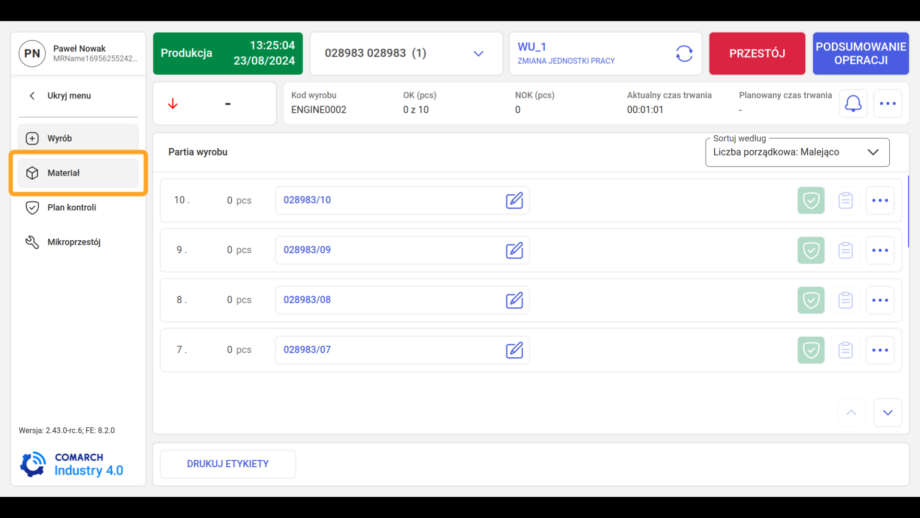
Do pracy z materiałami służy zakładka Materiały (rys. 1), po wybraniu której widoczna jest lista dostępnych materiałów dla danej operacji.
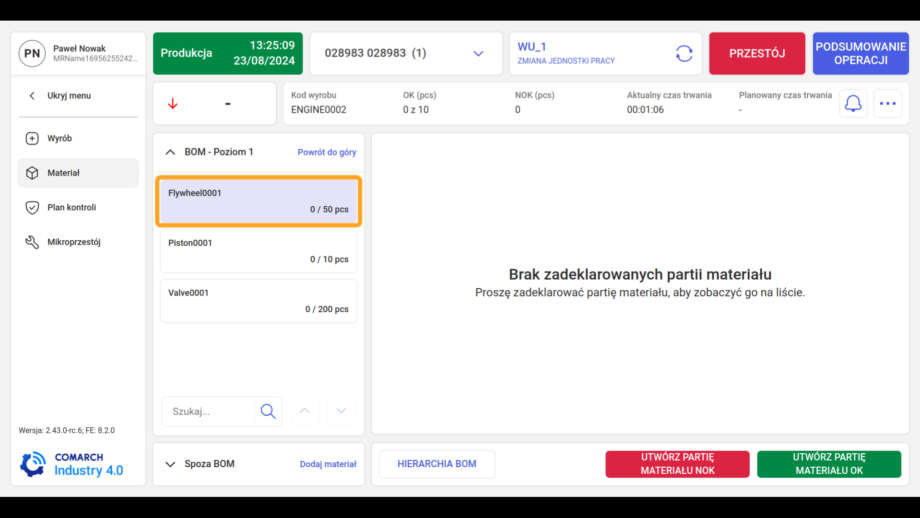
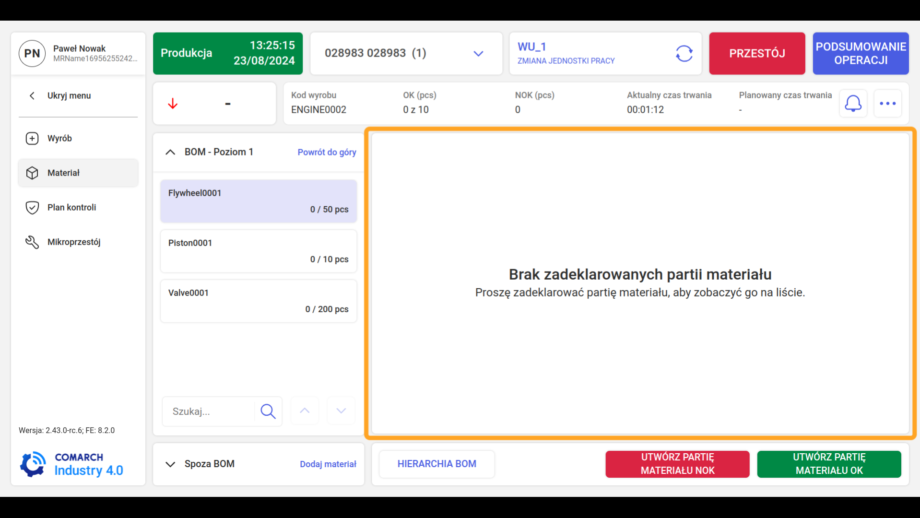
Rys. 1.Z listy materiałów należy wybrać odpowiedni materiał (rys. 2), a w oknie deklaracji OK/NOK pojawią się wszystkie zadeklarowane partie dla wybranego materiału (rys. 3).
Rys. 2.Rys. 3.
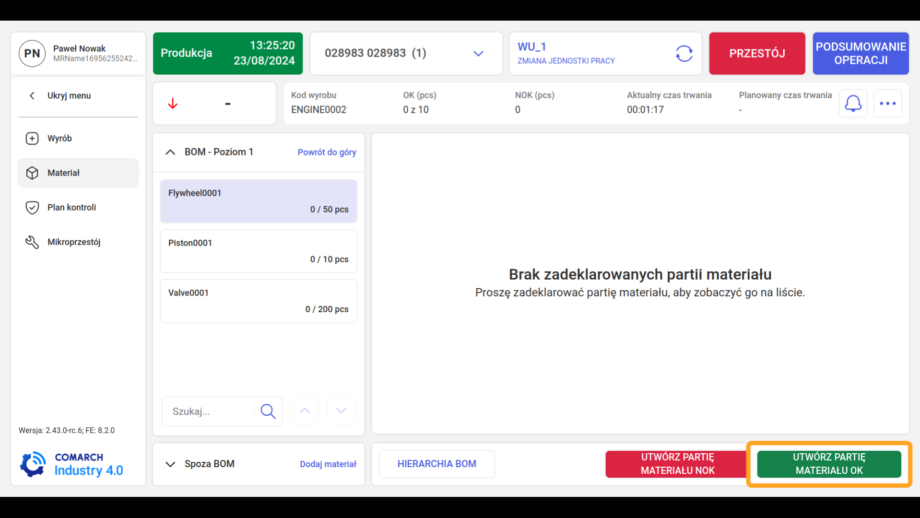
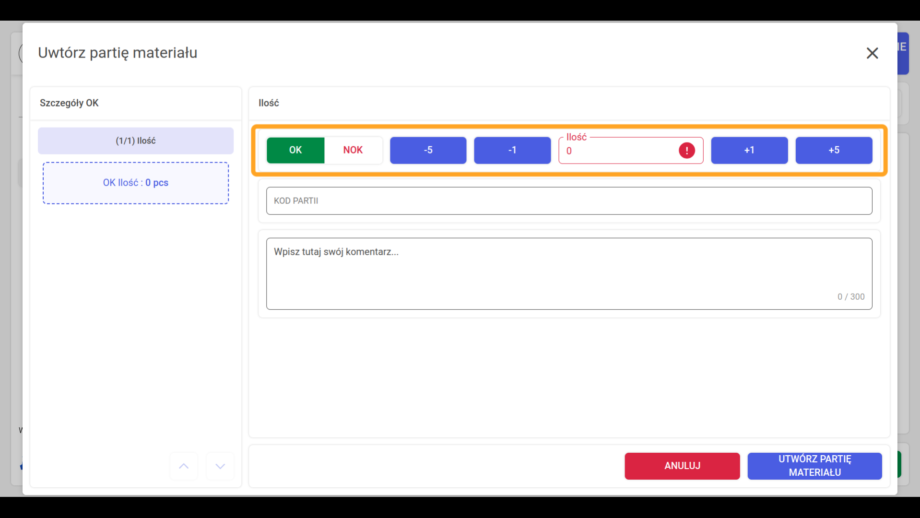
Do dodawania partii OK służy przycisk DODAJ PARTIĘ MATERIAŁU OK (rys. 4), po jego naciśnięciu pojawia się okno do deklaracji partii materiału jak w przypadku deklaracji partii wyrobu (rys. 5).
Rys. 4.Rys. 5.
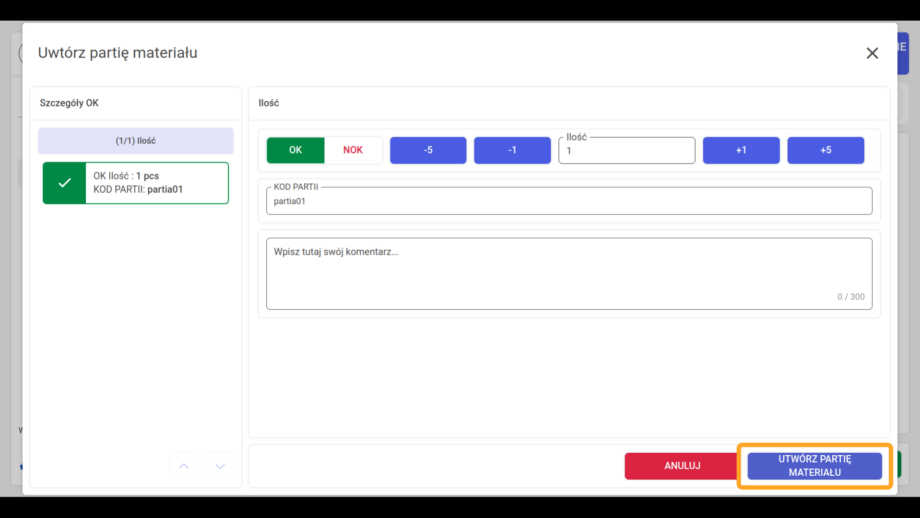
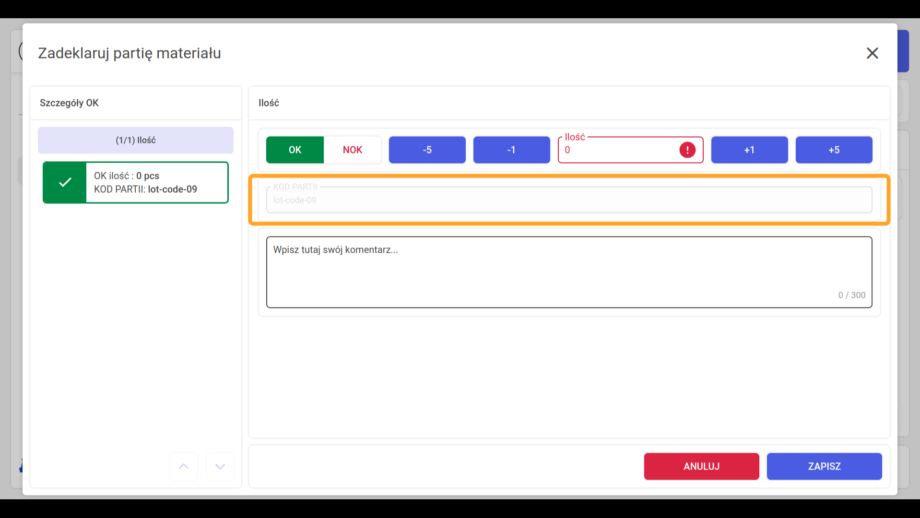
Ilości OK materiału można wybrać przez naciśnięcie przycisku “+1” lub “+5” w zależności od potrzeb, na rysunku 6 dodana została 1 sztuka OK materiału oraz kod partii. Następnie należy wcisnąć przycisk ZAPISZ, aby zadeklarować partię.
Rys. 6.
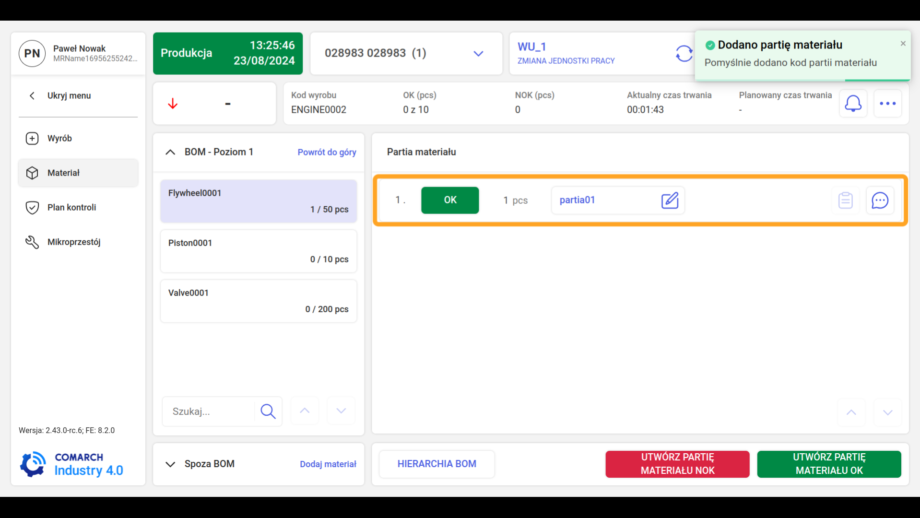
Zapisana partia jest widoczna na liście (rys. 7).
Rys. 7.
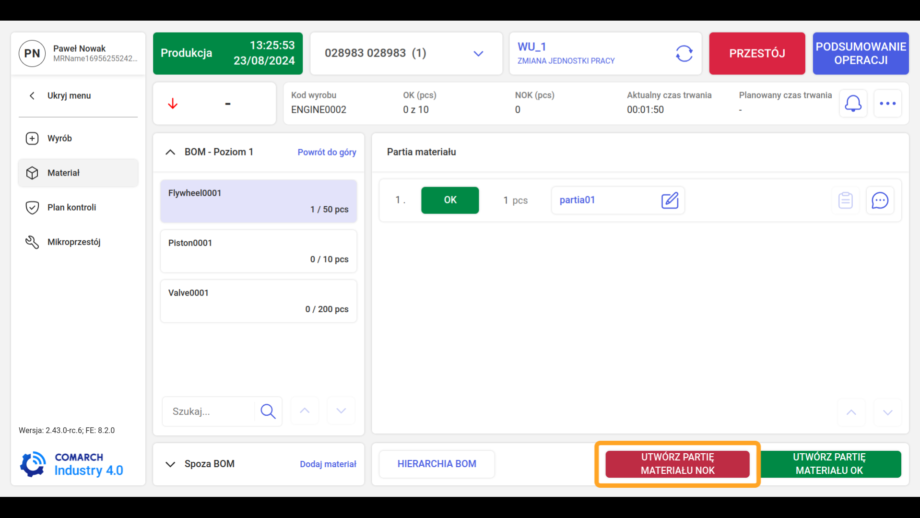
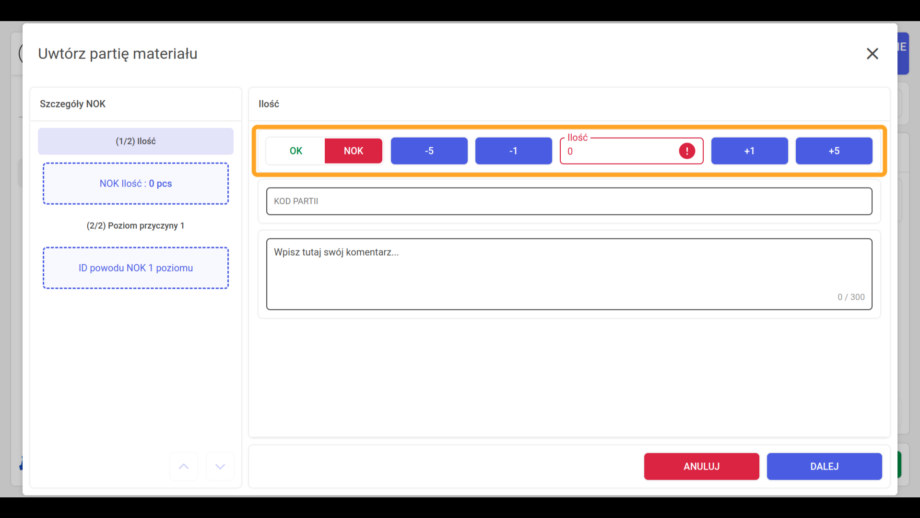
Deklaracja partii NOK przebiega tak samo jak w przypadku partii OK, służy do tego przycisk DODAJ PARTIĘ MATERIAŁU NOK (rys. 8).
Rys. 8.
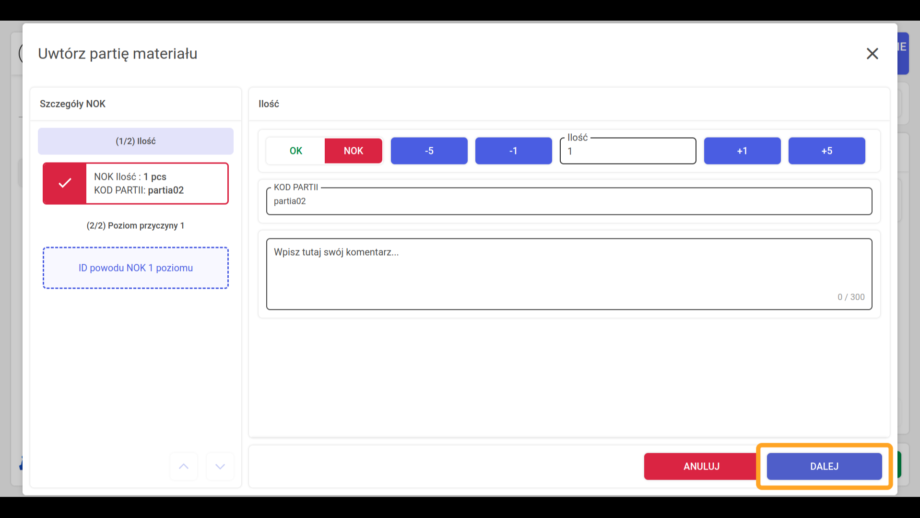
Następnie należy wybrać ilość dla partii NOK oraz dodać kod partii (rys. 9).
Rys. 9.
Zatwierdzić przyciskiem DALEJ (rys. 10), aby przejść do następnego kroku, czyli wyboru powodu niezgodności.
Rys. 10.
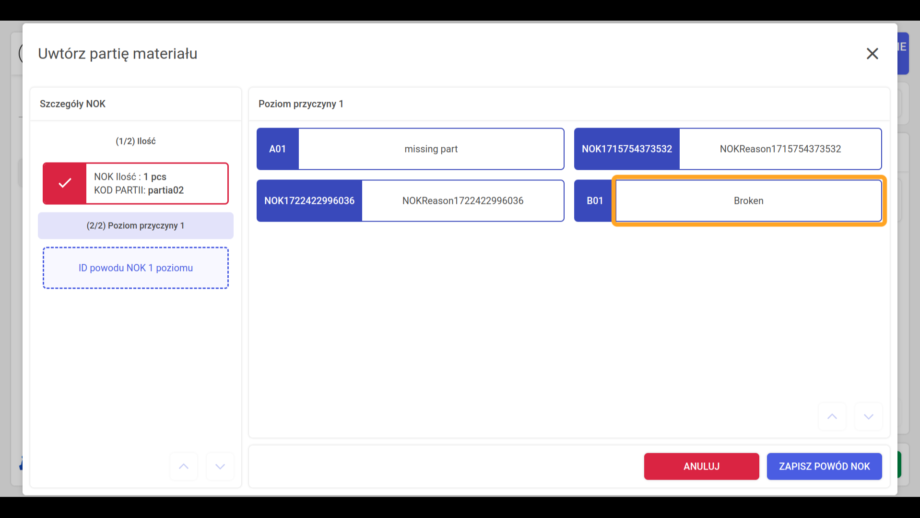
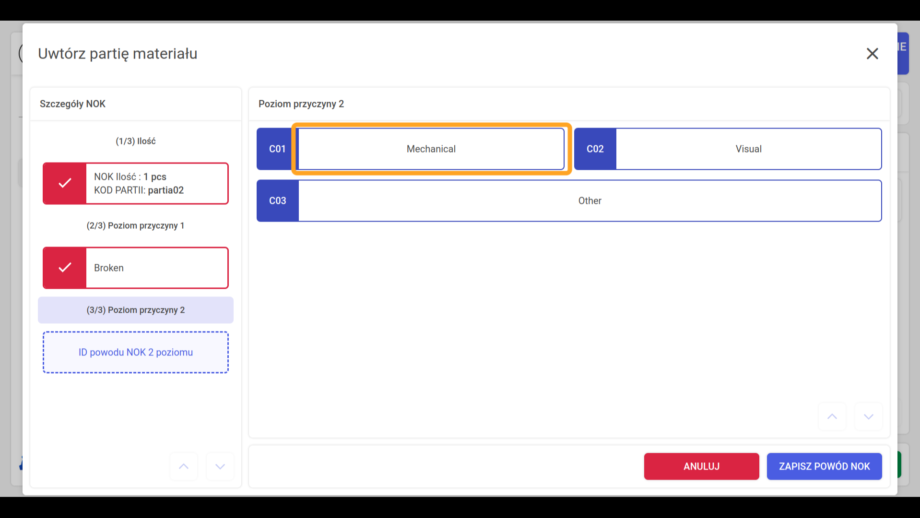
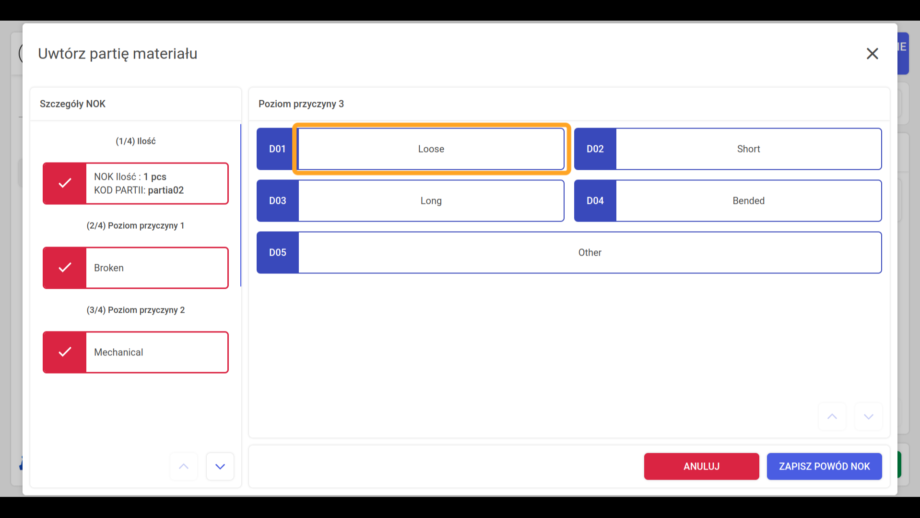
Poniżej przedstawione zrzuty wyboru przyczyny partii NOK (rys. 11, 12, 13).
Rys. 11.Rys. 12.Rys. 13.
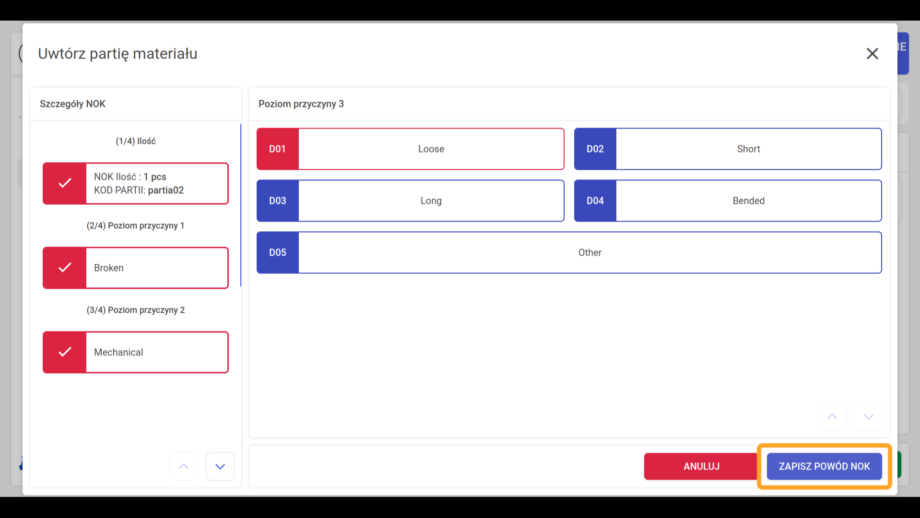
Po ostatnim zadeklarowanym poziomie przyczyny trzeba nacisnąć przycisk ZAPISZ (rys. 14).
Rys. 14.
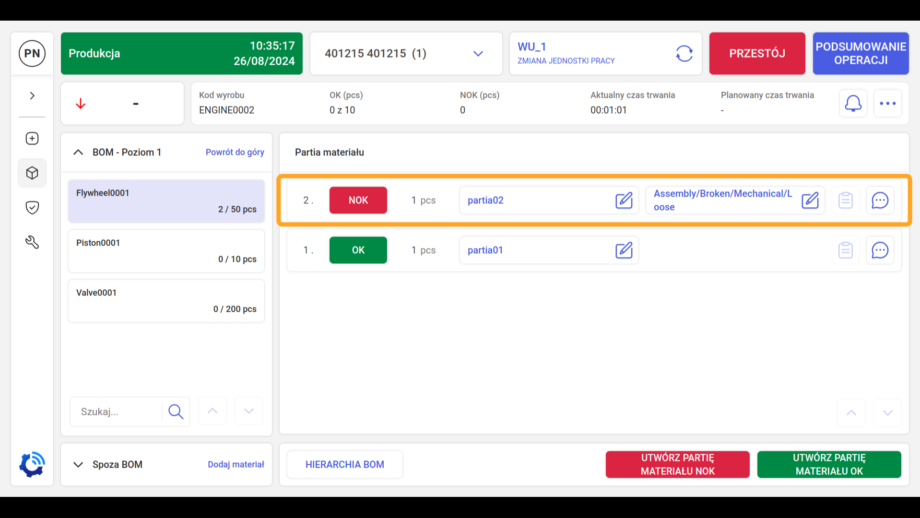
Zapisana partia NOK jest widoczna na liście (rys. 15).
Rys. 15.
