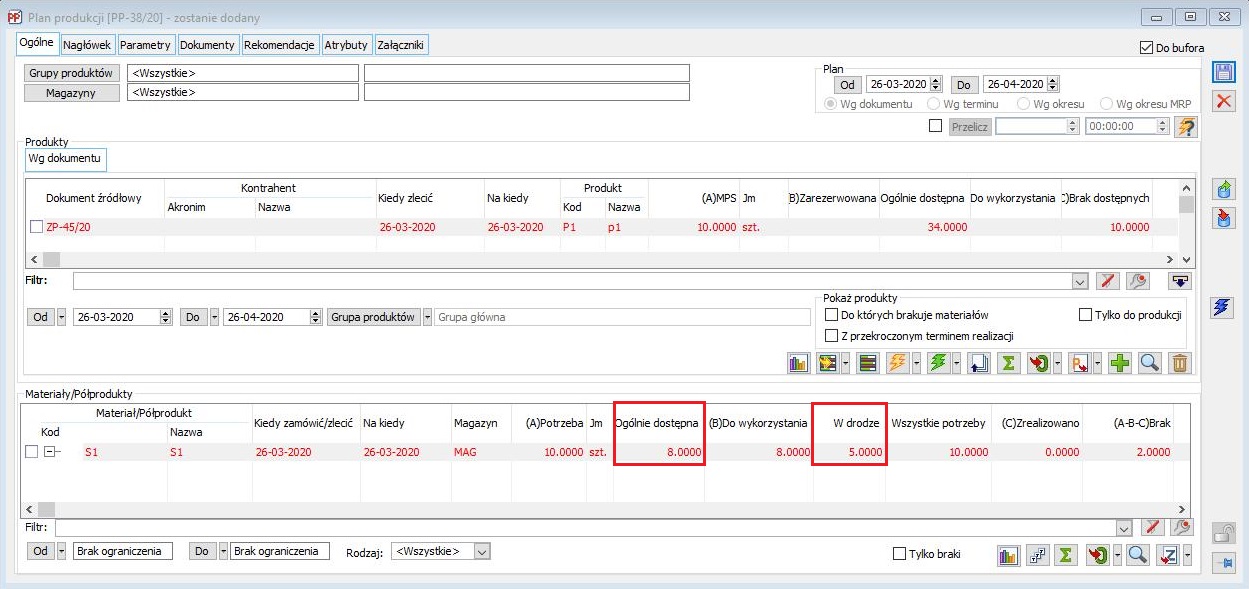
XL116 - Plan produkcji
Plan produkcji
Plan produkcji to narzędzie, które umożliwia zestawienie w jednym miejscu ilości wyrobów gotowych, jaka jest oczekiwana w danym okresie oraz udzielenie odpowiedzi, czy jesteśmy w stanie te potrzeby zrealizować, uwzględniając nasze zasoby materiałowe (surowce), maszynowe i ludzkie. Dzięki planowi produkcji można będzie w podstawowym zakresie udzielić odpowiedzi na pytania:
- Ile produktu trzeba wyprodukować w zadanych terminach.
- Czy na stanie są odpowiednie ilości surowców do wytworzenia zadanej ilości produktów na konkretny termin, który wynika z dokumentów stanowiących podstawę dla planu produkcji.
Dla ilości produktu na planie produkcji można wyświetlić rozwinięcie zapotrzebowania materiałowego, czyli dla określonej w MPS ilości produktu wyświetlane są ilości materiałów, jakie są potrzebne do wytworzenia danej ilości produktu.
W wersji 2023.2 w sekcji: Produkty, na Planie produkcji zostało wprowadzone odpowiednie kolorowanie elementów listy w zależności od tego, czy dany element można zrealizować (wyprodukować), czy też nie ze względu na brak materiałów, a także jeśli dany element jest możliwy do wyprodukowania, to czy do jego wytworzenia jest dostępny komplet materiałów podstawowych, czy też produkcja musi się odbyć z wykorzystaniem zamienników. Wg nowych zasad:- W kolorze czerwonym prezentowane są te pozycje Planu, dla których brakuje przynajmniej jednego materiału podstawowego i wszystkich zamienników technologicznych dla tego materiału – nie da się uruchomić produkcji wyrobu, ponieważ brakuje materiału i nie ma dostępnego żadnego zamiennika, który mógłby zastąpić brakujący materiał w danym procesie produkcyjnym
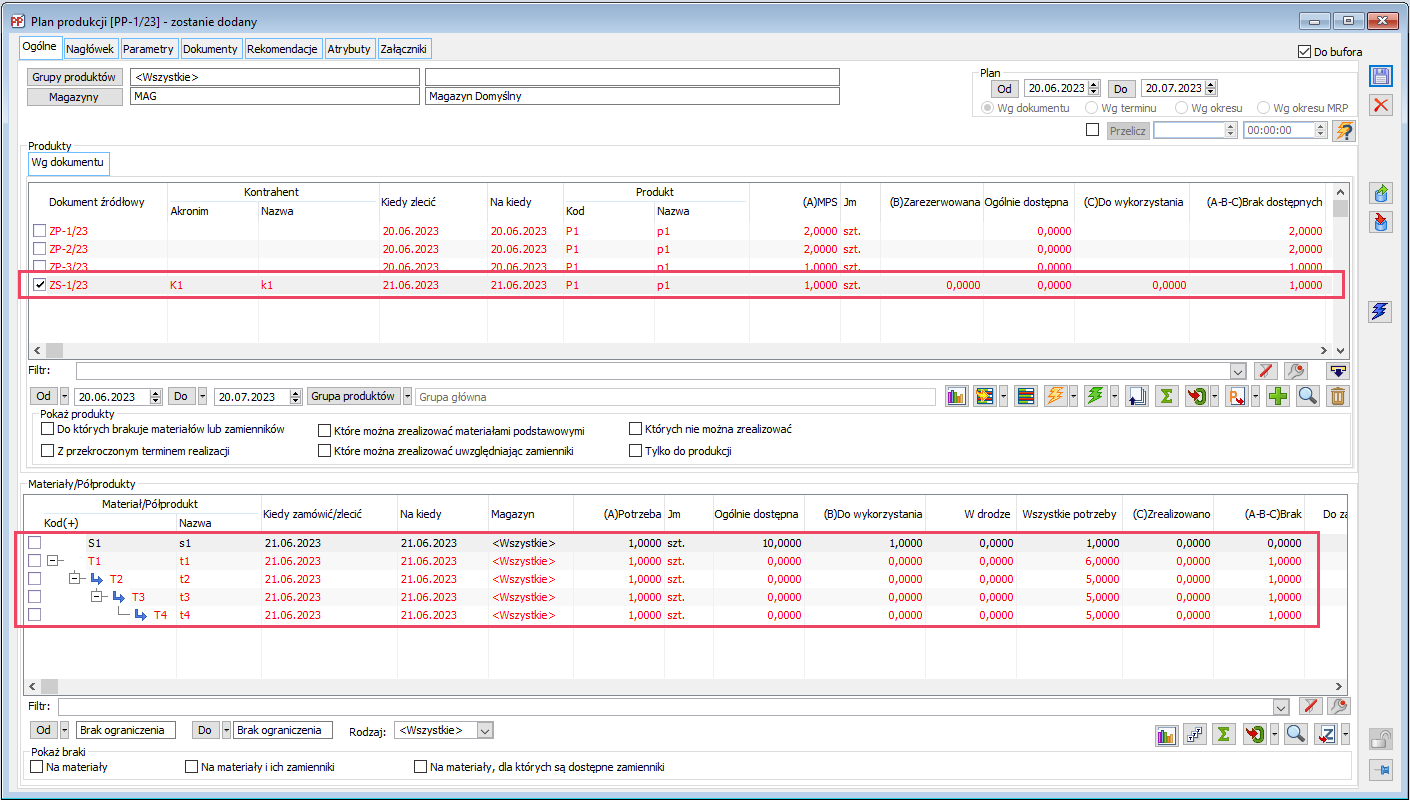
- W odcieniu różowym prezentowane są te pozycje Planu, które można zrealizować, ale brakuje przynajmniej jednego materiału podstawowego. Jest natomiast dostępny zamiennik dla brakującego materiału. Produkcję wyrobu można uruchomić z wykorzystaniem zamienników
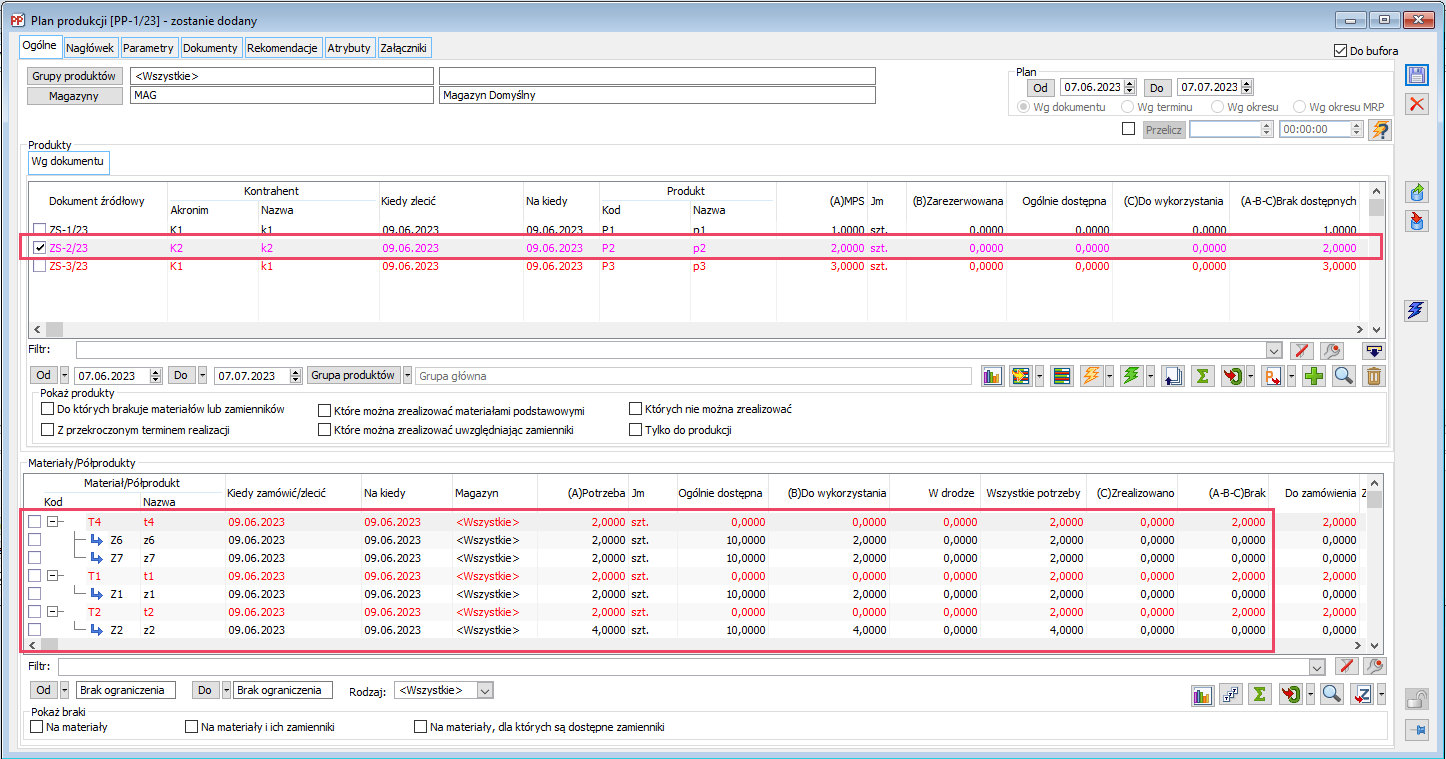
- W kolorze czarnym prezentowane są te pozycje Planu, które można zrealizować materiałami podstawowymi, (zamienniki dla materiałów podstawowych mogą być niedostępne, mogą być dostępne, ale wszystkie materiały podstawowe są dostępne)
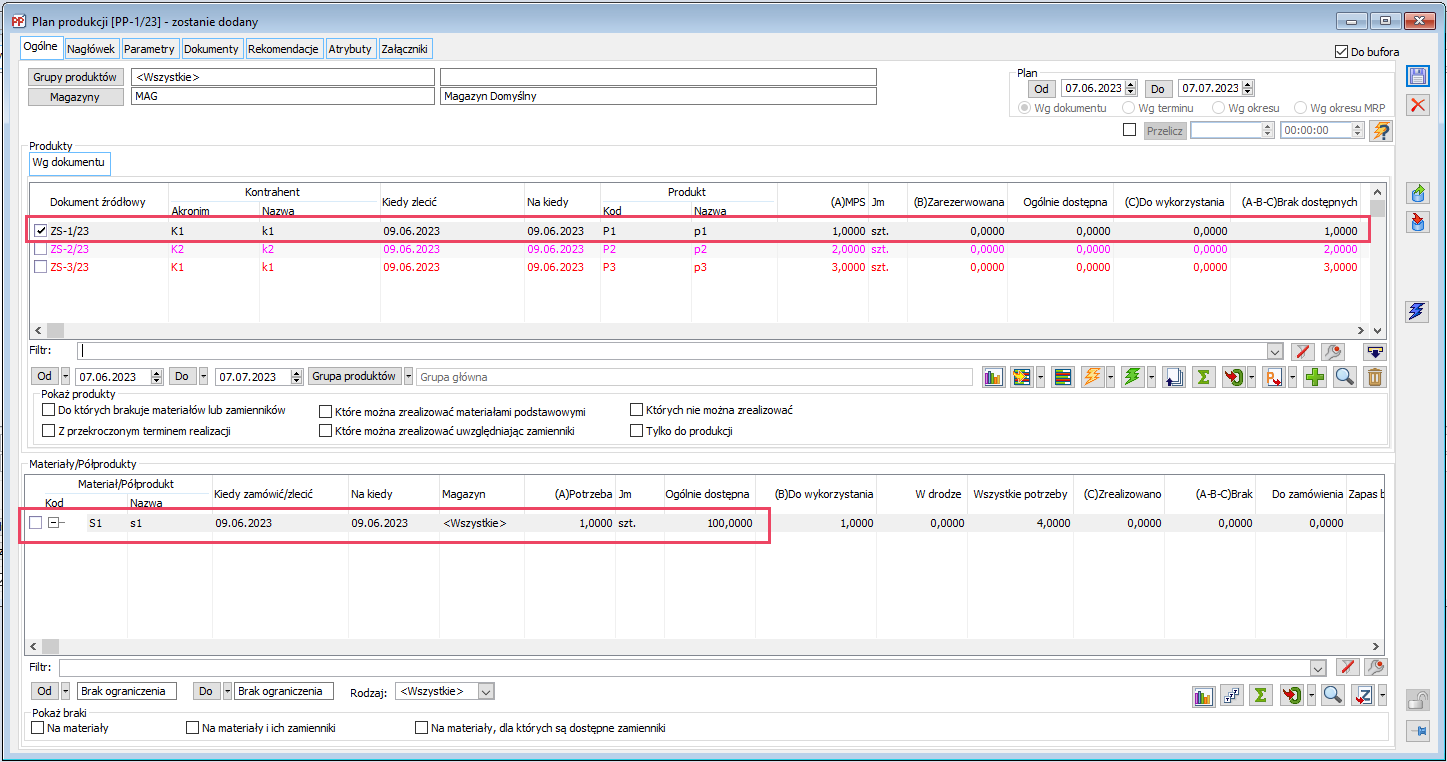
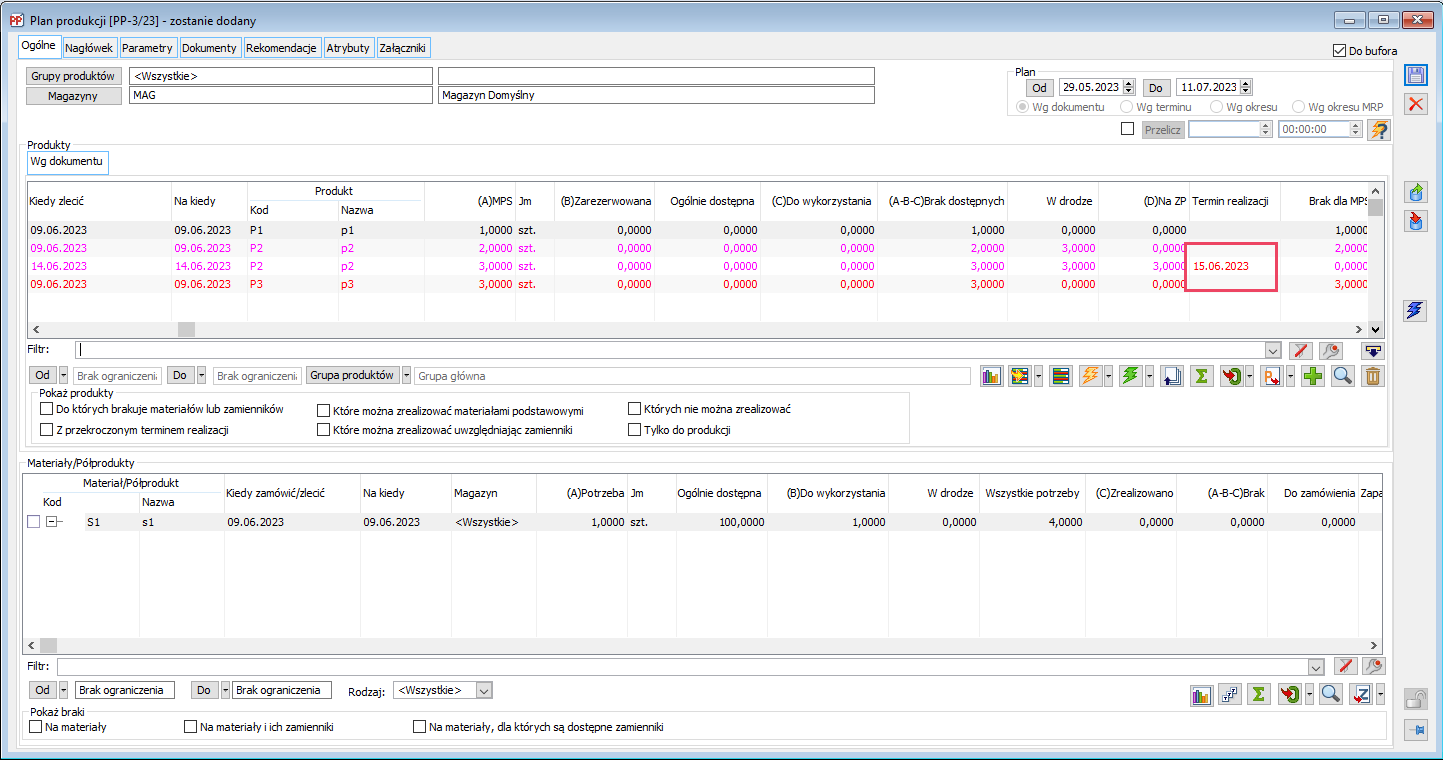
Wyliczanie terminów
Plan produkcji można generować wg dokumentu, wg terminu, wg okresu oraz wg okresu MRP. W przypadku wybrania opcji ‘Wg okresu’ to wszystko co zostanie wyświetlone w PP będzie dostępne na początku okresu planistycznego, na który tworzony jest raport. W przypadku wybrania opcji ‘Wg terminu’ wyświetlane ilości będą dostępne na określony na dokumencie termin realizacji.
Dla produktów na PP
Na kiedy
Informacja wyświetlana w kolumnie ‘Na kiedy’, niedostępna przy generowaniu planu w trybie ‘Wg okresu’. W zależności od składnika MPS na podstawie którego produkt pojawia się na PP, termin wynika z:
- Daty realizacji elementów na zamówieniu sprzedaży – gdy dokumentem źródłowym jest ZS.
- Końcowego terminu okresu na planie zapotrzebowania – gdy dokumentem źródłowym jest PLZ.
- Planowany termin realizacji produktu wskazany na ZP – gdy dokumentem źródłowym jest ZP.
- Data realizacji pozycji zamówienia wewnętrznego – gdy dokumentem źródłowym jest ZW.
Kiedy zlecić
W kolumnie 'Kiedy zlecić' uwzględniany jest czas trwania produkcji ustawiony w obszarze „Czas trwania produkcji” znajdującym się na produkcie w technologii.Dla Materiałów
Dla PP wyświetlanego ‘Wg dokumentu’
- Jeżeli dla wyświetlanego produktu nie wygenerowano i nie zaplanowano jeszcze zlecenia produkcyjnego, termin realizacji dla tej pozycji ustawiony zostanie na datę realizacji pochodzącą z ZS, natomiast termin rozpoczęcia realizacji będzie wyliczany wstecz na podstawie czasów technologicznych zdefiniowanych na podstawowej technologii, według której realizowana jest dana pozycja.
W Systemie wygenerowane zostało ZS-15/19 na 1 szt. produktu ST-DREW-BEJ, z zamówienia nie wygenerowano jeszcze ZP. Podstawowa technologia produkcji 1 szt. ST-DREW-BEJ zakłada wykonanie dwóch operacji: Operacja 1 – trwa 5 dni i do jej realizacji potrzebne są z magazynu surowce: NOGA_SD - 4 szt., BLAT – 1 szt., WKR – 32 szt. i klej do drewna – 160 ml. Operacja 2 – trwa 3 dni i do jej realizacji oprócz półproduktu z operacji 1 potrzebny będzie surowiec: bejca 500 ml. Data realizacji na ZS-15/19 dla produktu ST-DREW-BEJ to 03.02.2019 r. Potrzeba materiałowa dla Operacji 1 powstanie na dzień 26.01.2019 r. czyli na przewidywany termin wyliczony na podstawie czasów technologicznych (tu: 8 dni) wstecz, od daty realizacji na ZS. Potrzeba materiałowa dla Operacji 2 wyliczona zostanie na dzień 31.01.2019 r. z uwagi na 3 dniowy czas realizacji Operacji 2.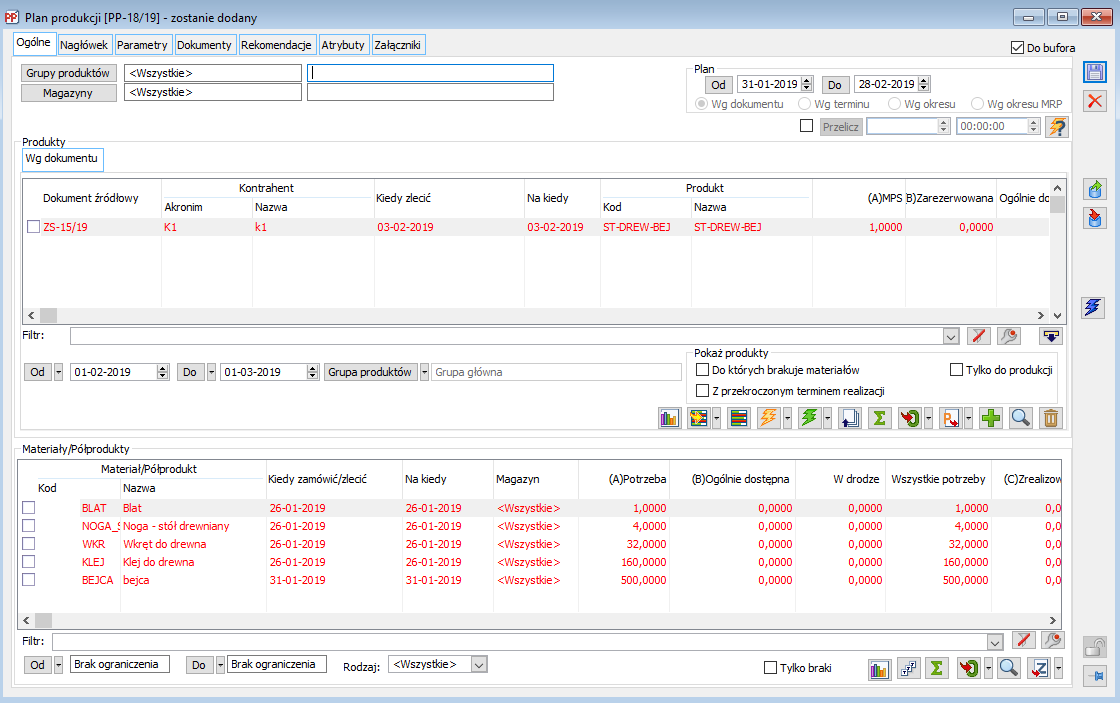
- Jeżeli dla wyświetlanej pozycji wygenerowano i zaplanowano już zlecenie produkcyjne, wyświetlane terminy będą zbieżne z zaplanowanymi terminami realizacji rezerwacji sprzedażowych podpiętych do operacji.
Dla PP wyświetlanego ‘Wg okresu’
Prezentowane są produkty pochodzące z dokumentów źródłowych, których typy wskazano na nagłówku PP, warunkiem wyświetlenia produktu na zadany okres jest zawieranie się jego terminu realizacji pochodzącego z elementu zamówienia sprzedaży, zamówienia wewnętrznego lub zlecenia produkcyjnego w okresie, na który ten plan został utworzony. W przypadku gdy dokumentem źródłowym jest PLZ, istotne jest, że jako termin, który mieści się w okresie planistycznym uznawany jest termin końcowy (termin DO) pochodzący z okresu, na który zdefiniowano PLZ.
Wyliczanie wartości poszczególnych kolumn – zależności pomiędzy kolumnami.
Plan produkcji wyliczany jest za pomocą procedury [CDN].[XLPrzeliczPlanProdukcji].
W zależności od zaznaczenia na definicji dokumentu parametru: „Uwzględniaj tylko produkty ze zdefiniowaną technologią” wyświetlane są wszystkie elementy z dokumentów źródłowych MPS lub tylko te, które na karcie towarowej na zakładce ‘Produkcja’ posiadają zatwierdzoną technologię podstawową.
Przeliczanie planu produkcji
Aby plan produkcji wyświetlał aktualne informacje na temat wybranych produktów, konieczne jest przeliczanie tego dokumentu, a więc przed wykonaniem każdej analizy PP konieczne jest wciśnięcie przycisku  w celu uzyskania najbardziej aktualnych danych.
w celu uzyskania najbardziej aktualnych danych.

Przeliczanie planu produkcji może być również wykonywane za pomocą procesu ‘Automatyczne przeliczanie planu produkcji’. Więcej informacji na temat procesu ‘Automatyczne przeliczanie planu produkcji’ znajduje się w dokumentacji modułu Administrator.
Wyliczanie ilości produktów
Kolumna {(A)MPS}
Kolumna: MPS (ang. Master Production Schedule), to kluczowa kolumna, w której umieszczone są ilości produktów, dla których przeliczany jest cały dokument Planu produkcji i rozwinięcie materiałowe. Znajdują się w niej ilości wynikające z dokumentów źródłowych – składników MPS (ZS, PLZ, ZW, ZP) - na termin, dla którego tworzony jest plan produkcji.
W zależności od zdefiniowanych składników MPS, wyświetlane są:
- Ilości produktu z elementu ZS (ilości rezerwacji na ZS), którego termin realizacji mieści się w terminie, na który generowany jest plan (termin = data realizacji rezerwacji), przy spełnieniu warunków, że produkt mieści się w grupie produktów, dla której wygenerowany został plan i jest przeznaczony na magazyn docelowy wskazany na planie.
- Ilości produktu z dokumentu PLZ, którego termin końcowy okresu mieści się w terminie, na który generowany jest plan.
Utworzono i potwierdzono PLZ-1/19 na okres 25.01 – 05.02.2019 r. na 8 szt. produktu ST-DREW-BEJ. W dniu 31.01.2019 r. utworzono dokument PP na termin 31.01 – 03.03.2019 r. W tak wygenerowanym planie produkcyjnym, ponieważ data kończąca okres na który wygenerowano PLZ mieści się w terminie wskazanym na PP, widoczne będzie zapotrzebowanie na produkt ST-DREW-BEJ.