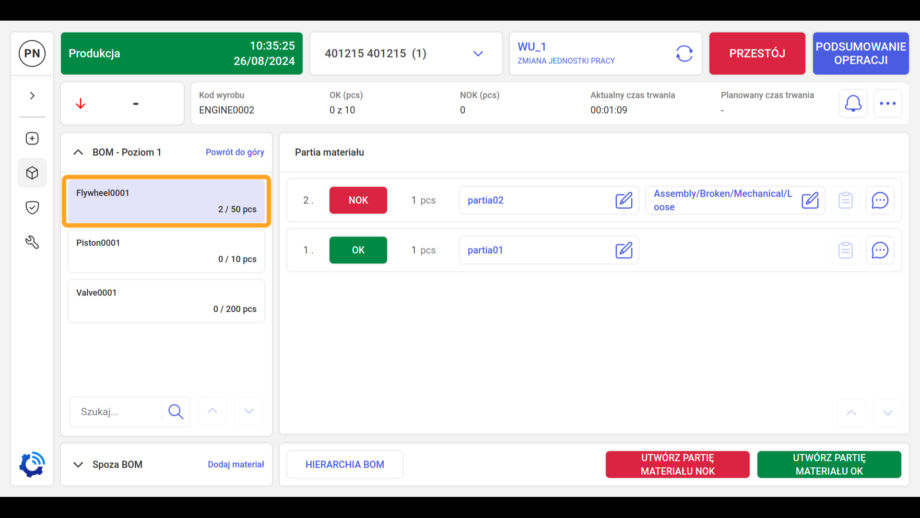
Suma zadeklarowanej ilości dla materiału jest widoczna na liście obok nazwy tego materiału. Na poniższym przykładzie jest zadeklarowanych 143 sztuk, a planowano zużyć 50 sztuk (rys. 16).
Rys. 16.
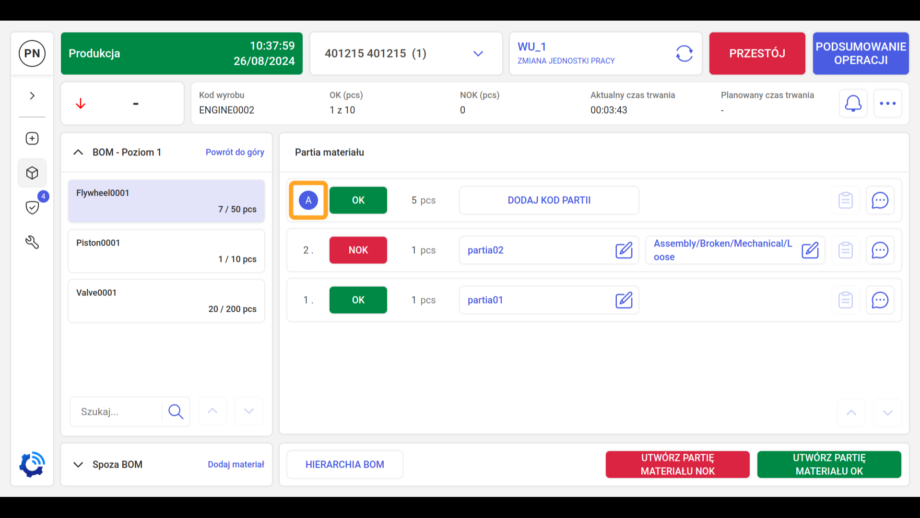
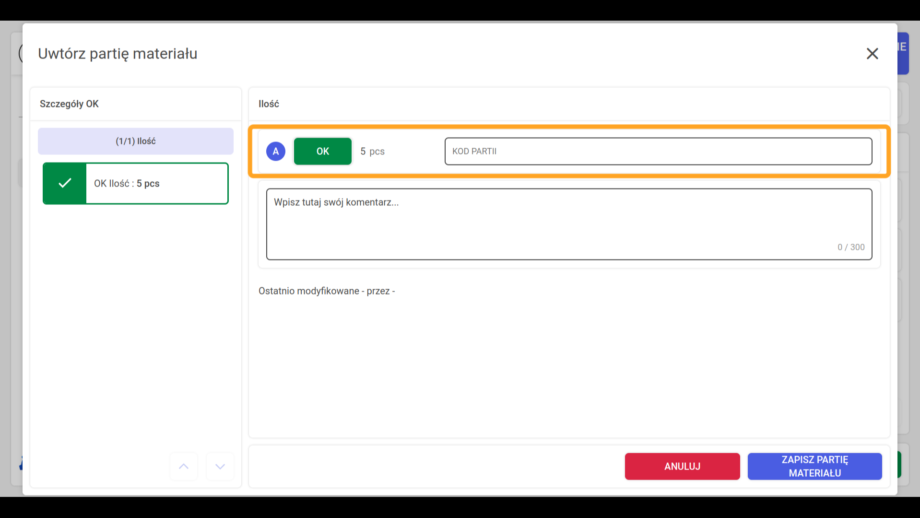
Na liście deklaracji OK/NOK materiałów znajduje się także partia z symbolem "A" (rys. 17, 18), która oznacza partię automatyczną. Więcej o tej partii jest opisane w rozdziałach związanych z konfiguracją: Automatyczna deklaracja materiałów zużytychRys. 17.Rys. 18.
MATERIAŁY SPOZA BOM
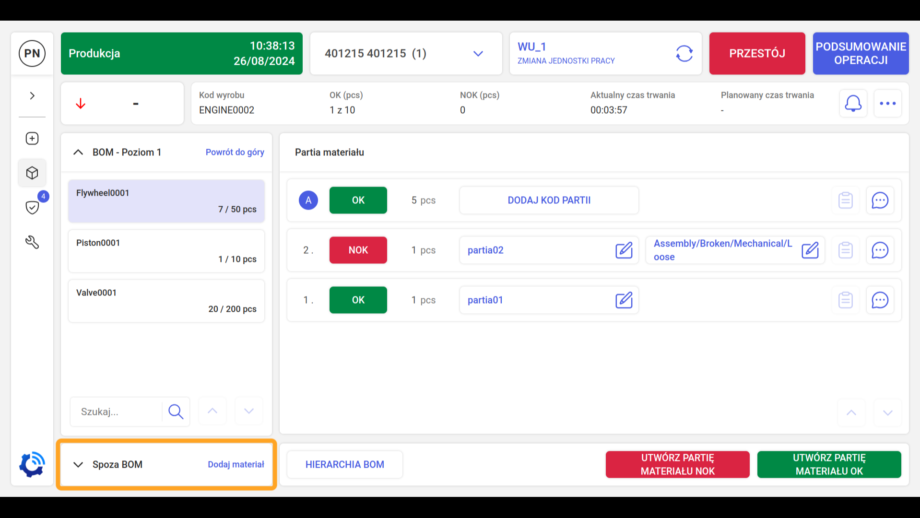
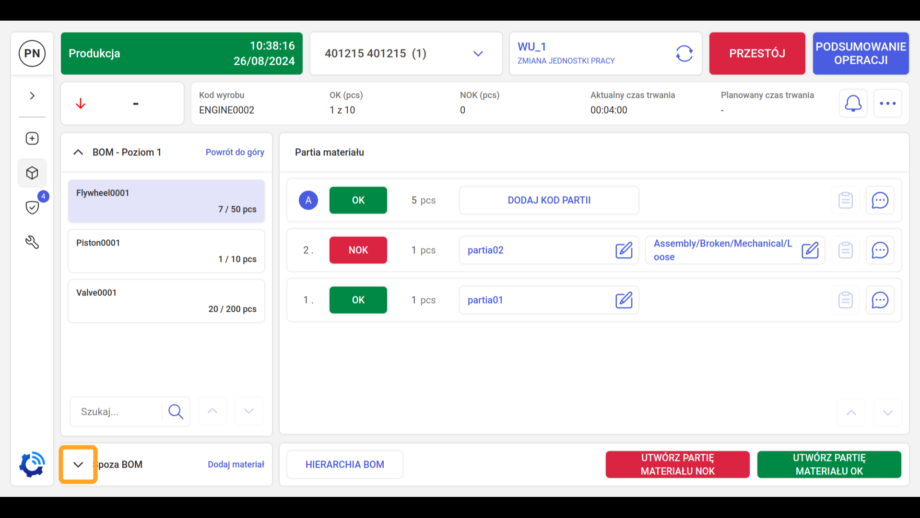
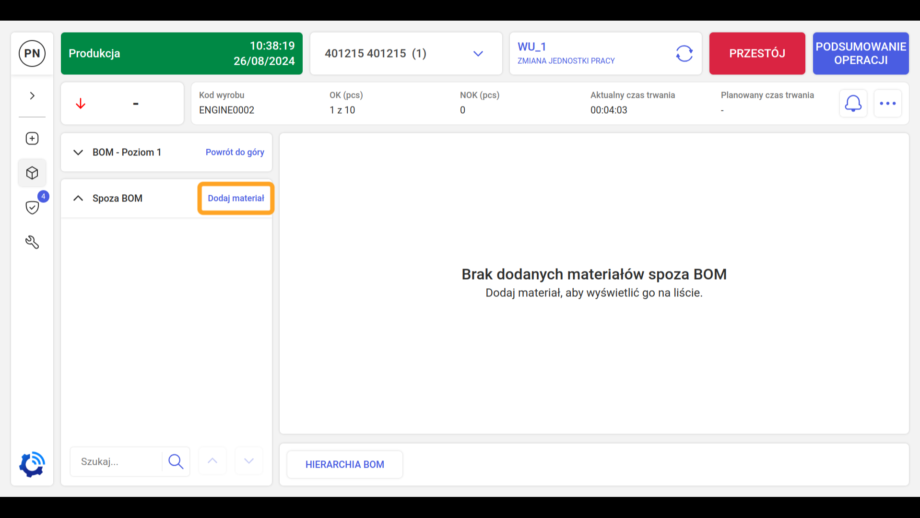
Lista materiałów spoza BOM (rys. 19) służy do deklaracji dodatkowego materiału, którego nie było na liście operacji. W celu zadeklarowania dowolnego materiału należy rozwinąć najpierw listę Spoza BOM (rys. 20).
Rys. 19.Rys. 20.
Później należy wcisnąć przycisk Dodaj materiał (rys. 21), dzięki czemu pojawi się okno z listą dostępnych materiałów do wyboru.
Rys. 21.
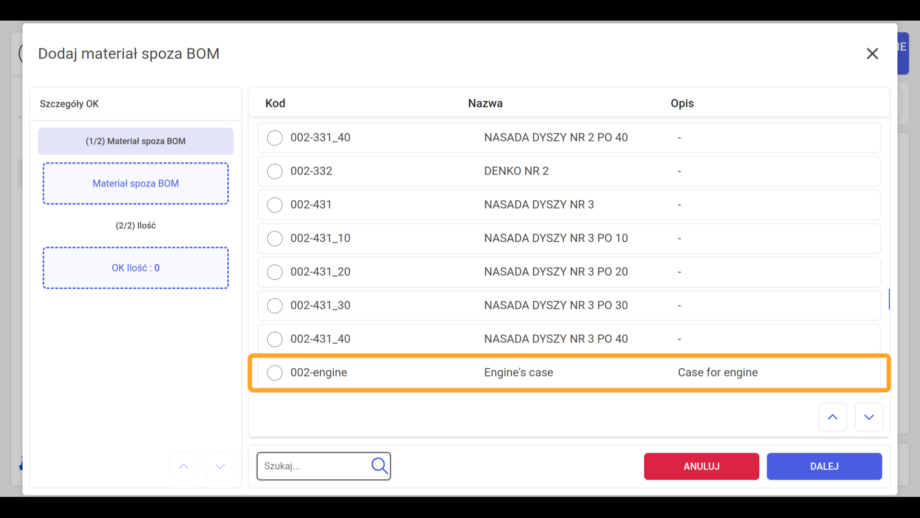
Na przykładzie poniżej został wybrany materiał o nazwie "Engine's case" (rys. 22).
Rys. 22.
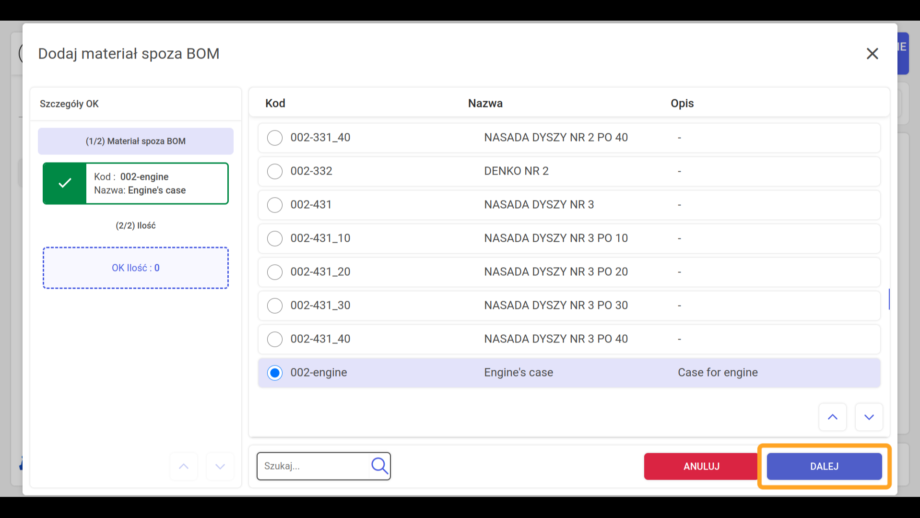
Gdy użytkownik jest pewien materiału to musi kliknąć przycisk DALEJ, aby przejść do następnego kroku.
Rys. 23.
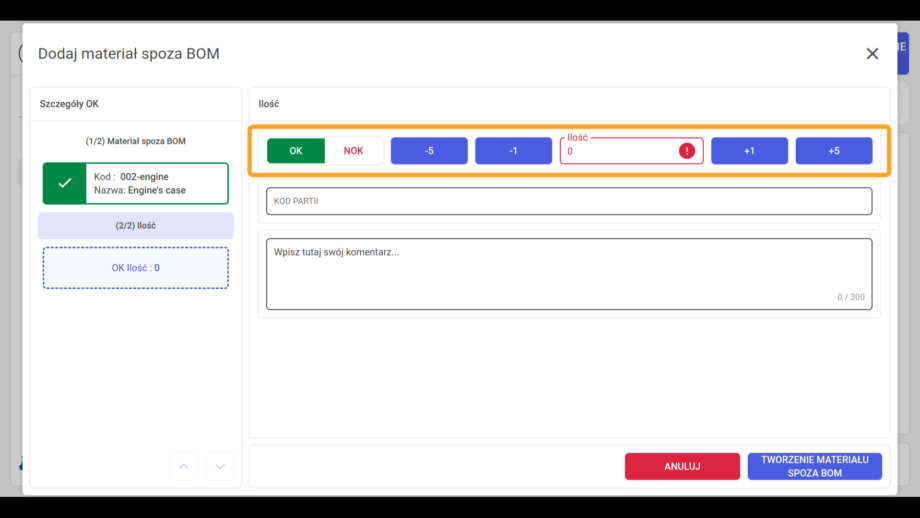
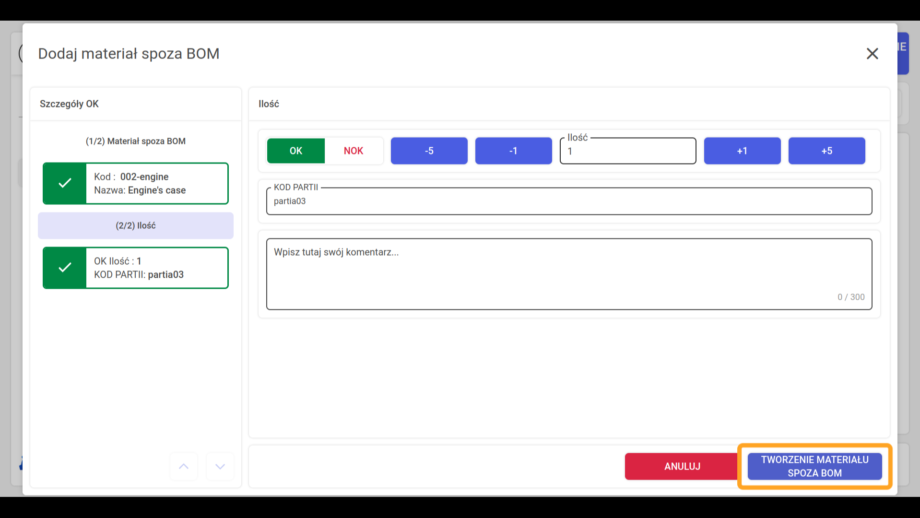
W kolejnej czynności należy zadeklarować ilości materiału oraz dodać kod partii (rys. 24).
Rys. 24.
Ostatecznie należy zapisać przyciskiem ZAPISZ (rys. 25).
Rys. 25.
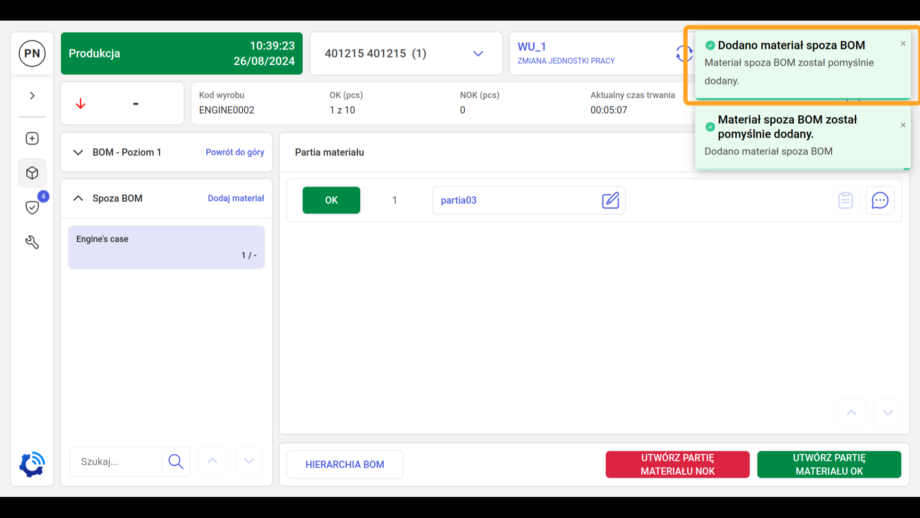
Po pomyślnej deklaracji materiału pojawia się powiadomienie o jego dodaniu (rys. 26).
Rys. 26.
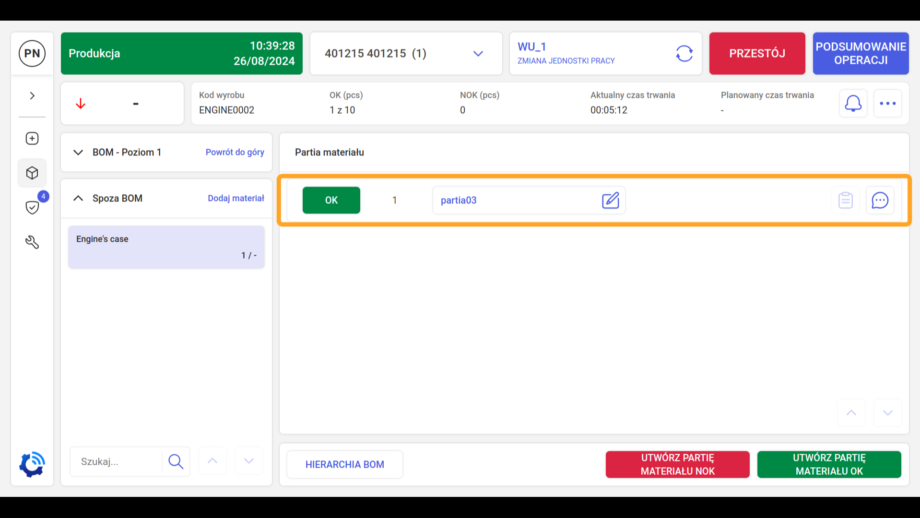
Na rys. 27 widoczny jest materiał, który został dodany spoza listy planowanej w operacji.
Rys. 27.
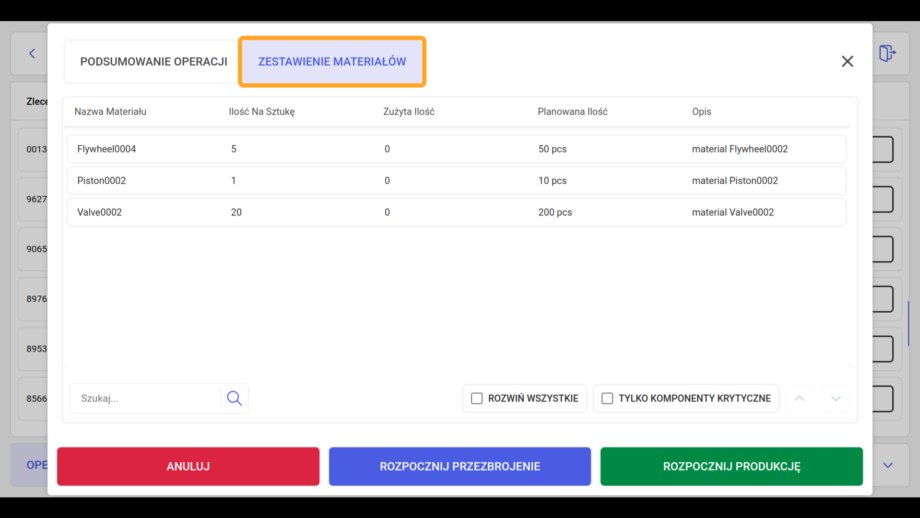
Materiały, które będą zużywane podczas produkcji, można zawsze podejrzeć przed rozpoczęciem operacji (rys. 28.) po rozwinięciu Zestawienia materiałów.
Rys. 28.
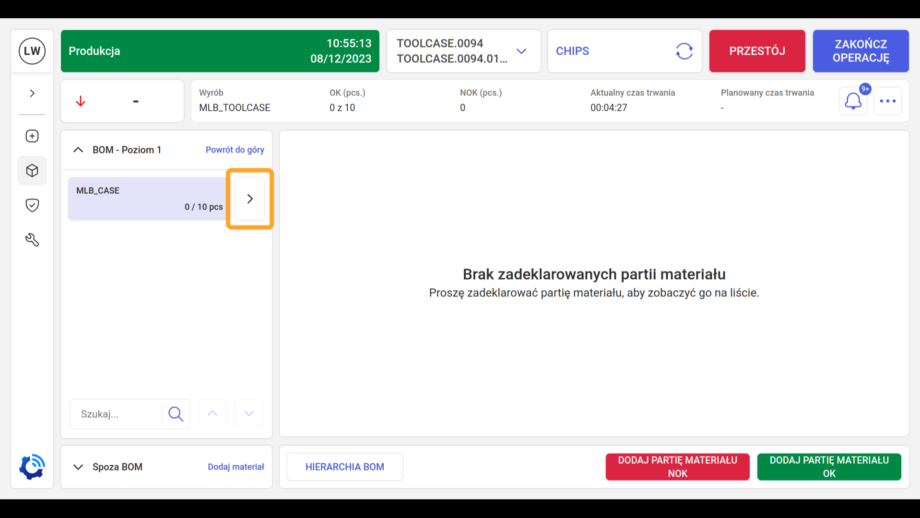
WIELOPOZIOMOWE MATERIAŁY BOM
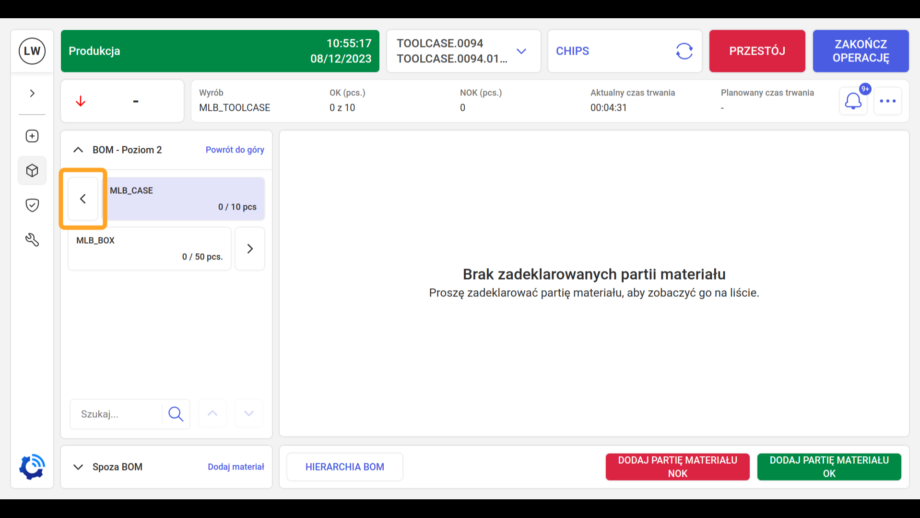
Istnieje możliwość wyświetlania materiałów, które są złożone z wielu poziomów. W tytule listy jest informacja o poziomie, na którym znajdują się materiały. Strzałką w prawo (rys. 29.) użytkownik może przejść do poziomu wyżej, a strzałką w lewo do poziomu niżej (rys. 30.). Przycisk "Powrót do góry" służy do powrotu do poziomu 1.
Rys. 29.Rys. 30.