- Ilość produktu z elementu ZW, którego termin realizacji mieści się w terminie, na który generowany jest plan
- Ilość produktu z elementu ZP, niepowiązanego z zamówieniem sprzedaży, którego termin realizacji mieści się w terminie, na który generowany jest plan.
Kolumna {(B)Zarezerwowana}
W kolumnie wyświetlana jest ilość produktu pochodząca z kolumny MPS, mająca pokrycie w zarezerwowanych zasobowo ilościach, na podstawie rezerwacji zasobowych wygenerowanych do dokumentu.
Kolumna {Ogólnie dostępna}
Wyświetlana jest planowana ilość produktu na termin, na który wykonywany jest PP, uwzględniany jest stan na magazynie oraz na podstawie rezerwacji uwzględniane są potencjalne przychody i potencjalne rozchody produktu. Przez potencjalne przychody należy rozumieć rezerwacje zakupowe, natomiast przez potencjalne rozchody rezerwacje sprzedażowe zasobowe i nie zasobowe. W zależności od ustawienia parametru 'uwzględniaj w ilości ogólnie dostępnej i w drodze (dla Produktów)', uwzględniane będą tylko rezerwacje z zakresu dat przeliczania planu lub wszystkie rezerwacje.
Kolumna {(C)Do wykorzystania}
Przewidywana ilość do wykorzystania na potrzeby realizacji danej pozycji planu produkcji z uwzględnieniem ogólnie dostępnej ilości.
Kolumna {(A-B-C)Brak dostępnych}
W kolumnie wyświetlana jest różnica pomiędzy ilością produktów dostarczoną z dokumentów źródłowych, ilością, na którą dokonano już rezerwacji i ilością z kolumny ‘Do sprzedaży’.
Brak dostępnych=Ilość ‘MPS’ – Ilość ‘Zarezerwowana’ – Ilość ‘Do wykorzystania’
Kolumna {W drodze}
Wyświetlana jest ilość produktu pochodząca z zamówień zakupu, zleceń produkcyjnych i zamówień wewnętrznych niepowiązanych z innymi dokumentami źródłowymi (tj. ZP, które nie zostało wygenerowane z dokumentów: ZS, BST, ZW lub PLZ), jeżeli termin realizacji wypada po dacie, na którą tworzony jest plan produkcji.
Kolumna {(D)Na ZP}
Wyświetlana jest ilość na zleceniu produkcyjnym, które zostało wygenerowane z dokumentu, który zasila MPS. Jeżeli z zamówienia wygenerowano wiele zleceń, wówczas w kolumnie sumowane są ilości z wszystkich ZP.
Wystawiono w Systemie zamówienie sprzedaży na 120 szt. produktu ST-DREW-NAT, z zamówienia wygenerowano trzy zlecenia produkcyjne ZP-134/19 na ilość 18 szt.; ZP-137/19 na ilość 22 szt. oraz ZP-138/19 na 30 szt.. Na planie produkcji sytuacja ta jest odzwierciedlona w ten sposób, że w kolumnie {(D)Na ZP} pojawiła się suma ilości na która wystawiono ZP, pozostała ilość, tj. 50 szt. wyświetlane jest w kolumnie {Brak na MPS}.
Kolumna {Termin realizacji}
Wyświetlany jest termin, na który planowana jest realizacja danej pozycji.
Kolumna {Brak dla MPS}
W kolumnie wyświetlana jest różnica pomiędzy ilościami zapisanymi w kolumnie ‘Brak dostępnych’ i ‘Na ZP’. Jest to zatem ilość pochodząca z dokumentu źródłowego, która nie pojawiła się na wygenerowanym z niego zleceniu produkcyjnym. Nawiązując do przykładu 4, ponieważ do ZS na którym było 120 szt. wygenerowano zlecenia produkcyjne na 70 szt. w kolumnie {Brak dla MPS} dla tego produktu wyświetlona zostanie ilość - 50 szt.
Kolumna {(G)Zaplanowana}
Wyświetlana jest ilość, która została już zaplanowana na zleceniu produkcyjnym dla danej pozycji. Jeżeli do jednego elementu wygenerowano wiele zleceń produkcyjnych, wówczas w kolumnie sumowane są ilości ze wszystkich ZP.
Zarejestrowano zamówienie sprzedaży na 100 szt produktu ST-DREW-BEJ, dla 50 szt wystawiono i zaplanowano ZP. W takiej sytuacji na PP zostanie wyświetlone:
Kolumna {(D-E-F-G)Do zaplanowania}
Ilość pozostała do zaplanowania, będąca wynikiem działania:
Ilość ‘Na ZP’ – Ilość ‘Zaplanowana’ – Ilość ‘W toku’ – Ilość ‘Przyjęta na magazyn’
Zarejestrowane zostało zamówienie sprzedaży na 100 szt produktu ST-DREW-BEJ, dla 50 szt wystawiono i zaplanowano ZP. W takiej sytuacji na PP ponieważ wygenerowano i zaplanowano 50 szt. produktu pojawi się wpis w kolumnie {(D)Na ZP} z ilością wynikającą z wygenerowanego ZP, pojawi się wpis w kolumnie {(G)Zaplanowana} z ilością wynikająca z zaplanowanej operacji i na tej samej podstawie pojawi się wpis w kolumnie {(D-E-F)Do realizacji}. Nie pojawi się jednak wpis odnośnie ilości {(D-E-F-G)Do zaplanowania} – ilość ta pojawi się dopiero po wygenerowaniu ZP, wówczas na PP można będzie zaobserwować zmiany również w kolumnach {(D)Na ZP} i {(D-E-F)Do realizacji} Zatem ilość wyświetlana w kolumnie {(D-E-F-G)Do zaplanowania} jest ilością, która znalazła się na ZP a nie została jeszcze zaplanowana.

W kolumnie wyświetlana jest ilość, która została już zrealizowana, ale nie znalazła się jeszcze na żadnym potwierdzonym dokumencie PW związanym ze zleceniem produkcyjnym na którym ją zrealizowano.
Na wygenerowanym i zaplanowanym ZP dodano realizację na 10 szt. produktu, po przeliczeniu PP można będzie zaobserwować:
Kolumna {(F)Przyjęta na magazyn}
W kolumnie wyświetlana jest ilość przyjęta na dokumencie PW wygenerowanym lub związanym z ZP.
W kolejnym kroku dla zrealizowanego produktu wygenerowano dokument PW na 5 szt. Po przeliczeniu poszczególne kolumny na PP będą prezentować się następująco: Zmiana dotyczy kolumny {(E)W toku}, w której System wyświetla już tylko 5 szt. zrealizowanej operacji, jak również kolumny {(F)Przyjęta na magazyn}, w której pojawiła się ilość 5 pochodząca z wystawionego dokumentu PW.
Kolumna {(D-E-F)Do realizacji}
W kolumnie wyświetlana jest ilość, która nie została jeszcze zrealizowana na zleceniu produkcyjnym, jest to zależność: Ilość ‘Na ZP’ – Ilość ‘W toku’ – Ilość ‘Przyjęta na magazyn’
przedstawionym można zauważyć różnicę w kolumnie {(D-E-F)Do realizacji} w stosunku do przykładu 6. Elementem różnicującym oba przykłady jest dodanie realizacji na 10 szt produktu.
Wyliczanie ilości Materiałów
Aby System wyświetlił materiały potrzebne do wyprodukowania produktów wyświetlonych w planie produkcji konieczne jest zaznaczenie tych produktów dla których mają być wyświetlone materiały. Wyświetlane ilości materiałów będą sumowane dla wszystkich zaznaczonych produktów. Lista materiałów zostanie wyświetlona wyłącznie w sytuacji gdy dla wybranego produktu ilość w kolumnie {(A-B-C)Brak dostępnych} będzie większa od 0.
Kolumna {Kiedy zamówić/zlecić}
W kolumnie wyświetlana jest data uwzględniająca czas trwania operacji oraz czas dostawy określony dla dostawcy proponowanego z karty towaru.Kolumna {Na kiedy}
W kolumnie wyświetlana jest data, na kiedy potrzebny będzie dany produkt. Jest to termin realizacji produktu z uwzględnionym czasem trwania operacji w technologii. Dodatkowo brany jest pod uwagę parametr z definicji dokumentu ZP Rezerwacje aktywne przed terminem.Kolumna {(A)Potrzeba}
Ilość materiału jaka jest potrzebna do wytworzenia wskazanego produktu. Ilość potrzebnego materiału wylicza się:
- W przypadku gdy dla produktu – pozycji MPS nie wygenerowano zlecenia produkcyjnego – na podstawie domyślnej technologii.
- W przypadku, gdy dla produktu – pozycji MPS, wygenerowano już zlecenie produkcyjne, ale nie zostało ono jeszcze zaplanowane – w oparciu o technologię wybraną na zleceniu dla tego produktu.
- W przypadku, gdy dla produktu MPS, wygenerowano już zlecenie produkcyjne i zostało ono zaplanowane –w oparciu o technologię wybraną na zleceniu produkcyjnym.
- W przypadku, gdy produkt stanowiący pozycję PP nie jest jedynym produktem, który wchodzi w skład operacji, w której jest wytwarzany, wtedy ilość wchodząca w skład potrzeby (czyli normy technologicznej), wyliczana jest w oparciu o proporcję, jaka wypada na tą ilość produktu z technologii.
Kolumna {Ogólnie dostępna}
W kolumnie wyświetlana jest planowana ilość dostępna na termin wyświetlony w kolumnie: Termin, czyli ilość znajdująca się na magazynie, a także ilość, która powinna zostać zrealizowana na ten termin, z uwzględnieniem planowanych rozchodów. W kolejnych rekordach ilość ogólnie dostępna będzie pomniejszona o ilość {(B)Do wykorzystania} z poprzedniego rekordu.
W kolumnie brana jest pod uwagę ilość na magazynach określonych w parametrach.
Kolumna {(B)Do wykorzystania}
W kolumnie wyświetlana jest ilość, jaka może być wykorzystana do pokrycia danej potrzeby materiałowej, w określonym terminie, z wyłączeniem ilości już zrealizowanej.Jeśli w produktem jest P1 w ilości 1 szt. do jego wyprodukowania potrzebne jest 10 szt. surowca S1. Zostało wystawione RW na 4 szt. surowca S1. Na magazynie pozostaje 10 szt surowca. Raportowanie potrzeby materiałowej będzie wyglądało tak, że: (A)Potrzeba=10, Ilość ogólnie dostępna=10, (C)Zrealizowana=4, (B)Do wykorzystania=6.
Kolumna {W drodze}
W kolumnie wyświetlana jest spodziewana ilość, którą planujemy uzyskać po terminie, dla którego wygenerowano plan produkcji. Jest to ilość, która wynika z zamówień zakupu, zleceń produkcyjnych i zamówień wewnętrznych.
W kolumnie brana jest pod uwagę ilość na magazynach określonych w parametrach.Kolumna {Wszystkie potrzeby}
Wyświetlana jest suma potrzeb na dany materiał wynikająca ze wszystkich potrzeb zarejestrowanych w planie produkcji na dany materiał w określonym terminie i na określonym magazynie - jeżeli więc na kilku pozycjach na PP wykorzystywany jest ten sam materiał, na każdej z pozycji w kolumnie {Wszystkie potrzeby} pojawi się suma ilości.
Kolumna {(C)Zrealizowano}
W kolumnie wyświetlane są ilości materiału zrealizowane na ZP, dla których wygenerowano dokumenty RW.
Kolumna {(A-B-C)Brak}
Ilości w kolumnie wyliczane są jako różnica:
Ilość ‘Potrzeba’ – Ilość ‘Do wykorzystania’ – Ilość ‘Zrealizowana’
Generowanie dokumentów z poziomu planu produkcji
Bezpośrednio z dokumentu PP istnieje możliwość wygenerowania dokumentów ZZ, ZW oraz ZP. Wszystkie dokumenty wygenerowane bezpośrednio z planu produkcji prezentowane są na zakładce dokumentu, na podstawie którego zostały wygenerowane. Poniżej kilka zasad związanych z generowaniem dokumentów z planu produkcji.:
- ZZ – dokument jest generowany osobno dla listy produktów, osobno dla listy materiałów, przy czym na liście produktów ilości przenoszone na dokument zamówienia zakupu pochodzą z kolumny ‘Brak dostępnych’ dla zaznaczonych produktów. Dokument ZZ generowany jest na domyślny magazyn docelowy wybrany na definicji dokumentu ZZ w centrum, w którym generowany jest dokument. W przypadku generowania ZZ dla materiałów ilość przenoszona na dokument ZZ pochodzi z kolumny ‘Brak’ na liście materiałów.
- ZW – Na liście produktów możliwe jest wygenerowanie zamówienia wewnętrznego tylko z dokumentu ZS, w przypadku uruchomienia generowania ZW z ZP czy PLZ System w logu wyświetli informację: “Przepisanie pozycji do zamówienia nie jest możliwe. Niepoprawny typ dokumentu”.

- Na dokument ZW wygenerowany z ZS przenoszone są ilości wyświetlane w kolumnie ‘Brak dostępnych’ dla zaznaczonego produktu. W przypadku generowania ZW z listy materiałów, jeżeli dla wskazanych materiałów nie wskazano magazynu, z którego mają być pobierane, ZW jest generowane na domyślny magazyn docelowy wskazany na definicji dokumentu ZW w centrum, w którym dokument jest generowany. Jeżeli wybrane materiały pochodzą z różnych magazynów, System w logu wyświetli komunikat: “Dokument nie został wygenerowany. Wybrane materiały mają wskazane różne magazyny docelowe”.
- ZP – dla zaznaczonych pozycji, dostępne dla obu list. W przypadku listy materiałów dokument ZP generowany jest na ilość znajdującą się w kolumnie ‘Brak’ dla zaznaczonych pozycji na liście ‘Materiały’. Dla takiego ZP, bezpośrednio z planu produkcji dostępne są funkcje umożliwiające zaplanowanie lub przeplanowanie zlecenia a także dobranie do niego zasobów.
XL045 - Wykorzystanie atrybutów jako parametrów w module: Produkcja
Uwagi ogólne
Parametry to atrybuty wykorzystywane do określania stawek lub ilości na Obiekcie, Technologii i Operacji w technologii. Scenariusze, w których można wykorzystać parametry oraz korzyści wynikające z ich stosowania zostaną przedstawione w następnych rozdziałach. Opisano w nich zalety wykorzystania parametrów jako atrybutów okresowych oraz parametrów do określenia jednolitych ilości w różnych operacjach tej samej technologii. Są to przykładowe warianty użycia parametrów, których funkcjonalność można wszechstronnie wykorzystać podczas definiowania technologii i realizacji procesu produkcyjnego.
Definiowanie parametrów
Ze względu na to, że w charakterze parametrów, wykorzystywane są atrybuty, definiuje się je tak jak następuje to właśnie w przypadku atrybutów.
W module: Administrator z poziomu menu -> Narzędzia -> Atrybuty, można otworzyć okno: Definicja atrybutów. W oknie, na zakładce: Klasy atrybutów, definiuje się klasę atrybutów (która będzie parametrem) a następnie przypisuje się ją do obiektu produkcyjnego (Obiektu, Technologii, Operacji w technologii bądź Zasobu w technologii). Sposób definiowania klasy atrybutów znajduje się w Dokumentacji Użytkownika dla modułu: Administrator oraz w następnych rozdziałach.
Przypisanie klasy parametrów (atrybutów) do obiektów produkcyjnych
Przypisanie klasy atrybutów stanowiących parametry, odbywa się:
- Z poziomu zakładki: Obiekty, w oknie: Klasa atrybutu
- Z poziomu zakładki: Obiekty, w oknie: Definicja atrybutu
Atrybuty jako Parametry można przypisać do:
- Obiektów – wtedy wybrany Parametr (Klasę atrybutu), należy przypisać do obiektu: [Produkcja].[Zasoby-Parametry]
- Technologii – wtedy wybrany Parametr (Klasę atrybutu), należy przypisać do obiektu: [Produkcja].[Technologia – parametry]
- Operacji w technologii – podobnie jak w przypadku przypisywania Parametrów do Technologii, Parametry przypisuje się do obiektu: [Produkcja].[Technologia- parametry]
- Zasobów w technologii – podobnie jak w przypadku przypisywania Parametrów do Technologii, Parametry przypisuje się do obiektu: [Produkcja].[Technologia- parametry]
Po przypisaniu Klasy atrybutu do jednego z wymienionych obiektów, będzie ona mogła zostać wykorzystana jako Parametr na konkretnym Obiekcie, Technologii i Operacji w technologii.
Przykłady wykorzystania Parametrów
Wykorzystanie atrybutów okresowych jako parametrów
Parametry będące atrybutami okresowymi, umożliwiają określenie stawki bądź ilości, która będzie stosowana na obiekcie, technologii, operacji w technologii lub zasobie w technologii w zdefiniowanym przez Użytkownika okresie.
W poniższym przykładzie zdefiniujemy atrybut okresowy: Stawka za użycie zasobu. Atrybut wykorzystamy jako parametr na Obiekcie: Piła tarczowa, dla określenia stawki stałej. W wartości stawki stałej zamierzamy ująć koszt zużycia energii elektrycznej. Dostaliśmy informację, że koszt energii elektrycznej wzrośnie od 01.07.2020 r. o 10%. W związku z tym, dla parametru na Obiekcie wskazujemy wartość dla atrybutu okresowego, obowiązującego w terminie 01.01.2020 – 30.06.2020 w wysokości 100 zł, a dla atrybutu okresowego, obowiązującego w terminie 01.07.2020 – 31.12.2020 w wysokości 110 zł. Dzięki wykorzystaniu atrybutów okresowych w charakterze parametrów, dla obiektów wykorzystywanych w procesie produkcyjnym, zostaną automatycznie uwzględnione stawki właściwe ze względu na okres, w którym obiekt został użyty.
Określenie w ten sposób stawki stałej stanowi alternatywę dla zdefiniowania jej wysokości poprzez podanie konkretnej kwoty. Zaletą korzystania z Parametru jest automatyzm zmiany wartości stawki, zgodnie z ustawieniami zdefiniowanymi przez Użytkownika. Użytkownik nie musi kontrolować okresu pobrania Obiektu do procesu produkcyjnego i dostosowywać wysokości stawki według czasu realizacji operacji produkcyjnych – wysokość stawki pobierana jest automatycznie dla bieżącego okresu.
Poniżej zostanie opisany sposób korzystania z takiej funkcjonalności – począwszy od definiowania atrybutu okresowego po jego wykorzystanie na Obiekcie.
Zdefiniowanie atrybutu okresowego
Aby zdefiniować atrybut okresowy, należy:
- w module: Administrator, wybrać z menu: Narzędzia, funkcję: Atrybuty. Zostanie otworzone okno: Definicja atrybutów.
- W oknie: Definicja atrybutów, należy wybrać zakładkę: Klasa atrybutów. Z poziomu zakładki, po naciśnięciu przycisku [Dodaj klasę atrybutów], zostanie otworzone okno: Klasa atrybutu.
- W oknie należy:
- wprowadzić nazwę atrybutu: Stawka za użycie zasobu,
- ewentualnie wprowadzić opis atrybutu
- w polu: Typ atrybutu, wybrać typ: Liczba
- ustalić format dla typu liczba, np. 1234.56
- zaznaczyć opcję: Okresowy
- Kolejnym krokiem będzie przypisanie atrybutu do Zasobu. Można tego dokonać z poziomu otwartego okna: Klasa atrybutów, z zakładki: Obiekty. W takim przypadku należy nacisnąć przycisk [Dodaj do Obiektu]. Zostanie otworzone okno: Definicja atrybutów z listą obiektów, do których może zostać przypisana edytowana klasa atrybutu. Na liście należy zaznaczyć obiekt: [Produkcja].[Zasoby – parametry] i nacisnąć przycisk [Wybierz obiekt]. Klasa atrybutu zostanie w ten sposób przypisana do wybranego obiektu. Oznacza to, że ta klasa będzie mogła być wykorzystywana jako parametr na konkretnym Obiekcie produkcyjnym.
- Ostatnim krokiem definiowania klasy atrybutu jest zapisanie wprowadzonych danych. Naciśnięcie w oknie: Klasa atrybutu, przycisku [Zapisz zmiany], powoduje rejestrację klasy atrybutów na liście atrybutów w oknie: Definicja atrybutów.
W ten sposób została zdefiniowana klasa atrybutu: Stawka za użycie Obiektu. Dzięki temu, że została ona przypisana do obiektu: [Produkcja].[Zasoby – parametry], atrybut będzie mógł zostać wykorzystany w charakterze parametru na Obiekcie w module: Produkcja. W następnym rozdziale zostanie opisany sposób wprowadzenia tego Parametru na Zasób.
Wprowadzenie parametru na Zasób
Aby wykorzystać parametr: Stawka za użycie zasobu na Zasób, należy:
- W module: Produkcja, z menu: Listy, wybrać funkcję: Zasoby. Zostanie wyświetlone okno: Lista Zasobów
- W otwartym oknie należy wskazać Zasób, na którym ma zostać wykorzystany parametr. (w podanym przykładzie będzie to Zasób: Piła tarczowa), a następnie nacisnąć przycisk [Zmień]. Zostanie otworzone okno: „Edycja zasobu”.
- W oknie „Edycja zasobu” na zakładce „Koszty” można wprowadzić Parametry dla określenia:
- Kwoty zmiany funkcji
- Stawki stałej
- Stawki za ilość użycia Zasobu
- Stawki za czas użycia Zasobu
W podanym przykładzie, Parametr zostanie użyty dla określenia stawki stałej.
- Aby określić stawkę stałą za pomocą parametru, należy nacisną przycisk znajdujący się obok przycisku [Stała] i wybrać z rozwiniętego menu funkcję: Parametr. Zostanie otworzone okno: Definicja atrybutów, z listą klas atrybutów, które zostały przypisane do Obiektu i które mogą zostać wykorzystane na Obiekcie.
- Z okna: Definicja atrybutów, należy wybrać klasę atrybutu: Stawka za użycie Zasobu. Zostanie ona wprowadzona w polu: Stawka stała.
Po wprowadzeniu parametru na Zasób, należy określić jego wartość. Wartość ta będzie uwzględniana podczas rozliczania zlecenia, na które zostanie pobrany dany Zasób w trakcie realizacji procesu produkcyjnego. Określenie Wartości dla parametru opisane zostało w następnym rozdziale.
Określanie wartości dla Parametru
Określanie wartości dla Parametru następuje w oknie: Edycja Zasobu (na którym wykorzystujemy Parametr), na zakładce: Parametry.
Aby określić wartość Parametru: Stawka za użycie Zasobu, należy:
- wprowadzić parametr na zakładkę: Parametry. Po naciśnięciu przycisku [Dodaj], zostanie wyświetlone okno: Definicja atrybutów, na której należy zaznaczyć klasę atrybutu: Stawka za użycie Zasobu (tą samą, jaka została wprowadzona w pole: Stawka stała, na zakładce: Ogólne, w oknie: Edycja obiektu).
- Po zaznaczeniu klasy atrybutu i naciśnięciu przycisku [Wybierz klasę atrybutu], zostanie otworzone okno: Wartości atrybutu.
- W otwartym oknie można wprowadzać dowolną ilość wartości atrybutu oraz okresów, w których wartości te będą stosowane. W podanym przykładzie, należy zdefiniować dwa okresy: od 2020-01-01 do 2020-06-30 i od 2020-07-01 do 2020-12-31 i nadać im wartości – odpowiednio 100 i 110 zł. Definiowanie okresu następuje po naciśnięciu przycisku [Dodaj wartość]. Zostanie otworzone okno: Edycja wartości atrybutu.

- W oknie: Edycja wartości atrybutu, należy zdefiniować okres przez podanie jego daty początkowej i końcowej oraz wskazać wartość w polu: Wartość. Po wprowadzeniu danych, należy je zapisać, naciskając przycisk [Zapisz]. W ten sposób definiuje się każdy z okresów. Po zapisaniu, okresy wraz ze wskazanymi okresami, zostaną wprowadzone do okna: Wartości atrybutu.
- Jeżeli zostały zdefiniowane okresy obowiązywania Parametru i wartości, jakie będzie przyjmował dla tych okresów, można zapisać okno: Wartości atrybutu, naciskając przycisk [Zapisz]. Klasa atrybutu (jako Parametr ze zdefiniowanymi wartościami) zostanie wyświetlona na zakładce: Parametr, w oknie: Edycja obiektu.
W ten sposób zostaną zdefiniowane wartości dla Parametru, który został użyty do określenia stawki stałej na Obiekcie.
Liczenie kosztów użycia Zasobu według Parametru
Wykorzystanie Parametru to określenie stawki stałej dla Obiektu (rozdział: Wprowadzenie parametru na Zasób) oraz określenie wartości tego Parametru w poszczególnych okresach (rozdział: Określanie wartości dla Parametru) sprawi, że podczas rozliczania kosztów użycia Zasobu zostaną uwzględnione wartości zgodne z tym parametrem dla zdefiniowanego okresu.
Parametry służące wskazaniu ilości
Parametry można wykorzystywać również w sytuacjach, gdy stosujemy stałą wartość, np. ilość surowca w różnych operacjach tej samej technologii.
W poniższym przykładzie, obrazującym takie zastosowanie Parametru, zostanie przedstawiony przykład Technologii, w której dla określenia ilości wielu zasobów zostanie użyty jeden parametr. Dzięki temu, definiowanie lub modyfikacja technologii, zmieniająca ilość otrzymywanych produktów odbywa się poprzez przypisanie odpowiedniej wartości Parametrowi tylko jeden raz, niezależnie od tego, ile razy parametr ten został wykorzystany na technologii.
W poniższym przykładzie, Parametr zostanie zastosowany w technologii: Produkcja fotela. Technologia ta przewiduje wykonanie jednego modelu fotela, ale z obiciami różnych kolorów. Do otrzymania fotela z obiciem czerwonym czy zielonym potrzebna jest ta sama ilość tkaniny obiciowej. Ilość tej tkaniny zostanie określona właśnie za pomocą parametru. Jeżeli w technologii nastąpi zmiana tej ilości, wykorzystywanej na różnych zasobach – materiałach obiciowych, wtedy jej modyfikacja nastąpi w jednym miejscu, a zostanie uwzględniona w całej technologii (dla wszystkich zasobów, których ilość jest określona za pomocą tego parametru).
Technologia, na której zostanie wykorzystany parametr
Technologia, w której zostanie zastosowany parametr, składa się z operacji:
- Cięcie drewna
- Szlifowanie desek, otrzymanych po cięciu drewna
- Montaż elementów drewnianych – składanie foteli bez obicia
- Obijanie foteli
Dla ostatniej operacji: Obijania foteli - przewidziano różne warianty – obijanie materiałem zielonym, czerwonym, granatowym i brązowym. W technologii, warianty te zostały ujęte jako odrębne operacje:
- Obicie fotela materiałem zielonym
- Obicie fotela materiałem czerwonym
- Obicie fotela materiałem granatowym
- Obicie fotela materiałem brązowym
W efekcie została zdefiniowana technologia jak na poniższym rysunku.

Dzięki tak zdefiniowanej technologii możliwe będzie zaplanowanie i zrealizowanie produkcji foteli z obiciem wybranego koloru. Możliwe będzie również wyprodukowanie foteli w wielu kolorach na podstawie tej samej technologii i za pomocą tego samego zlecenia.