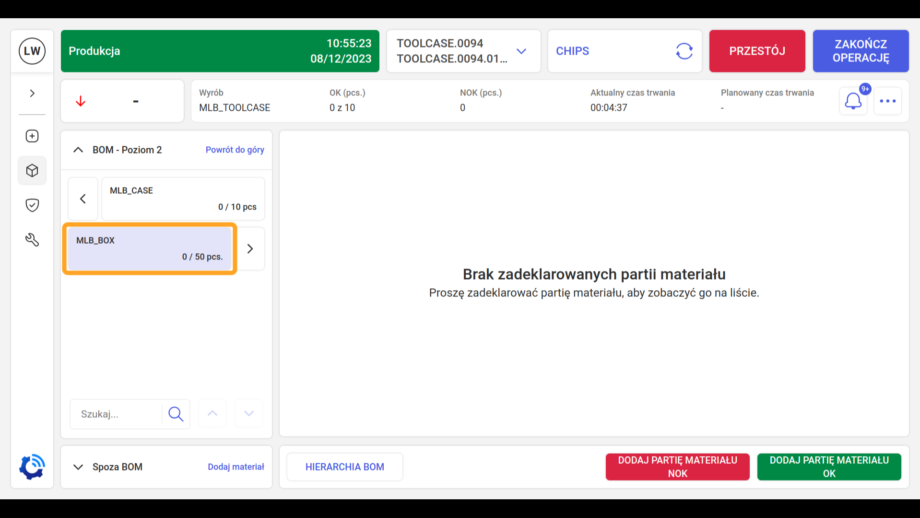
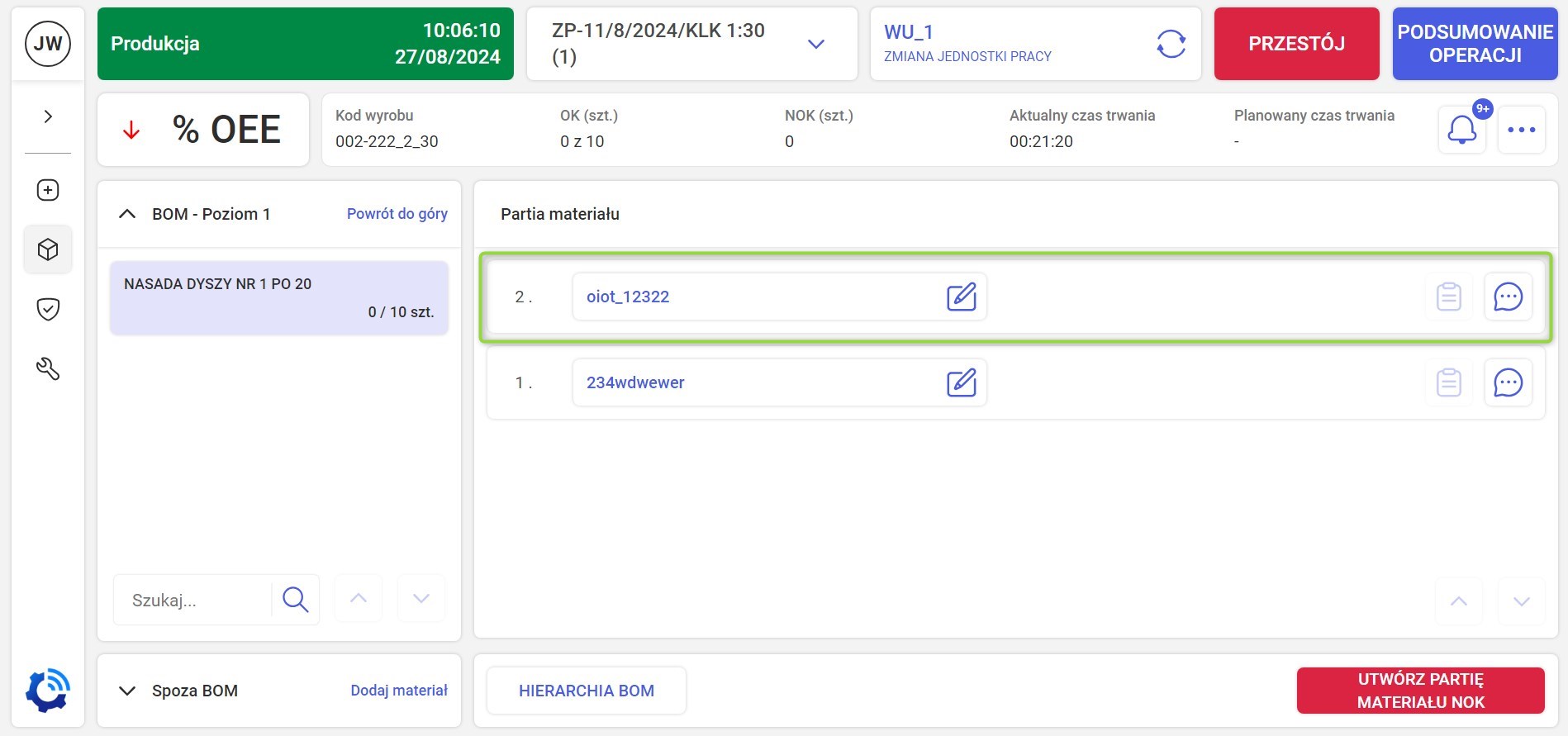
Zaznaczenie materiału wskazuje, na który materiał będzie deklarowana partia niezależnie od poziomu, ponieważ na rys. 31 materiał "MLB_CASE" znajduje się na poziomie 1, a "MLB_BOX" na poziomie 2. Zaznaczenie wskazuje na materiał "MLB_BOX".
Rys. 31.
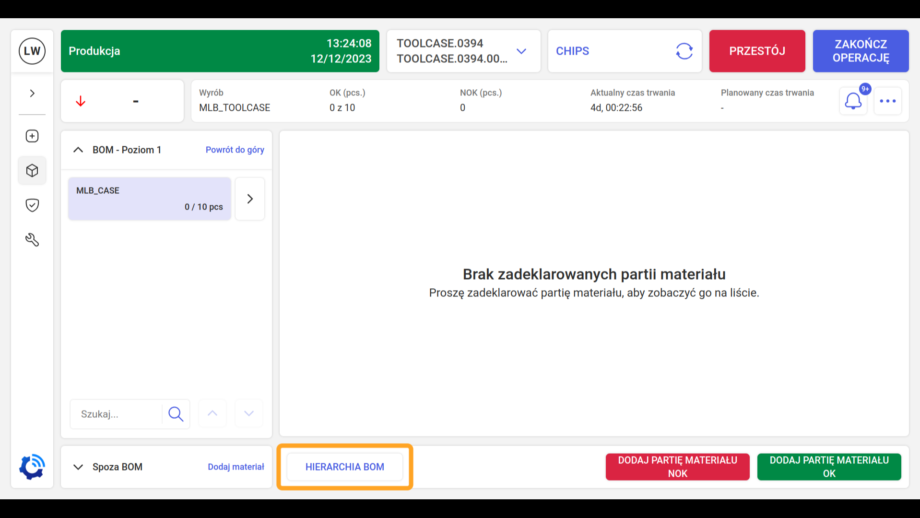
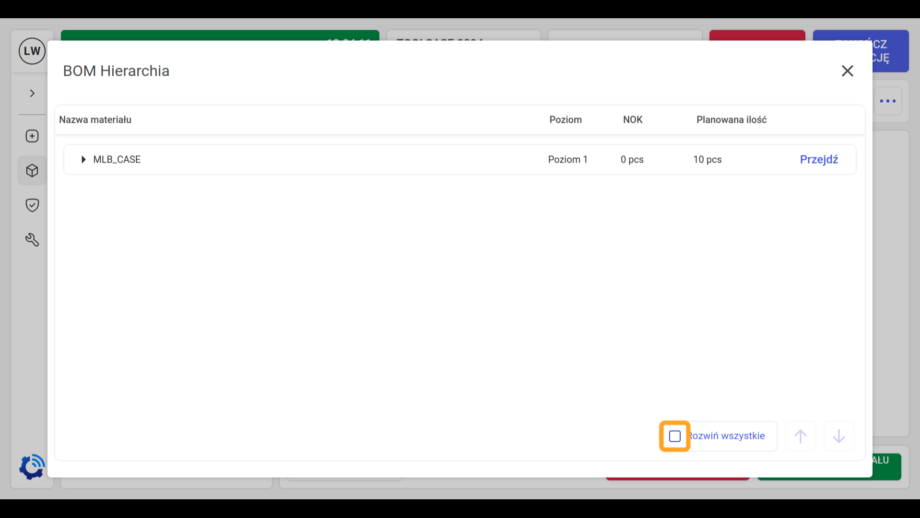
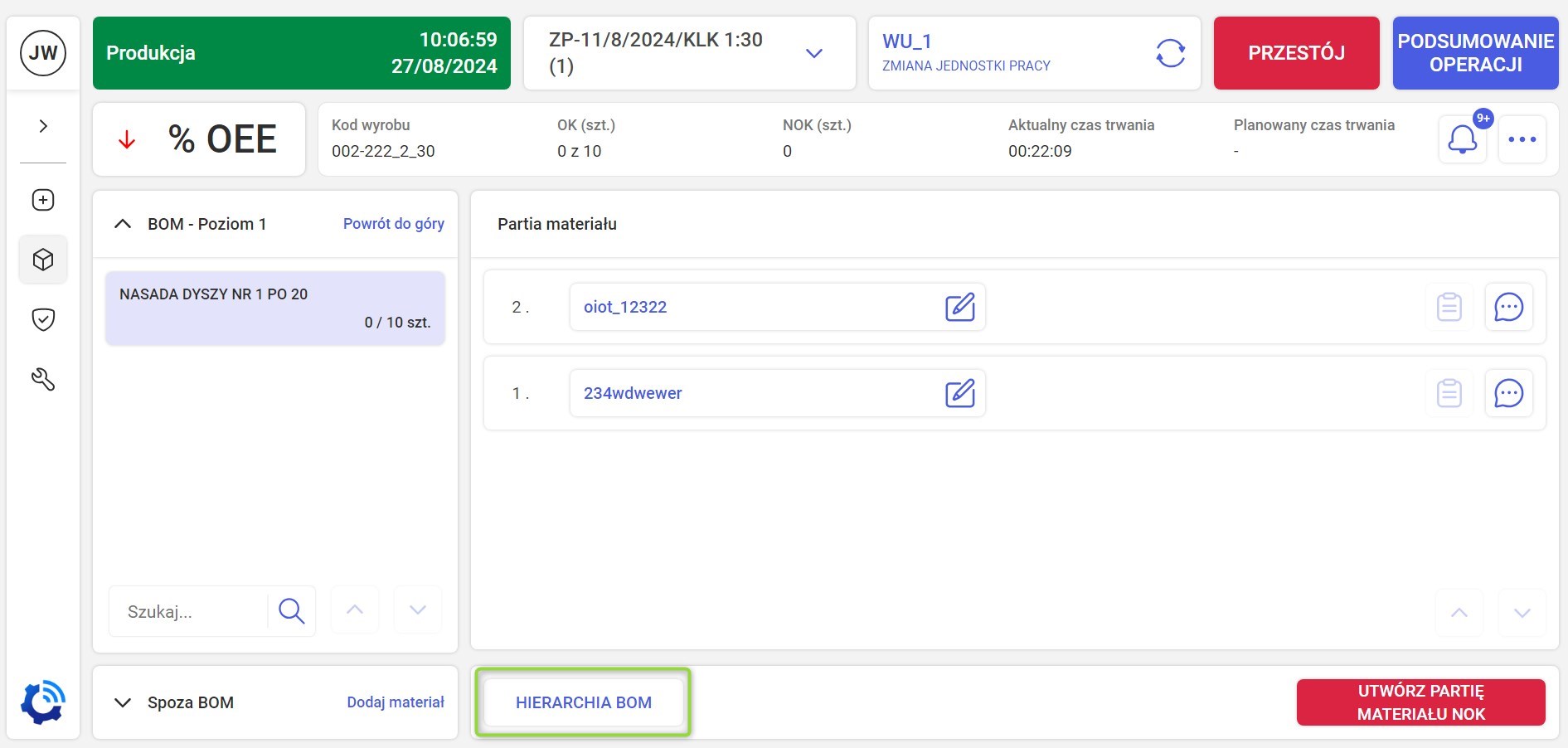
Operator może przejrzeć całą strukturę materiału dzięki przyciskowi HIERARCHIA BOM (rys. 32).
Rys. 32.
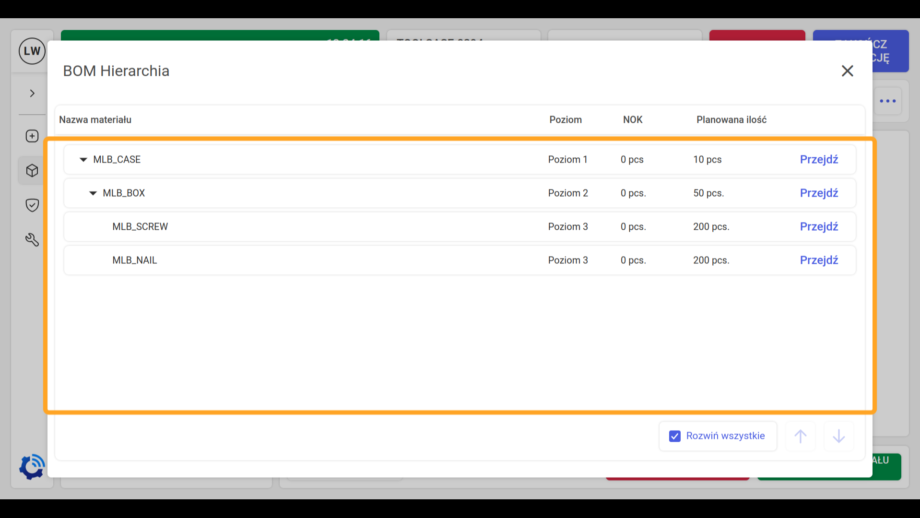
W oknie (rys. 33) znajduje się cała hierarchia materiału, można rozwijać poziomy po kolei klikając w nazwę materiału lub znaczyć pole wyboru ROZWIŃ WSZYSTKO, aby uzyskać widok jak na rys. 34. Bezpośrednio z okna hierarchii można przejść do wybranego materiału.
Rys. 33.Rys. 34.
Drukowanie
Funkcjonalność drukowania w aplikacji Operator Panel jest domyślnie wyłączona (aby ją włączyć, należy postępować według instrukcji w rozdziale Drukowanie etykiet).
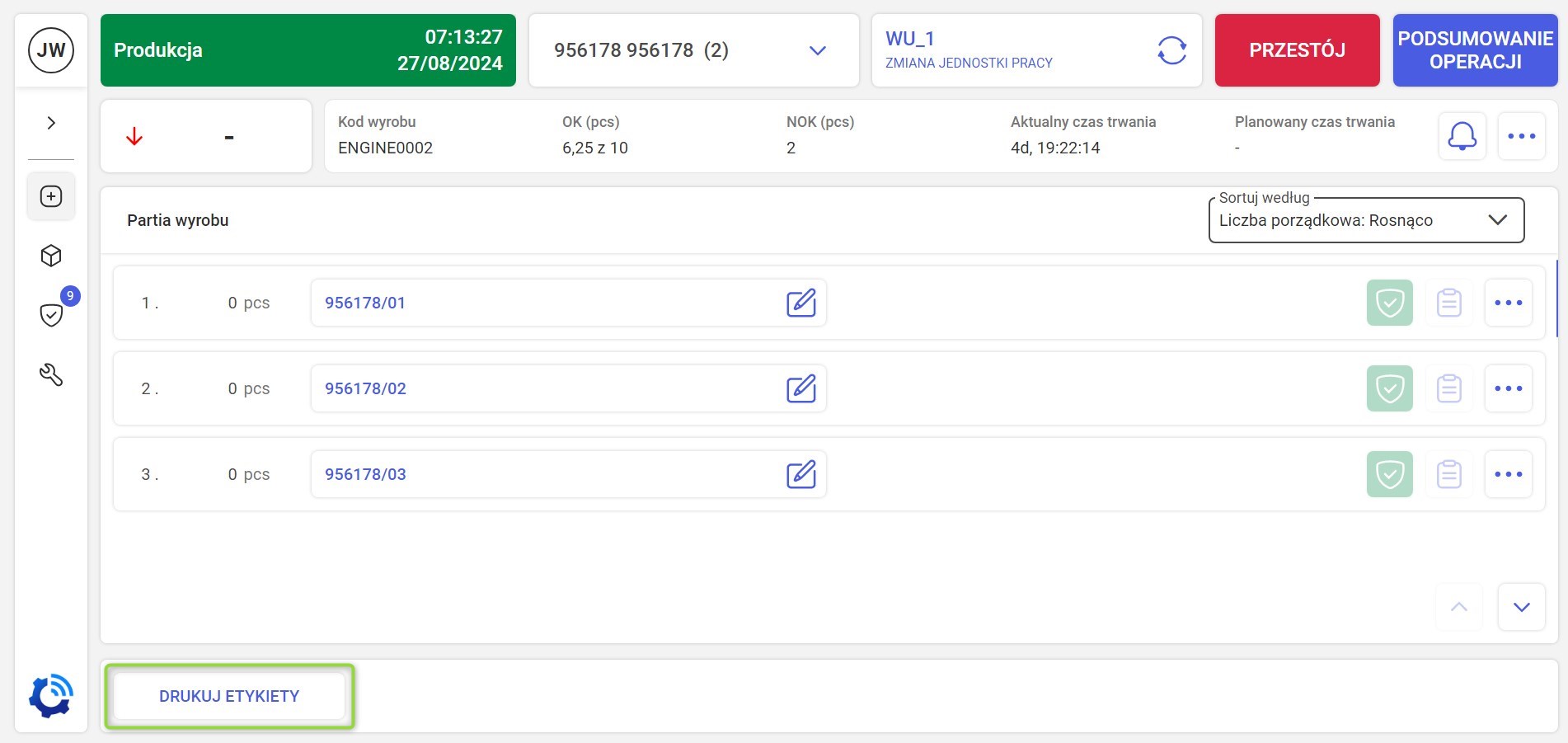
Drukowanie etykiet dla produktów jest dostępne po naciśnięciu przycisku DRUKUJ ETYKIETY (rys. 1).
Rys.1
W poniższych podrozdziałach zostały opisane dwie dostępne konfiguracje dla drukowania etykiet.
DRUKOWANIE WEDŁUG KODU PARTII WYROBU
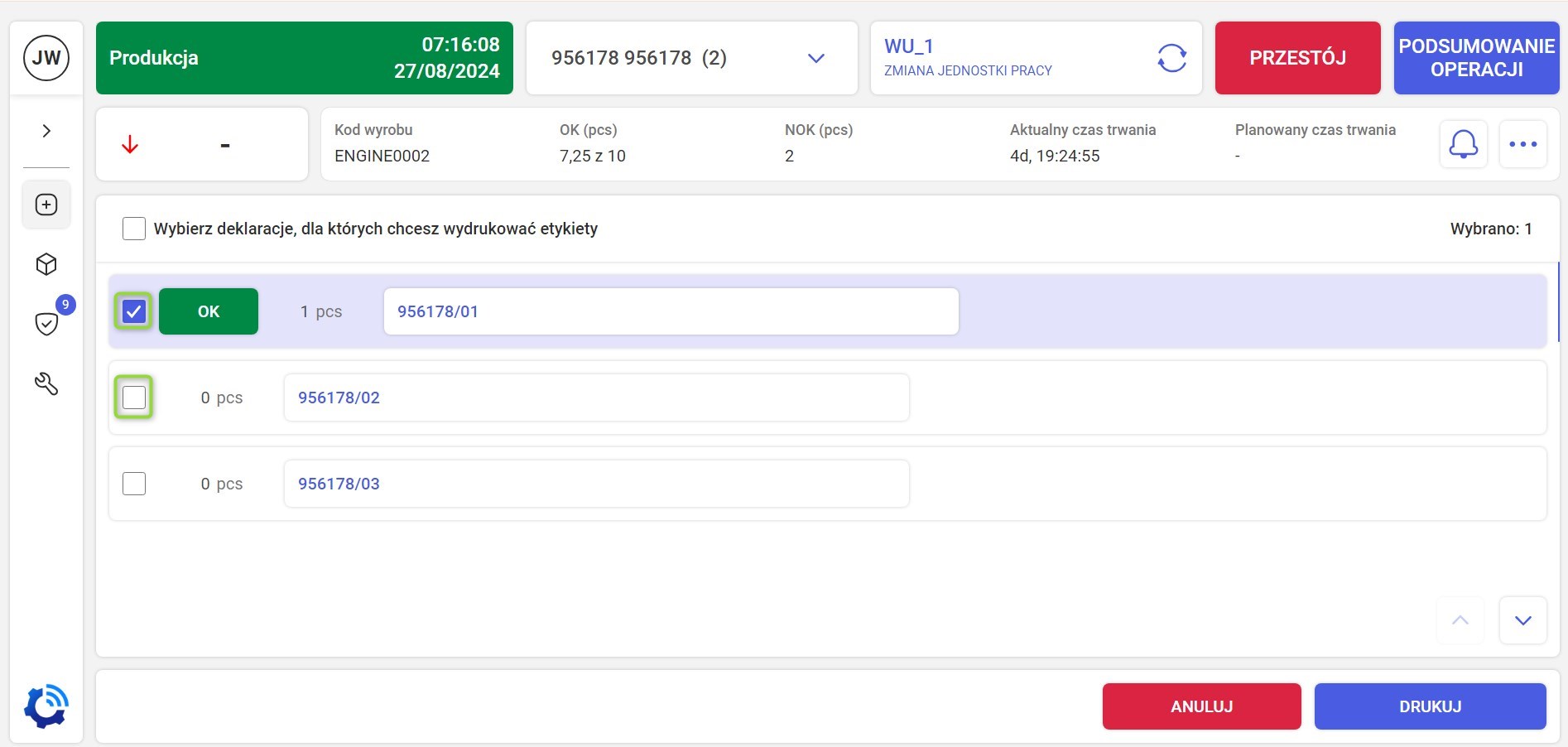
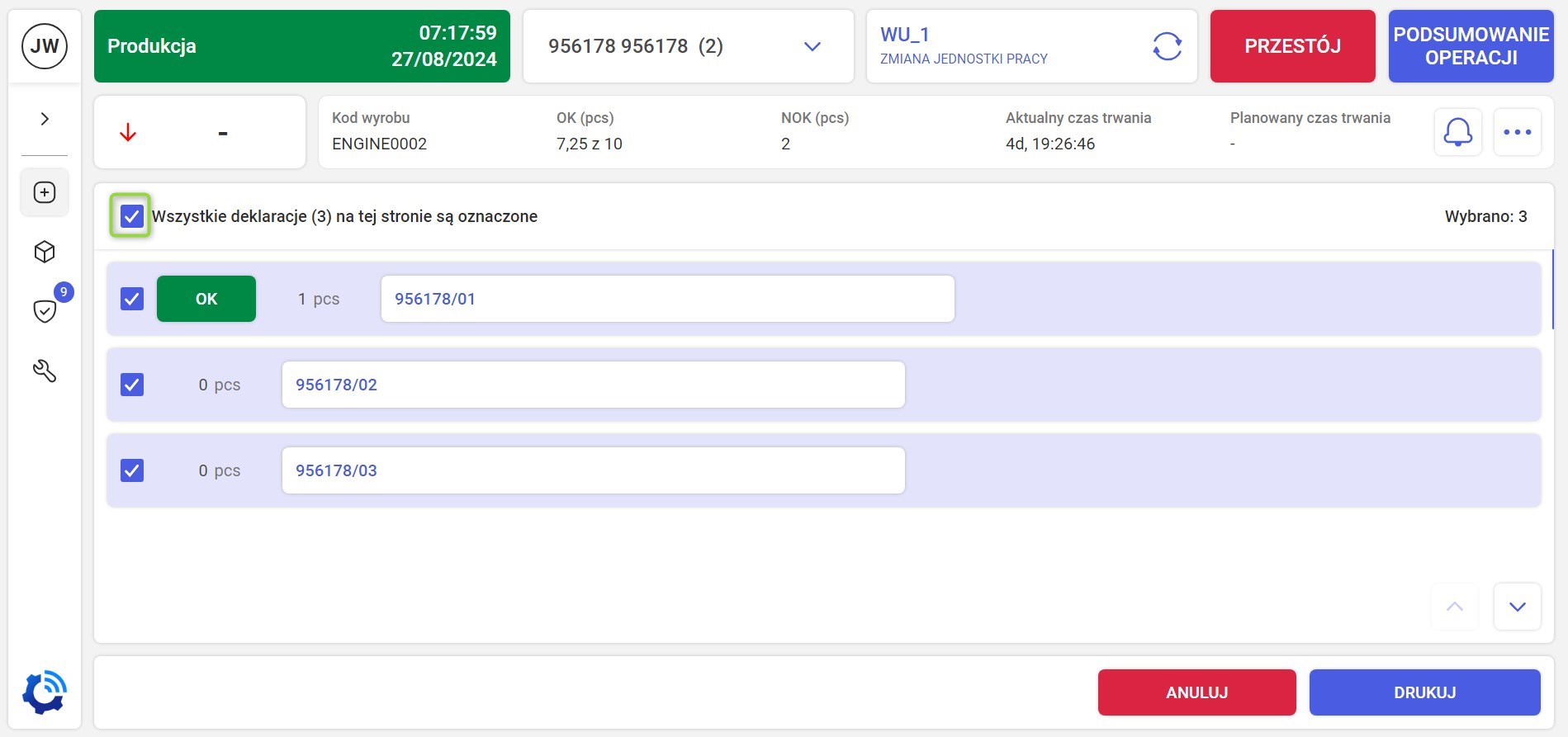
Po wejściu w tryb drukowania będą widoczne partie produktów, dla których proces śledzenia materiału został ukończony. Ważne jest także uzupełnienie kodu partii wyrobu, aby móc wydrukować etykiety.
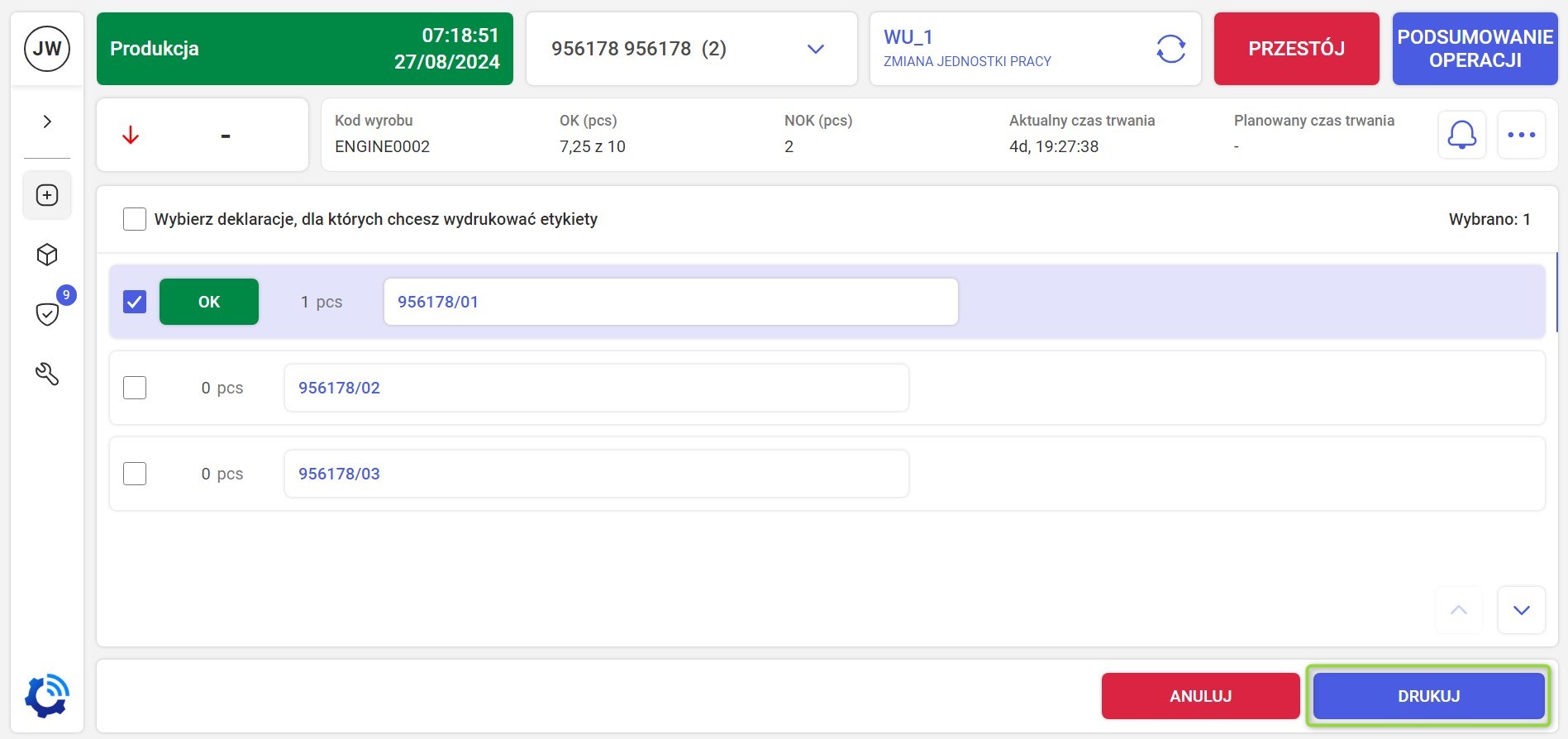
Operator musi zaznaczyć pole wyboru przy interesujących go partiach wyrobu (rys. 2).