Należy zwrócić uwagę, aby podczas definiowania technologii, każdy wariant operacji ostatecznej (w tym przypadku uzyskanie foteli odpowiedniego koloru) rozpisać na pełną ilość surowca, jaki jest do dyspozycji. Takie zdefiniowanie technologii nie decyduje jednak o tym, czy zostanie zaplanowane wykorzystanie wszystkich surowców – to zależy od rodzaju wykonanego planowania na zleceniu produkcyjnym. W opisywanym przykładzie, w operacji: Montaż, będącej ostatnią operacją przed operacją obijania foteli materiałem, przewidziane jest uzyskanie 20 sztuk foteli bez obicia. Oznacza to, że taka ilość powinna zostać rozpisana w następnej operacji, czyli dla każdej operacja obijania, należy ustawić pobieranie zasobów – foteli bez obicia w liczbie 20 sztuk. W efekcie, w operacjach: obijanie fotela kolorem czerwonym, zielonym, granatowym, brązowym zdefiniowano ilość zasobów – po 20 sztuk fotela bez obicia, a ilość produktów – po 20 sztuk foteli odpowiedniego koloru.
Jak widać na powyższym rysunku, operacje: Obijanie fotela materiałem zielonym, czerwonym itd. wykorzystują te same ilości zasobów – surowców. Jest to oczywiste, gdyż różnica między tymi operacjami występuje tylko w kolorze materiałów, jakimi dany fotel będzie obijany. Ilość materiału użytego do obijania foteli nie zmienia się ze względu na kolor tego materiału. Ze względu na to, że ilość wykorzystywanego materiału (niezależnie od koloru) ma jedną wartość, dla jej określenia można posłużyć się Parametrem, definiowanym w jednym miejscu na Technologii – na zakładce: Parametry. Parametr ten zostanie nazwany: Ilość tkaniny obiciowej. Określona tam wartość będzie uwzględniana podczas planowania zlecenia dla każdego materiału, którym fotele będą obijane.
Utworzenie parametru: Ilość tkaniny obiciowej
Parametr definiuje się jako atrybut z poziomu modułu: Administrator. Z menu: Listy należy wybrać funkcję: Atrybuty. Po otworzeniu okna: Definicja atrybutów, należy zdefiniować klasę atrybutu: Ilość tkaniny obiciowej. Definiowanie klasy atrybutu następuje podobnie jak w przypadku określenia atrybutu okresowego, opisanego w rozdziale: Zdefiniowanie atrybutu okresowego. Zdefiniowana klasa atrybutu: Ilość tkaniny obiciowej, zaprezentowana jest na poniższym rysunku.
Po zdefiniowaniu klasy atrybutu należy ją przypisać do obiektu: [Produkcja].[Technologia – parametry]. Przypisanie do tego obiektu będzie widoczne na zakładce: Obiekty.
Po przypisaniu do obiektu, klasa atrybutu: Ilość tkaniny obiciowej będzie już Parametrem i w tym charakterze będzie mogła zostać wykorzystana na surowcu definiowanym w ramach technologii.
Określenie ilości surowca za pomocą parametru
Po zdefiniowaniu Parametru: Ilość tkaniny obiciowej, może on zostać wykorzystany w prezentowanej technologii.
Aby zastosować ten Parametr, należy:
- otworzyć okno: Zasób w technologii dla surowca, będącego materiałem obiciowym (z poziomu technologii, w której parametr ma być zastosowany)
- na zakładce: Ilości, rozwinąć menu, znajdujące się obok przycisku [Ilość] i wybrać z niego funkcję Parametr.
- Zostanie otworzone okno: Definicja atrybutów, z listą atrybutów możliwych do wykorzystania na technologii.
- Na liście należy zaznaczyć Parametr: Ilość tkaniny obiciowej i nacisnąć przycisk [Wybierz klasę atrybutu]. Parametr zostanie wprowadzony do okna: Materiał w technologii.

- Po wprowadzeniu parametru, należy zapisać okno, naciskając przycisk [Zapisz zmiany].
- Wprowadzanie Parametru należy przeprowadzić dla wszystkich zasobów, którym odpowiadają materiały obiciowe różnych kolorów.
- Po wprowadzeniu parametrów na odpowiednie zasoby, należy nadać wartość dla tego Parametru. Dokonuje się tego z poziomu okna: Technologia (technologii, dla której wskazywano technologię) z zakładki: Parametr. Na zakładce należy nacisnąć przycisk [Dodaj], Zostanie otworzone okno: Definicja atrybutów. W oknie należy zaznaczyć klasę atrybutu: Ilość tkaniny obiciowej i nacisnąć przycisk [Wybierz]. Parametr zostanie wprowadzony na zakładkę.
- Aby określić wartość wprowadzonego na zakładkę Parametru, należy go zaznaczyć i nacisnąć przycisk [Zmień]. W kolumnie: Wartość atrybutu, pojawi się kursor, który umożliwia wprowadzenie odpowiedniej ilości. W ten sam sposób można dokonać modyfikacji wartości Parametru, a wprowadzona tutaj zmiana zostanie uwzględniona na każdym zasobie, na którym Parametr został zastosowany. Przykładowo, jeżeli przyjęliśmy, że na obicie 20 sztuk foteli potrzeba 5 m2 tkaniny, wtedy określamy na zakładce: Parametry, wartość parametru na 5. Dzięki temu, surowce: Materiał obiciowy zielony, czerwony itd. będzie pobierany w proporcji 5 m2 na 20 sztuk foteli. Jednostka w jakiej podany jest parametr, zależy od ustawienia na karcie towaru (jeśli surowiec ma kartę magazynową) lub jest wybierana w oknie: Zasób w technologii. Ewentualna modyfikacja wartości dla wszystkich zasobów jest więc bardzo prosta i nie wymaga edycji każdego z zasobów indywidualnie.
XL127 - Narzędziownia
Wstęp
W module Produkcja, istnieje funkcjonalność rejestrowania wydań i zdań zasobów produkcyjnych. Dla tych zasobów produkcyjnych, na kartach których zaznaczono parametr: Narzędzie.
Niniejszy biuletyn opisuje sposób konfiguracji systemu, niezbędny do korzystania z narzędziowni oraz przykłady zastosowania.
Zasoby produkcyjne jako narzędzia
Narzędziami, którymi będzie można zarządzać w ramach nowej funkcjonalności, będą zasoby produkcyjne, na kartach, których zaznaczony jest parametr: Narzędzie.
Zasoby, na kartach których zaznaczono parametr: Narzędzie, będą widoczne na liście narzędzi, uruchamianej z głównego menu w module Produkcja, z obszaru: Narzędziownia, a także na liście zasobów, na nowej zakładce: Narzędzia.
Rejestrowanie wydań, zdań, likwidacji narzędzi
Dla narzędzi będzie można w module Produkcja, rejestrować wydania, zdania i likwidacje.
Akcje te możliwe są do zarejestrowania, m. in. za pomocą odpowiednich opcji dostępnych, w głównym menu, w obszarze: Narzędziownia:

Jak również, za pomocą odpowiednich opcji, dostępnych na listach wydań i zdań narzędzi:
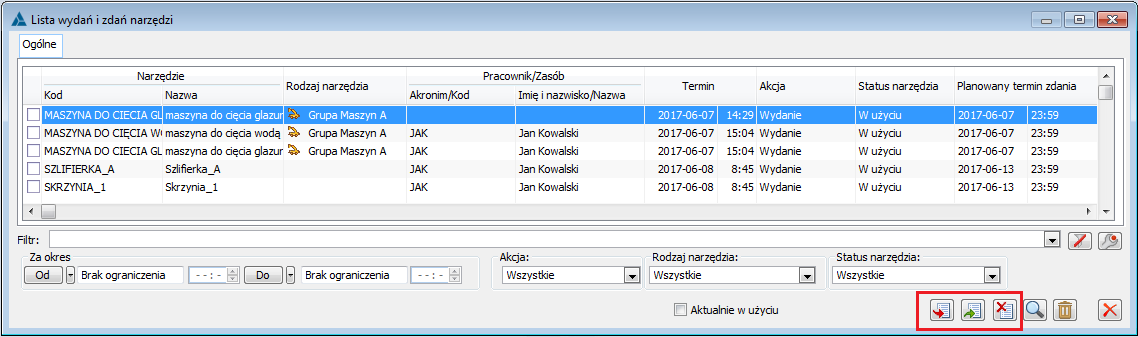
Rejestrowanie wydania narzędzi
Za pomocą opcji  [Wydanie narzędzi] lub
[Wydanie narzędzi] lub  [Dodaj wydanie], otwierane jest nowe okno wydania:
[Dodaj wydanie], otwierane jest nowe okno wydania:
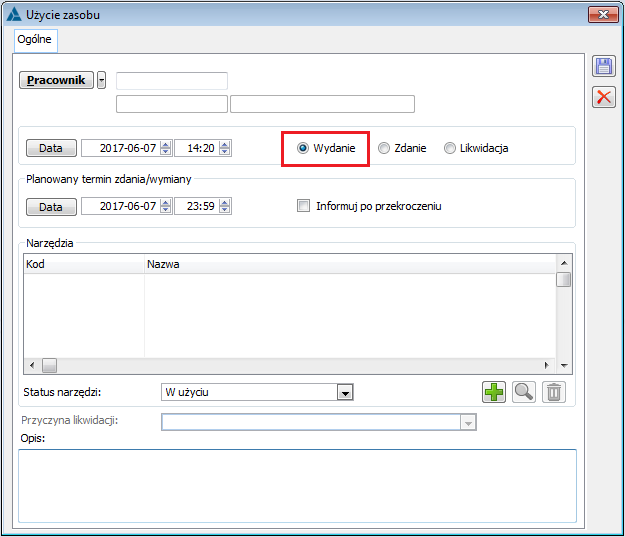
w którym:
-
-
- Wskazujemy osobę, która pobiera narzędzia z narzędziowni (może to być pracownik- z listy pracowników, lub zasób produkcyjny- z listy zasobów produkcyjnych). Pole pracownik jest wymagane do wypełnienia w ww. oknie:
-
-
-
- Opcjonalnie modyfikujemy datę i godzinę wydania narzędzi. (Domyślnie ustawiana jest tutaj data i czas bieżący):
-
-
-
- Opcjonalnie ustawiamy planowany termin zdania lub wymiany narzędzi. (Domyślnie ustawiana jest bieżąca data z czasem na koniec dnia):
-
-
-
- Opcjonalnie zaznaczamy parametr: Informuj po przekroczeniu – zaznaczenie parametru spowoduje, że w sytuacji, gdy narzędzia nie zostaną zdane przed upływem planowanego terminu zdania/wymiany, wówczas na listach, na których prezentowane będą wydania narzędzi, planowana data zdania, będzie prezentowana w kolorze czerwonym
-
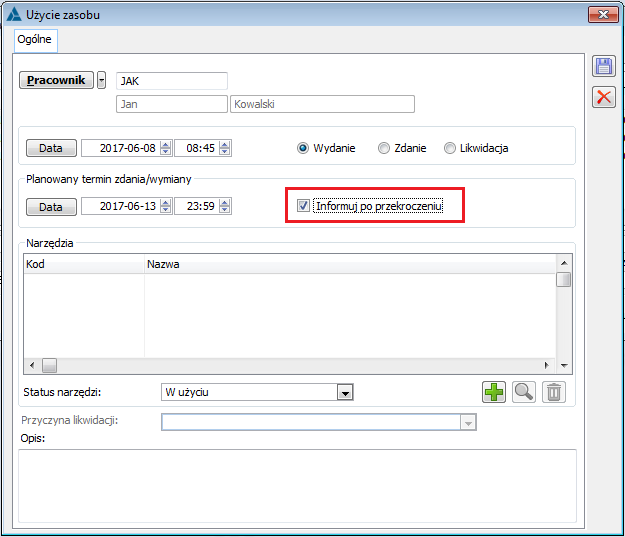
-
-
- Wybieramy narzędzia, które mają zostać wydane w ramach rejestrowanego wydania narzędzi:
-
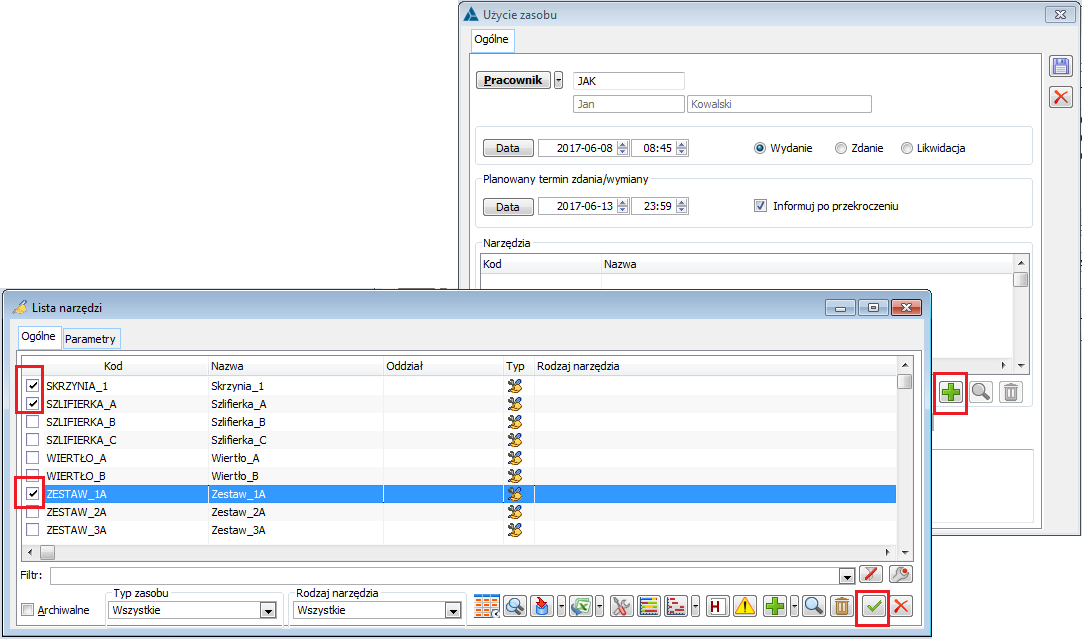
-
-
- Opcjonalnie ustawiamy status wydawanych narzędzi. (Statusy dla narzędzi pobierane są z nowego słownika kategorii, znajdującego się w gałęzi: Inne->Statusy narzędzi.) Domyślnym statusem dla wydania, jest status: W użyciu. Po zapisaniu wydania narzędzi, wybrany status ustawi się automatycznie na każdym, z wydanych zasobów:
-
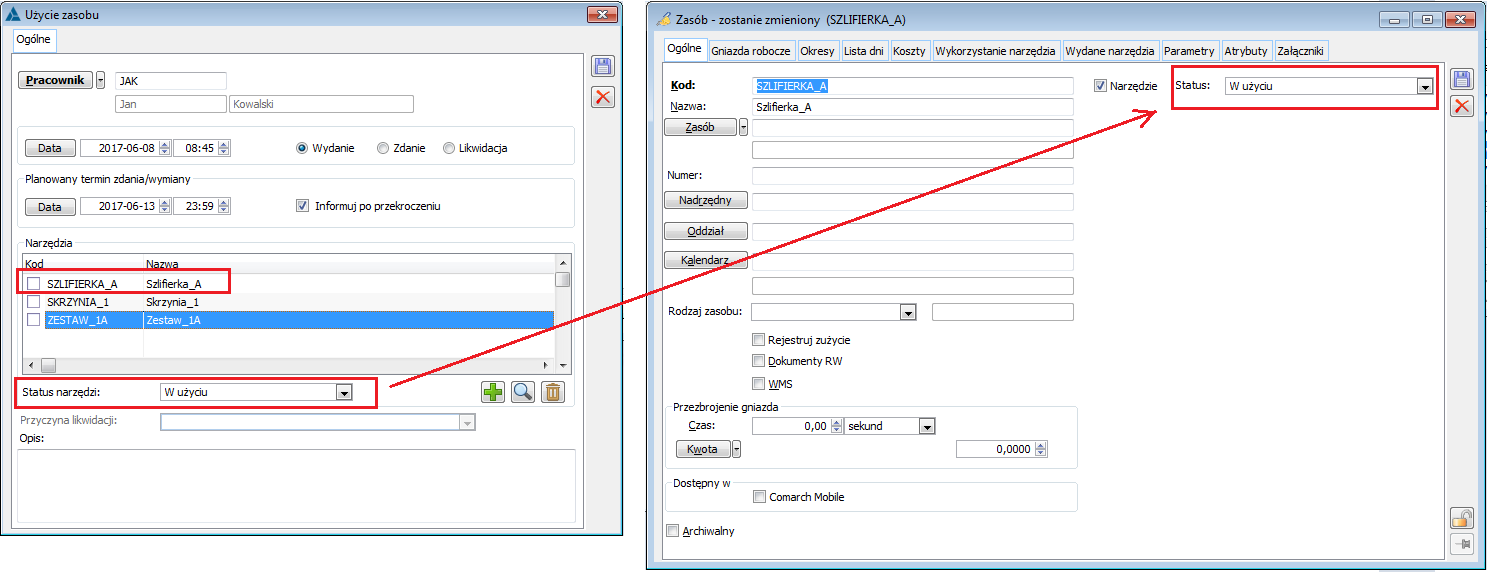
-
-
- Opcjonalnie uzupełniamy dodatkowy opis:
-
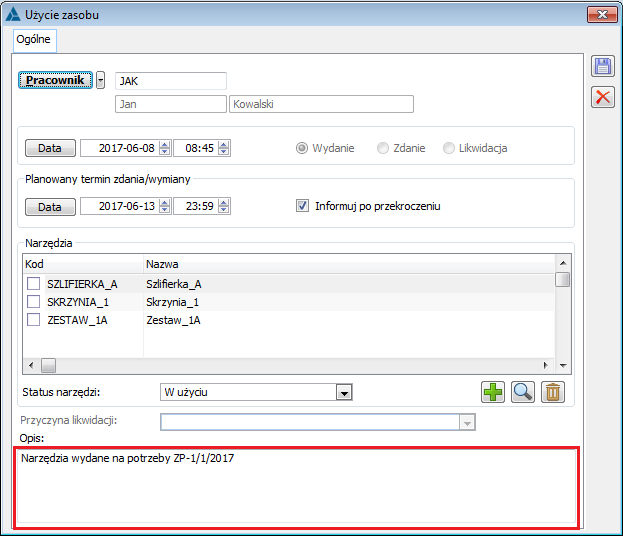
-
-
- Zapisujemy okno
-
Rejestrowanie zdania narzędzi
Za pomocą opcji  [Zdanie narzędzi] lub
[Zdanie narzędzi] lub  [Dodaj zdanie], otwierane jest nowe okno zdania:
[Dodaj zdanie], otwierane jest nowe okno zdania:
w którym:
-
-
- Wskazujemy osobę, która zdaje narzędzia do narzędziowni (analogicznie, jak w przypadku wydania- może to być pracownik- z listy pracowników, lub zasób produkcyjny- z listy zasobów produkcyjnych). Pole pracownik jest wymagane do wypełnienia w ww. oknie:
-
-
-
- Opcjonalnie modyfikujemy datę i godzinę zdania narzędzi. (Domyślnie ustawiana jest tutaj data i czas bieżący):
-
-
-
- Wybieramy narzędzia, które mają zostać zdane w ramach rejestrowanego zdania narzędzi:
-
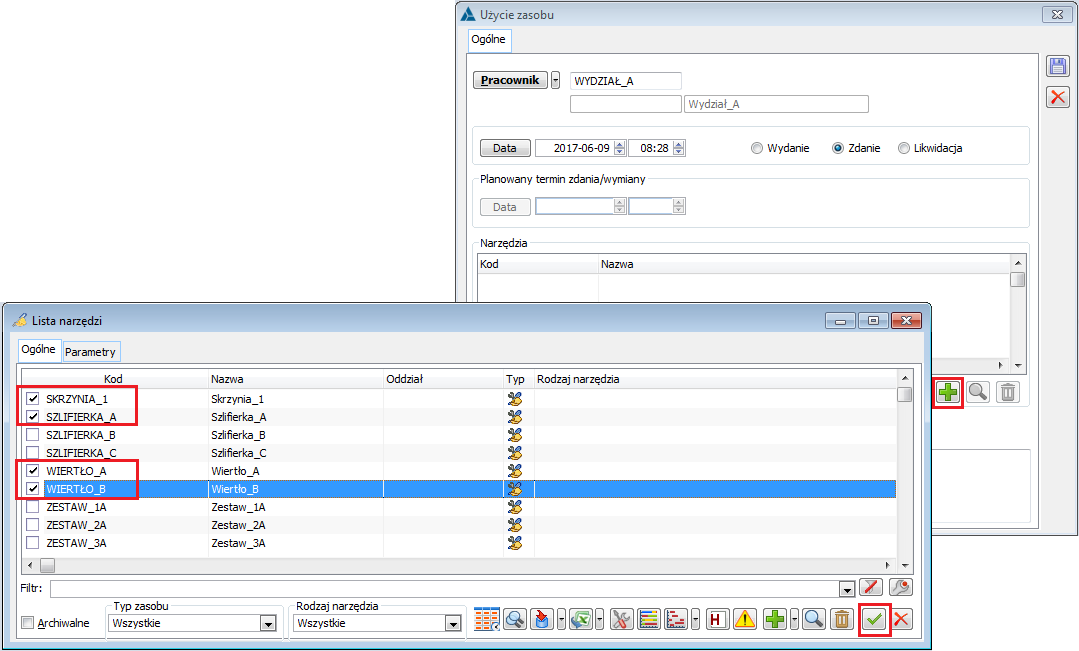
-
-
- Opcjonalnie ustawiamy status zdawanych narzędzi. (Domyślnym statusem dla zdania, jest status: W narzędziowni). Po zapisaniu zdania narzędzi, wybrany status ustawi się automatycznie na każdym, ze zdanych zasobów:
-
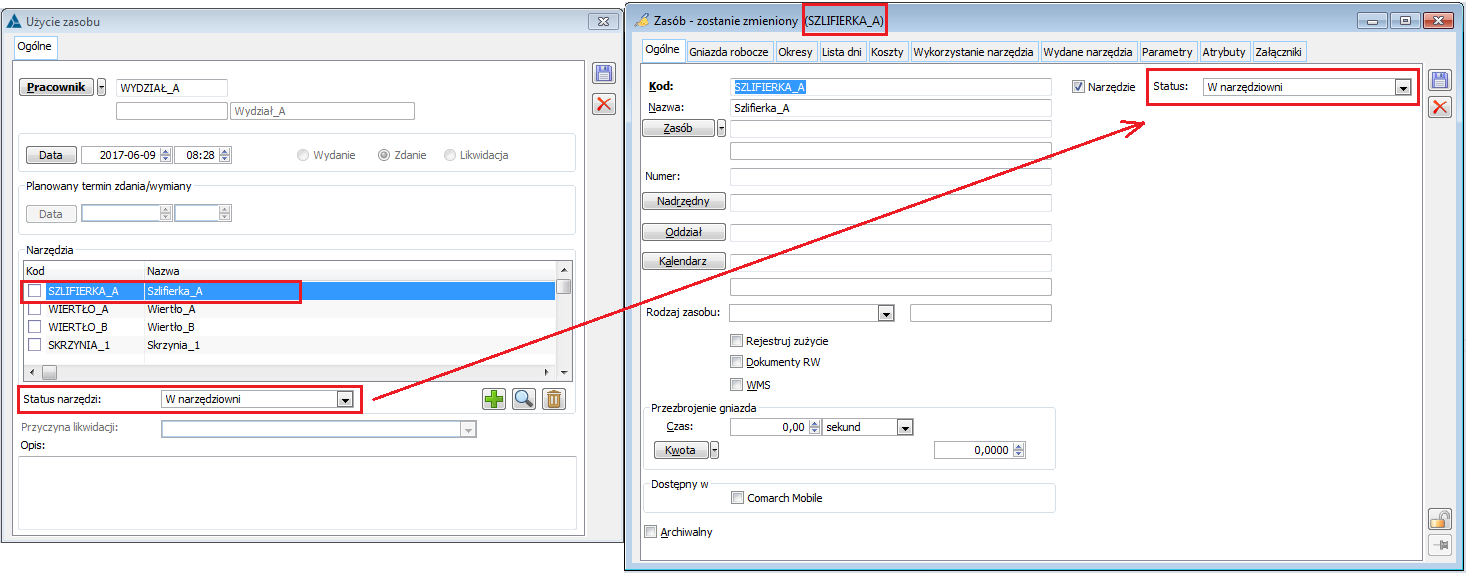
-
-
- Opcjonalnie uzupełniamy dodatkowy opis:
-
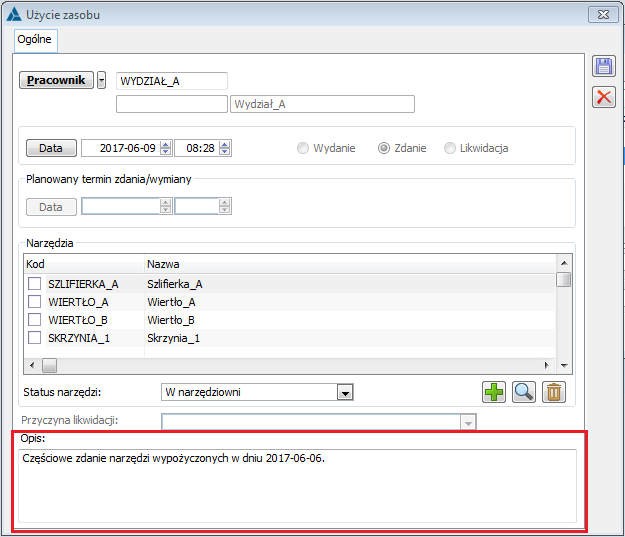
-
-
- Zapisujemy okno.[/sy_list]
-
Rejestrowanie likwidacji narzędzi
Zarejestrowanie likwidacji narzędzia nie powoduje automatycznie żadnych dodatkowych konsekwencji dla tego narzędzia w systemie. Nadal to narzędzie będzie można planować na zleceniach, jeśli, np. nie zostanie ono oznaczone jako archiwalne. Zarejestrowanie likwidacji jest tylko pewną dodatkową informacją zapisaną w systemie.