Rys.2
Po zaznaczeniu partii, dla których ma zostać wydrukowana etykieta, jest informacja, ile pozycji zostało wybranych na danej stronie. Gdy partii na liście jest więcej i użytkownik chce zaznaczyć wszytko, to należy wcisnąć pole wyboru nad wszystkimi partiami (rys. 3).
Rys.3
Później należy wcisnąć przycisk DRUKUJ, aby potwierdzić swój wybór (rys. 4).
Rys.4
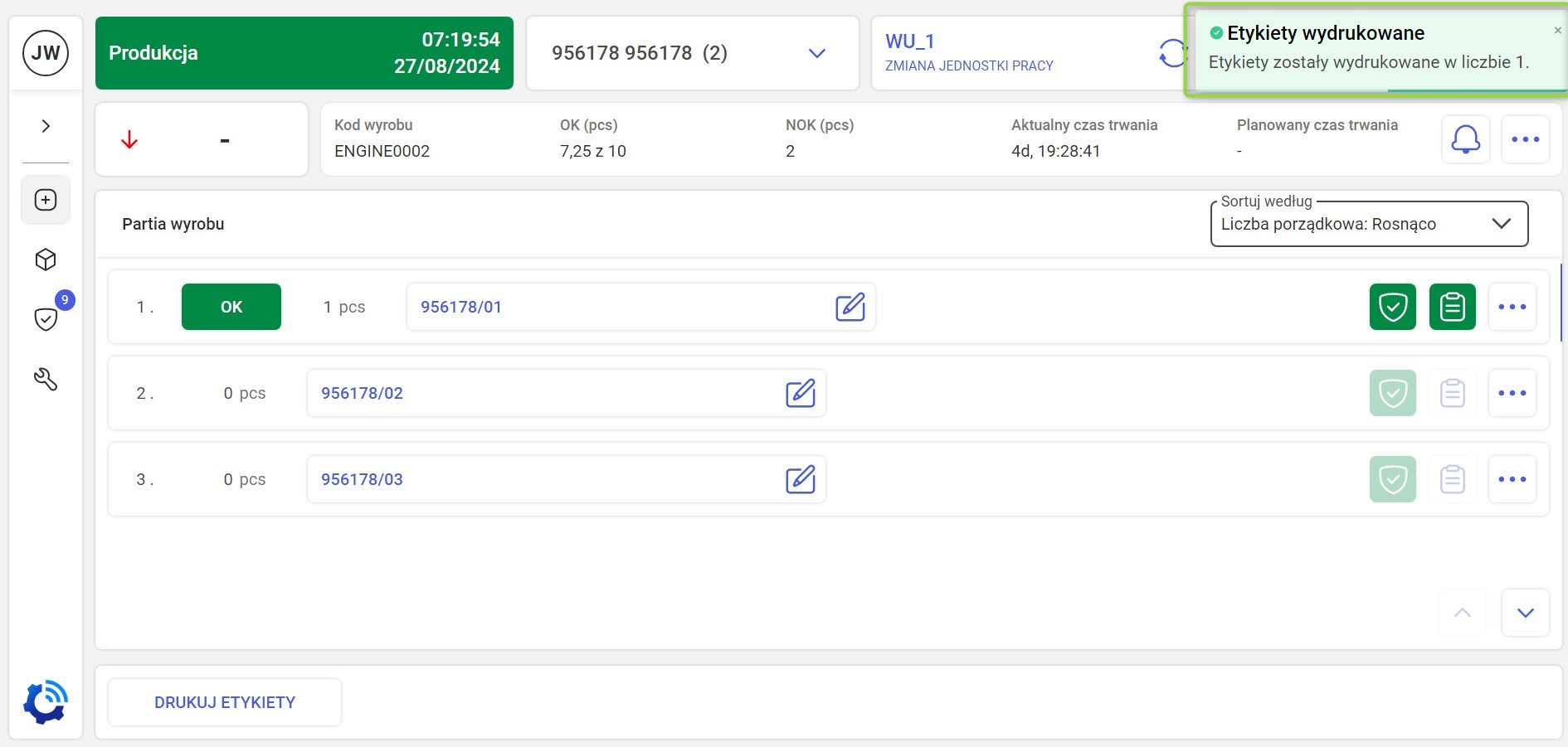
Po pomyślnym wydrukowaniu pojawia się informacja o liczbie wydrukowanych etykiet (rys. 5).
Rys.5
DRUKOWANIE WEDŁUG LICZB PORZĄDKOWYCH WYROBU
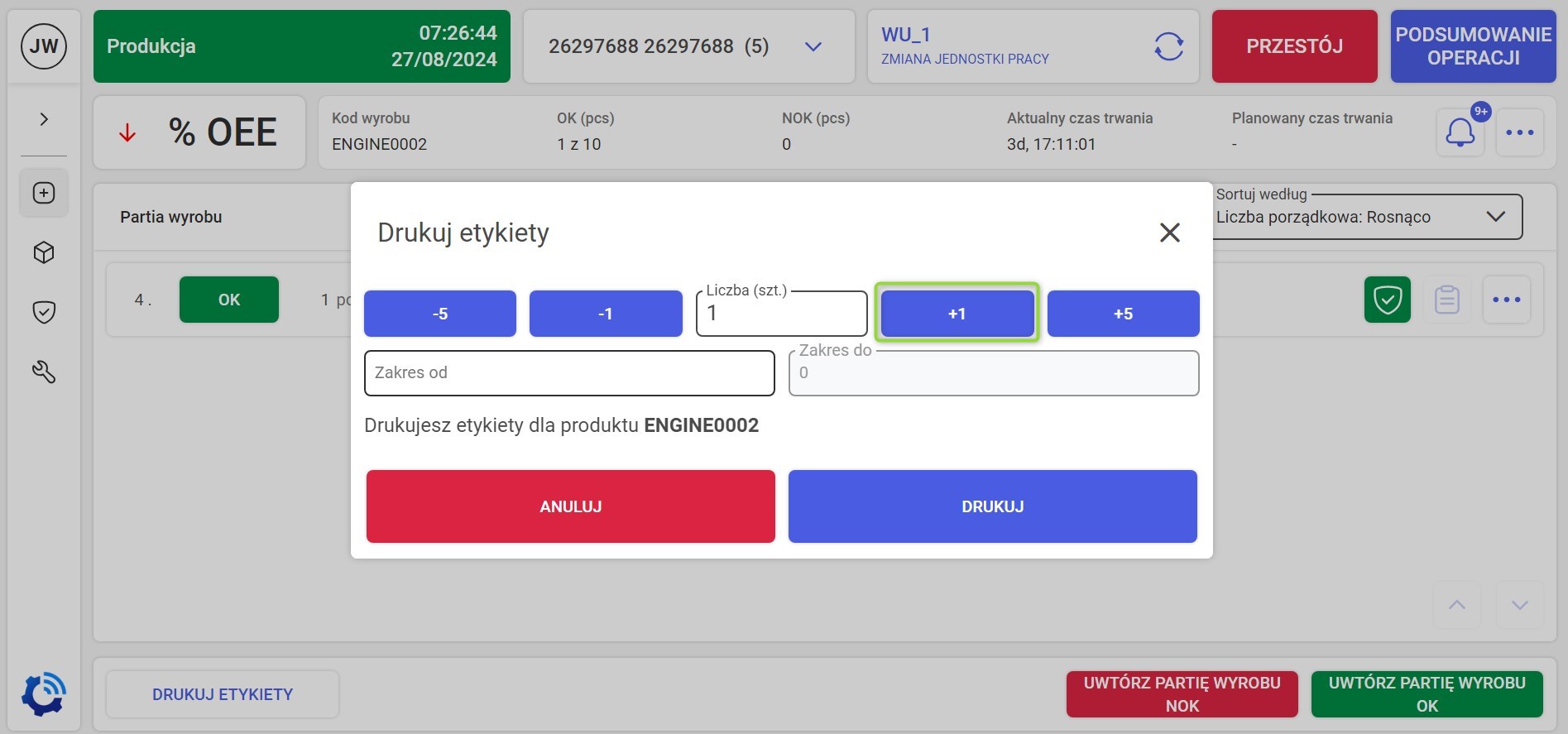
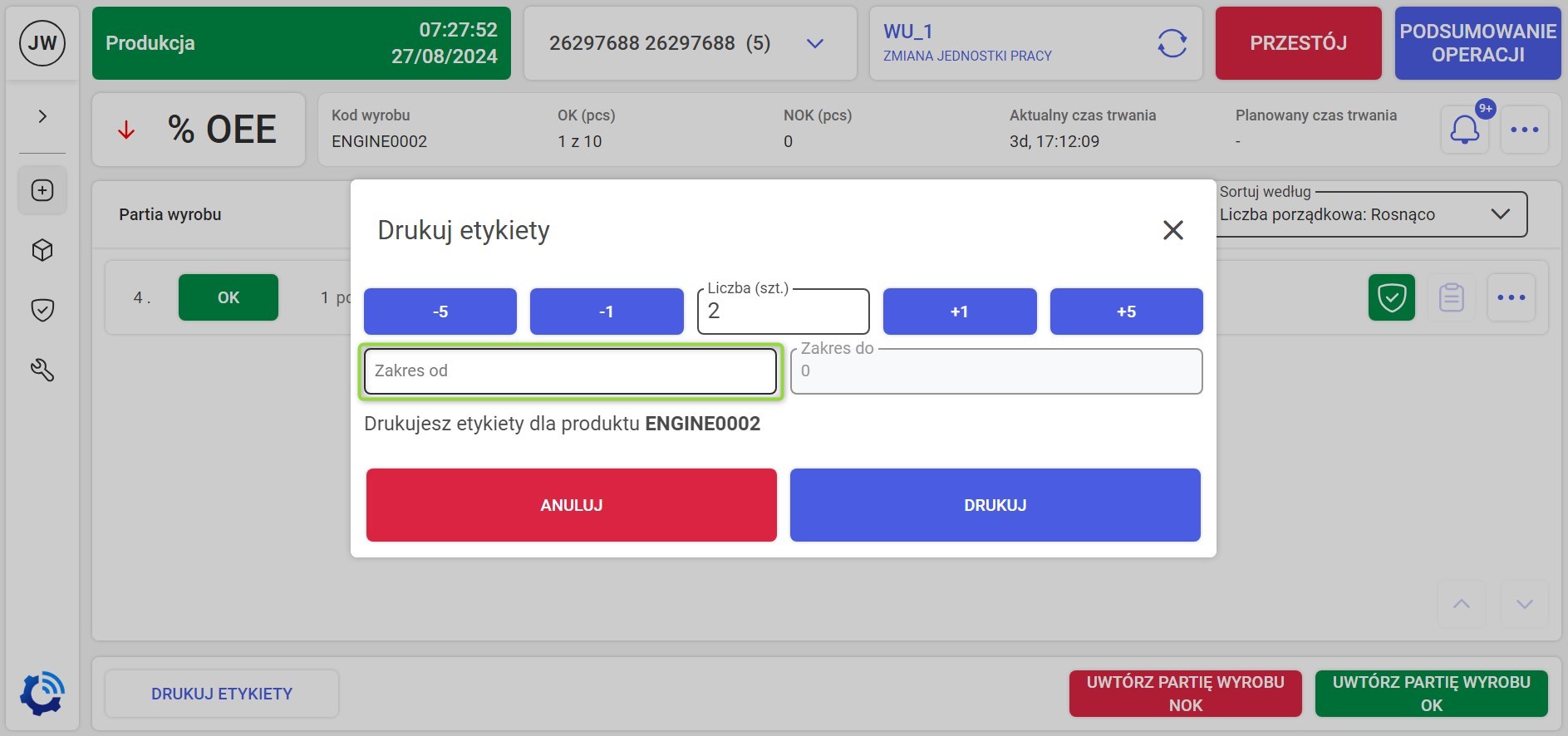
Po naciśnięciu przycisku pojawia się okno z wyborem zakresu ilości produktów, dla których zostaną wydrukowane etykiety (rys. 6). Niebieskimi przyciskami użytkownik wybiera ilość wyrobów (rys. 6).
Rys.6
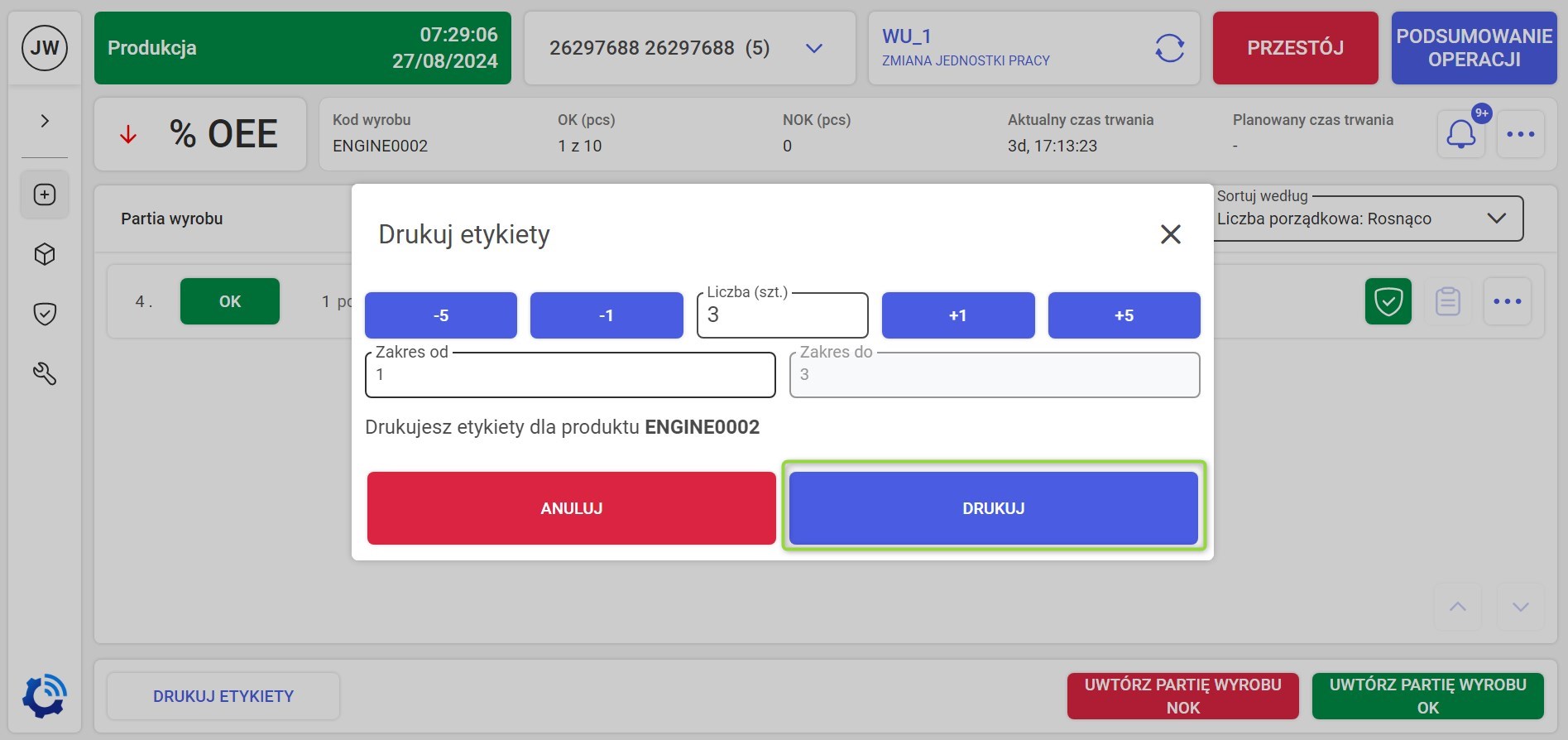
Następnie należy wpisać zakres, od której liczby porządkowej produktu mają zostać wydrukowane etykiety (rys. 7).
Rys.7
Po uzupełnieniu danych, dla przykładu na rysunku 9 jest zakres od 1 do 3 sztuki produktu Engine001, należy wcisnąć przycisk DRUKUJ.
Rys.8
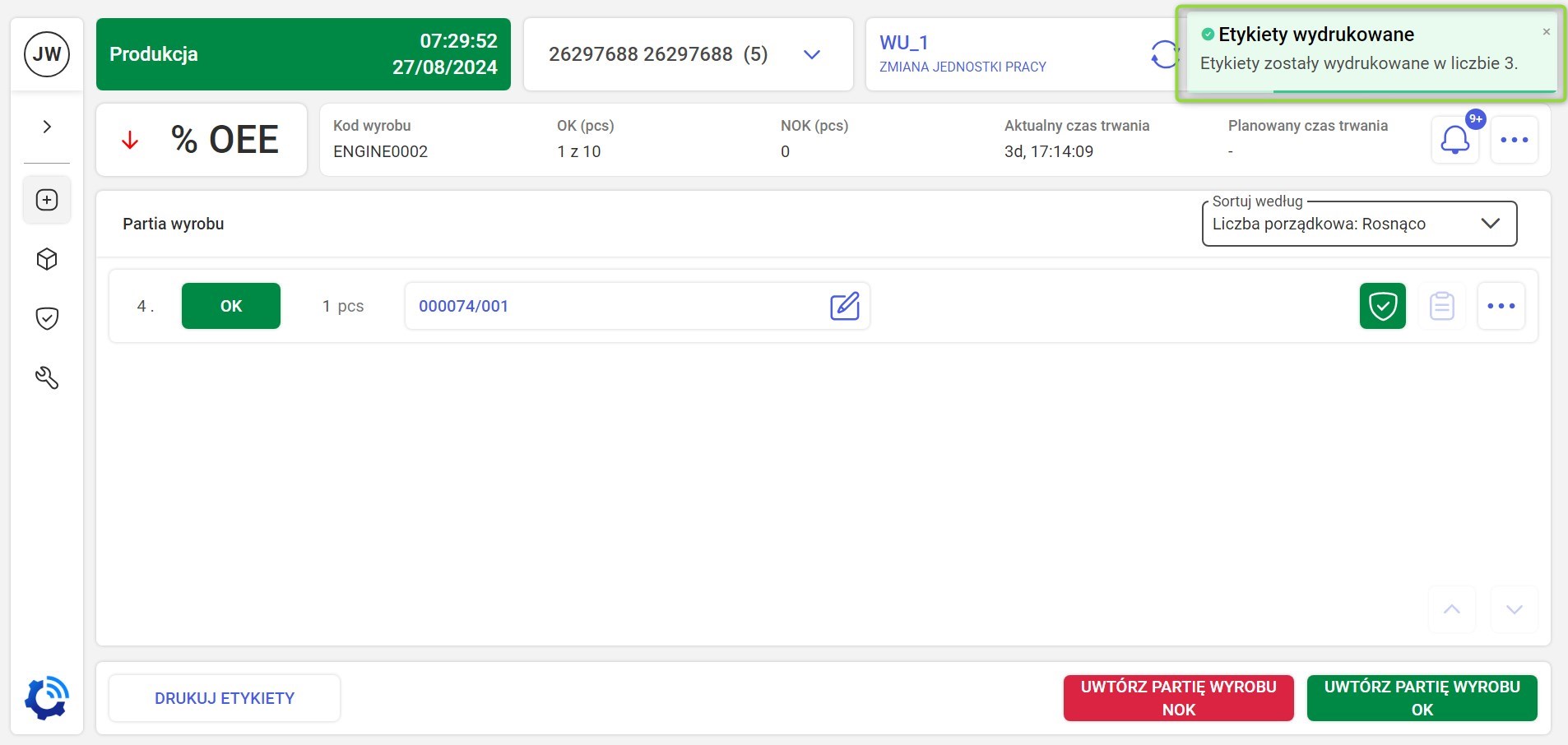
Po poprawnej akcji pojawi się informacja o wydrukowaniu etykiet i ich ilości (rys. 9).
Rys.9
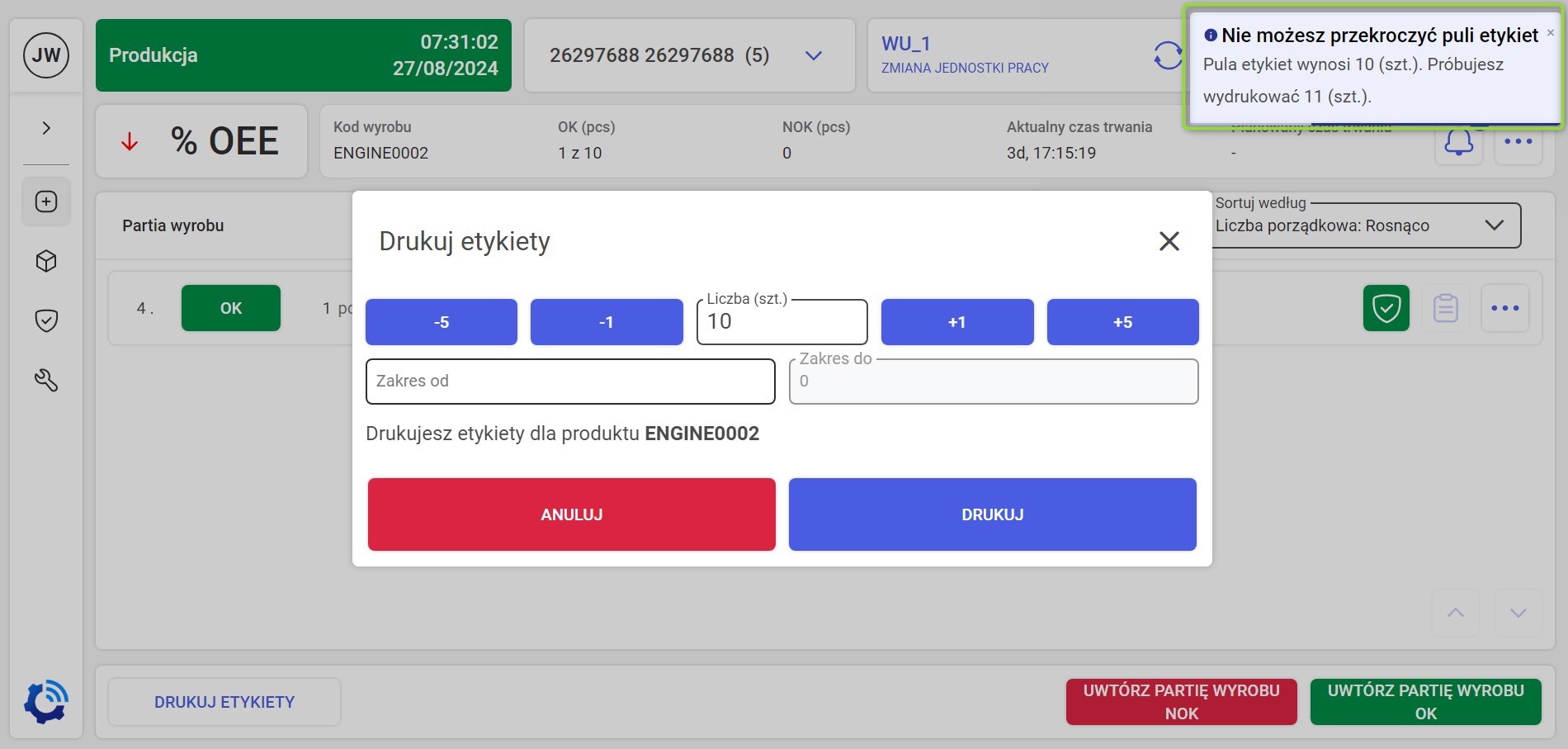
W przypadku próby wydrukowania większej ilości niż planowana ilość produktów w danej operacji, pojawi się informacja, że jest to niemożliwe (rys. 10).
Rys.10
Instrukcje
W aplikacji Operator Panel rozróżniamy 3 typy instrukcji:
instrukcje dla wykonywanego planu kontroli;
instrukcje dla stanowisk produkcyjnych;
instrukcje dla operacji.
Pierwszy typ instrukcji został opisany w rozdziale dotyczącej kontroli jakości.