Za pomocą opcji  [Likwidacja narzędzi] lub
[Likwidacja narzędzi] lub  [Dodaj likwidację], otwierane jest nowe okno likwidacji:
[Dodaj likwidację], otwierane jest nowe okno likwidacji:

w którym:
-
-
- Wskazujemy osobę, która likwiduje narzędzia (analogicznie, jak w przypadku wydania/zdania- może to być pracownik- z listy pracowników, lub zasób produkcyjny- z listy zasobów produkcyjnych). Pole pracownik jest wymagane do wypełnienia w ww. oknie:
-
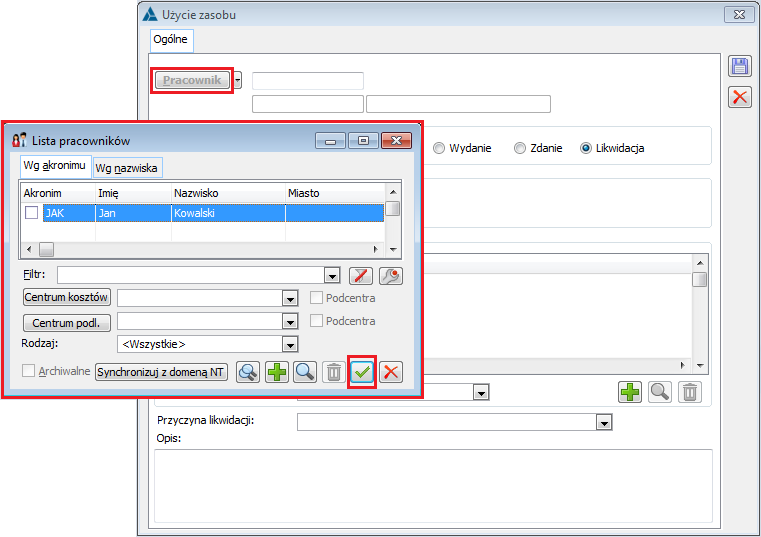
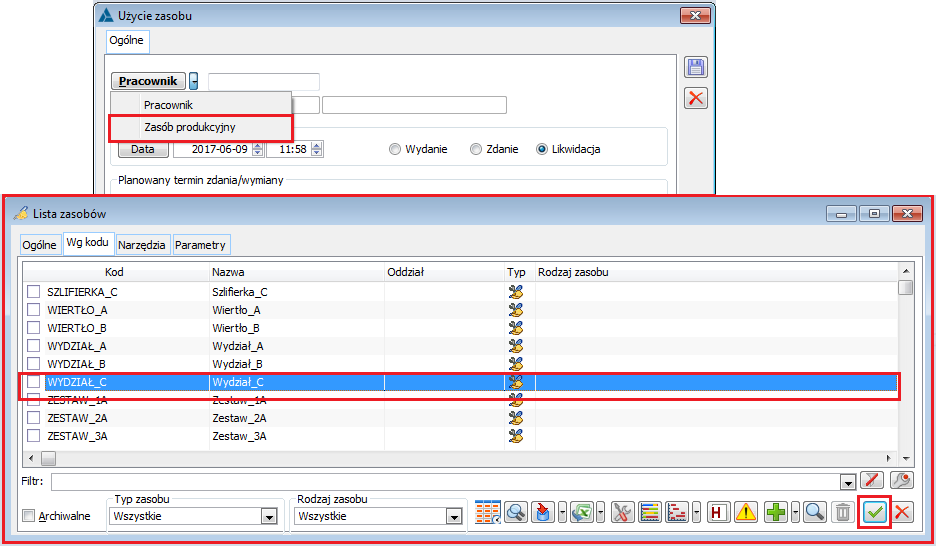
-
-
- Opcjonalnie modyfikujemy datę i godzinę likwidacji narzędzi. (Domyślnie ustawiana jest tutaj data i czas bieżący):
-
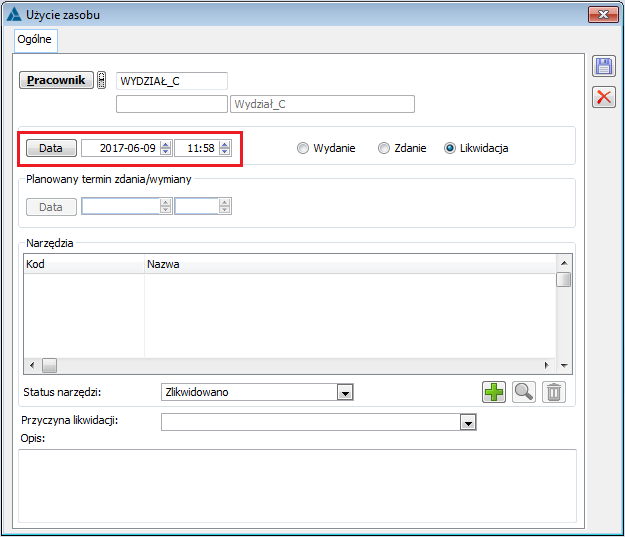
-
-
- Wybieramy narzędzia, które mają zostać zlikwidowane w ramach rejestrowanej likwidacji narzędzi
-
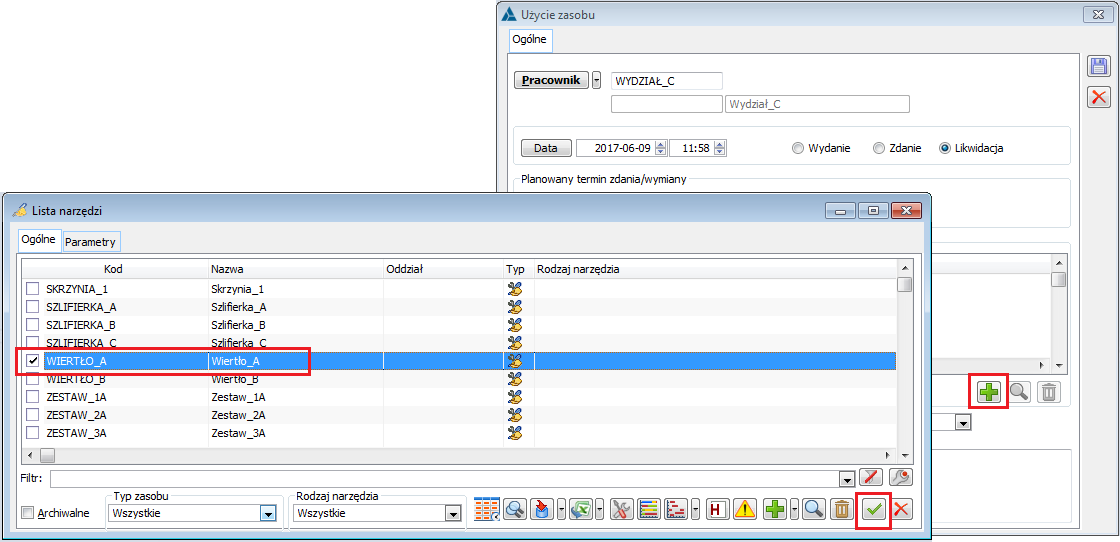
-
-
- Opcjonalnie ustawiamy status zdawanych narzędzi. (Domyślnym statusem dla likwidacji, jest status: Zlikwidowano). Po zapisaniu zdania narzędzi, wybrany status ustawi się automatycznie na każdym, ze zdanych zasobów
-
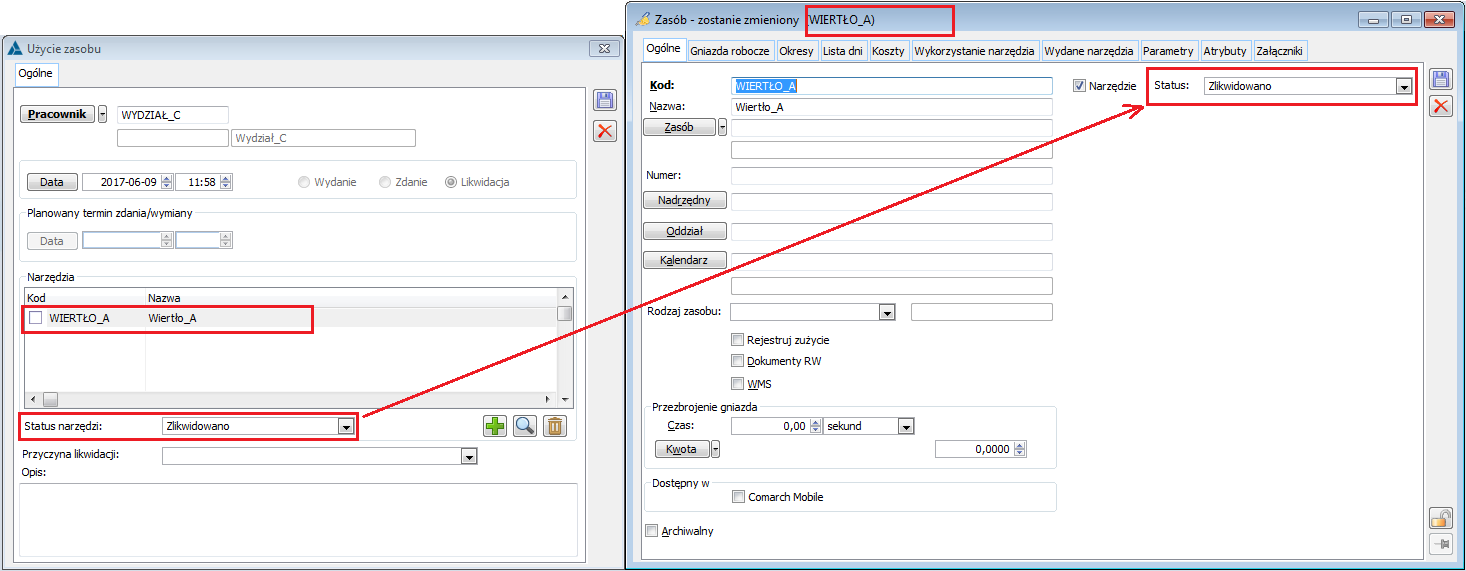
-
-
- Opcjonalnie uzupełniamy przyczynę likwidacji- wartości, możliwe do ustawienia w polu: Przyczyna likwidacji pobierane są ze słownika kategorii: Przyczyny likwidacji, dostępnego w gałęzi: Inne->Przyczyny likwidacji:
-
-
-
- Opcjonalnie uzupełniamy dodatkowy opis:
-
-
-
- Zapisujemy okno
-
Widoczność wydań, zdań i likwidacji na listach
Wydania, zdania i likwidacje poszczególnych narzędzi są widoczne w systemie na ogólnej liście wszystkich wydań i zdań narzędzi, a także na indywidualnej, dla każdego z narzędzi, liście wydań i zdań, oraz na odpowiednich listach wydań i zdań zarejestrowanych dla danego pracownika lub zasobu produkcyjnego.
Ogólna lista wydań i zdań narzędzi
Na liście wydań i zdań narzędzi, prezentowane są wszystkie wydania, zdania i likwidacje zarejestrowane w systemie.
Lista wydań i zdań konkretnego narzędzia- zakładka: Wykorzystanie narzędzia
Na zakładce: Wykorzystanie narzędzia, w oknie: Zasób, prezentowana jest historia wydań, zdań i likwidacji danego narzędzia. Analogiczny widok, dostępny jest na liście: Wykorzystanie narzędzia, uruchamianej kontekstowo dla poszczególnych narzędzi z poziomu listy zasobów produkcyjnych.
Lista wydań i zdań narzędzi, zarejestrowanych dla danego pracownika lub zasobu produkcyjnego- zakładka: Wydane narzędzia
Na zakładce: Wydane narzędzia, na karcie pracownika lub karcie zasobu produkcyjnego, widoczna jest lista wszystkich wydań, zdań i likwidacji, zarejestrowanych dla danego pracownika lub zasobu produkcyjnego, czyli lista tych akcji, które „wykonał” dany pracownik lub zasób produkcyjny.
Rejestrowanie zużycia narzędzi
Dla każdego narzędzia możliwe jest rejestrowanie jego zużycia. Aby tego dokonać, należy, na karcie narzędzia (zasobu produkcyjnego), na zakładce: Ogólne, zaznaczyć parametr: Rejestruj zużycie. Po zaznaczeniu ww. parametru, w oknie pojawi się nowa zakładka: Zużycie narzędzia.
Na tej zakładce dostępne są do wyboru różne sposoby naliczania zużycia dla narzędzia, a także parametry opisujące żywotność narzędzia, jak również umożliwiające wykonywanie w systemie pewnych dodatkowych akcji, powiązanych ze zużyciem narzędzia.
Zużycie narzędzia obliczane jako ilość wytworzonego wyrobu (produktu i/lub produktu ubocznego)
Jeśli dla danego narzędzia, zaznaczony zostanie sposób obliczania jego zużycia jako: Wg ilości wytworzonego wyrobu, będzie to oznaczało, że każda ilość wytworzonego, przy użyciu danego narzędzia, wyrobu gotowego (lub także produktu ubocznego) będzie rejestrowana jako odpowiednia ilość i odpowiedni procent zużycia narzędzia. Oznacza to, że jeśli dane narzędzie, znajdzie się na realizacji operacji, w ramach której wytwarzany jest produkt (lub wiele produktów), wówczas ilość tego produktu (suma ilości produktów), proporcjonalnie wyliczona wg czasu, w jakim dane narzędzie realizowało operację, zostanie zarejestrowana jako zużycie narzędzia.
Dla zaznaczonego sposobu zużycia narzędzia należy określić żywotność całkowitą danego narzędzia. W ww. przypadku jako żywotność całkowitą, należy podać ilość produktu, jaką maksymalnie może „wytworzyć” dane narzędzie.
Dla zaznaczonego sposobu zużycia narzędzia należy określić jego żywotność w jednym cyklu, co w ww. przypadku oznacza ilość produktu, jaką dane narzędzie może wytworzyć w jednym cyklu, po którym konieczne jest, np. wykonanie pewnych czynności „regenerujących” dane narzędzie (wymiana jakiejś części narzędzia, serwisowanie, przegląd, konserwacja, itd.)
Zużycie narzędzia obliczane jako ilość pobranego materiału (surowca i/lub materiału pomocniczego)
Jeśli dla danego narzędzia, zaznaczony zostanie sposób obliczania jego zużycia jako: Wg ilości pobranego materiału, będzie to oznaczało, że każda ilość pobranego, przy użyciu danego narzędzia, materiału (lub także materiału pomocniczego) będzie rejestrowana jako odpowiednia ilość i odpowiedni procent zużycia narzędzia. Oznacza to, że jeśli dane narzędzie, znajdzie się na realizacji operacji, w ramach której pobrano materiał, wówczas ilość tego materiału, proporcjonalnie wyliczona wg czasu, w jakim dane narzędzie realizowało operację, zostanie zarejestrowana jako zużycie narzędzia.
Dla zaznaczonego sposobu zużycia narzędzia należy określić żywotność całkowitą danego narzędzia. W ww. przypadku jako żywotność całkowitą, należy podać ilość materiału, jaką maksymalnie może „przetworzyć” dane narzędzie.
Dla zaznaczonego sposobu zużycia narzędzia należy również określić jego żywotność w jednym cyklu, co w ww. przypadku oznacza ilość materiału, jaką dane narzędzie może „przetworzyć” w jednym cyklu, po którym np. konieczne jest wykonanie pewnych czynności „regenerujących” dane narzędzie (wymiana jakiejś części narzędzia, serwisowanie, przegląd, konserwacja, itd.)
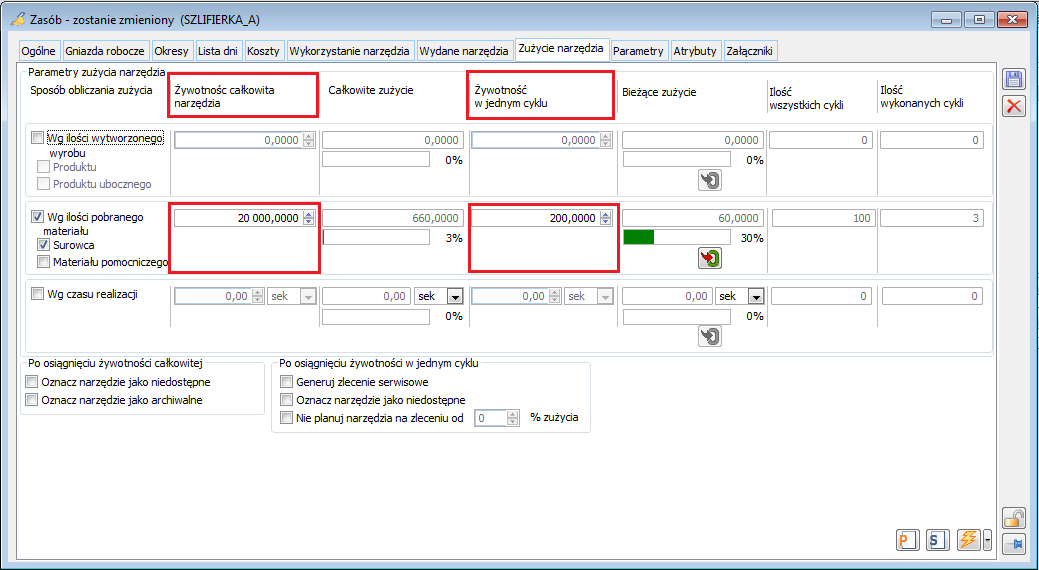
Zużycie narzędzia obliczane jako czas realizacji operacji
Jeśli dla danego narzędzia, zaznaczony zostanie sposób obliczania jego zużycia jako: Wg czasu realizacji, będzie to oznaczało, że czas realizacji operacji, w którym dane narzędzie wykonywało tą operację będzie rejestrowane jako zużycie narzędzia.
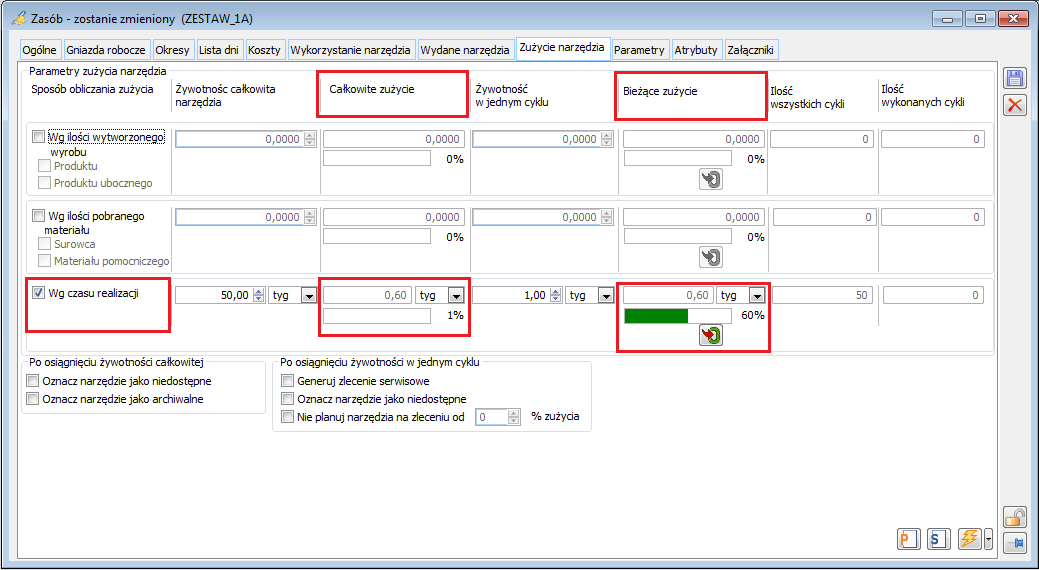
Analogicznie, jak dla innych sposobów obliczania zużycia narzędzi należy określić żywotność całkowitą narzędzia i żywotność w jednym cyklu.
Dla wszystkich ww. sposobów obliczania zużycia narzędzi dodatkowo, po osiągnięciu przez dane narzędzie takiego zużycia, które odpowiada żywotności w jednym cyklu, możliwe jest automatyczne wykonanie pewnych akcji w systemie, jak np. generowanie dokumentu ZSR lub rejestrowanie przestoju dla danego narzędzia. Aby, po osiągnięciu zużycia w jednym cyklu, w systemie wykonana została automatycznie któraś z ww. akcji, należy, w obszarze: Po osiągnięciu żywotności w jednym cyklu, zaznaczyć odpowiedni parametr:
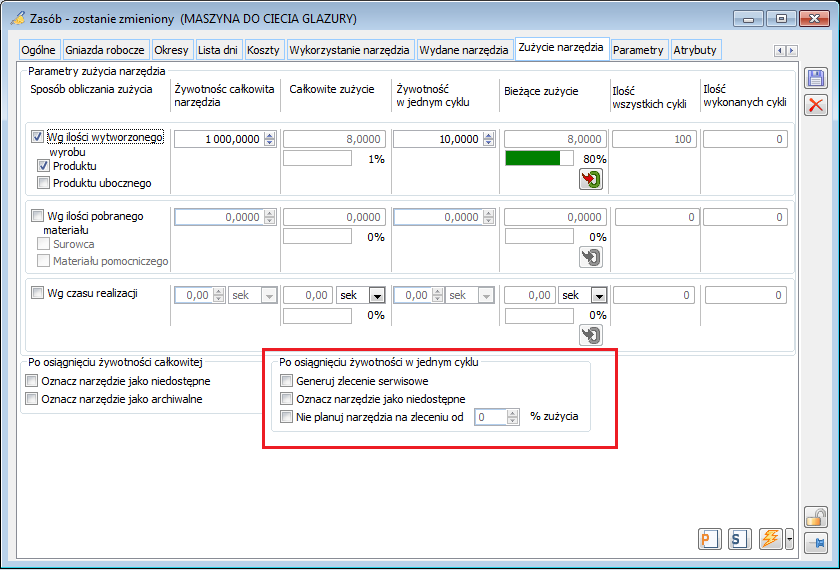
Generuj zlecenie serwisowe- po zaznaczeniu parametru, jeśli Bieżące zużycie osiągnie wartość równą żywotności w jednym cyklu, wówczas automatycznie dla danego narzędzia wygeneruje się w systemie dokument ZSR
Oznacz narzędzie jako niedostępne- po zaznaczeniu parametru, jeśli Bieżące zużycie osiągnie wartość równą żywotności w jednym cyklu, wówczas automatycznie dla danego narzędzia wygeneruje się w systemie przestój
Nie planuj narzędzia na zleceniu od [ ]% zużycia- po zaznaczeniu parametru, jeśli Bieżące zużycie osiągnie określony w ramach parametru % żywotności w jednym cyklu, wówczas dla tego narzędzia zostanie wygenerowany przestój i nie będzie ono dobierane podczas planowania zleceń.
Podobne do ww. akcji są możliwe do wykonania w systemie automatycznie w sytuacji, gdy dane narzędzie osiągnie żywotność całkowitą- odpowiednia parametryzacja znajduje się w obszarze: Po osiągnięciu żywotności całkowitej.
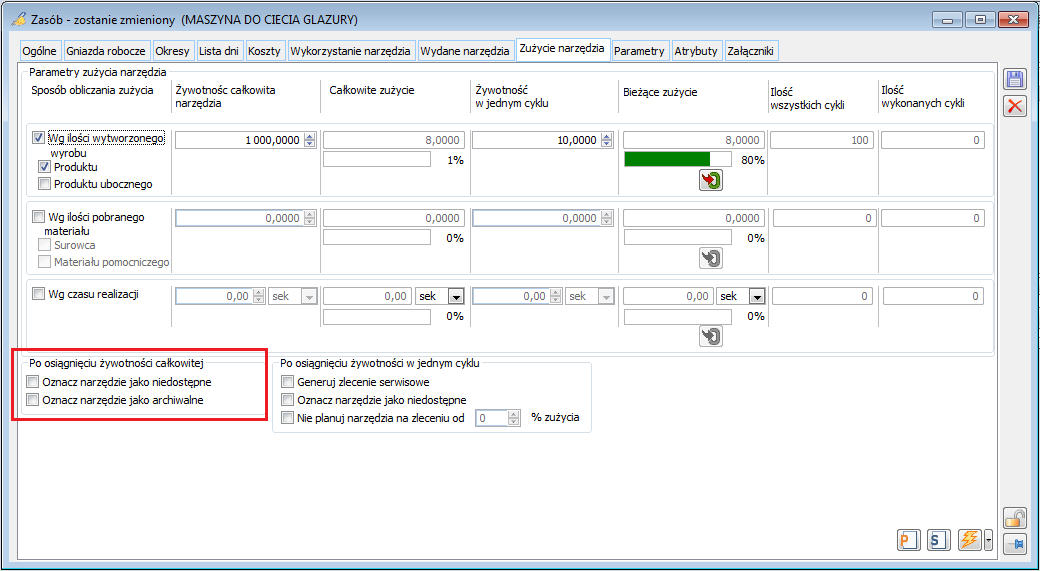
Oznacz narzędzie jako niedostępne- po zaznaczeniu parametru, jeśli Całkowite zużycie osiągnie wartość równą żywotności całkowitej, wówczas automatycznie dla danego narzędzia wygeneruje się w systemie przestój
Oznacz narzędzie jako archiwalne- po zaznaczeniu parametru, jeśli Całkowite zużycie osiągnie wartość równą żywotności całkowitej, wówczas automatycznie zostanie ono oznaczone jako archiwalne (Na karcie narzędzia (zasobu produkcyjnego) zaznaczony zostanie automatycznie parametr: Archiwalny).
Dodatkowo, dla narzędzi, dla których obliczane jest zużycie, można ręcznie wygenerować dokument ZSR lub ZP, na dowolnym etapie obliczania tego zużycia. W oknie: Zasób, na zakładce: Zużycie narzędzia, dostępne są opcje, za pomocą których można ręcznie wygenerować dokumenty ZP lub ZSR:
Pytania i przykłady
Czy można zaznaczyć parametr: Narzędzie, na wielu zasobach produkcyjnych jednocześnie?
Jeśli chcemy zaznaczyć parametr: Narzędzie, na wielu zasobach produkcyjnych, bez konieczności otwierania każdego okna zasobu osobno, można to zrobić za pośrednictwem okna: Edycja parametrów zasobów, poprzez przypisanie do wielu zasobów odpowiedniego ich rodzaju.
W oknie, Edycja parametrów zasobów, dodano pole: Rodzaj zasobu, za pomocą którego można przypisywać rodzaj do wielu zasobów produkcyjnych jednocześnie:
Z kolei na rodzaju zasobu, dodany został parametr: Dodaj do narzędziowni:
Zaznaczenie ww. parametru na rodzaju zasobu spowoduje, że zasób oznaczony tym rodzajem, będzie miał domyślnie zaznaczony parametr: Narzędzie
Jak zarejestrować zdanie narzędzi, bez konieczności wybierania narzędzi z listy narzędzi?
W systemie obsłużona została funkcjonalność rejestrowania zdania narzędzi na podstawie wydań. Jeśli zaznaczymy na liście wydań i zdań pozycje, które dotyczą akcji: Wydanie, i z poziomu tych zaznaczonych pozycji użyjemy funkcji: Dodaj zdanie, wówczas wszystkie zaznaczone pozycje przepiszą się do nowego okna zdania narzędzi. Dodatkowo, jeśli zaznaczone wydania były rejestrowane dla tej samej „Osoby” (Pracownika/Zasobu produkcyjnego), wówczas osoba ta zostanie uzupełniona automatycznie w oknie zdania narzędzi:
Czy można wyróżnić na liście wydań i zdań informacje o tych wydaniach, „dla których” nie zarejestrowano zdania narzędzi w odpowiednim terminie?
Na każdym wydaniu narzędzi można zaznaczyć w obszarze: Planowany termin zdania/wymiany, parametr: Informuj po przekroczeniu. Po zaznaczeniu tego parametru, dla tych wydań, po których nie zarejestrowano zdania narzędzi do terminu określonego, jako planowany termin zdania/wymiany, data planowanego terminu zdania/wymiany będzie prezentowana, na liście wydań i zdań, w kolorze czerwonym:
Czy w systemie zapisywana jest historia wydań i zdań dla konkretnego narzędzia?
Historia użycia danego narzędzia jest jak dotychczas prezentowana na kontekstowo otwieranej liście: Lista wydań i zdań narzędzia, jak również na zakładce: Wykorzystanie narzędzia, w oknie: Zasób:
Czy w systemie zapisywana jest historia wydań, zdań, likwidacji narzędzi, wykonanych przez konkretnego pracownika lub zasób produkcyjny?