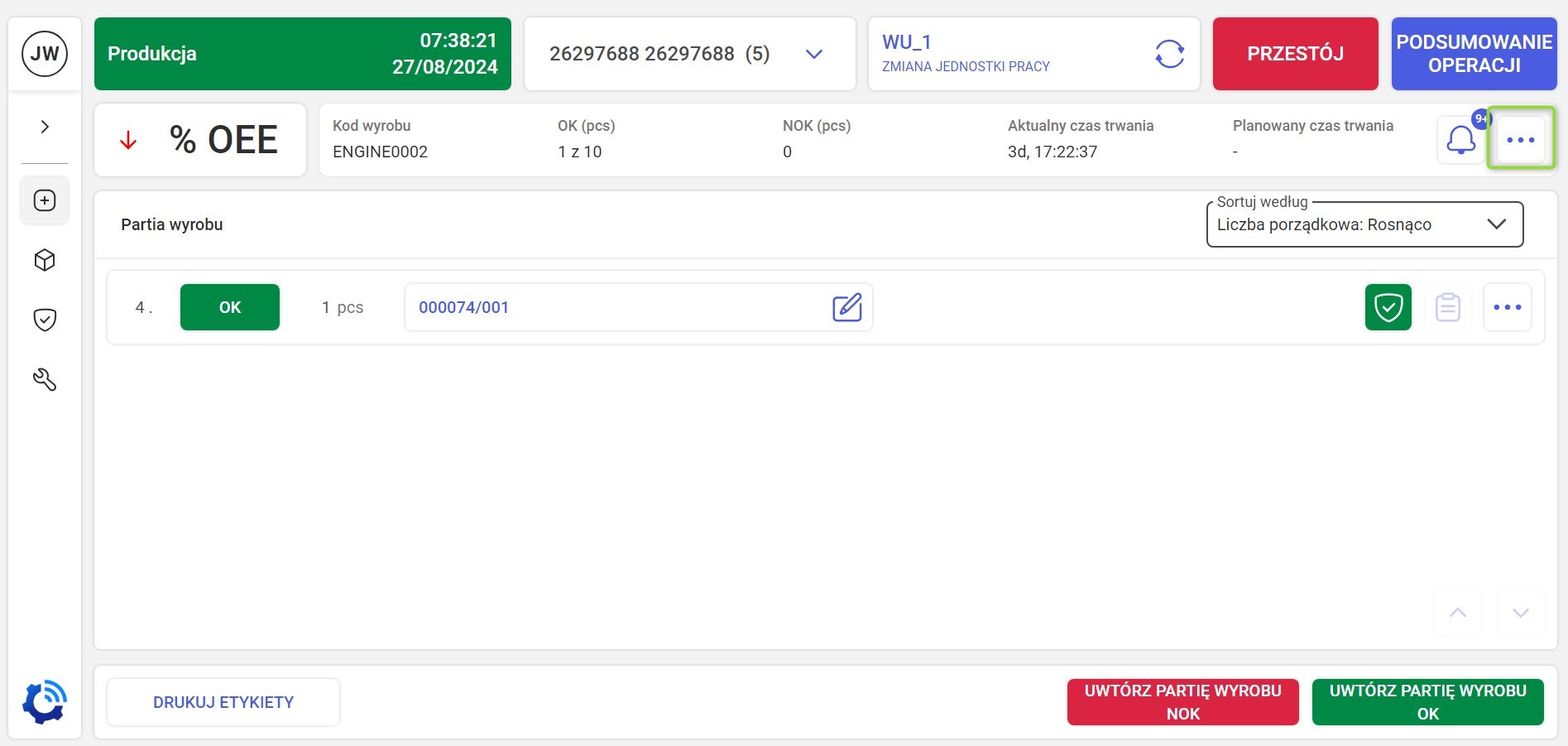
Dwa pozostałe typy można znaleźć w aplikacji Operator Panel pod ikoną trzech kropek (rys. 1).
Rys.1
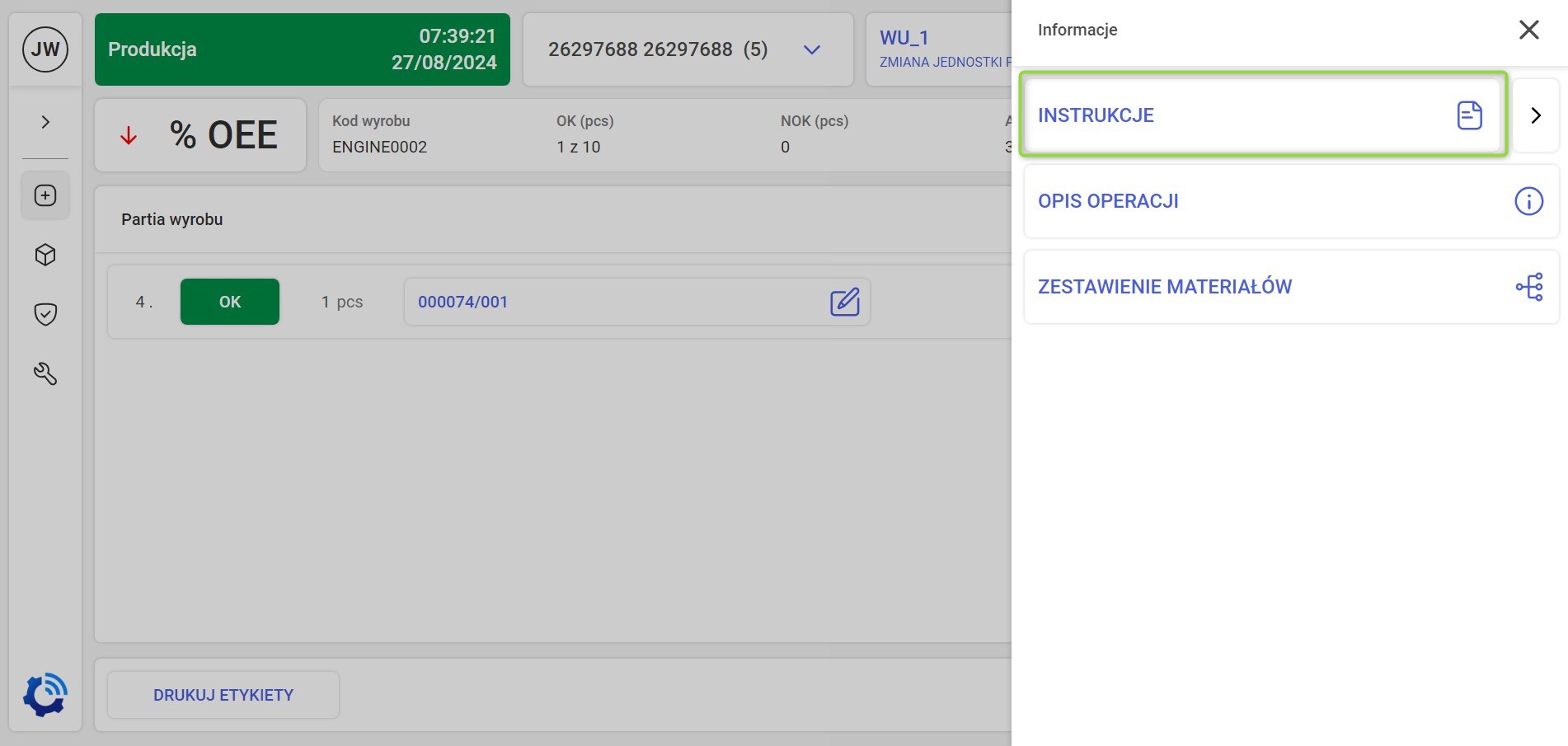
Następnie zostanie rozwinięte menu z prawej strony, z którego należy wybrać zakładkę INSTRUKCJE (rys. 2).
Rys.2
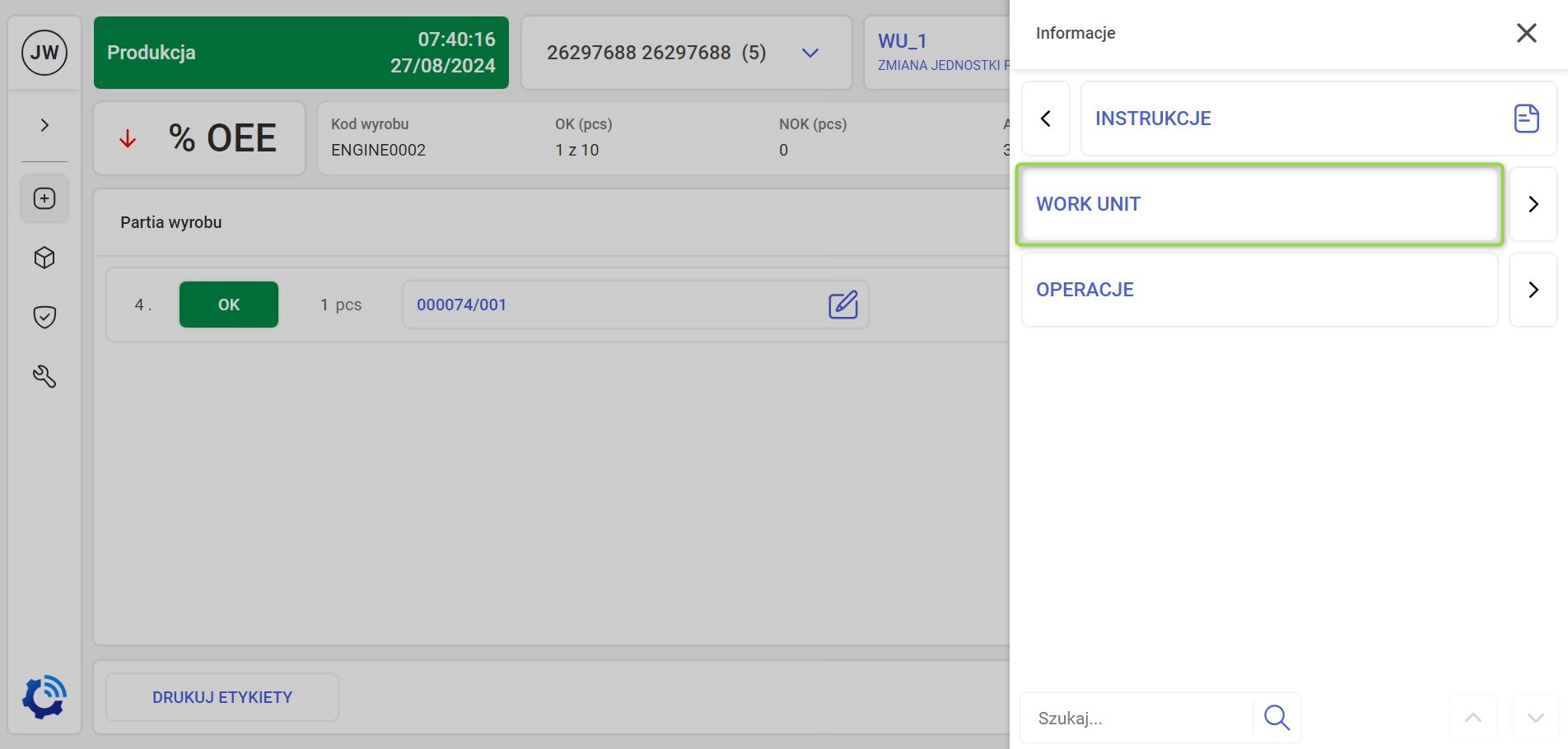
Instrukcje dla danych stanowisk pracy/urządzeń można dodawać w aplikacji Supervisor, więcej w tym rozdziale.
Rys.3
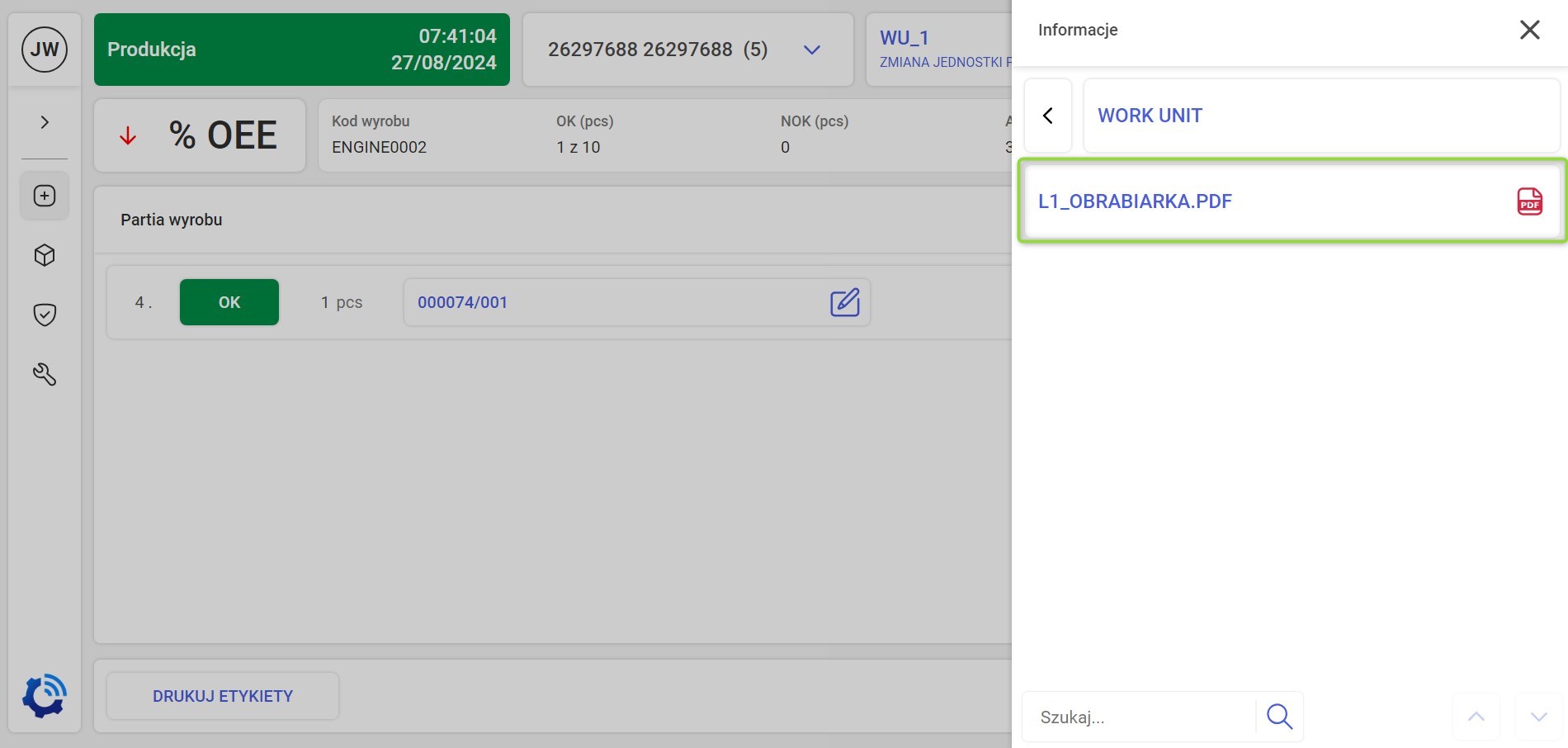
Z listy instrukcji można wybrać jedną z nich i klinąć w nią, żeby się pojawiła (rys. 4).
Rys.4
Wszystkie instrukcje posiadają panel kontroli, dzięki któremu można zobaczyć ile stron ma instrukcja, zmniejszyć/powiększyć ją, obrócić lub wyświetlić w trybie pełnoekranowym (rys. 5). Po lewej stronie widoczny jest podgląd kolejnych stron dokumentu.
Rys. 5.
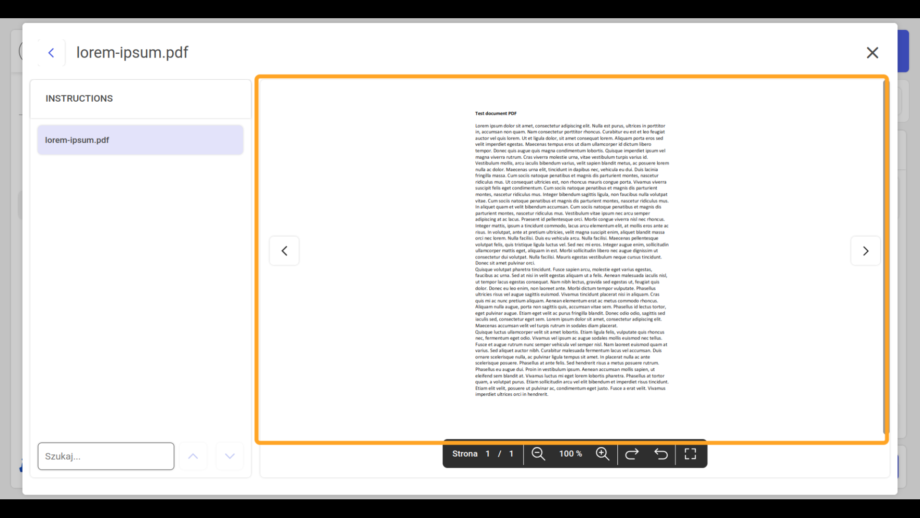
Instrukcja w trybie pełnoekranowym wygląda jak na rysunku 6, strzałkami w lewo/prawo można przechodzić między stronami. Chcąc wyjść z instrukcji należy wcisnąć ikonę zamknięcia.
Rys. 6.
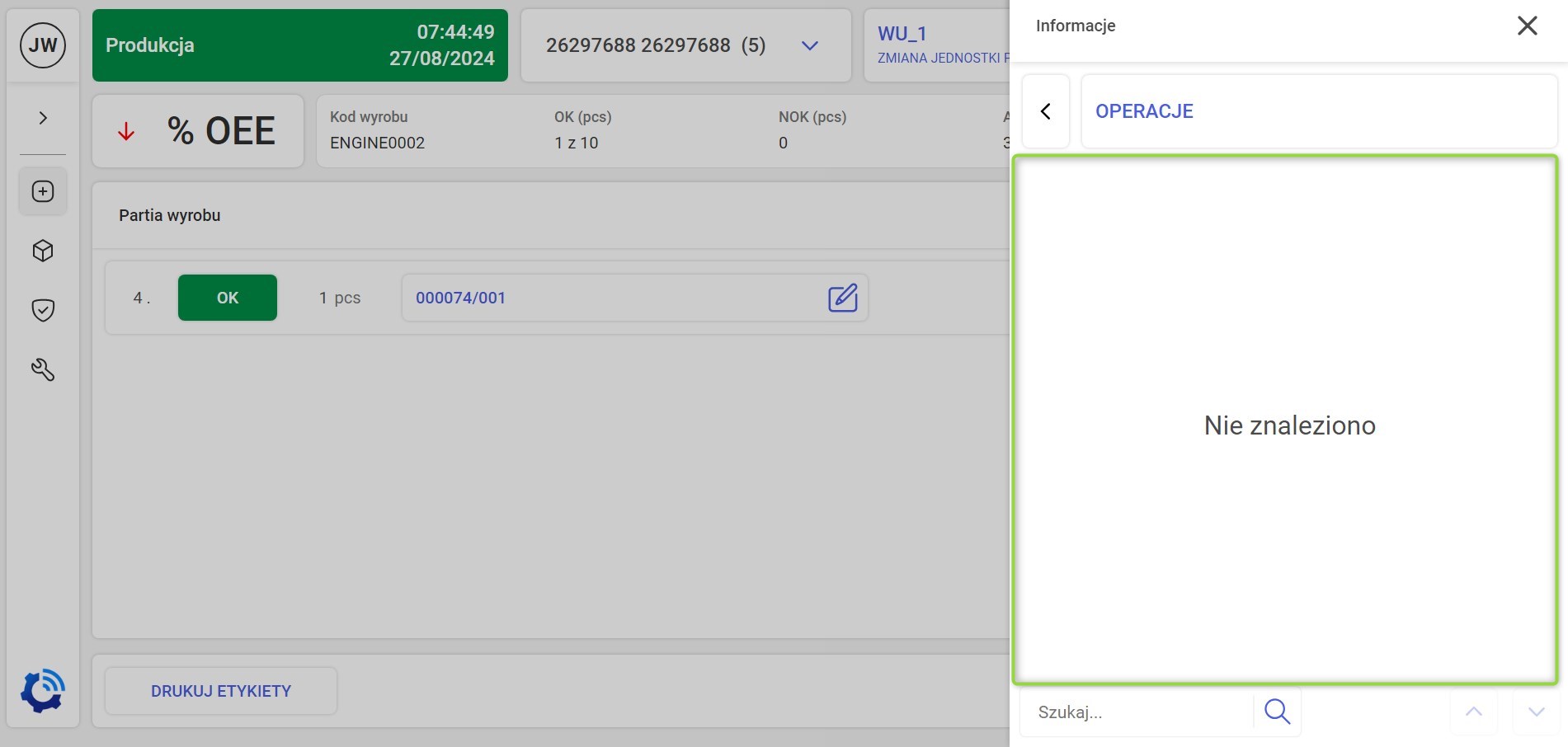
W celu otworzenia instrukcji dla operacji należy cofnąć się strzałką w lewo (rys. 7), a następnie wybrać zakładkę OPERACJE (rys. 8).
Rys.7
Instrukcje dla operacji są dołączane podczas tworzenia zleceń, nie ma możliwości dodania jej z poziomu aplikacji Operator Panel i Supervisor.
Rys.8Rys.9
W tym przypadku rys.9 na liście nie ma przypisanych do operacji instrukcji.
Kontrola Jakości
W aplikacji Operator Panel operator ma możliwość wykonywania kolejnych etapów kontroli jakości dla danej definicji materiału. Jednak najpierw wymaga to stworzenia odpowiedniego planu kontroli, który można dodać w aplikacji Supervisor (więcej Kontrola Jakości).
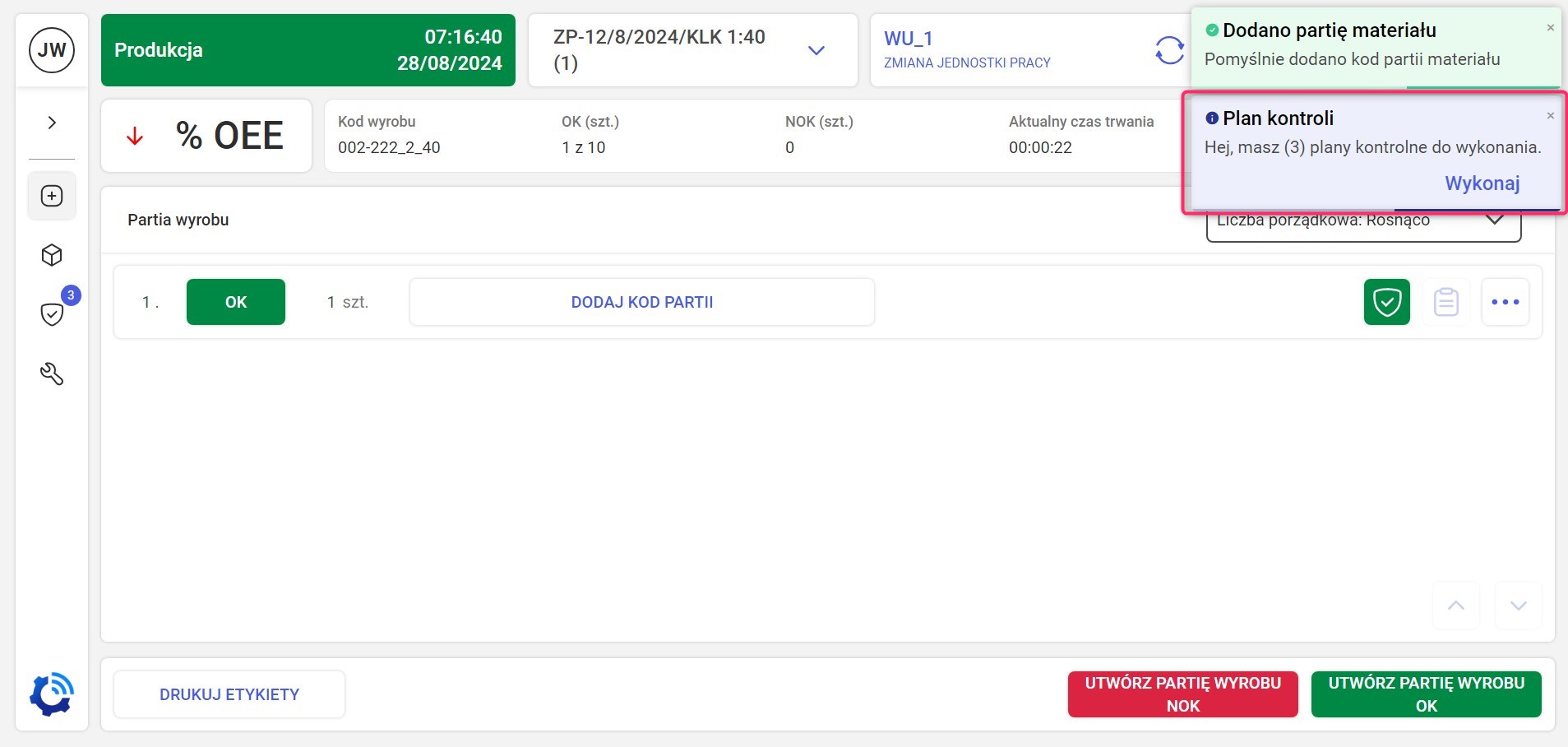
Gdy tylko pojawi się nowy plan kontroli do wykonania operator zostanie o tym poinformowany (rys. 1). Także po dołączeniu do trwającej operacji pojawi się ta sama informacja.