Historię wydań, zdań i likwidacji poszczególnych narzędzi, wykonanych przez konkretnego pracownika lub konkretny zasób produkcyjny, można zobaczyć z poziomu karty tego pracownika/zasobu produkcyjnego, z zakładki: Wydane narzędzia:
Przykład konfiguracji i naliczania zużycia narzędzia wg ilości wytworzonego wyrobu
Dla narzędzia „WIERTŁO_A” zaznaczono parametr: Rejestruj zużycie:
Na zakładce: Zużycie narzędzia, zaznaczono parametr: Sposób obliczania zużycia: Wg ilości wytworzonego wyrobu:

Określono Żywotność całkowitą jako 1000 oraz Żywotność w jednym cyklu jako 10 dla narzędzia, co oznacza, że za pomocą narzędzia można ogólnie wytworzyć 1000 szt. produktu, natomiast w czasie trwania jednego cyklu, za pomocą narzędzia można wytworzyć 10 szt. produktu:
Następnie uruchomiono realizację operacji, do której przypisany jest zasób produkcyjny: WIERTŁO_A i w ramach tej realizacji operacji wytwarzany jest produkt P1 w ilości 9 szt.:
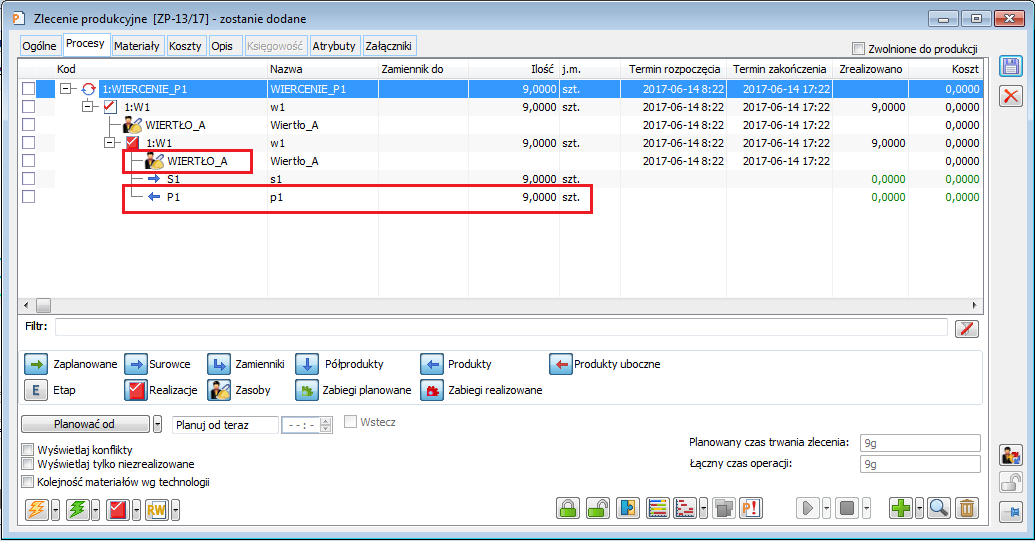
Po zapisaniu ww. realizacji operacji, na karcie zasobu produkcyjnego: WIERTŁO_A, na zakładce: Zużycie narzędzia, w polach: Całkowite zużycie i Bieżące zużycie, zapisane zostało zużycie wynikające z wytworzonej, w ramach ww. realizacji operacji, ilości produktu P1:
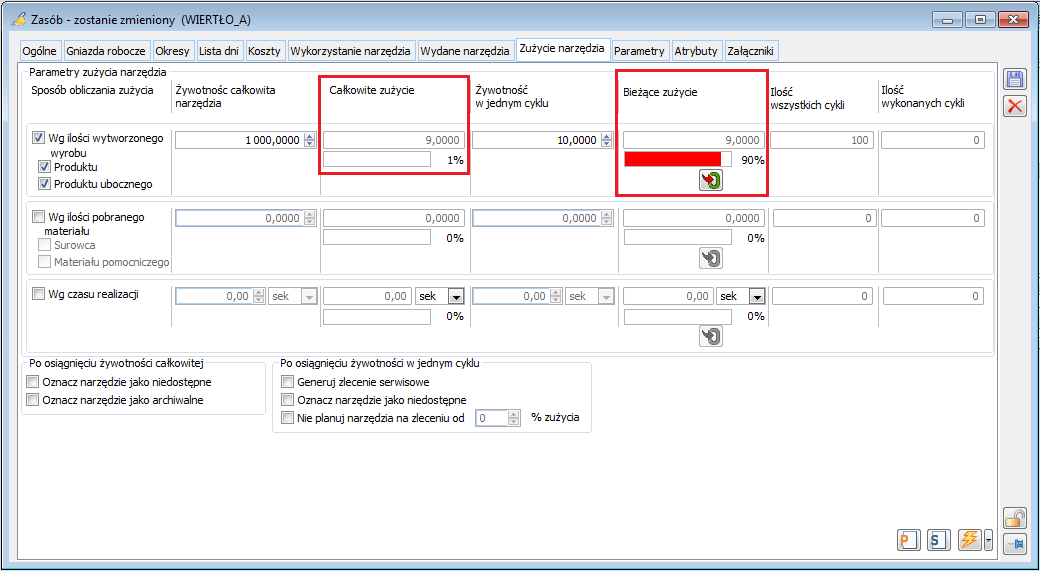
Kolejno zarejestrowano następny dokument ZP, w ramach którego wykonana została realizacja operacji, w której brał udział zasób produkcyjny- narzędzie: WIERTŁO_A, i w ramach której wytworzono produkt P2 w ilości 8 szt.:
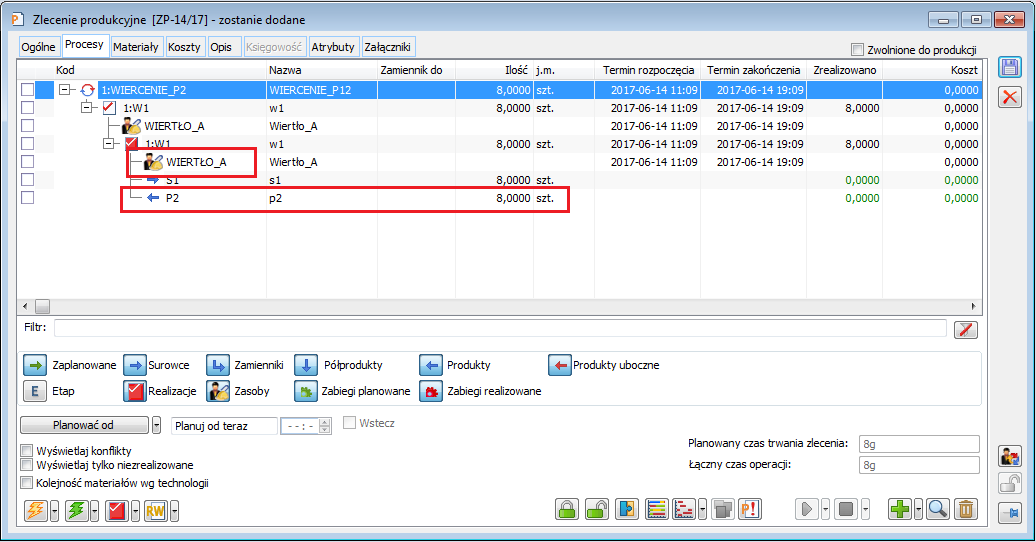
Po zapisaniu ww. realizacji operacji, na karcie zasobu produkcyjnego: WIERTŁO_A, na zakładce: Zużycie narzędzia, w polach: Całkowite zużycie i Bieżące zużycie, zapisane zostało zużycie wynikające z wytworzonej, w ramach ww. realizacji operacji, ilości produktu P2, a także zapisana została odpowiednia ilość wykonanych cykli. Do całkowitego zużycia dodana została ilość 8, natomiast bieżące zużycie liczone w ramach pierwszego cyklu zostało wyzerowane dlatego, że pierwszy cykl został wykonany (9+1 = żywotność w 1 cyklu), a ponieważ ilość wytworzonego produktu P2 wynosi 8, to rozpoczął się kolejny cykl, w ramach którego bieżące zużycie narzędzia wynosi już 7:
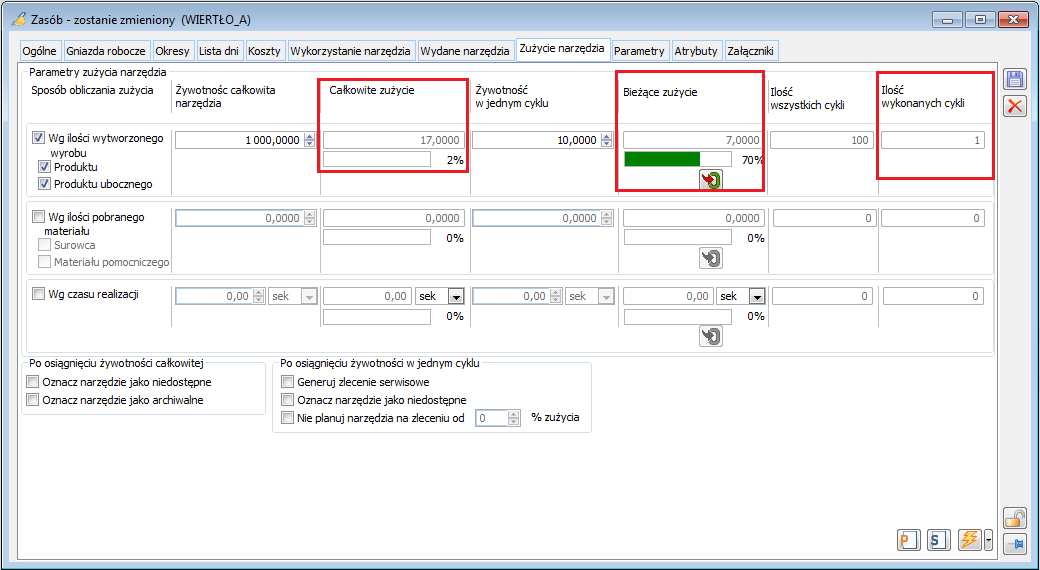
Po wykonaniu każdego pełnego cyklu, zużycie bieżące narzędzia liczone jest od nowa. Jeśli zużycie bieżące osiągnie 100%, wówczas naliczany jest wykonany cykl.
Jak automatycznie wygenerować dokument ZSR dla danego narzędzia, po wykonaniu każdego pełnego cyklu?
Jeśli po wykonaniu każdego cyklu dane narzędzie jest serwisowane, można tak skonfigurować system, by w odpowiedniej chwili automatycznie generował zlecenie serwisowe dla narzędzia.
Aby wywołać automatyczne generowanie dokumentu ZSR, dla narzędzia, za każdym razem, gdy narzędzie osiągnie żywotność w jednym cyklu, tzn. podczas naliczania kolejnego cyklu/gdy dane narzędzie osiągnie 100% bieżącego zużycia, należy na zakładce: Zużycie narzędzia, w obszarze: Po osiągnięciu żywotności w jednym cyklu, zaznaczyć parametr: Generuj zlecenie serwisowe. Po zaznaczeniu tego parametru automatycznie zaznacza się parametr: Oznacz narzędzie jako niedostępne, w tym samym obszarze (Jeśli chcemy, by wraz z generowaniem dokumentu ZSR, dla danego narzędzia rejestrowany był w systemie przestój dla tego narzędzia, wówczas pozostawiamy zaznaczony parametr: Oznacz narzędzie jako niedostępne):

Przy ww. konfiguracji, jeśli na realizacji operacji, na której znajduje się narzędzie: WIERTŁO_A, dodany zostanie produkt w ilości >=3, wówczas narzędzie osiągnie żywotność w jednym cyklu, co spowoduje automatyczne wygenerowanie dokumentu ZSR i przestoju dla narzędzia.
Przykładowo, narzędzie: WIERTŁO_A, zostało dodane na realizację operacji, w ramach której wytwarzany jest produkt P1 w ilości 4 szt.:
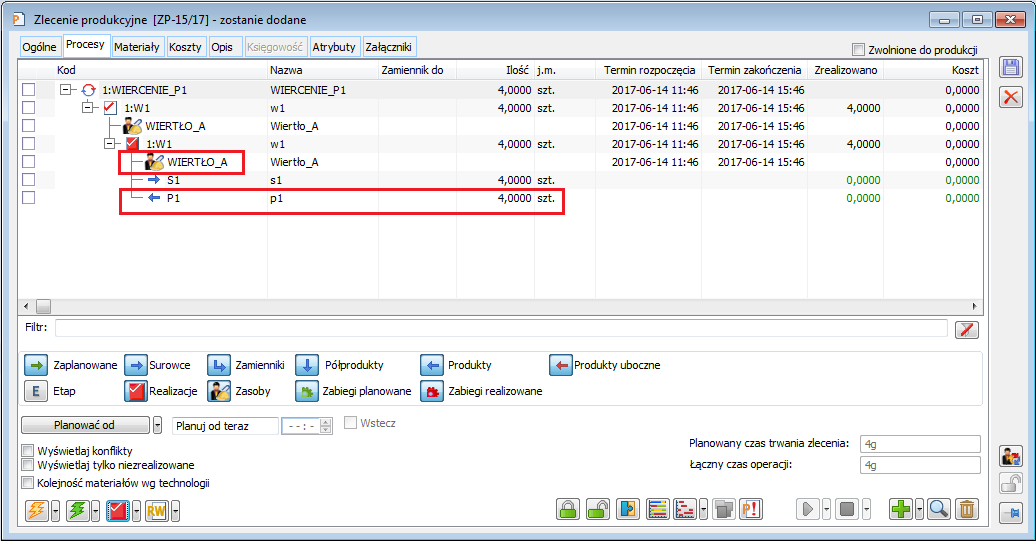
W wyniku zapisania ww. realizacji, narzędzie: WIERTŁO_A osiągnęło żywotność w jednym cyklu - przed zapisaniem ww. realizacji, bieżące zużycie wynosiło 70%, a po zapisaniu tej realizacji, bieżące zużycie osiągnęło 100%, wykonany został kolejny cykl i naliczanie bieżącego zużycia rozpoczęło się od nowa:
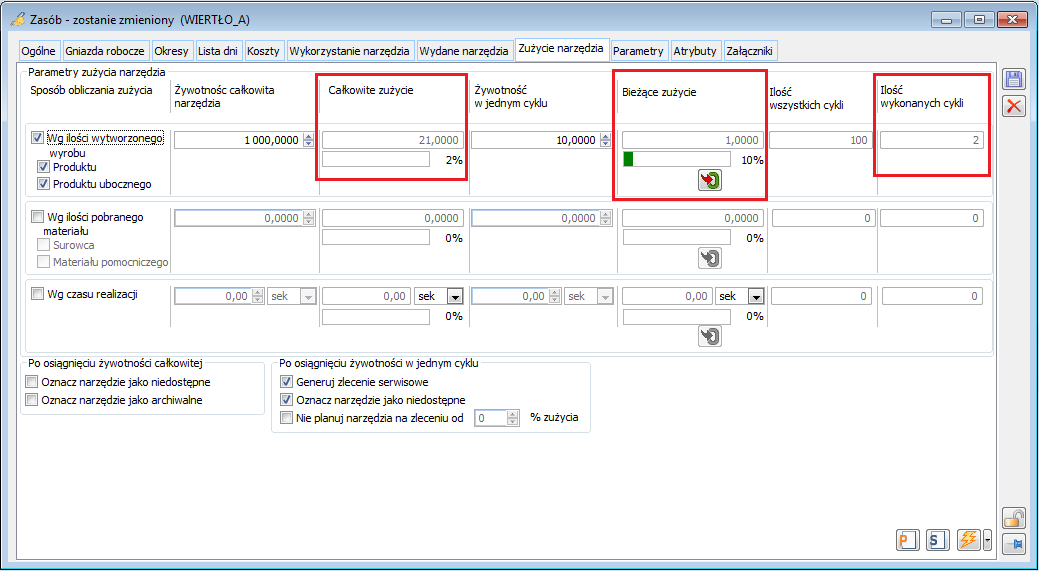
Dla narzędzia: WIERTŁO_A automatycznie zostało zarejestrowane w systemie zlecenie serwisowe oraz przestój:
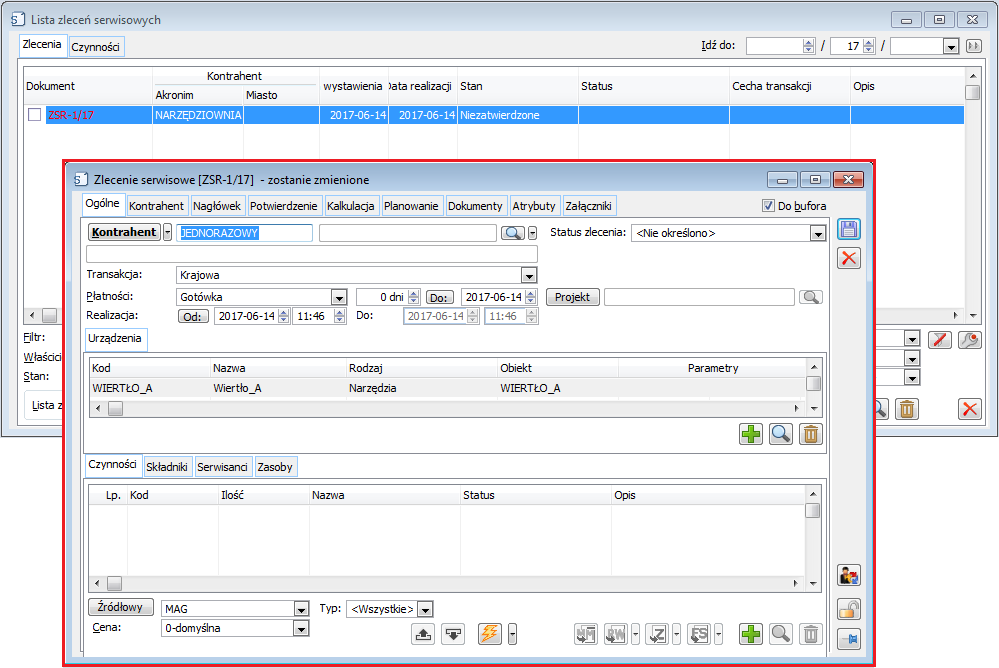
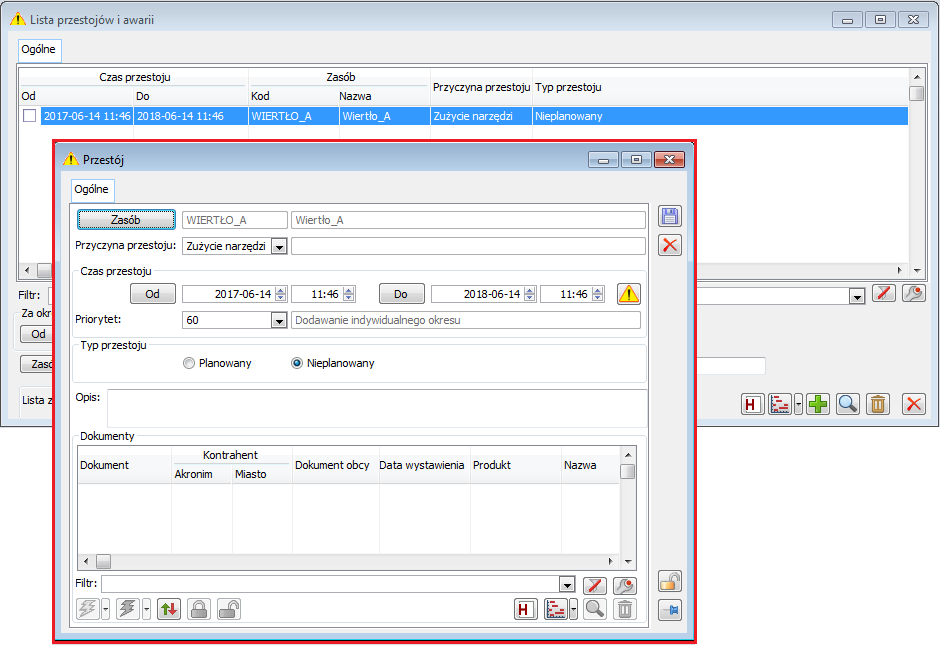
Jak obliczane jest zużycie narzędzia, gdy nie jest ono jedynym zasobem produkcyjnym na danej realizacji operacji?
Jeśli na realizacji operacji znajduje się wiele zasobów, wówczas zużycie, wyliczane jest proporcjonalnie wg czasu, w jakim dane narzędzie uczestniczyło w realizacji operacji.
Dla narzędzi: ZESTAW_2A i ZESTAW_3A rejestrowane jest zużycie wg ilości wytworzonego wyrobu. Ww. narzędzia zostały dodane do realizacji operacji, w ramach której wytworzono 10 szt. wyrobu P1, jednak narzędzia podczas realizacji danej operacji nie były wykorzystywane równocześnie: Narzędzie: ZESTAW_3A „realizowało operację” w terminie: 2017-06-17 8:34 do 2017-06-17 23:59 Narzędzie: ZESTAW_2A „realizowało operację” w terminach: 2017-06-19 0:00 do 2017_06-24 8:34 i 2017-06-26 0:00 do 2017-06-29 8:34 Zużycie ww. narzędzi zostało obliczone proporcjonalnie wg czasów realizacji operacji, w jakich brały udział te narzędzia: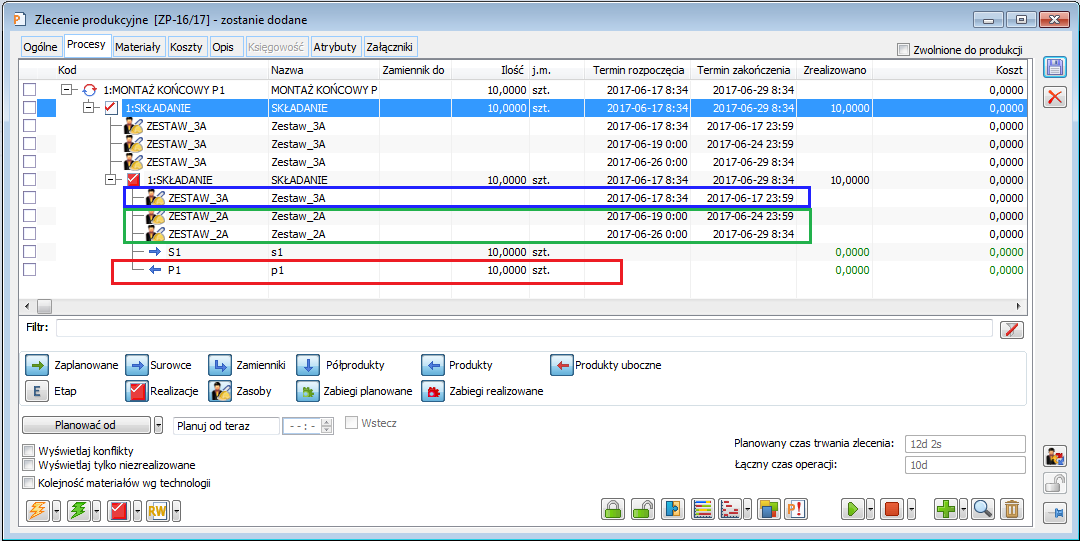
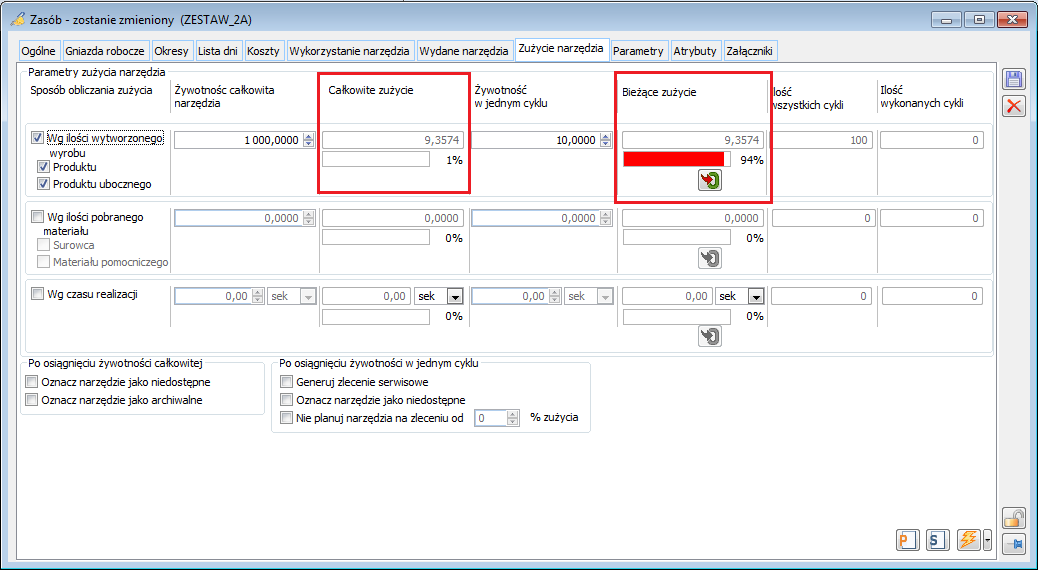
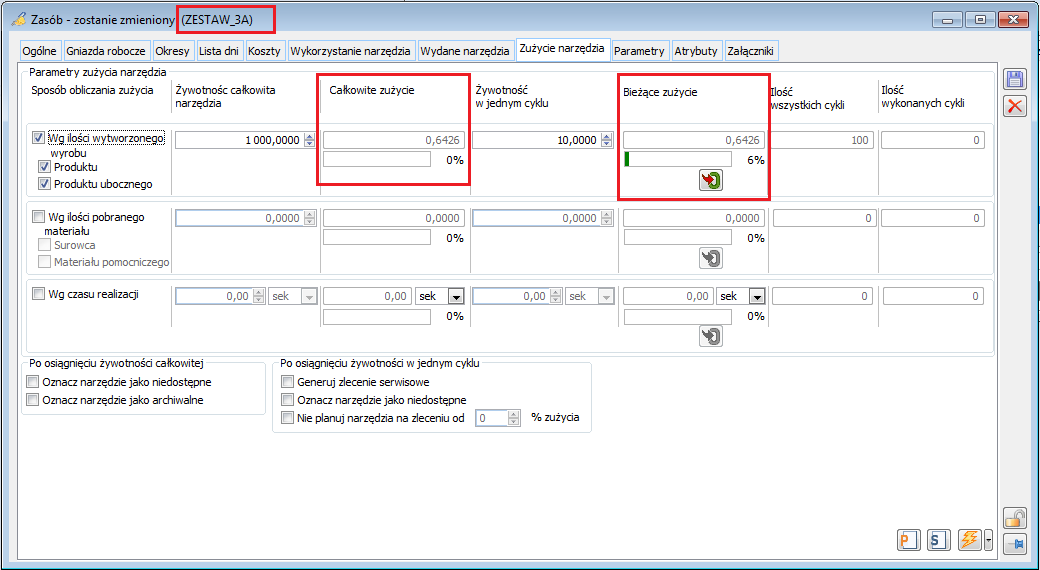
Przykład konfiguracji i obliczania zużycia danego narzędzia wg ilości pobranego materiału
Dla narzędzia „PIŁA RĘCZNA_1” zaznaczono parametr: Rejestruj zużycie:
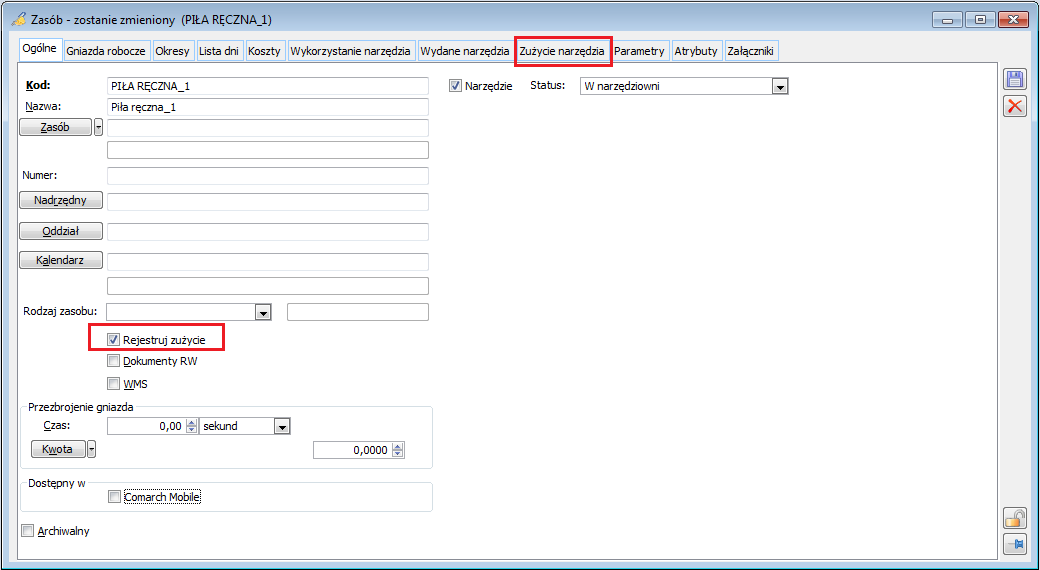
Na zakładce: Zużycie narzędzia, zaznaczono parametr: Sposób obliczania zużycia: Wg ilości pobranego materiału:
Określono Żywotność całkowitą jako 1000 oraz Żywotność w jednym cyklu jako 10 dla narzędzia, co oznacza, że narzędzie może „przetworzyć” ogólnie 1000 szt. materiału, natomiast w czasie trwania jednego cyklu, za pomocą narzędzia można „przetworzyć” 10 szt. materiału:

Następnie uruchomiono realizację operacji, do której przypisany jest zasób produkcyjny: PIŁA RĘCZNA_1 i w ramach tej realizacji operacji pobrano 15 szt. materiału: METAL1 i 30 szt. materiału: METAL2, czyli łącznie narzędzie „przetworzyło” 45 szt. materiału:
Po zapisaniu ww. realizacji operacji, na karcie zasobu produkcyjnego: PIŁA RĘCZNA_1, na zakładce: Zużycie narzędzia, w polach: Całkowite zużycie i Bieżące zużycie, zapisane zostało zużycie wynikające z „przetworzonej”, w ramach ww. realizacji operacji, ilości materiału, a także zapisana została ilość pełnych wykonanych cykli:
Przykład konfiguracji i obliczania zużycie danego narzędzia wg czasu realizacji
Dla narzędzia „LASER” zaznaczono parametr: Rejestruj zużycie:
Na zakładce: Zużycie narzędzia, zaznaczono parametr: Sposób obliczania zużycia: Wg czasu realizacji:
Określono Żywotność całkowitą jako 156 tygodni oraz Żywotność w jednym cyklu jako 31 godzin dla narzędzia:
Następnie uruchomiono realizację operacji, do której przypisany jest zasób produkcyjny: LASER. Realizacja ta trwała 1 tydzień:

Po zapisaniu ww. realizacji operacji, na karcie zasobu produkcyjnego: LASER, na zakładce: Zużycie narzędzia, w polach: Całkowite zużycie i Bieżące zużycie, zapisane zostało zużycie wynikające czasu trwania ww. realizacji operacji. Zarejestrowano także ilość wykonanych cykli:
Czy możliwe jest jednoczesne naliczanie zużycia, wg różnych sposobów, dla jednego narzędzia?