Rys.1
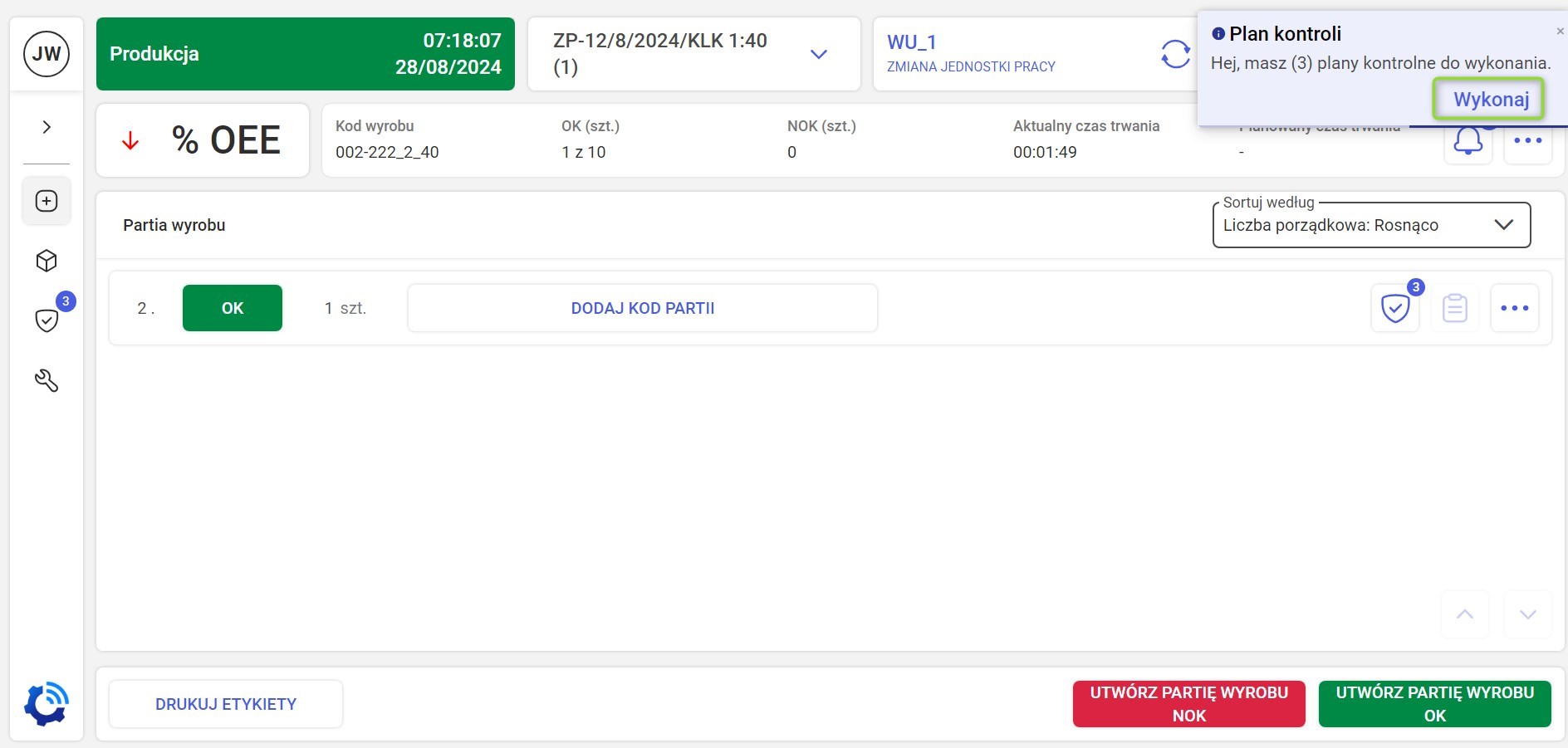
Po kliknięciu przycisku Wykonaj użytkownik zostanie przekierowany do widoku Kontroli Jakości (rys. 2).
Rys.2
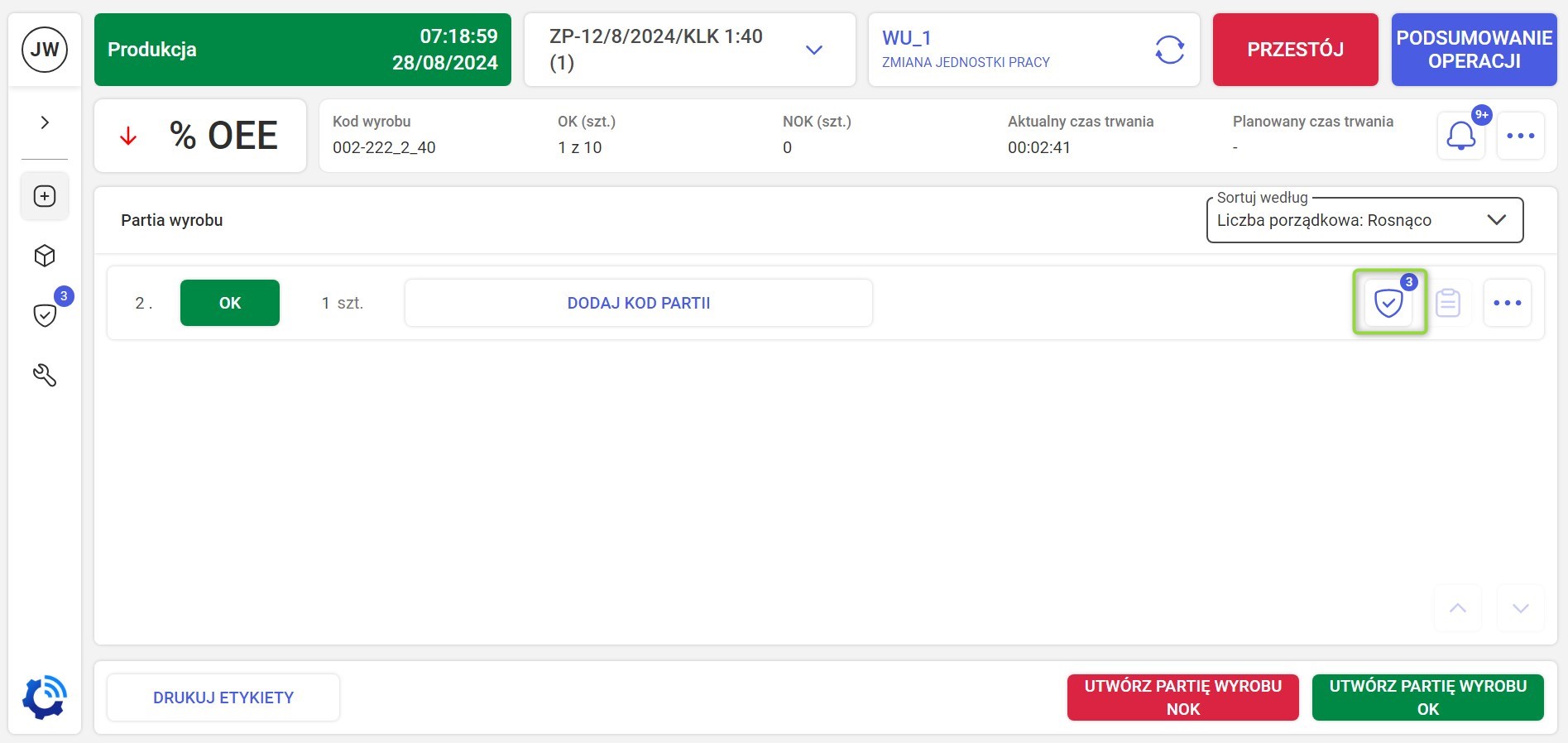
W zakładce Wyroby przy każdej partii znajduje się ikona planów kontroli z numerem niewykonanych czynności kontroli (rys. 3). Po kliknięciu w nią widok zostaje przekierowany do zakładki Kontrola Jakości i na liście będzie znajdować się wcześniej wybrana partia wyrobu i odpowiednio dla niej plany kontroli (rys. 4, 5).
Rys.3Rys.4Rys.5
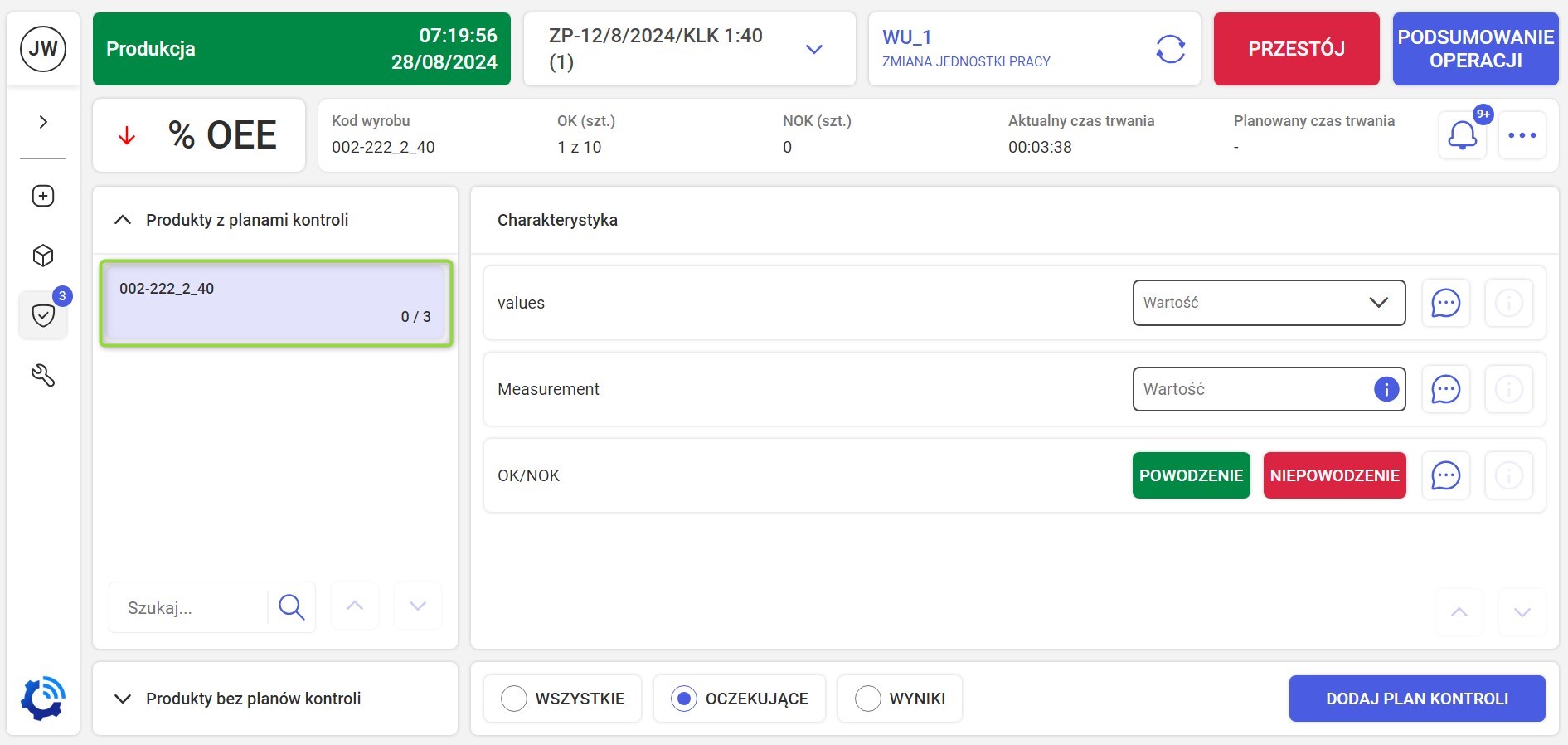
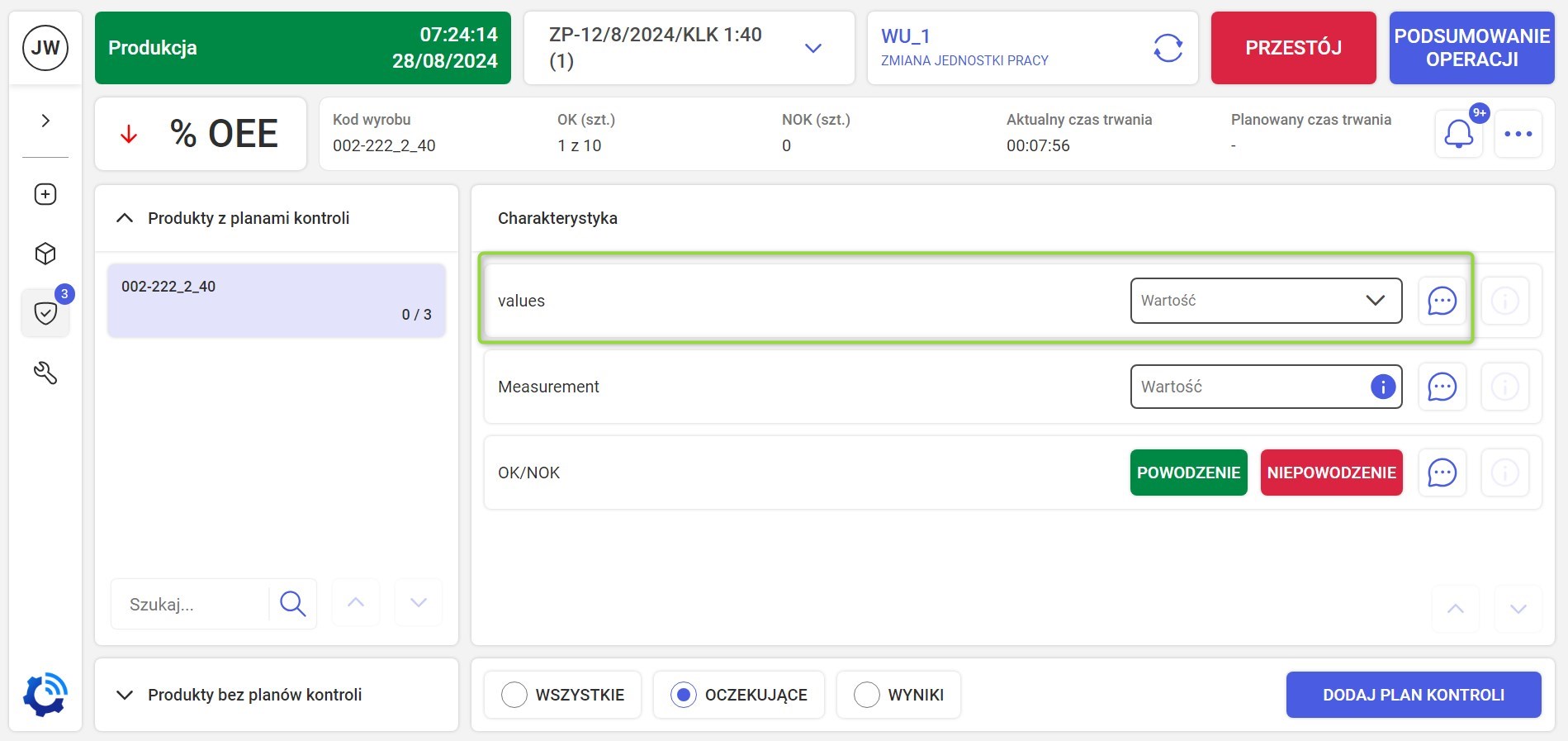
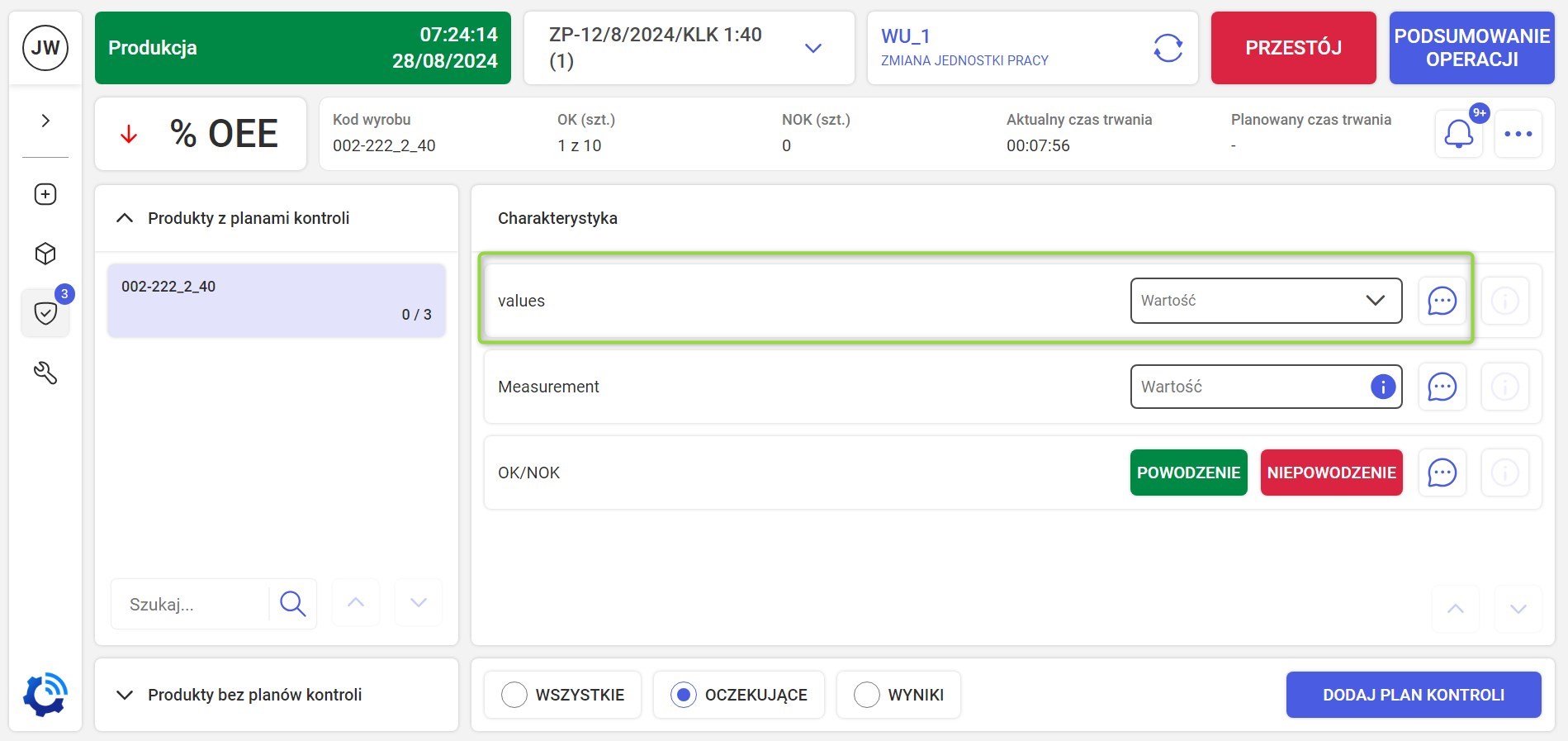
System posiada 4 techniki wykonywania planów kontroli:
Pomiar automatyczny (rys. 6);
OK/NOK (rys. 7);
Pomiar ręczny (rys. 8);
Wybór wartości z listy (rys. 9).
Rys.6Rys.7Rys.8
Rys.9
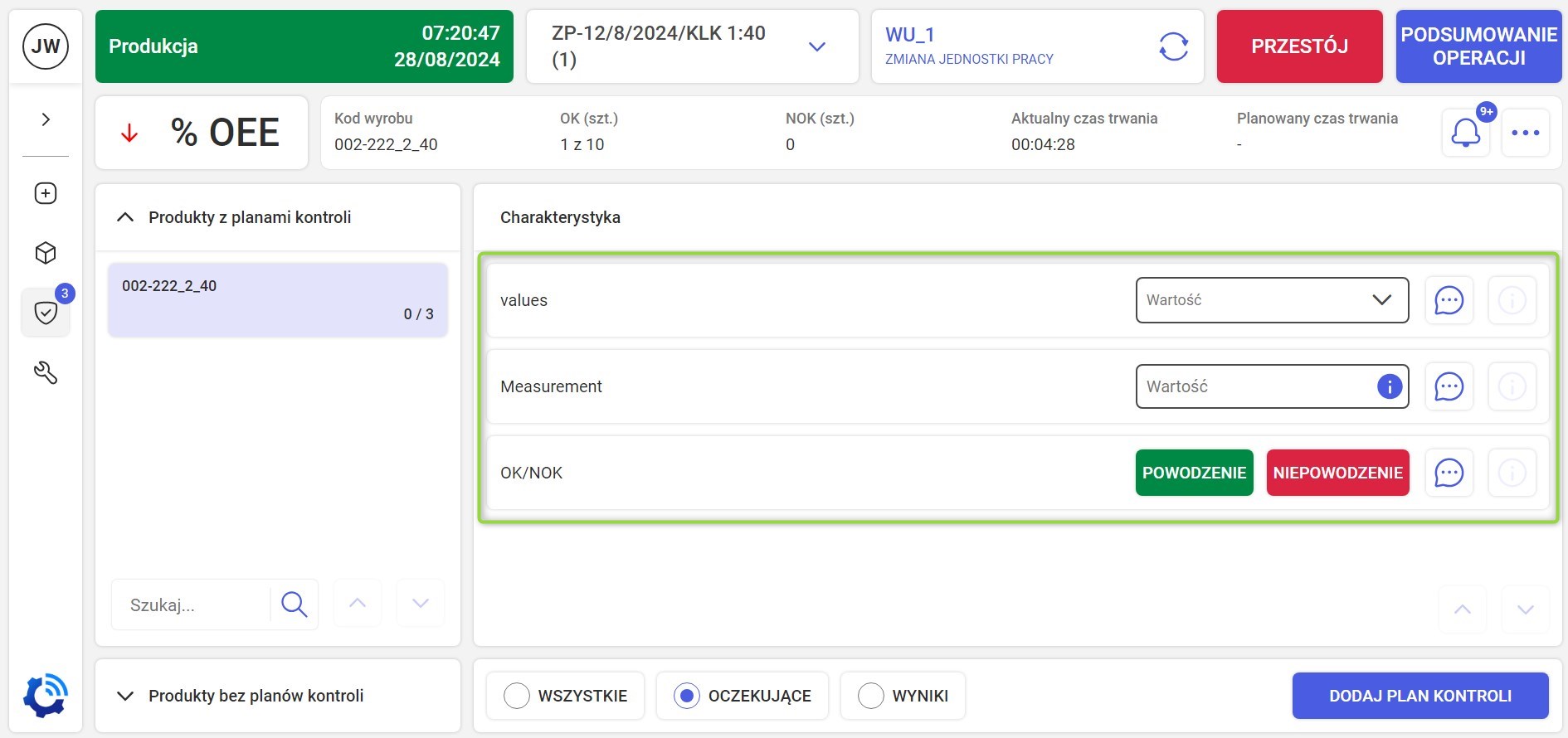
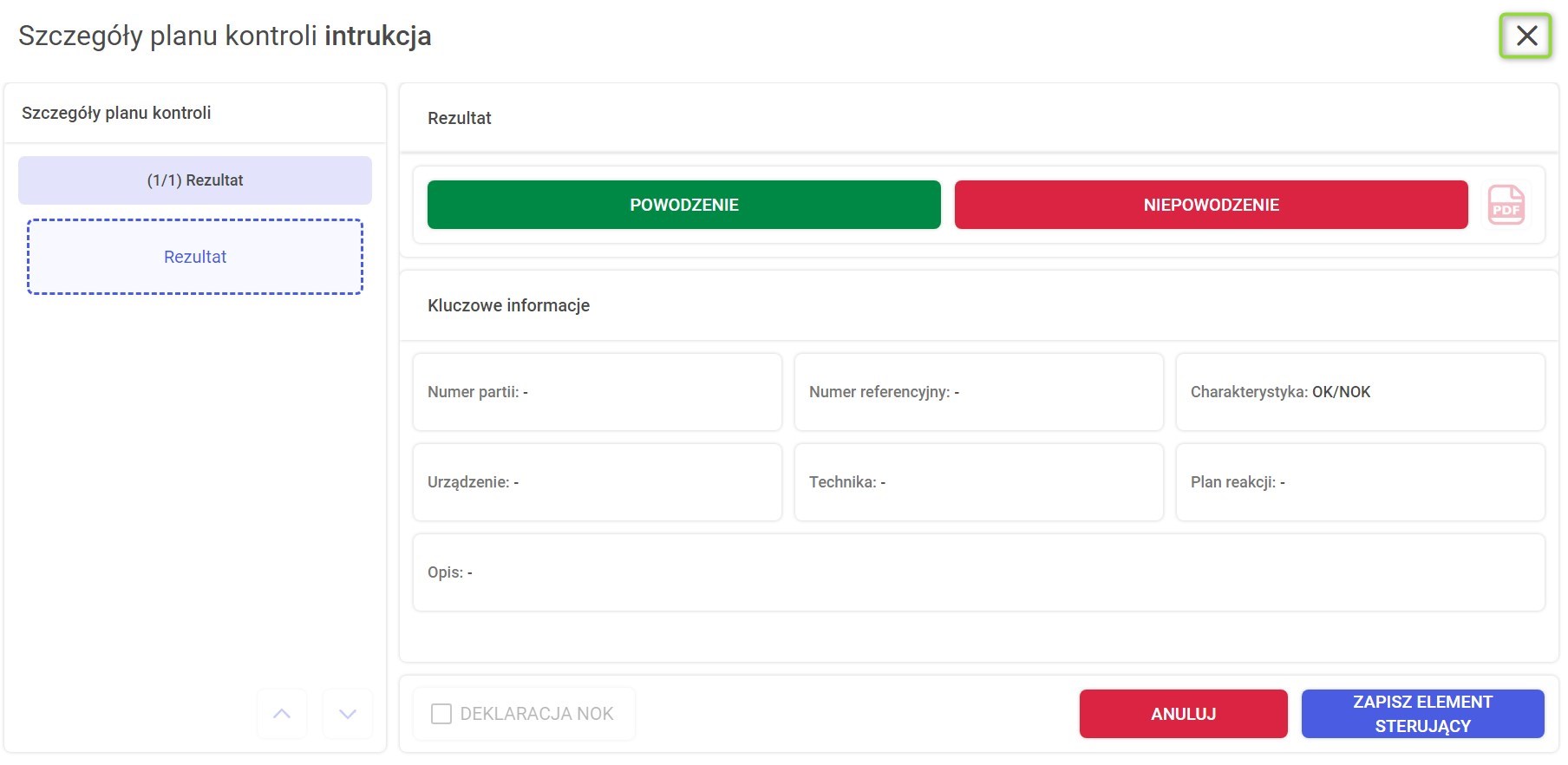
Plany kontroli można wykonywać na dwa sposoby. Pierwszy - użytkownik klika na jednej z czynności kontroli i wchodzi w szczegóły planu kontroli, tam pokazane są wszystkie informacje dotyczące danego planu kontroli (rys. 10).
Drugim sposobem jest uzupełnianie czynności kontroli na liście wszystkich oczekujących planów kontroli jak będzie to pokazywane na dalszych przykładach.