Da jednego narzędzia można włączyć obliczanie zużycia wg wszystkich dostępnych sposobów, jednak, aby nie komplikować monitorowania tego zużycia, zaleca się włączanie jednego sposobu naliczania zużycia, dla jednego narzędzia.
Czy dostępna jest w systemie zbiorcza lista zużycia wszystkich narzędzi, dla których rejestrowane jest zużycie?
Zbiorczą listę, na której prezentowane jest zużycie każdego narzędzia, dla którego włączono rejestrację zużycia, można otworzyć, z poziomu głównego menu, w obszarze: Narzędziownia, za pomocą opcji: Zużycie narzędzi:
Jaka jest zasada dobierania kolorów do prezentacji graficznej procentowego zużycia narzędzi?
Domyślnie dla każdego narzędzia przyjęto, że do 80% zużycia, zarówno bieżącego, jak i całkowitego, pasek zużycia będzie wyświetlany w kolorze zielonym, a powyżej 80%- w kolorze czerwonym.
Zarówno ustalony próg 80%, jak i kolorystykę pasków można zmienić, poprzez ustawienie na narzędziu odpowiedniego rodzaju zasobu, na którym określony zostanie dowolny kolor, a także próg jego obowiązywania.
Narzędzie: PIŁA RĘCZNA_1 oznaczono rodzajem: „Piły do metalu”: Z kolei na rodzaju: Piły do metalu, w słowniku kategorii, ustawiono odpowiednie progi i kolorystykę dla prezentacji bieżącego i całkowitego zużycia: Przy ww. ustawieniach, prezentacja zużycia dla narzędzia: PIŁA RĘCZNA_1, jest następująca:

XL158 - Generowanie RW nagłówkowego
Generowanie RW nagłówkowego dla zlecenia
W systemie wprowadzono możliwość generowania dokumentów RW nagłówkowych dla zleceń produkcyjnych. Funkcjonalność polega na generowaniu standardowego dokumentu RW do wybranych zleceń produkcyjnych bez konieczności wcześniejszego zaplanowania operacji na tych zleceniach. Dokumenty RW nagłówkowe są domyślnie tworzone jako puste (bez elementów) z możliwością dodawanie do nich dowolnych materiałów. Automatyczne wiązanie elementów dokumentów RW nagłówkowych z materiałami ZP będzie się mogło odbywać, przy zaznaczonym parametrze Automatyczne wiązanie RW z materiałami podczas realizacji operacji, podczas wykonywania/kończenia realizacji operacji lub będzie można powiązać odpowiednie pozycje ręcznie. Aby włączyć w systemie możliwość generowania dokumentów RW nagłówkowych należy zaznaczyć parametr Generowanie RW nagłówkowego, znajdujący się w oknie Edycja struktury firmy, na zakładce [Produkcja 2]:
 , za pomocą którego można generować dokumenty RW nagłówkowe do zlecenia.
, za pomocą którego można generować dokumenty RW nagłówkowe do zlecenia.
 udostępniono pop-up menu z opcjami generowania RW nagłówkowego dla zlecenia oraz wiązania zaznaczonych ZP z dokumentami RW, wybranymi z listy dokumentów RW. (Dokument RW nagłówkowy może stanowić każdy dokument RW, który zostanie związany „nagłówkowo” z ZP).
udostępniono pop-up menu z opcjami generowania RW nagłówkowego dla zlecenia oraz wiązania zaznaczonych ZP z dokumentami RW, wybranymi z listy dokumentów RW. (Dokument RW nagłówkowy może stanowić każdy dokument RW, który zostanie związany „nagłówkowo” z ZP).
 - opcja korekty ilościowej RW- domyślnie korekta będzie wykonywana na niezwiązane z materiałami ZP ilości, znajdujące się na RW
- opcja korekty ilościowej RW- domyślnie korekta będzie wykonywana na niezwiązane z materiałami ZP ilości, znajdujące się na RW
 - opcja wiązania dowolnego RW (wybieranego z listy RW) z „nagłówkiem” danego dokumentu ZP – za pomocą opcji otwierana jest lista dokumentów RW w trybie do wyboru i możliwie jest przypisanie zaznaczonych RW do danego ZP
- opcja wiązania dowolnego RW (wybieranego z listy RW) z „nagłówkiem” danego dokumentu ZP – za pomocą opcji otwierana jest lista dokumentów RW w trybie do wyboru i możliwie jest przypisanie zaznaczonych RW do danego ZP
 - opcja odpinania RW od „nagłówka” ZP- za pomocą opcji można odpiąć dokument RW od ZP, ale nie od materiałów tego ZP. Jeśli RW powiązany jest również z materiałami na zleceniu, to po użyciu opcji, powiązanie z materiałami pozostanie i można je będzie usunąć standardowo ręcznie z poziomu danego materiału na realizacji operacji
- opcja odpinania RW od „nagłówka” ZP- za pomocą opcji można odpiąć dokument RW od ZP, ale nie od materiałów tego ZP. Jeśli RW powiązany jest również z materiałami na zleceniu, to po użyciu opcji, powiązanie z materiałami pozostanie i można je będzie usunąć standardowo ręcznie z poziomu danego materiału na realizacji operacji
 - opcja generowania dokumentu RW nagłówkowego dla zlecenia
- opcja generowania dokumentu RW nagłówkowego dla zlecenia
 - opcja otwierania w trybie do edycji/podglądu dokumentu RW
- opcja otwierania w trybie do edycji/podglądu dokumentu RW
 - opcja usuwania dokumentu RW w buforze
- opcja usuwania dokumentu RW w buforze
Wiązanie RW nagłówkowego z materiałami na zleceniu
Automatyczne wiązanie RW nagłówkowego z materiałami podczas rejestrowania realizacji operacji
Udostępniono funkcjonalność automatycznego wiązania dokumentu RW nagłówkowego z materiałami zlecenia podczas wykonywania lub kończenia realizacji operacji. W oknie Edycja struktury firmy, dodany został parametr Automatyczne wiązanie RW z materiałami podczas realizacji operacji
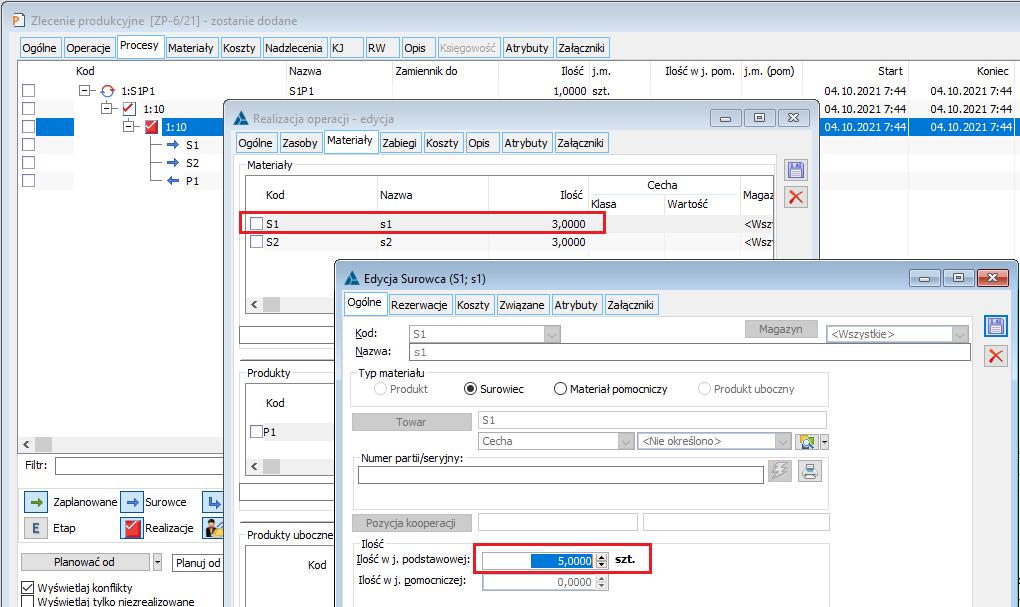
Ręczne wiązanie RW nagłówkowego z materiałami na realizacji operacji po wykonaniu realizacji
W przypadkach, gdy automatycznie wiązanie RW nagłówkowego nie będzie uruchamiane, będzie można wykonać ręczne wiązanie RW nagłówkowego z materiałami realizacji. Można będzie to zrobić:-
-
- Za pomocą dotychczasowych opcji:
-
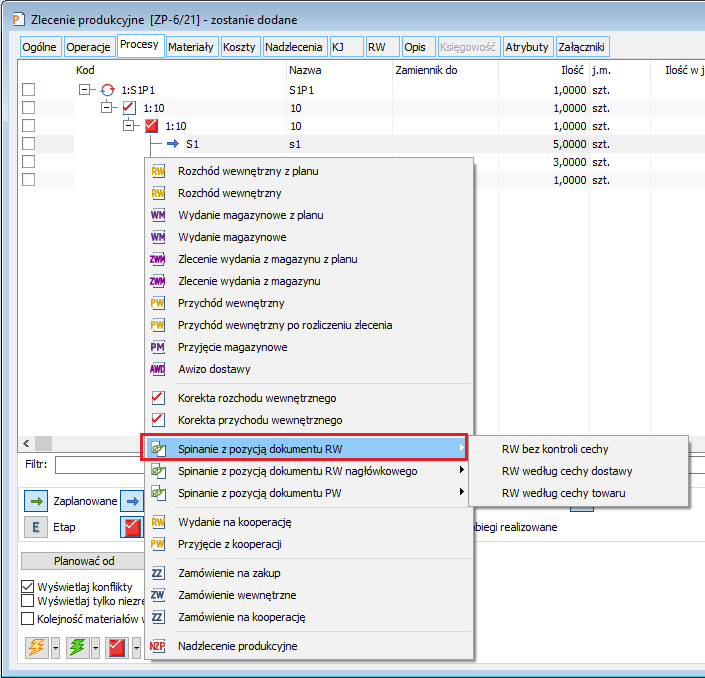
-
-
- Za pomocą nowej opcji automatycznego wiązania materiałów z dokumentami RW nagłówkowymi:
-
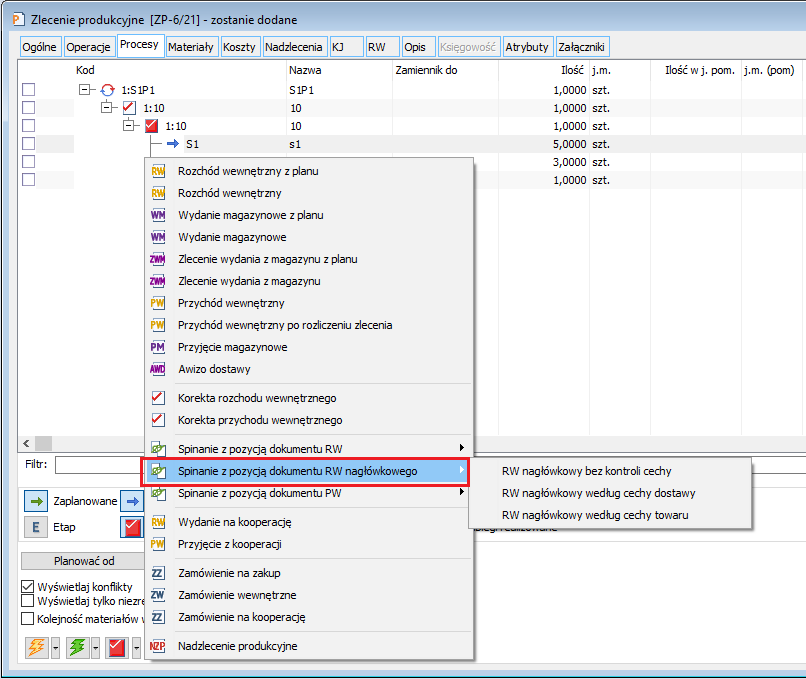
-
-
- Na liście ZP
- Na dokumencie ZP
- Na dokumencie NZP
-
Automatyczna redukcja niezwiązanej z dokumentami RW/PW ilości materiałów/produktów
Za pomocą nowych funkcji można automatycznie zmniejszać ilość materiału lub produktu, znajdującego się na realizacjach operacji na danym zleceniu do takiej, jaka została spięta z dokumentami RW/PW. Nowe opcje są dostępne w pop-up menu obok ikonki , znajdującej się na liście ZP oraz na ZP i NZP.
, znajdującej się na liście ZP oraz na ZP i NZP.
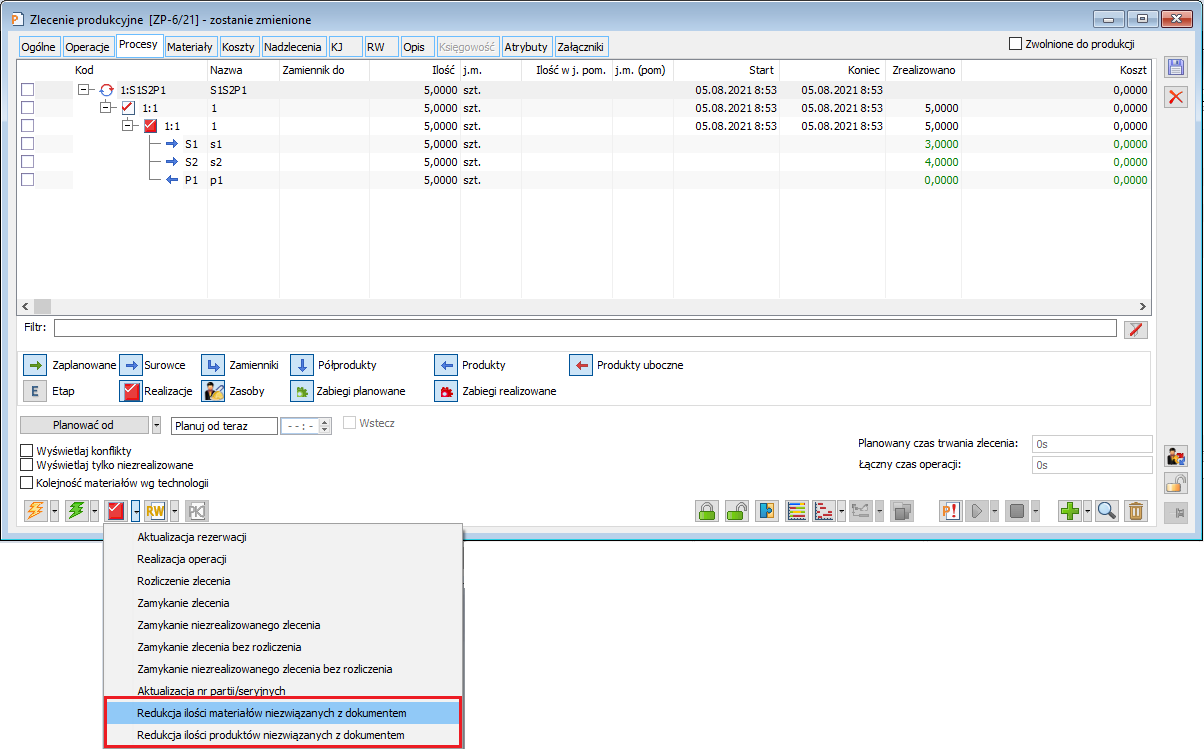
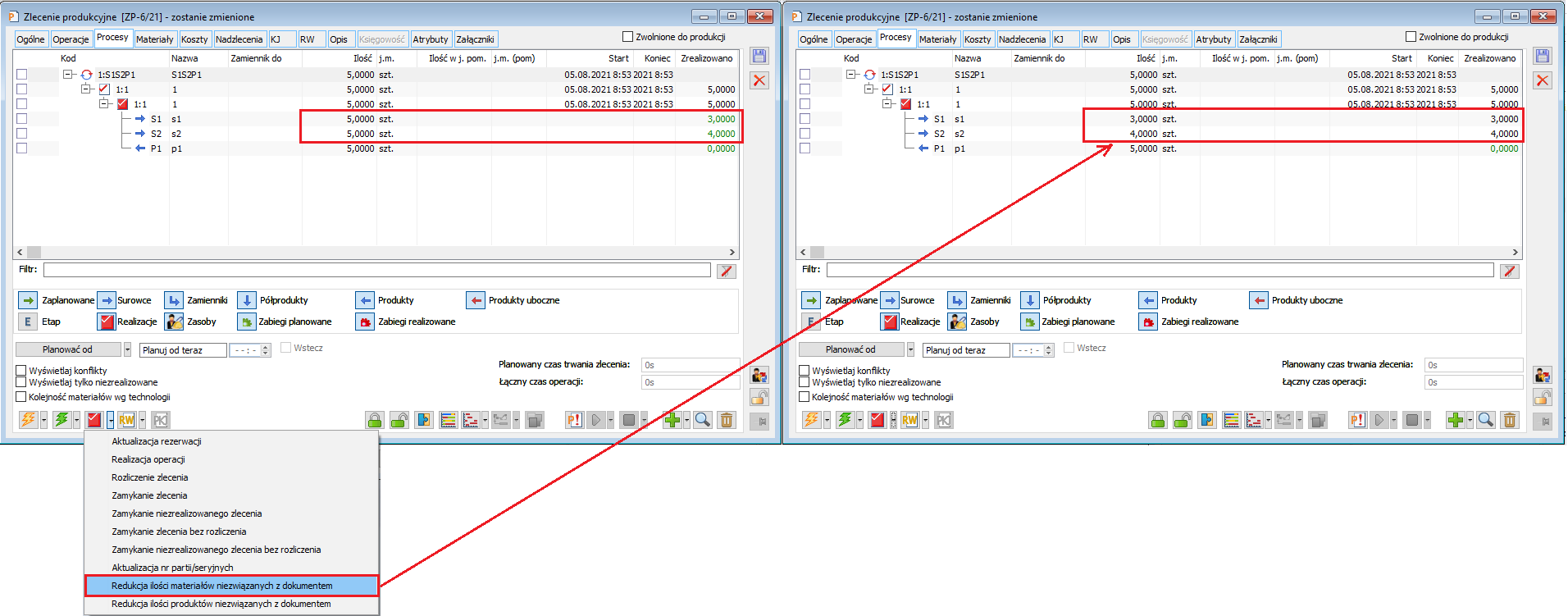
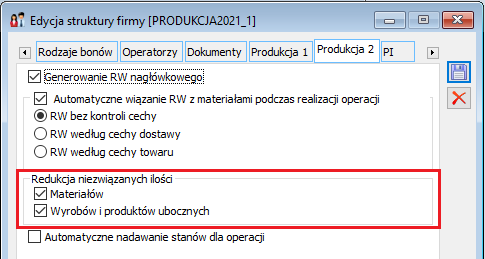
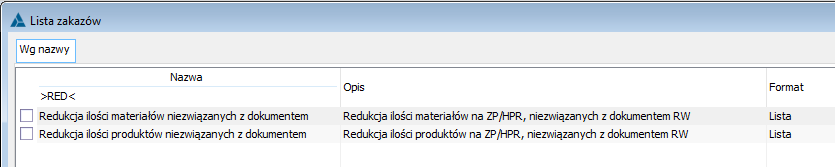
Generowanie RW nagłówkowego w Comarch MES
Przy zaznaczonym, na karcie Operatora, parametrze: Generowanie RW nagłówkowego, możliwe będzie generowanie dokumentów RW nagłówkowych z poziomu aplikacji MES.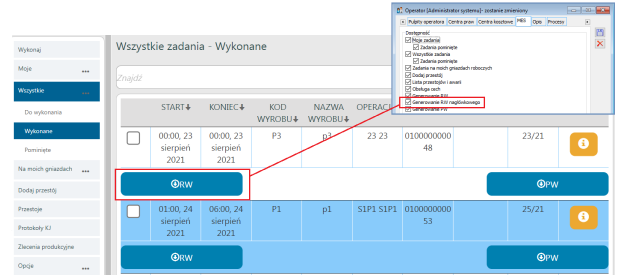
Generowanie dokumentów RW nagłówkowego z listy operacji do wykonania
Aby wygenerować dokument RW nagłówkowy z poziomu listy operacji do wykonania, należy:-
-
- Nacisnąć przycisk [RW] umieszczony pod wybraną operacją lub
- Zaznaczyć operacje, do których chcemy wygenerować dokument, a następnie wybrać opcję generowania dokumentu RW, znajdującą się w menu bocznym.
-
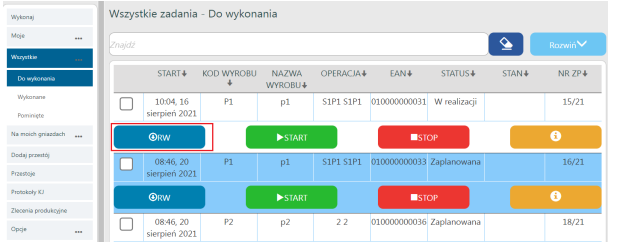
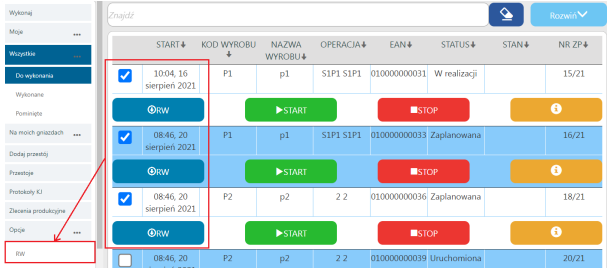
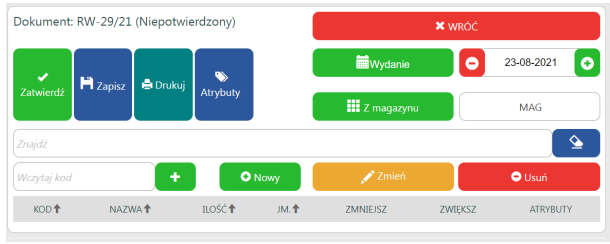
 - za pomocą opcji można wyjść z okna dokumentu RW bez zapisywania zmian.
- za pomocą opcji można wyjść z okna dokumentu RW bez zapisywania zmian.
 - za pomocą opcji można zatwierdzić (wyjąć z bufora) dokument RW. Po naciśnięciu przycisku dokument zostanie zatwierdzony i nie będzie już można go edytować
- za pomocą opcji można zatwierdzić (wyjąć z bufora) dokument RW. Po naciśnięciu przycisku dokument zostanie zatwierdzony i nie będzie już można go edytować
 - za pomocą opcji można zapisać dokument w buforze. Po naciśnięciu przycisku dokument zostanie zapisany i okno dokumentu zostanie zamknięte. Będzie można nadal edytować dokument, po ponownym podniesieniu go do edycji
- za pomocą opcji można zapisać dokument w buforze. Po naciśnięciu przycisku dokument zostanie zapisany i okno dokumentu zostanie zamknięte. Będzie można nadal edytować dokument, po ponownym podniesieniu go do edycji
 - za pomocą opcji zostanie uruchomione drukowanie dokumentu.
- za pomocą opcji zostanie uruchomione drukowanie dokumentu.
 - za pomocą opcji można wskazać inną datę wydania na dokumencie RW.
- za pomocą opcji można wskazać inną datę wydania na dokumencie RW.
 - za pomocą opcji można wskazać inny magazyn na dokumencie RW. - za pomocą opcji można otworzyć do edycji element dokumentu RW. Aby tego dokonać należy zaznaczyć wybraną pozycję, a następnie nacisnąć przycisk: Zmień
- za pomocą opcji można wskazać inny magazyn na dokumencie RW. - za pomocą opcji można otworzyć do edycji element dokumentu RW. Aby tego dokonać należy zaznaczyć wybraną pozycję, a następnie nacisnąć przycisk: Zmień
 - za pomocą opcji można usunąć wybraną pozycję z dokumentu RW. Aby tego dokonać należy zaznaczyć odpowiednią pozycję dokumentu, a następnie nacisnąć przycisk: Usuń.
- za pomocą opcji można usunąć wybraną pozycję z dokumentu RW. Aby tego dokonać należy zaznaczyć odpowiednią pozycję dokumentu, a następnie nacisnąć przycisk: Usuń.
 - za pomocą opcji można wczytać lub dodawać nowe pozycje na dokument RW.
- za pomocą opcji można wczytać lub dodawać nowe pozycje na dokument RW.
Dodawanie do RW materiałów z listy
Po naciśnięciu opcji z poziomu formularza dokumentu RW otwierana jest domyślnie lista materiałów, które znajdują się w technologii, w oparciu o którą realizowana jest operacja, w kontekście której uruchomiono generowanie dokumentu. Po naciśnięciu opcji
z poziomu formularza dokumentu RW otwierana jest domyślnie lista materiałów, które znajdują się w technologii, w oparciu o którą realizowana jest operacja, w kontekście której uruchomiono generowanie dokumentu. Po naciśnięciu opcji  na liście wyświetlone zostaną również pozostałe towary, zdefiniowane w systemie.
Za pomocą opcji
na liście wyświetlone zostaną również pozostałe towary, zdefiniowane w systemie.
Za pomocą opcji  możliwe jest ponowne zawężenie pełnej listy towarów do listy materiałów technologicznych. Po zaznaczeniu towaru na liście i naciśnięciu opcji
możliwe jest ponowne zawężenie pełnej listy towarów do listy materiałów technologicznych. Po zaznaczeniu towaru na liście i naciśnięciu opcji  , dodawana jest odpowiednia pozycja na dokument RW, o ile na karcie zaznaczonego towaru ustawiono sposób pobierania zasobów jako: FIFO, LIFO lub Wg daty ważności. Jeśli na karcie towaru zaznaczono sposób pobierania zasobów jako Wybór, wówczas po wybraniu towaru z listy
wyświetlana będzie dodatkowo lista zasobów danego towaru w trybie do wyboru. Wybór zasobu z ww. listy spowoduje dodanie do RW odpowiedniej pozycji.
, dodawana jest odpowiednia pozycja na dokument RW, o ile na karcie zaznaczonego towaru ustawiono sposób pobierania zasobów jako: FIFO, LIFO lub Wg daty ważności. Jeśli na karcie towaru zaznaczono sposób pobierania zasobów jako Wybór, wówczas po wybraniu towaru z listy
wyświetlana będzie dodatkowo lista zasobów danego towaru w trybie do wyboru. Wybór zasobu z ww. listy spowoduje dodanie do RW odpowiedniej pozycji.
Dodawanie pozycji do RW poprzez wczytanie kodu towaru
Udostępniono również alternatywny sposób dodawania pozycji do RW. W ramach nowego pola: umieszczonego na formularzu RW można wczytać/wpisać kod materiału. Po wpisaniu kodu materiału i naciśnięciu
umieszczonego na formularzu RW można wczytać/wpisać kod materiału. Po wpisaniu kodu materiału i naciśnięciu  lub Enter, nowa pozycja, z domyślną ilością 1, będzie dodawana do formularza RW wg odpowiedniej metody pobierania zasobów, ustawionej na karcie towaru w systemie.
Aby dodać nową pozycję do dokumentu RW, oprócz wczytywania kodu towaru, można w polu
lub Enter, nowa pozycja, z domyślną ilością 1, będzie dodawana do formularza RW wg odpowiedniej metody pobierania zasobów, ustawionej na karcie towaru w systemie.
Aby dodać nową pozycję do dokumentu RW, oprócz wczytywania kodu towaru, można w polu  wczytać powiązany z daną kartoteką towarową:
wczytać powiązany z daną kartoteką towarową:
-
-
- kod EAN dostawy
- kod EAN towaru
- kod wagowy EAN towaru
- kod EAN jednostki pomocniczej danego towaru
- kod obcy u kontrahenta dodatkowy
- kod u kontrahenta
-
Generowanie dokumentów RW nagłówkowych z listy operacji wykonanych
Aby wygenerować dokument RW nagłówkowy z poziomu operacji wykonanych, należy na liście operacji wykonanych nacisnąć przycisk , umieszczony pod wybraną operacją lub zaznaczyć operacje, do których chcemy wygenerować dokument, a następnie wybrać opcję generowania dokumentu RW, znajdującą się w menu bocznym.
, umieszczony pod wybraną operacją lub zaznaczyć operacje, do których chcemy wygenerować dokument, a następnie wybrać opcję generowania dokumentu RW, znajdującą się w menu bocznym.
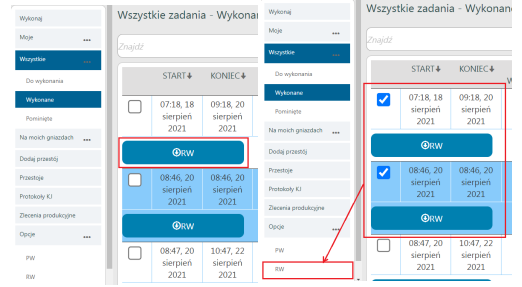
 , wygenerowany zostanie dokument RW nagłówkowy.
, wygenerowany zostanie dokument RW nagłówkowy.
Generowanie dokumentów RW nagłówkowych z listy zleceń produkcyjnych
Aby wygenerować dokument RW nagłówkowy z poziomu listy zleceń produkcyjnych, należy na liście zleceń nacisnąć przycisk , umieszczony obok zlecenia lub zaznaczyć zlecenia, do których chcemy wygenerować dokument, a następnie wybrać opcję generowania dokumentu RW, znajdującą się w menu bocznym.
, umieszczony obok zlecenia lub zaznaczyć zlecenia, do których chcemy wygenerować dokument, a następnie wybrać opcję generowania dokumentu RW, znajdującą się w menu bocznym.
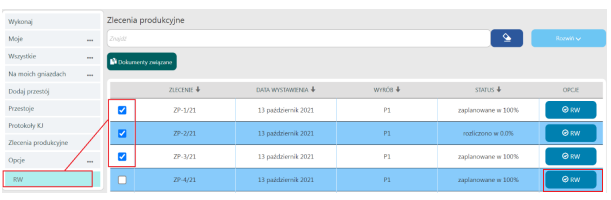
 , wygenerowany zostanie dokument RW nagłówkowy.
, wygenerowany zostanie dokument RW nagłówkowy.
Pozostałe miejsca generowania RW nagłówkowego
Dokument RW nagłówkowy można wygenerować za pomocą tych samych opcji, za pomocą których generowany jest dokument RW na materiały, znajdujące się na operacji.XL161 - Seryjna podmiana zasobów w operacjach
Seryjna podmiana zasobów w operacjach
W wersji 2022.1 Comarch ERP XL udostępniono narzędzia do zarządzania zasobami produkcyjnymi na operacjach. Za pomocą tej funkcjonalności możliwe jest wykonanie podmiany zasobów w wielu operacjach jednocześnie, a także dodawanie zasobów jednocześnie do wielu operacji na zleceniach.Funkcja: Zamień lub dodaj zasoby
Funkcja uruchamiana jest w systemie za pomocą przycisku Zamień lub dodaj zasoby, dostępnego:
W oknie ZP, na zakładce [Procesy]:
Zamień lub dodaj zasoby, dostępnego:
W oknie ZP, na zakładce [Procesy]:
 Zamień lub dodaj zasoby, dostępnego w odpowiednim miejscu w systemie, uruchamiane jest okno j.n., do którego wczytywane są zaznaczone terminy operacji lub realizacji:
Zamień lub dodaj zasoby, dostępnego w odpowiednim miejscu w systemie, uruchamiane jest okno j.n., do którego wczytywane są zaznaczone terminy operacji lub realizacji:
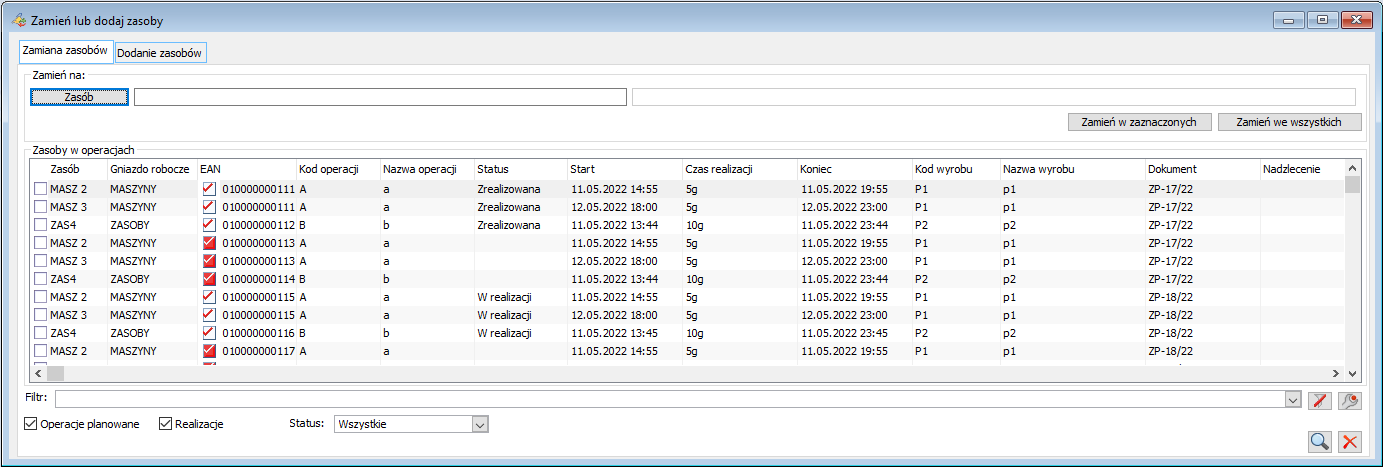
 – za pomocą opcji otwierana jest w trybie do wyboru lista zasobów produkcyjnych, z której można wybrać jeden zasób, na który będzie wykonywana podmiana
– za pomocą opcji otwierana jest w trybie do wyboru lista zasobów produkcyjnych, z której można wybrać jeden zasób, na który będzie wykonywana podmiana
 – za pomocą opcji podmieniane są zasoby zaznaczone na liście Zasoby w operacjach, na zasób wskazany w polu Zasób
– za pomocą opcji podmieniane są zasoby zaznaczone na liście Zasoby w operacjach, na zasób wskazany w polu Zasób
 – za pomocą opcji, podmieniane są wszystkie zasoby, znajdujące się na liście Zasoby w operacjach, na zasób wskazany w polu Zasób
Na liście Zasoby w operacjach prezentowane są terminy operacji lub realizacji, wczytane zależnie od kontekstu uruchomienia okna Zamień lub dodaj zasoby. Na liście prezentowane są tylko te terminy operacji/realizacji, do których przypisano jakiś zasób produkcyjny, natomiast pełna lista wczytanych terminów widoczna jest na drugiej zakładce [Dodanie zasobów]. Wczytywana lista zasobów w terminach uzależniona jest od miejsca, z poziomu którego uruchamiane jest okno Zamień lub dodaj zasoby. Jeśli okno zostanie uruchomione, np. dla zaznaczonych na ZP zasobów, wówczas lista wypełniona zostanie tylko zaznaczonymi terminami operacji, do których przypisane są wybrane zasoby produkcyjne. Jeśli natomiast okno zostanie uruchomione np. z listy ZP, wówczas wczytane zostaną wszystkie terminy operacji i realizacji z zasobami, które znajdują się na wybranych zleceniach.
Podmiana zasobów będzie się odbywała w ramach gniazda, do którego należy zasób, który ma zostać podmieniony na inny. Jeśli wybrany do podmiany zasób nie należy do tego samego gniazda, podmiana nie zostanie wykonana.
Oprócz podmiany zasobu, możliwe jest usunięcie zasobu z wybranego terminu operacji. Jeśli nie zostanie wybrany zasób do podmiany (pole Zasób będzie puste), wówczas po uruchomieniu podmiany, odpowiednie zasoby (wybrane/wszystkie) zostaną usunięte z terminów operacji (zostaną „podmienione na pusty zasób”)
– za pomocą opcji, podmieniane są wszystkie zasoby, znajdujące się na liście Zasoby w operacjach, na zasób wskazany w polu Zasób
Na liście Zasoby w operacjach prezentowane są terminy operacji lub realizacji, wczytane zależnie od kontekstu uruchomienia okna Zamień lub dodaj zasoby. Na liście prezentowane są tylko te terminy operacji/realizacji, do których przypisano jakiś zasób produkcyjny, natomiast pełna lista wczytanych terminów widoczna jest na drugiej zakładce [Dodanie zasobów]. Wczytywana lista zasobów w terminach uzależniona jest od miejsca, z poziomu którego uruchamiane jest okno Zamień lub dodaj zasoby. Jeśli okno zostanie uruchomione, np. dla zaznaczonych na ZP zasobów, wówczas lista wypełniona zostanie tylko zaznaczonymi terminami operacji, do których przypisane są wybrane zasoby produkcyjne. Jeśli natomiast okno zostanie uruchomione np. z listy ZP, wówczas wczytane zostaną wszystkie terminy operacji i realizacji z zasobami, które znajdują się na wybranych zleceniach.
Podmiana zasobów będzie się odbywała w ramach gniazda, do którego należy zasób, który ma zostać podmieniony na inny. Jeśli wybrany do podmiany zasób nie należy do tego samego gniazda, podmiana nie zostanie wykonana.
Oprócz podmiany zasobu, możliwe jest usunięcie zasobu z wybranego terminu operacji. Jeśli nie zostanie wybrany zasób do podmiany (pole Zasób będzie puste), wówczas po uruchomieniu podmiany, odpowiednie zasoby (wybrane/wszystkie) zostaną usunięte z terminów operacji (zostaną „podmienione na pusty zasób”)
 – standardowy filtr z konstruktorem filtra
– standardowy filtr z konstruktorem filtra
 – przy zaznaczonym filtrze, na liście Zasoby w operacjach, prezentowane będą terminy operacji planowanych, do których przypisano zasoby. Jeśli filtr nie będzie zaznaczony, na liście nie będą widoczne terminy operacji planowanej. Domyślne ustawienie filtra będzie zależne od kontekstu uruchomienia okna Zamień lub dodaj zasoby, tzn., jeśli na listę wczytane zostaną terminy operacji planowanych, wówczas filtr będzie domyślnie zaznaczony, jeśli nie – filtr będzie niezaznaczony
– przy zaznaczonym filtrze, na liście Zasoby w operacjach, prezentowane będą terminy operacji planowanych, do których przypisano zasoby. Jeśli filtr nie będzie zaznaczony, na liście nie będą widoczne terminy operacji planowanej. Domyślne ustawienie filtra będzie zależne od kontekstu uruchomienia okna Zamień lub dodaj zasoby, tzn., jeśli na listę wczytane zostaną terminy operacji planowanych, wówczas filtr będzie domyślnie zaznaczony, jeśli nie – filtr będzie niezaznaczony
 – przy zaznaczonym filtrze, na liście Zasoby w operacjach, prezentowane będą terminy realizacji operacji, do których przypisano zasoby. Jeśli filtr nie będzie zaznaczony, na liście nie będą widoczne terminy realizacji. Domyślne ustawienie filtra będzie zależne od kontekstu uruchomienia okna Zamień lub dodaj zasoby tzn., jeśli na listę wczytane zostaną terminy realizacji operacji, wówczas filtr będzie domyślnie zaznaczony, jeśli nie – filtr będzie niezaznaczony
– przy zaznaczonym filtrze, na liście Zasoby w operacjach, prezentowane będą terminy realizacji operacji, do których przypisano zasoby. Jeśli filtr nie będzie zaznaczony, na liście nie będą widoczne terminy realizacji. Domyślne ustawienie filtra będzie zależne od kontekstu uruchomienia okna Zamień lub dodaj zasoby tzn., jeśli na listę wczytane zostaną terminy realizacji operacji, wówczas filtr będzie domyślnie zaznaczony, jeśli nie – filtr będzie niezaznaczony
 – filtr dotyczący statusu operacji planowanej. Jeśli w ramach filtra wybrany zostanie konkretny status operacji, wówczas na liście zasobów w operacjach prezentowane będą zarówno operacje planowane o wybranym statusie, jak i realizacje do nich utworzone, które zostały wczytane na listę zasobów w operacjach
– filtr dotyczący statusu operacji planowanej. Jeśli w ramach filtra wybrany zostanie konkretny status operacji, wówczas na liście zasobów w operacjach prezentowane będą zarówno operacje planowane o wybranym statusie, jak i realizacje do nich utworzone, które zostały wczytane na listę zasobów w operacjach
 – opcja edycji wybranej operacji/realizacji
– opcja edycji wybranej operacji/realizacji
 – opcja zamknięcia okna Zamień lub dodaj zasoby
Na zakładce [Dodanie zasobów], prezentowana jest lista terminów operacji/realizacji, do których można dodawać zasoby:
– opcja zamknięcia okna Zamień lub dodaj zasoby
Na zakładce [Dodanie zasobów], prezentowana jest lista terminów operacji/realizacji, do których można dodawać zasoby:
 – za pomocą opcji otwierana jest lista zasobów produkcyjnych w trybie wielokrotnego wyboru, a w polach obok przycisku wyświetlane są odpowiednio kody i nazwy wybranych zasobów. Zasoby wskazane w tym miejscu będą dodawane do wybranych terminów operacji/realizacji.
– za pomocą opcji otwierana jest lista zasobów produkcyjnych w trybie wielokrotnego wyboru, a w polach obok przycisku wyświetlane są odpowiednio kody i nazwy wybranych zasobów. Zasoby wskazane w tym miejscu będą dodawane do wybranych terminów operacji/realizacji.
 Pokaż– za pomocą opcji, znajdującej się obok pól do prezentacji kodów i nazw zasobów, otwierana jest lista wybranych przez Użytkownika zasobów, które mają zostać dodane do wybranych terminów operacji:
Pokaż– za pomocą opcji, znajdującej się obok pól do prezentacji kodów i nazw zasobów, otwierana jest lista wybranych przez Użytkownika zasobów, które mają zostać dodane do wybranych terminów operacji:
 Zamień lub dodaj zasoby – lista wybranych przez Użytkownika zasobów, które mają zostać dodane do odpowiednich terminów operacji
Zamień lub dodaj zasoby – lista wybranych przez Użytkownika zasobów, które mają zostać dodane do odpowiednich terminów operacji
 – przy zaznaczonym parametrze, zasoby dodawane do terminu operacji będą traktowane jako „Dowolny zasób”, tzn. będą przypisywane do terminu operacji lub realizacji w ramach swojego domyślnego gniazda lub w ramach gniazda nieokreślonego. Możliwość przypisania dowolnego zasobu do operacji będzie uzależniona standardowo od odpowiednich ustawień w technologii.
– przy zaznaczonym parametrze, zasoby dodawane do terminu operacji będą traktowane jako „Dowolny zasób”, tzn. będą przypisywane do terminu operacji lub realizacji w ramach swojego domyślnego gniazda lub w ramach gniazda nieokreślonego. Możliwość przypisania dowolnego zasobu do operacji będzie uzależniona standardowo od odpowiednich ustawień w technologii.
 – za pomocą opcji zasoby wskazane w polu Zasoby, będą dodawane do zaznaczonych terminów operacji lub realizacji
– za pomocą opcji zasoby wskazane w polu Zasoby, będą dodawane do zaznaczonych terminów operacji lub realizacji
 – za pomocą opcji zasoby wskazane w polu Zasoby, będą dodawane do wszystkich terminów operacji lub realizacji, widocznych w sekcji Terminy operacji
Lista terminów operacji – na liście prezentowane są wczytane terminy operacji lub realizacji, zależnie od miejsca uruchomienia okna Zamień lub dodaj zasoby. Lista terminów operacji/realizacji jest „zapamiętywana” po wczytaniu danych w ramach okna Zamień lub dodaj zasoby , tak by możliwe było jej odpowiednie filtrowanie i aktualizowanie. Wczytywane listy terminów operacji uzależnione są od miejsca, z poziomu którego uruchamiane będzie okno Zamień lub dodaj zasoby. Jeśli okno będzie uruchamiane dla zaznaczonych na ZP zasobów, wówczas lista wypełniona zostanie tylko zaznaczonymi terminami operacji, do których zaznaczone zasoby są przypisane. Jeśli natomiast okno zostanie uruchomione np. z listy ZP, wówczas wczytane zostaną wszystkie terminy operacji i realizacji, które znajdują się na zleceniach, z poziomu których uruchomiono okno Zamień lub dodaj zasoby.
– za pomocą opcji zasoby wskazane w polu Zasoby, będą dodawane do wszystkich terminów operacji lub realizacji, widocznych w sekcji Terminy operacji
Lista terminów operacji – na liście prezentowane są wczytane terminy operacji lub realizacji, zależnie od miejsca uruchomienia okna Zamień lub dodaj zasoby. Lista terminów operacji/realizacji jest „zapamiętywana” po wczytaniu danych w ramach okna Zamień lub dodaj zasoby , tak by możliwe było jej odpowiednie filtrowanie i aktualizowanie. Wczytywane listy terminów operacji uzależnione są od miejsca, z poziomu którego uruchamiane będzie okno Zamień lub dodaj zasoby. Jeśli okno będzie uruchamiane dla zaznaczonych na ZP zasobów, wówczas lista wypełniona zostanie tylko zaznaczonymi terminami operacji, do których zaznaczone zasoby są przypisane. Jeśli natomiast okno zostanie uruchomione np. z listy ZP, wówczas wczytane zostaną wszystkie terminy operacji i realizacji, które znajdują się na zleceniach, z poziomu których uruchomiono okno Zamień lub dodaj zasoby.
 – standardowy filtr z konstruktorem filtra
– standardowy filtr z konstruktorem filtra
 – przy zaznaczonym filtrze, na liście Terminy operacji, prezentowane będą terminy operacji planowanych. Jeśli filtr nie będzie zaznaczony, na liście nie będą widoczne terminy operacji planowanej. Domyślne ustawienie filtra będzie zależne od kontekstu uruchomienia okna Zamień lub dodaj zasoby, tzn. jeśli na listę wczytane zostaną terminy operacji planowanych, wówczas filtr będzie domyślnie zaznaczony, jeśli nie – filtr będzie niezaznaczony
– przy zaznaczonym filtrze, na liście Terminy operacji, prezentowane będą terminy operacji planowanych. Jeśli filtr nie będzie zaznaczony, na liście nie będą widoczne terminy operacji planowanej. Domyślne ustawienie filtra będzie zależne od kontekstu uruchomienia okna Zamień lub dodaj zasoby, tzn. jeśli na listę wczytane zostaną terminy operacji planowanych, wówczas filtr będzie domyślnie zaznaczony, jeśli nie – filtr będzie niezaznaczony
 – przy zaznaczonym filtrze, na liście Terminy operacji, prezentowane będą terminy realizacji operacji. Jeśli filtr nie będzie zaznaczony, na liście nie będą widoczne terminy realizacji. Domyślne ustawienie filtra będzie zależne od kontekstu uruchomienia okna Zamień lub dodaj zasoby, tzn., jeśli na listę wczytane zostaną terminy realizacji operacji, wówczas filtr będzie domyślnie zaznaczony, jeśli nie – filtr będzie niezaznaczony
– przy zaznaczonym filtrze, na liście Terminy operacji, prezentowane będą terminy realizacji operacji. Jeśli filtr nie będzie zaznaczony, na liście nie będą widoczne terminy realizacji. Domyślne ustawienie filtra będzie zależne od kontekstu uruchomienia okna Zamień lub dodaj zasoby, tzn., jeśli na listę wczytane zostaną terminy realizacji operacji, wówczas filtr będzie domyślnie zaznaczony, jeśli nie – filtr będzie niezaznaczony
 – filtr dotyczący statusu operacji planowanej. Jeśli w ramach filtra wybrany zostanie konkretny status operacji, wówczas na liście terminów operacji prezentowane będą zarówno operacje planowane o takim statusie, jak i realizacje do nich utworzone, które zostały wczytane na listę terminów
– filtr dotyczący statusu operacji planowanej. Jeśli w ramach filtra wybrany zostanie konkretny status operacji, wówczas na liście terminów operacji prezentowane będą zarówno operacje planowane o takim statusie, jak i realizacje do nich utworzone, które zostały wczytane na listę terminów
 – opcja edycji wybranej operacji/realizacji
– opcja edycji wybranej operacji/realizacji
 – opcja zamknięcia listy: Zamień lub dodaj zasoby
– opcja zamknięcia listy: Zamień lub dodaj zasoby
XL160 - Pauzowanie uruchomionych realizacji operacji
Pauzowanie uruchomionych realizacji operacji
W wersji Comarch ERP XL 2023.0 umożliwiono pauzowanie operacji, czyli zatrzymywanie i wznawianie uruchomionej realizacji operacji zlecenia produkcyjnego. Dzięki czemu, w przypadku, gdy czasowo ma zostać wstrzymana praca nad operacją, można zarejestrować pauzę i czas trwania takiej przerwy nie zostanie uwzględniony w czasie trwania realizacji operacji i opcjonalnie może też nie być uwzględniony w czasie rozliczeniowym zakończonej realizacji operacji.
Lista Pauzy w oknie Realizacja operacji
W oknie Realizacja operacji na zakładce [Ogólne] dodano sekcję Pauzy, w której wyświetlane są wszystkie pauzy dodane do realizacji. Z poziomu listy pauz, można dodać nową pauzę (gdy aktualnie operacja nie jest zatrzymana), zakończyć pauzę (gdy aktualnie operacja jest zatrzymana), a także edytować lub usunąć pauzę.