Rys.10
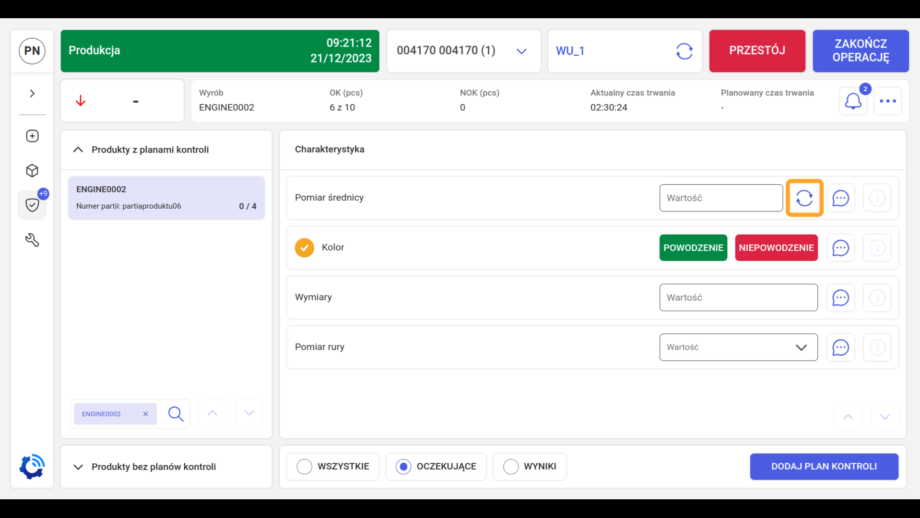
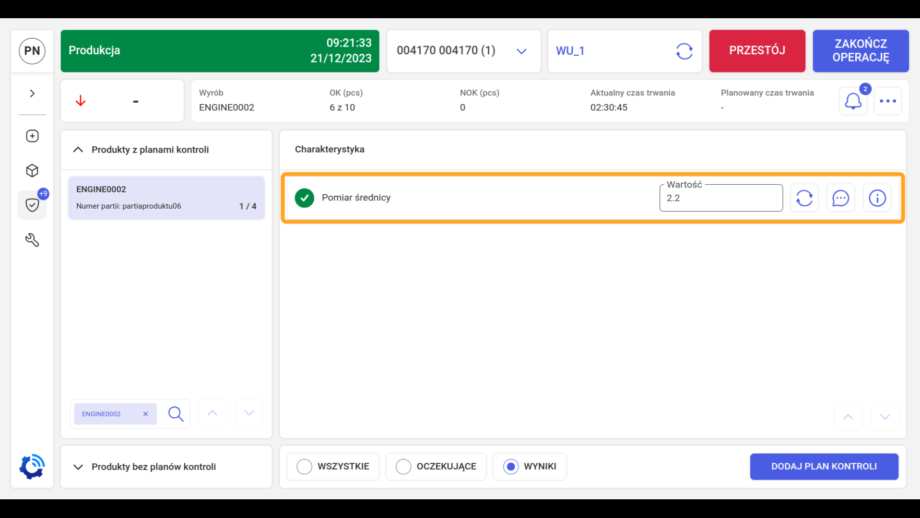
POMIAR AUTOMATYCZNY
W celu odczytania pomiaru automatycznego należy wcisnąć przycisk z ikoną okrągłych strzałek, aby odczyt z maszyny został zapisany (rys. 11).
Rys. 11.
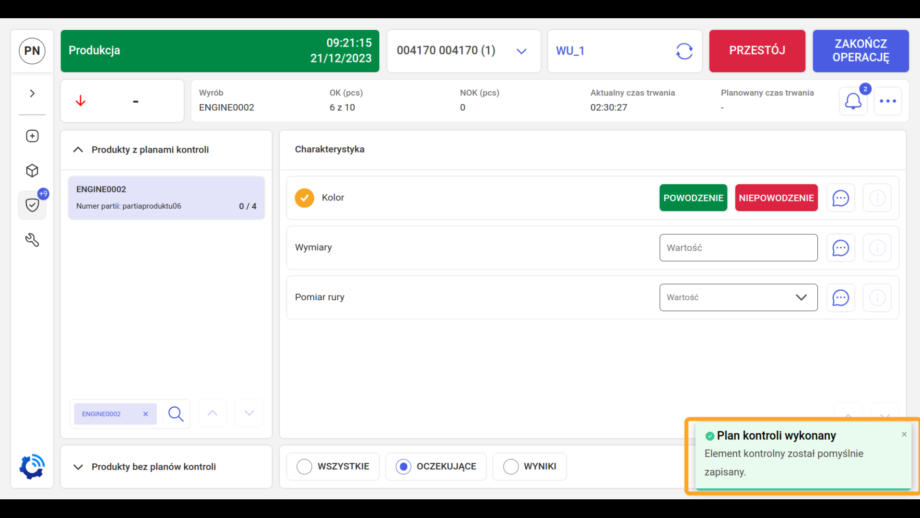
Po wprowadzeniu pomiaru, w tym przypadku odczytu automatycznego, pojawia się informacja o prawidłowym zapisie elementu kontrolnego (rys. 12).
Rys. 12.
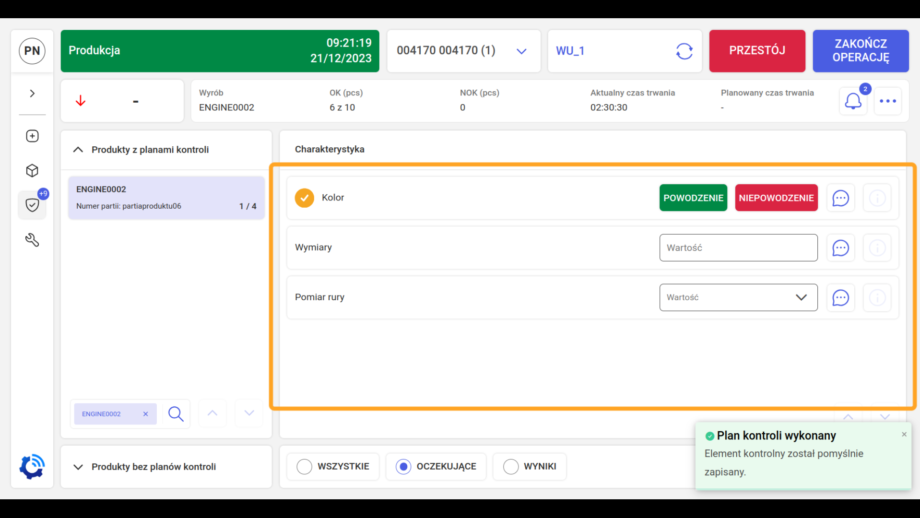
Na liście znajdują się teraz 3 pozycje dla procesu kontroli jakości dla filtra OCZEKUJĄCE (rys. 13).
Rys. 13.
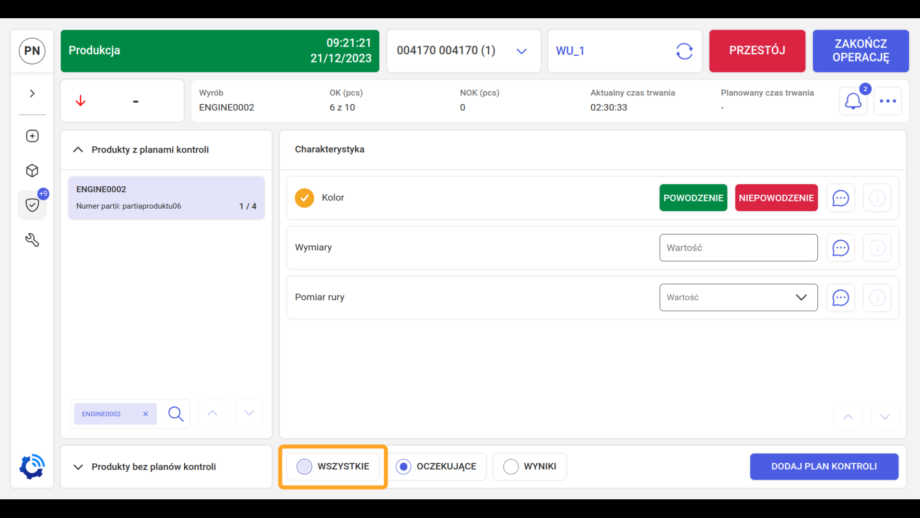
Dla przykładu (rys. 14) zmiana filtra na WSZYSTKIE, aby były widoczne na liście wykonane i niewykonane czynności kontroli (rys. 15).
Rys. 14.
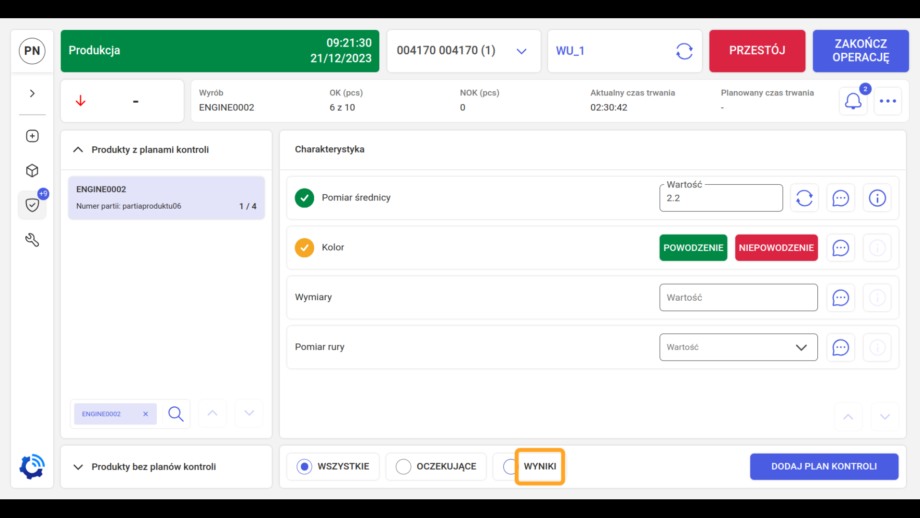
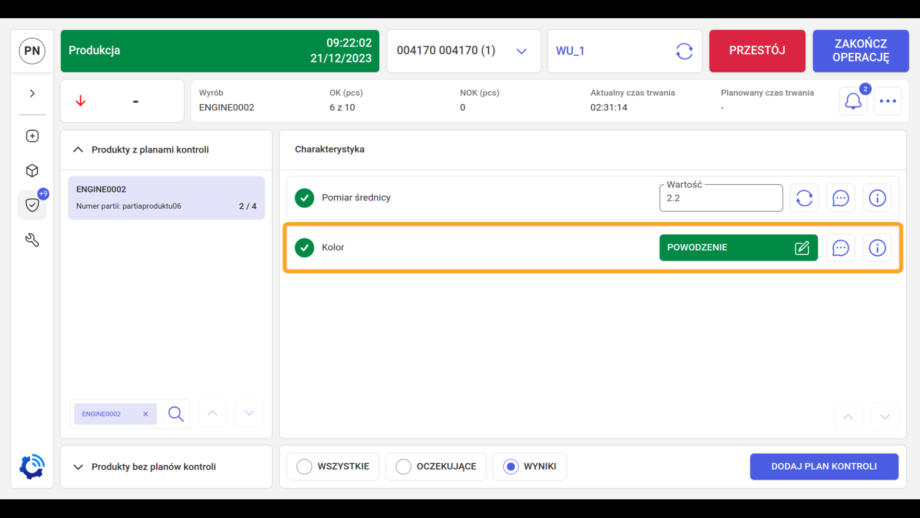
Trzeci filtr WYNIKI (rys. 15) służy do wyświetlenia na liście tylko wykonanych czynności kontroli (rys. 16).
Rys. 15.
Na rys. 16 widoczny jest wynik odczytany dla automatycznego pomiaru kontroli. Ikona zielonego kółka z białą fajką sugeruje ukończenie danej czynności kontrolnej.
Rys. 16.
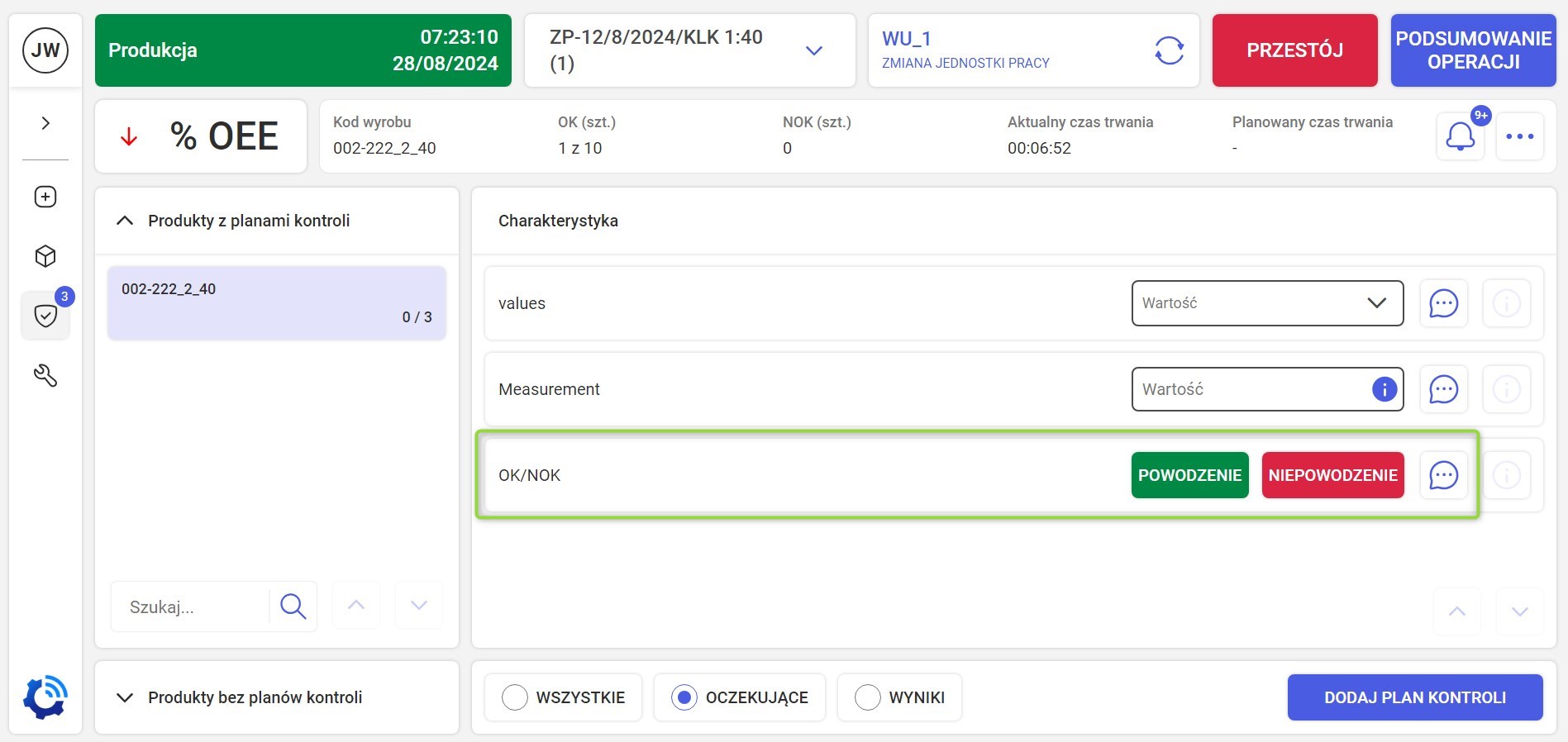
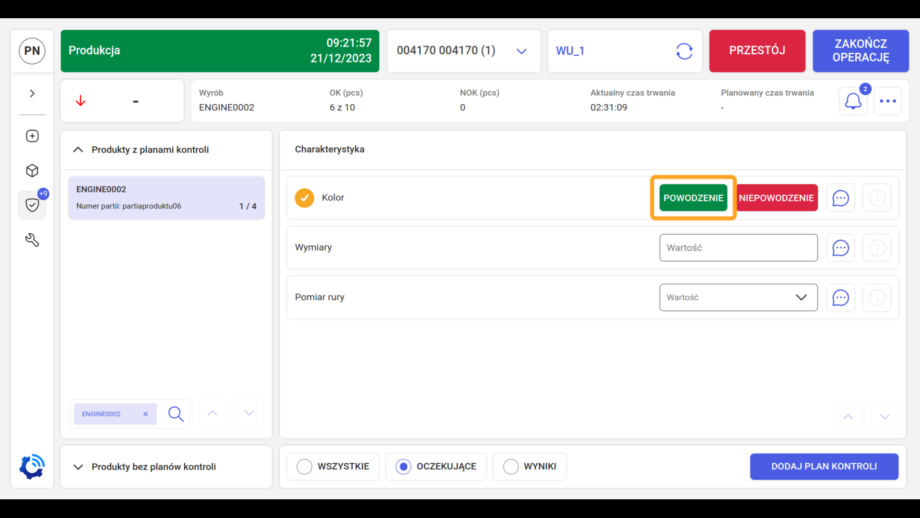
OK/NOK
Technika OK/NOK w kontroli jakości polega na stwierdzeniu czy kontrolowany wyrób jest prawidłowy lub nie jest prawidłowy (rys. 17). W zależności od kliknięcia na jednym przycisków POWODZENIE lub NIEPOWODZENIE, taki rezultat zostanie zapisany (rys. 18).
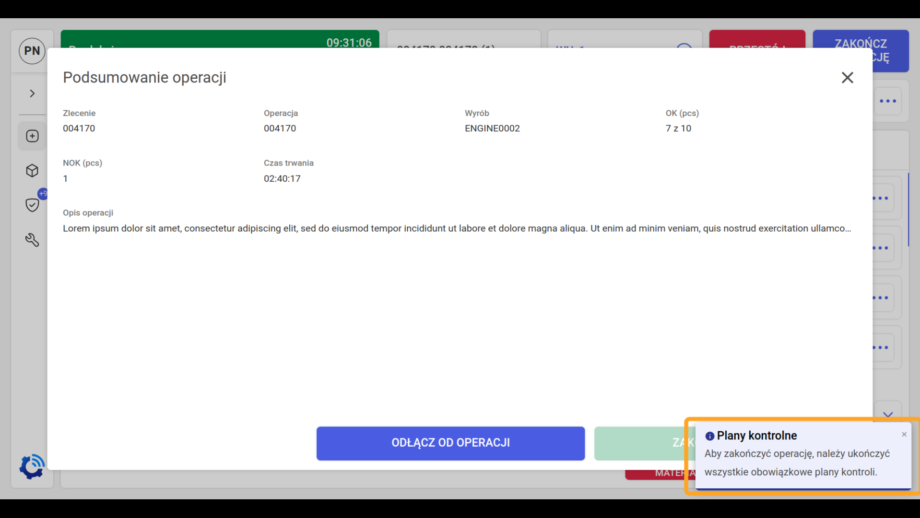
Uwaga
Czynności kontroli oznaczone ikoną kółka z białą fajką w środku są wymagane ukończenia, ponieważ w przeciwnym wypadku nie będzie możliwe zakończenie operacji. Przy próbie zakończenia operacji pojawi się informacja o tym (rys. 19).
Rys. 17.Rys. 18.Rys. 19.
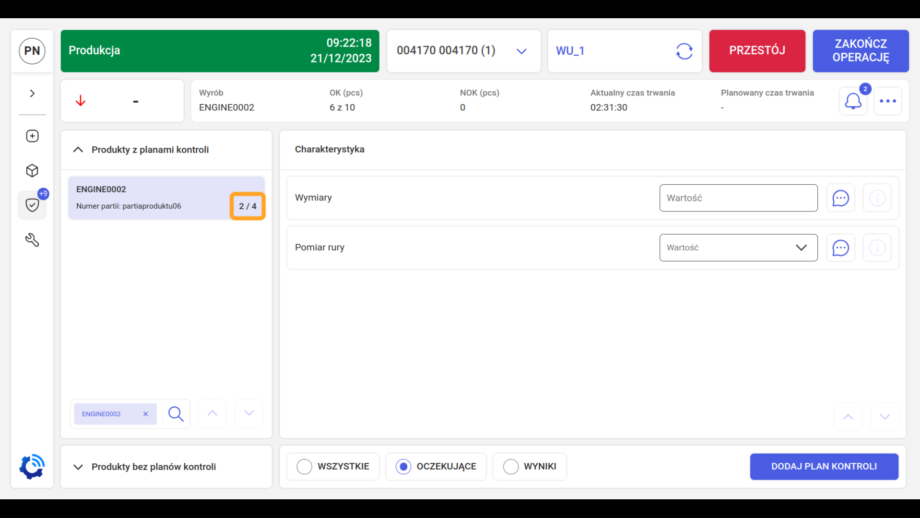
Liczba przy produkcie pokazuje liczbę wykonanych planów kontroli do liczby całkowitych planów kontroli (rys. 20).
Rys. 20.
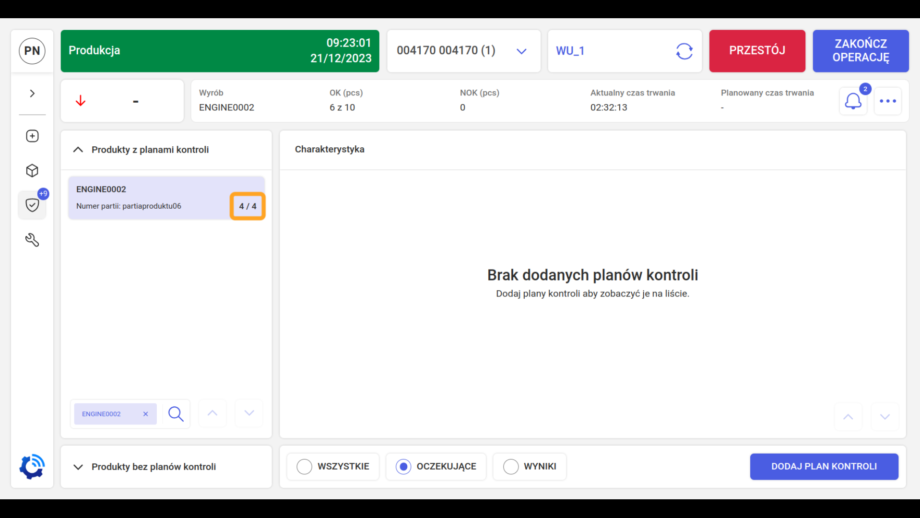
Rys. 21 przedstawia widok okna przy wykonanych wszystkich planach kontroli - filtr OCZEKUJĄCE nie wyświetla żadnych czynności kontroli.
Rys. 21.
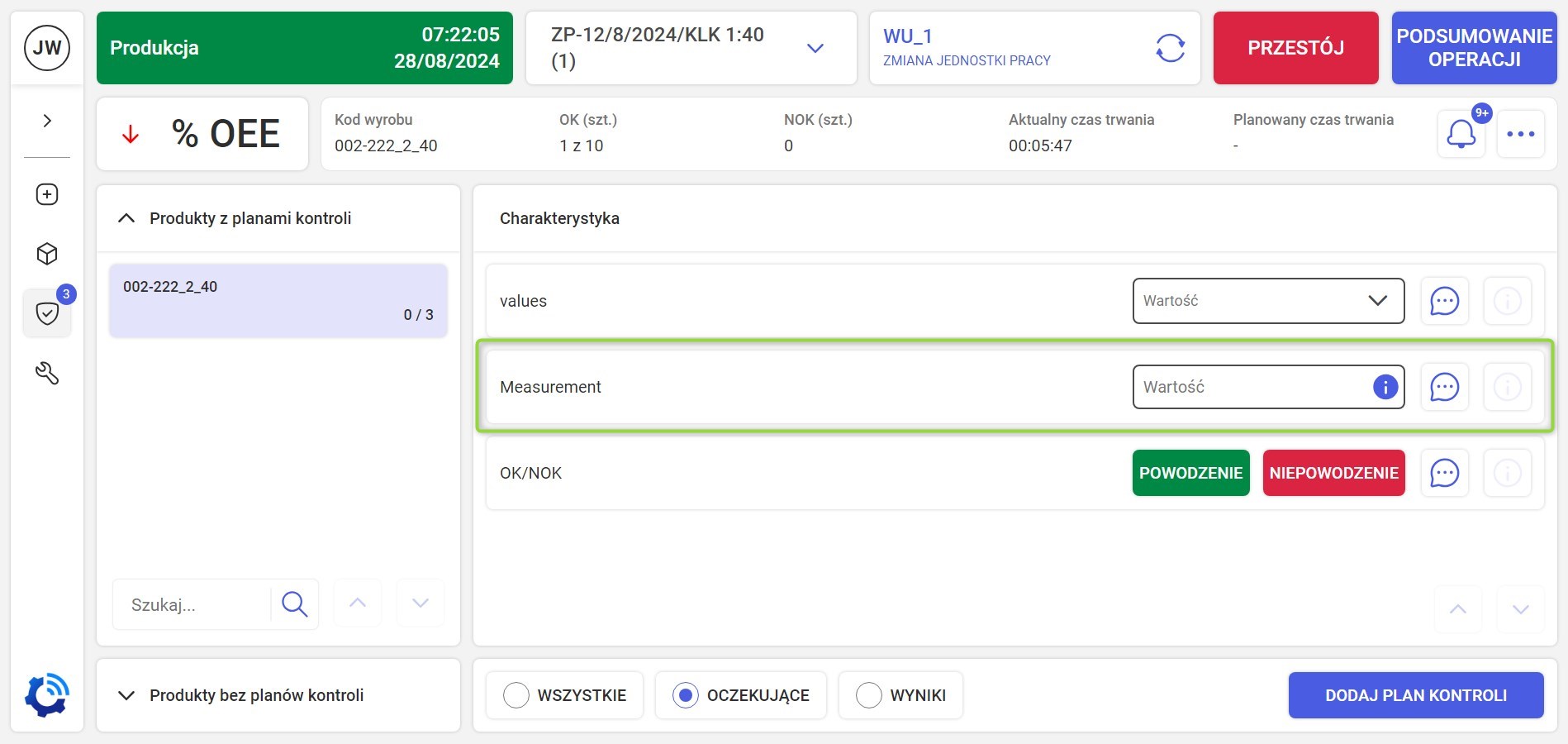
WPISYWANIE POMIARU RĘCZNIE
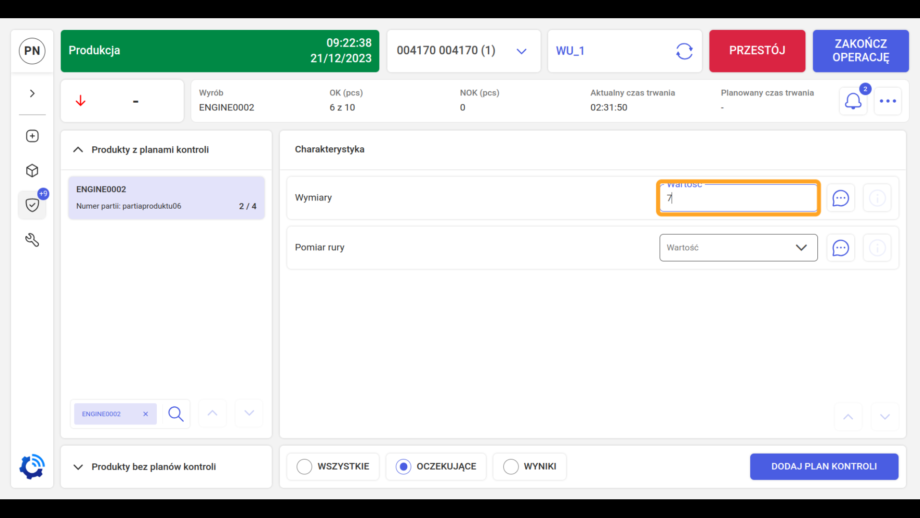
Kolejną techniką wykonywania planów kontroli jest wpisywanie ręcznie zmierzonej wartości przez operatora (rys. 22)
Rys. 22.