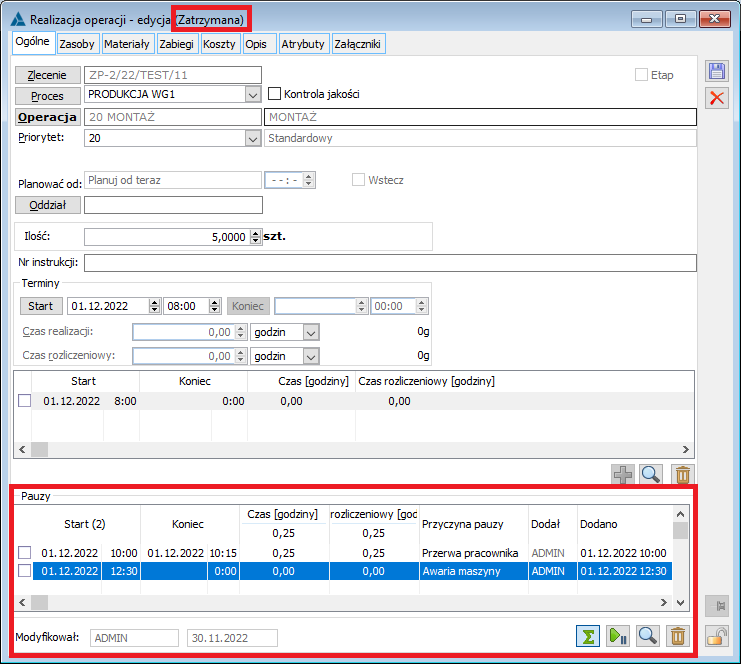
- Start – w kolumnie prezentowany jest termin rozpoczęcia pauzy (data wraz z godziną)
- Koniec – w kolumnie prezentowany jest termin zakończenia pauzy (data wraz z godziną)
- Czas [jednostka] – w kolumnie prezentowany jest czas trwania pauzy, w tej samej jednostce, która ustawiona jest dla czasu realizacji operacji
- Czas rozliczeniowy [jednostka] – w kolumnie prezentowany jest czas rozliczeniowy pauzy, w tej samej jednostce, która ustawiona jest dla czasu realizacji operacji
- Przyczyna pauzy – w kolumnie prezentowana jest przyczyna pauzy
- Dodał – w kolumnie wyświetlany jest identyfikator operatora, który dodał pauzę
- Dodano – w kolumnie wyświetlana jest data dodania pauzy wraz z godziną
-
 Włącz/wyłącz sumowanie – za pomocą opcji można włączyć lub wyłączyć sumowanie na liście
Włącz/wyłącz sumowanie – za pomocą opcji można włączyć lub wyłączyć sumowanie na liście -
 Pauza – za pomocą opcji dodawana jest pauza (zatrzymanie operacji). Przycisk dostępny, gdy aktualnie nie trwa pauza dla operacji, w przeciwnym razie dostępny jest zamiast niego przycisk Wznów
Pauza – za pomocą opcji dodawana jest pauza (zatrzymanie operacji). Przycisk dostępny, gdy aktualnie nie trwa pauza dla operacji, w przeciwnym razie dostępny jest zamiast niego przycisk Wznów -
 Wznów – za pomocą opcji dodawane jest zakończenie pauzy (wznowienie operacji). Przycisk dostępny, gdy aktualnie nie trwa pauza dla operacji, w przeciwnym razie dostępny jest zamiast niego przycisk Pauza
Wznów – za pomocą opcji dodawane jest zakończenie pauzy (wznowienie operacji). Przycisk dostępny, gdy aktualnie nie trwa pauza dla operacji, w przeciwnym razie dostępny jest zamiast niego przycisk Pauza -
 Zmień – za pomocą opcji można edytować wskazaną pauzę. Edycja pauzy odbywa się metodą edit-in-place, w rekordzie pauzy
Zmień – za pomocą opcji można edytować wskazaną pauzę. Edycja pauzy odbywa się metodą edit-in-place, w rekordzie pauzy -
 Usuń – za pomocą opcji można usunąć wskazaną pauzę
Usuń – za pomocą opcji można usunąć wskazaną pauzę
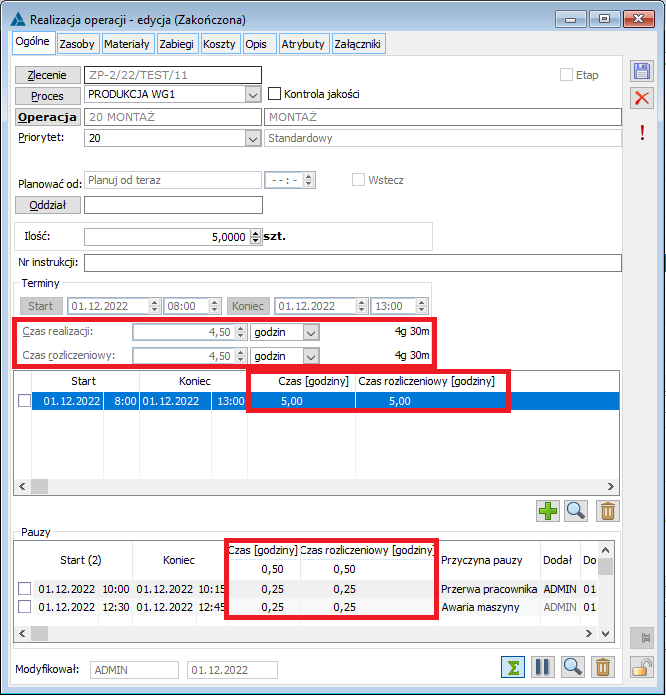
Zatrzymywanie i wznawianie uruchomionej operacji z list
Pauzę można dodać lub zakończyć z poziomu okna Realizacja operacji. Ponadto dodać lub zakończyć pauzę można nowym dedykowanym przyciskiem Pauza lub
Pauza lub  Wznów dostępnym po podświetleniu uruchomionej realizacji o odpowiednim statusie (jeśli uruchomiona realizacja nie ma trwającej pauzy to dostępny jest przycisk Pauza, a jeśli aktualnie trwa dla niej pauza to dostępny jest przycisk Wznów) z poziomu:
Wznów dostępnym po podświetleniu uruchomionej realizacji o odpowiednim statusie (jeśli uruchomiona realizacja nie ma trwającej pauzy to dostępny jest przycisk Pauza, a jeśli aktualnie trwa dla niej pauza to dostępny jest przycisk Wznów) z poziomu:
- Okna Zlecenie produkcyjne, z zakładki [Procesy]
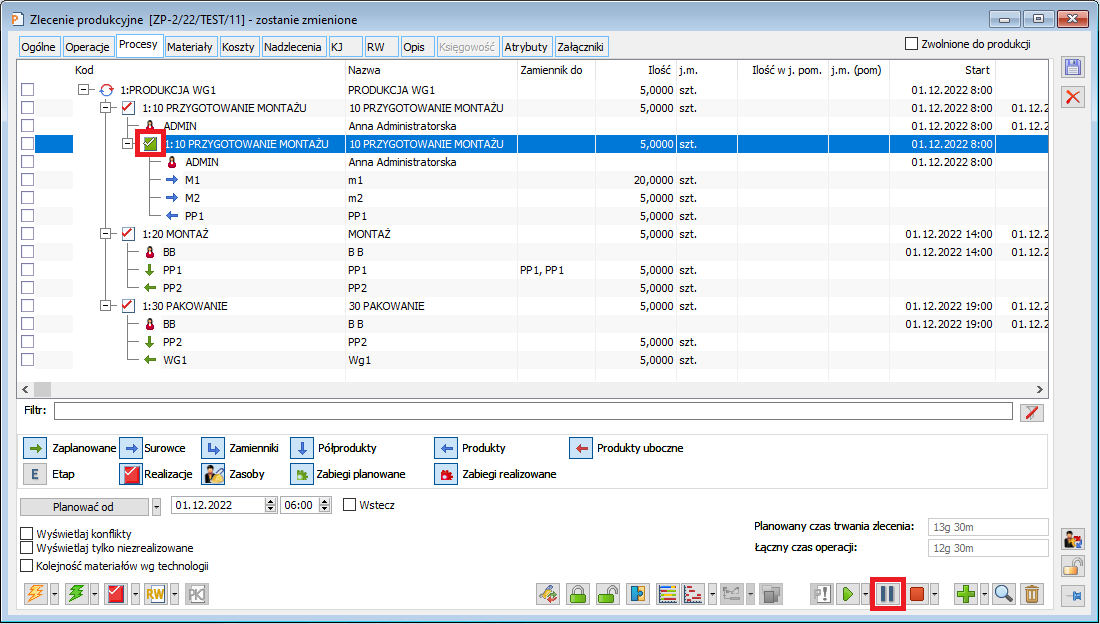
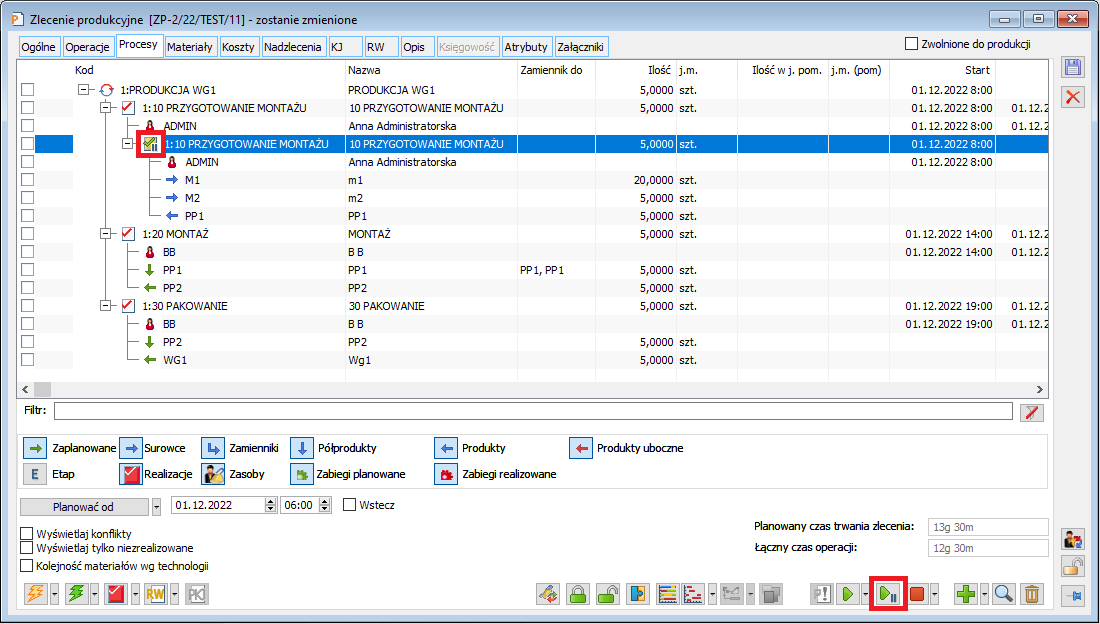
- Okna Zlecenie produkcyjne, z zakładki [Operacje], z sekcji Raport wykonania
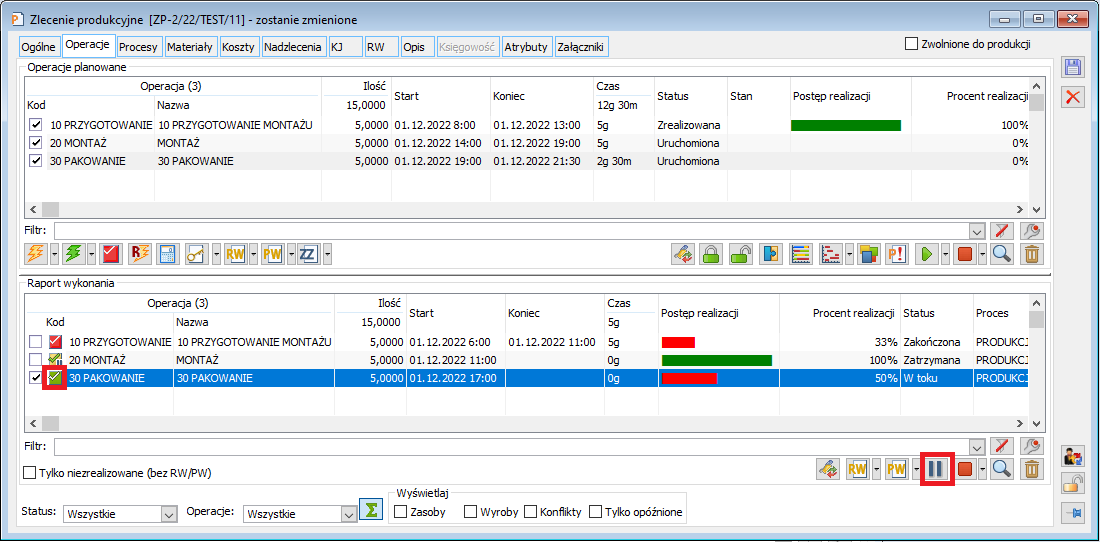
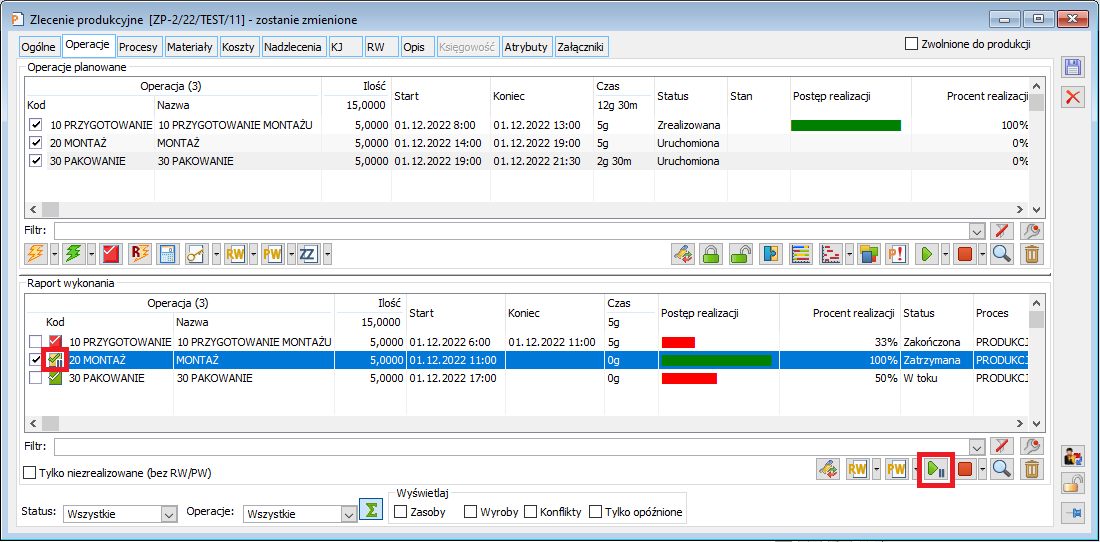
- Listy Zlecenia produkcyjne, z sekcji rozwijalnej Szczegóły zlecenia, z zakładki [Raport wykonania]
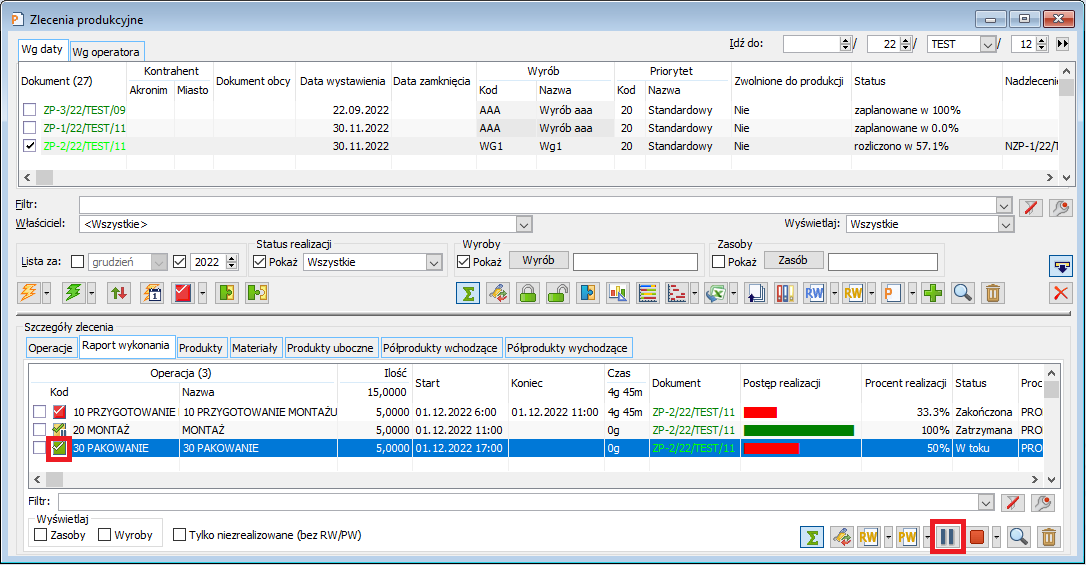
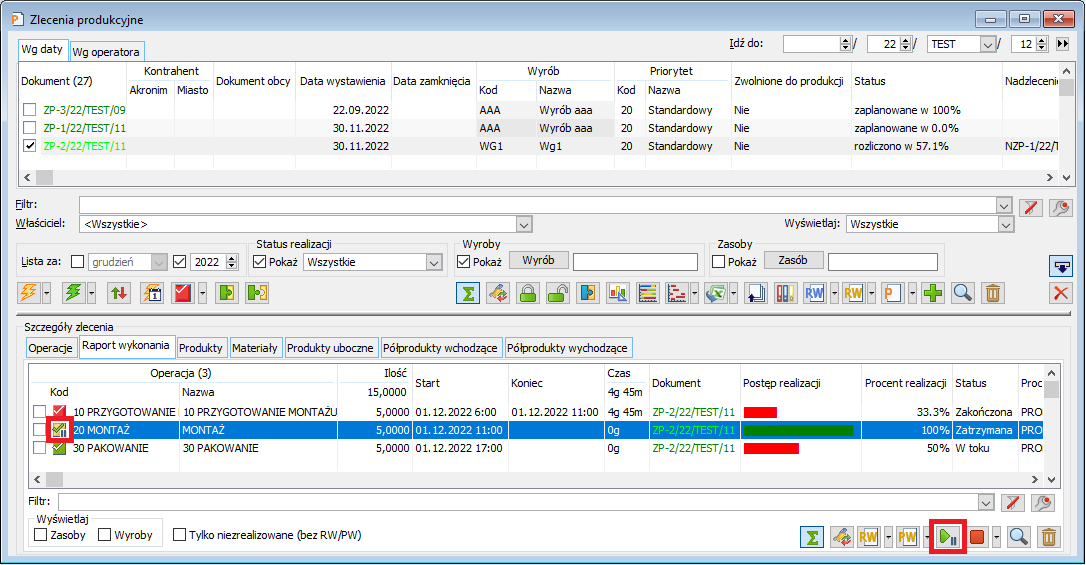
- Okna Nadzlecenie produkcyjne, z zakładki [Raport wykonania]
- Okna Harmonogram operacji, z zakładek [Wg kodu], [Wg EAN], [Wg terminu], [Wg zlecenia]
Nowy słownik: Przyczyny pauzy
Na potrzeby powyższej funkcjonalności, w module Administrator, w menu Listy/Słowniki kategorii/Produkcja dodano nowy słownik: Przyczyny pauzy. W słowniku tym zostały dodane predefiniowane wartości: Awaria maszyny i Przerwa pracownika. Ponadto można definiować własne wartości, które będzie można wskazać dla rejestrowanej pauzy.
Parametryzacja automatycznego wyliczania czasu rozliczeniowego pauzy, który zmniejsza czas rozliczeniowy realizacji operacji
W oknie Edycja struktury firmy, na zakładce [Produkcja 2], dodany został nowy parametr: Pauza zmniejsza czas rozliczeniowy realizacji.
Statusy realizacji operacji
Dotychczas statusy nadawane były wyłącznie operacjom planowanym. W związku z dodaniem funkcjonalności pauzowania operacji, zostało obsłużone nadawanie i wyświetlanie statusów również dla realizacji operacji. W przypadku realizacji uruchomionych, mogą one mieć nadany status: W toku (jeśli uruchomiona realizacja nie ma trwającej pauzy tj. nie ma dodanej żadnej pauzy lub wszystkie pauzy są zakończone) lub Zatrzymana (jeśli uruchomiona realizacja ma aktualnie trwającą pauzę tj. ma dodaną pauzę, która nie została jeszcze zakończona). Natomiast, w przypadku zakończonych realizacji, zawsze będą one mieć status: Zakończona. W oparciu o status również wyświetlane są inne ikonki dla realizacji na różnych listach. Do tej pory były dwie ikonki: dla uruchomionych (obecnie wyświetlana dla realizacji o statusie W toku) i
dla uruchomionych (obecnie wyświetlana dla realizacji o statusie W toku) i  dla zakończonych realizacji (obecnie wyświetlana dla realizacji o statusie Zakończona). W tej wersji dodana została trzecia ikonka
dla zakończonych realizacji (obecnie wyświetlana dla realizacji o statusie Zakończona). W tej wersji dodana została trzecia ikonka  dla zapauzowanych uruchomionych realizacji (dla realizacji o statusie Zatrzymana).
Statusy realizacji operacji wyświetlane są w następujących miejscach:
dla zapauzowanych uruchomionych realizacji (dla realizacji o statusie Zatrzymana).
Statusy realizacji operacji wyświetlane są w następujących miejscach:
- W nagłówku okna Realizacja operacji
- W oknie Zlecenie produkcyjne na zakładce [Operacje], w sekcji Raport wykonania, w nowej kolumnie Status
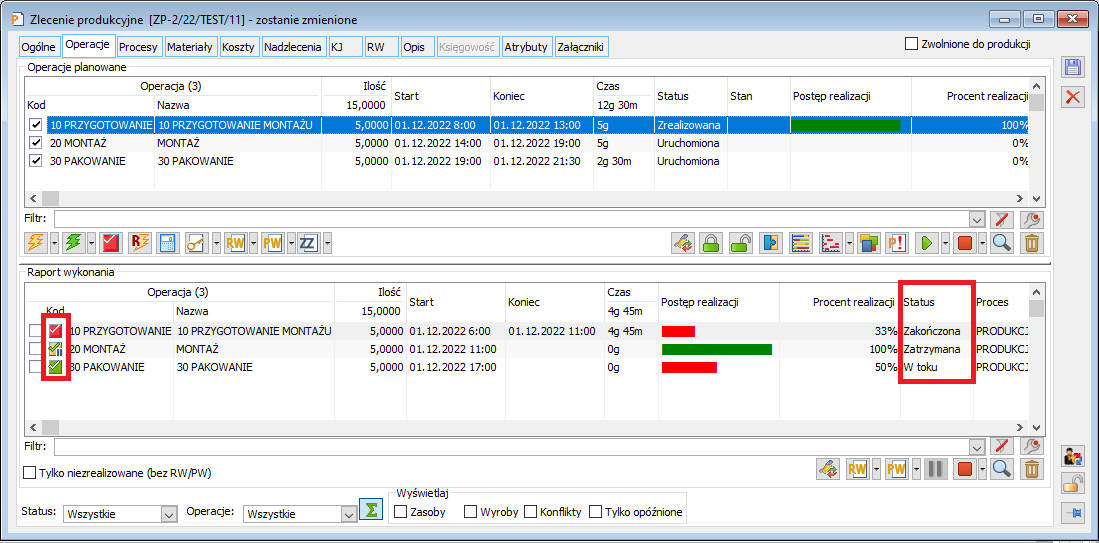
- Na liście Zlecenia produkcyjne, w sekcji rozwijalnej Szczegóły zlecenia, na zakładce [Raport wykonania], w nowej kolumnie Status
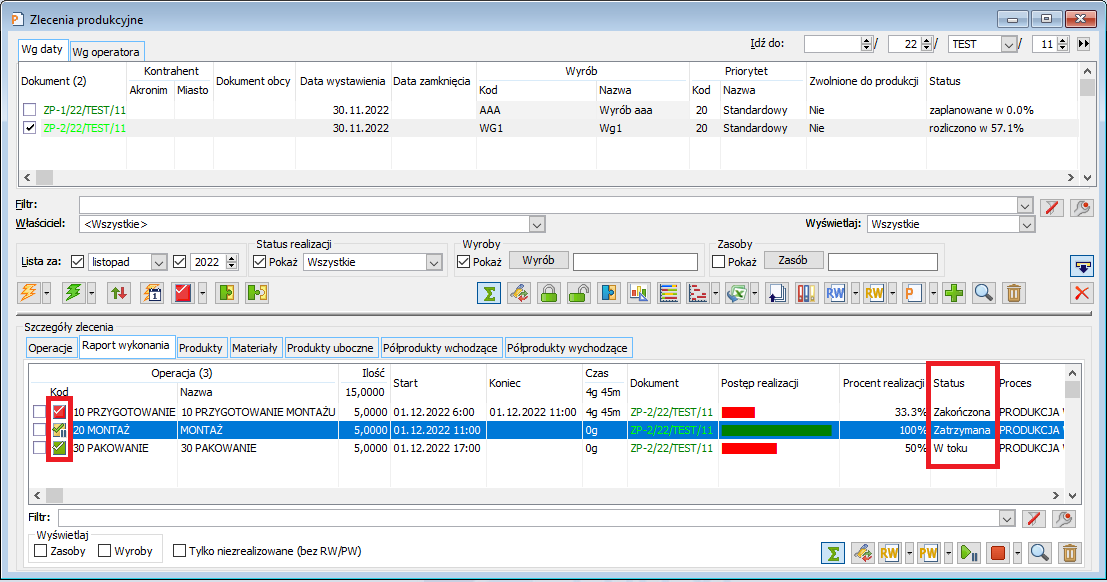
- W oknie Nadzlecenie produkcyjne na zakładce [Raport wykonania], w nowej kolumnie Status
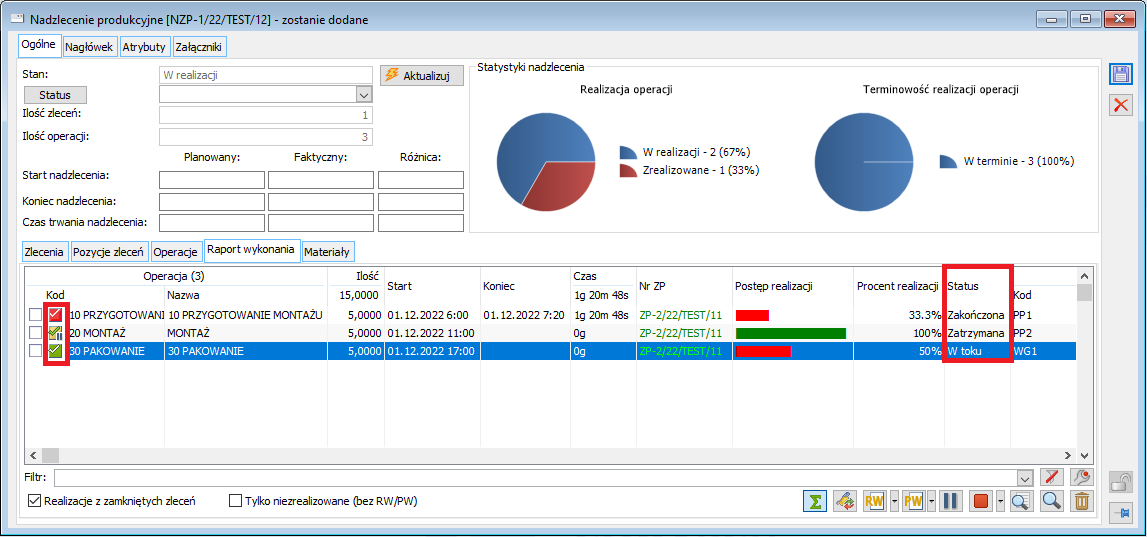
- W oknie Harmonogram operacji, na zakładkach [Wg kodu], [Wg EAN], [Wg terminu], [Wg zlecenia], w kolumnie Status, w której dotychczas były wyświetlane statusy wyłącznie dla operacji planowanych
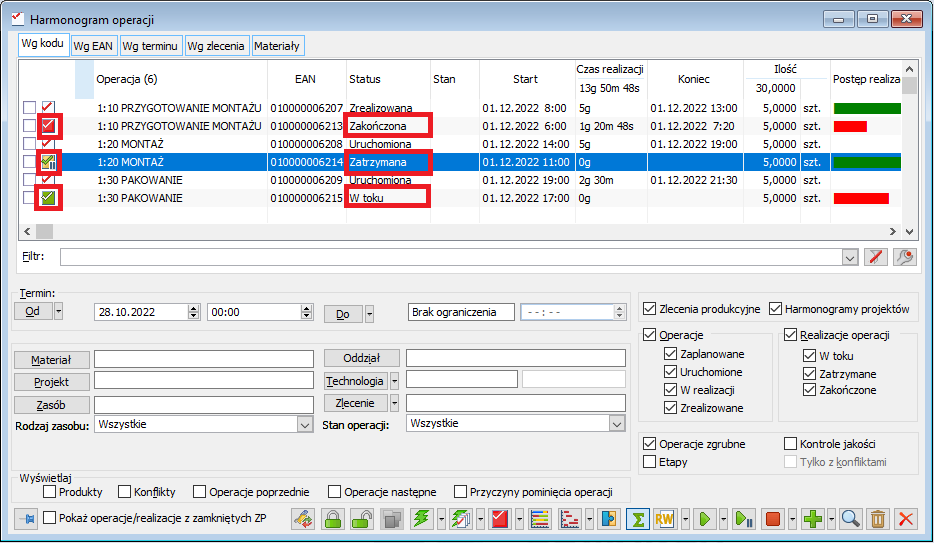
- W oknie Zmień lub dodaj zasoby, na zakładkach [Zamiana zasobów], [Dodanie zasobów], w kolumnie Status, w której dotychczas były wyświetlane statusy wyłącznie dla operacji planowanych
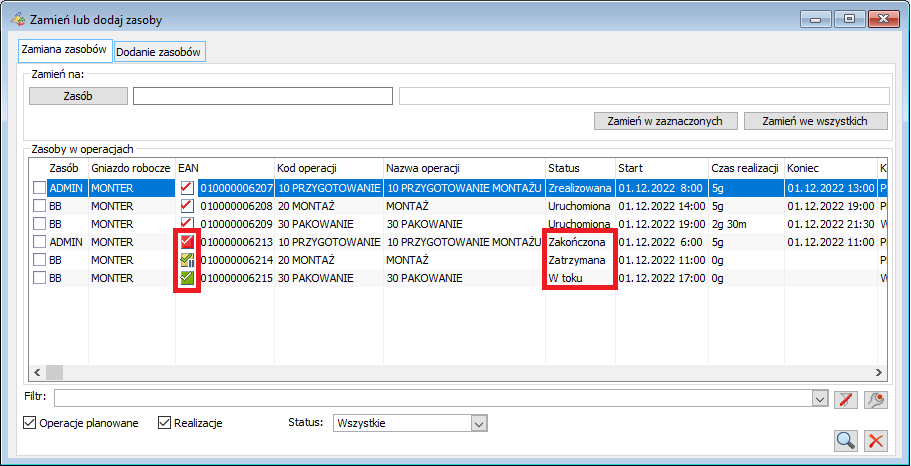
Nowe filtry w oknie Harmonogram operacji
- W toku – przy zaznaczonej opcji na liście wyświetlane są realizacje operacji o statusie W toku
- Zatrzymane – przy zaznaczonej opcji na liście wyświetlane są realizacje operacji o statusie Zatrzymana
- Zakończone – przy zaznaczonej opcji na liście wyświetlane są realizacje operacji o statusie Zakończona
Rozbudowa filtra Status w oknie Zmień lub dodaj zasoby
W związku z obsłużeniem statusów dla realizacji operacji, w oknie Zmień lub dodaj zasoby, w filtrze Status dodane zostały nowe opcje: W toku, Zatrzymana i Zakończona, umożliwiające zawężenie listy operacji do realizacji o konkretnym statusie.