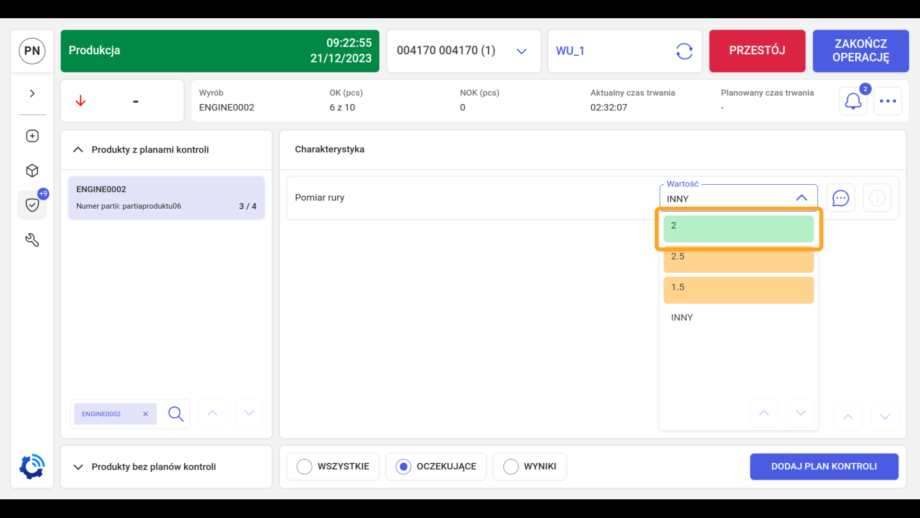
WYBÓR WARTOŚCI Z LISTY
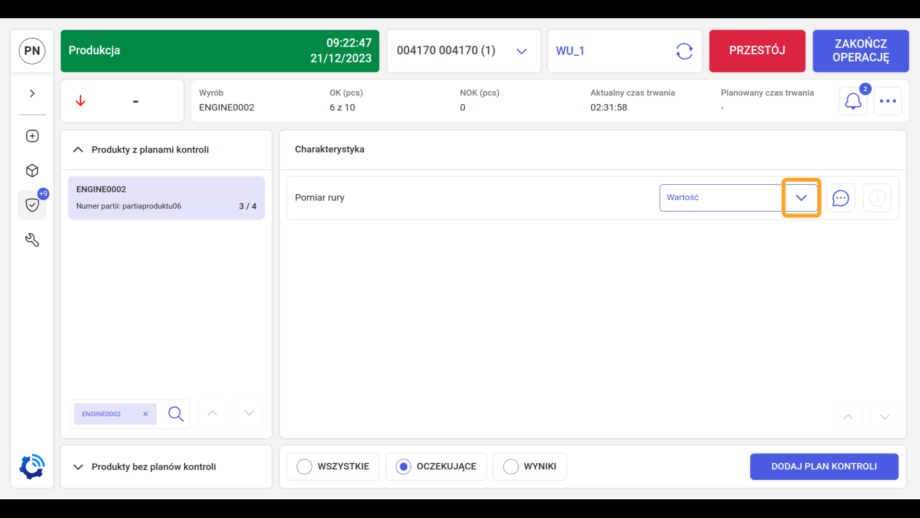
Technika wyboru wartości z listy polega na wcześniejszym zdefiniowaniu wartości, które będą wartościami poprawnymi, w granicy tolerancji i poza tolerancją, w aplikacji Supervisor. Następnie użytkownik może wybrać jedną z wartości rozwijając listę, a później wybierając odpowiednią pozycję (rys. 23, 24).
Rys. 23.
Na liście będą się znajdować wartości, dla których wiersze będą koloru zielonego (rys. 24) - oznacza to prawidłową wartość; kolor żółty oznacza wartości, które znajdują się w granicach tolerancji, a kolor czerwony - poza tolerancją. Istnieje także możliwość wpisania własnej wartości po wybraniu opcji INNY.Rys. 24.
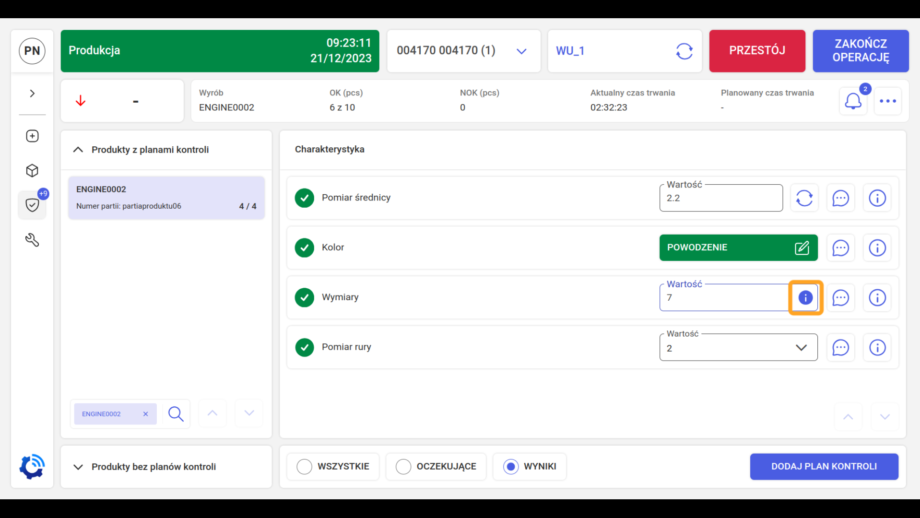
ZAKRES TOLERANCJI POMIARU
Dla technik pomiarowych, gdzie został wcześniej zdefiniowany zakres tolerancji pomiaru w Supervisor, w przypadku, gdy użytkownik wprowadzi wartość poza zakresem tolerancji, zostanie on poinformowany o nieprawidłowości. Dla wprowadzonych wyników będzie istniała niebieska ikona informacyjna (rys. 25).
Rys. 25.
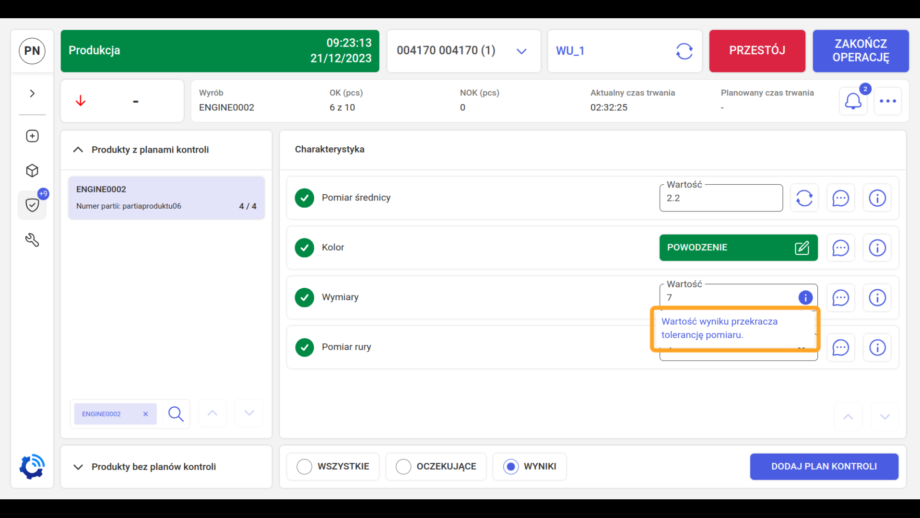
Po kliknięciu na nią wyświetli się informacja o przekroczeniu tolerancji pomiaru (rys. 26).
Rys. 26.
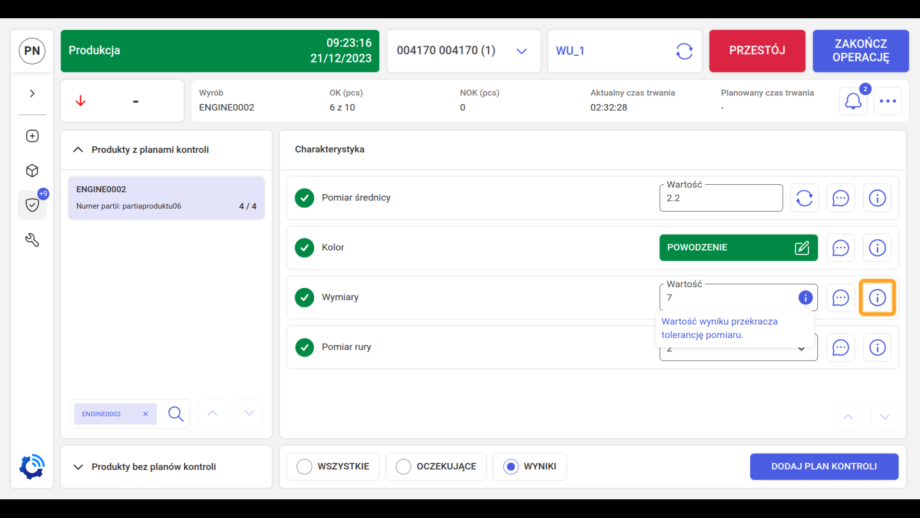
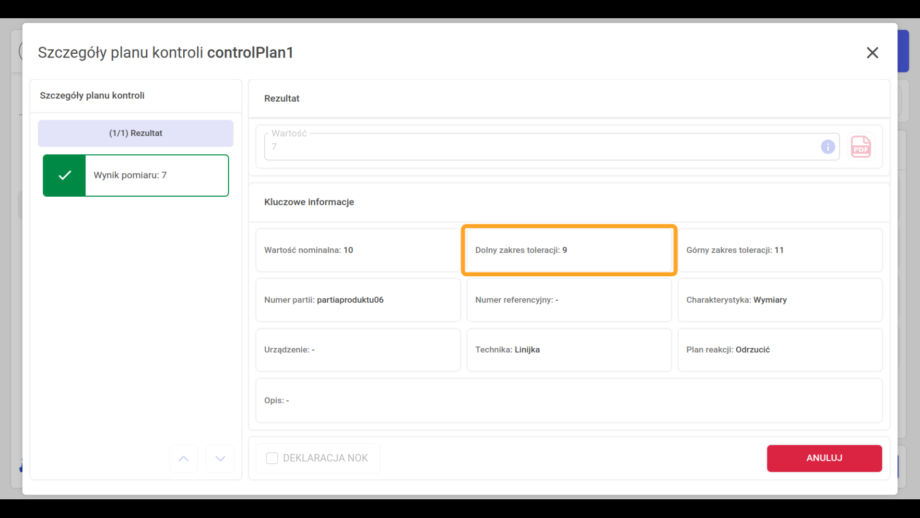
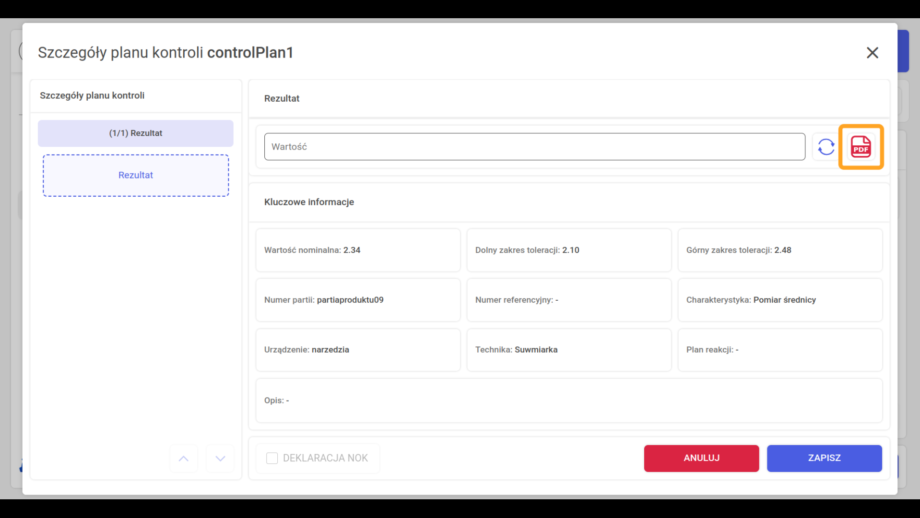
W celu uzyskania informacji, jaki jest zakres prawidłowego pomiaru, należy podejrzeć szczegóły planu kontroli, klikając na ikonę "i" (rys. 27).
Rys. 27.
Następnie wyświetli się okno, gdzie widać Dolny zakres tolerancji i Górny zakres tolerancji (rys. 28). Na przykładzie tolerancja jest zawarta między 9-11, a została wprowadzona wartość 7, czyli wartość jest poniżej dolnego zakresu tolerancji.
Rys. 28.
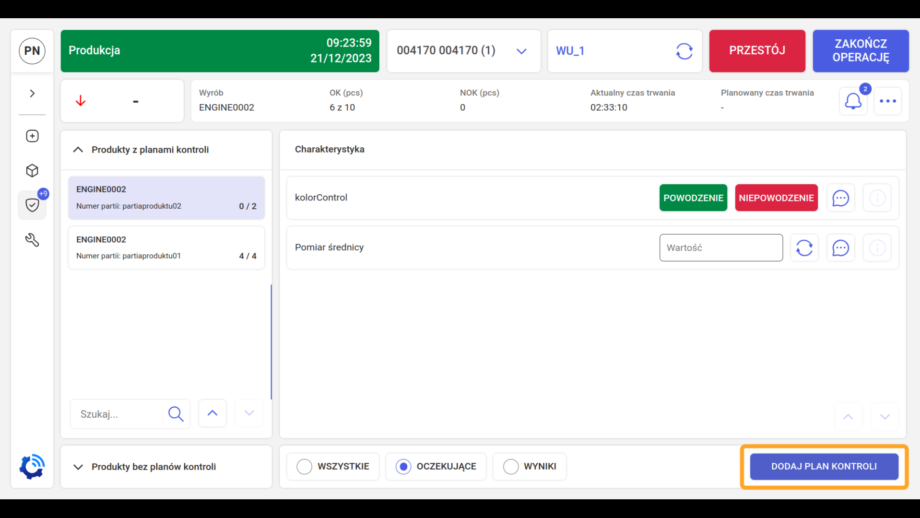
DODAWANIE MANUALNIE PLANU KONTROLI
Operator jest w stanie dodać plan kontroli ręcznie, który nie jest wywoływany automatycznie. Służy do tego przycisk DODAJ PLAN KONTROLI (rys. 29). Dla zaznaczonego wyrobu na liście Produktów z planami kontroli zostanie dodany dodatkowy plan kontroli.
Rys. 29.
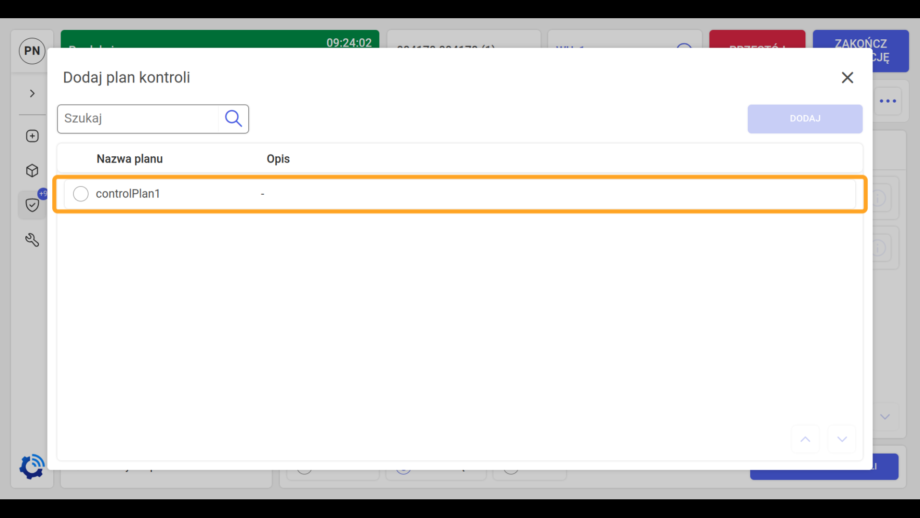
Pojawi się okno z wyborem planu kontroli (rys. 30). Musi być on wcześniej zdefiniowany w aplikacji Supervisor. Należy zaznaczyć odpowiednią pozycję (rys. 30).
Rys. 30.
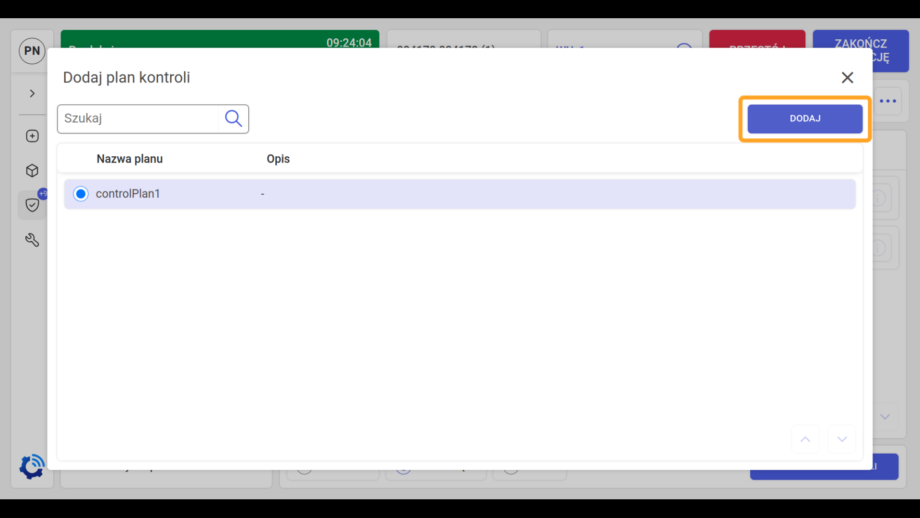
Następnie wcisnąć przycisk DODAJ (rys. 31).
Rys. 31.
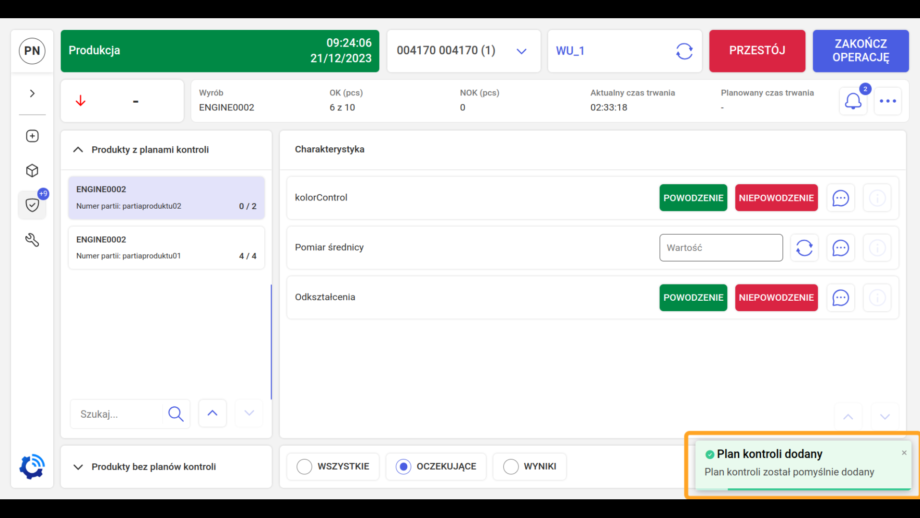
Po poprawnym dodaniu czynności kontroli użytkownik zostanie o tym powiadomiony (rys. 32).
Rys. 32.
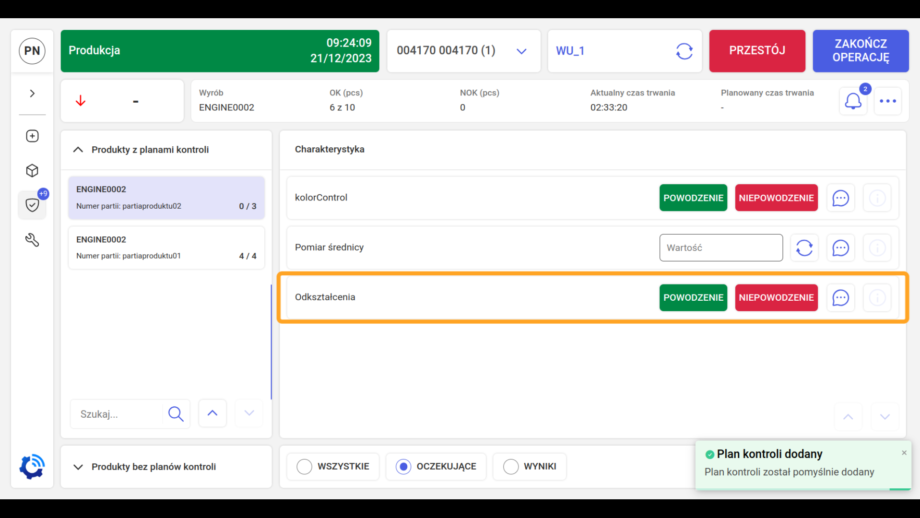
Na przykładzie rys. 33. plan "Odkształcenia" jest nowo dodanym planem kontroli.
Rys. 33.
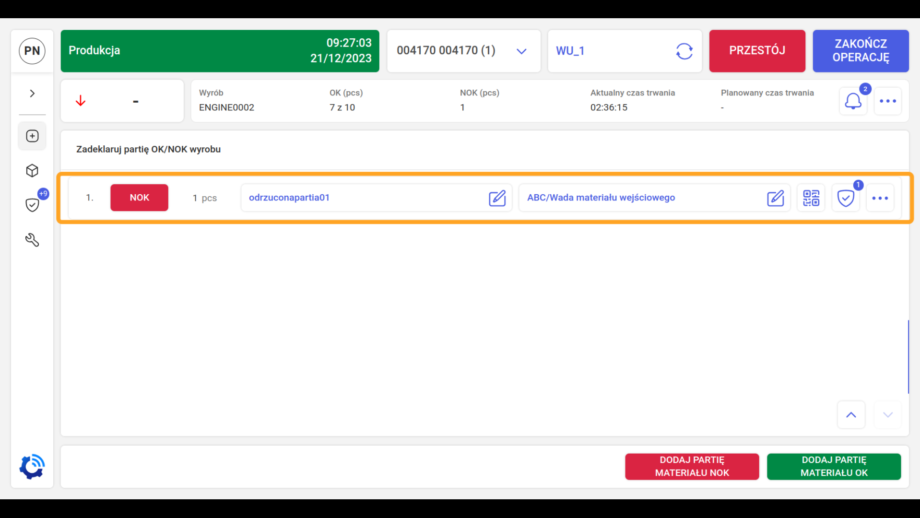
DEKLARACJA SZTUKI NOK Z POZIOMU PLANU KONTROLI
Podczas wykonywania kontroli jakości operator może od razu zadeklarować kontrolowaną sztukę jako złom. Jeżeli w partii wyrobu jest więcej sztuk, to tylko jedna sztuka z tej partii będzie zadeklarowana jako NOK.
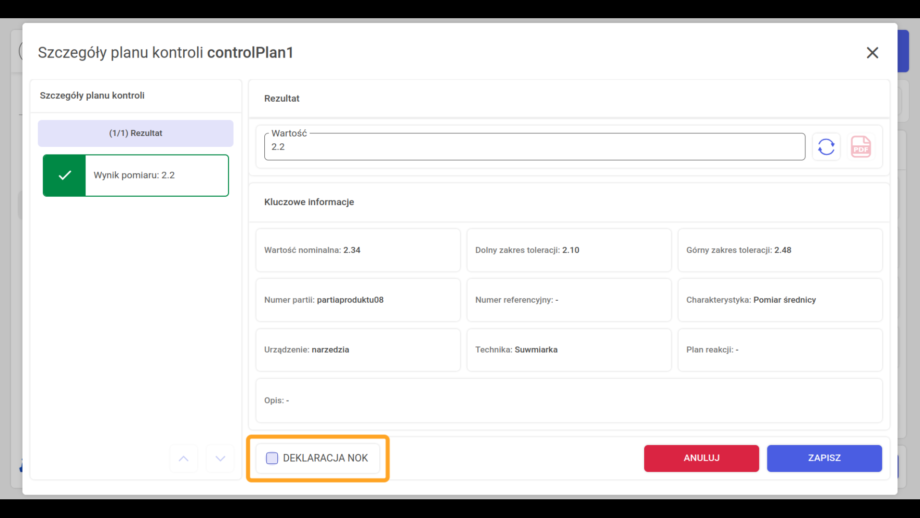
W celu deklaracji NOK operator musi wejść w szczegóły planu kontroli, następnie wypełnić rezultat, a dopiero później będzie dostępne pole wyboru DEKLARACJA NOK, które należy zaznaczyć (rys. 34).
Rys. 34.
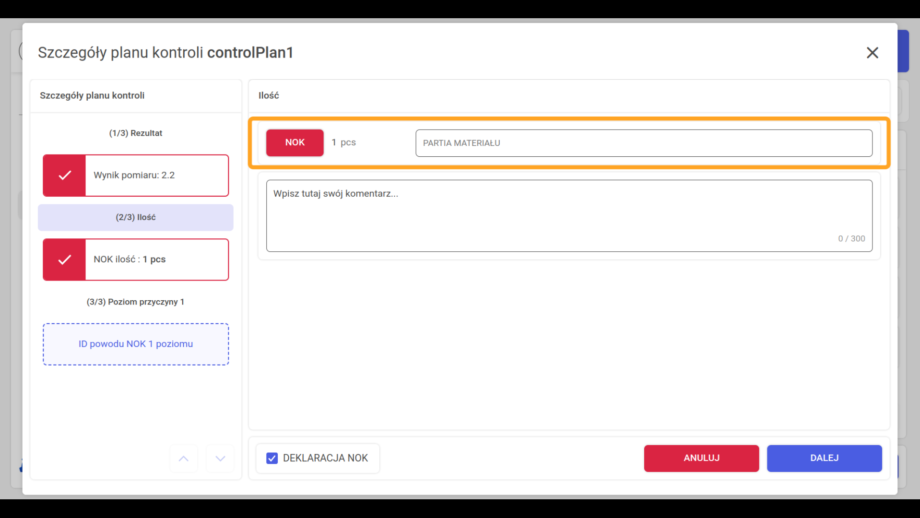
Użytkownik zostanie przekierowany do następnego korku - możliwość zadeklarowania partii wyrobu oraz dodania komentarza (rys. 35).
Rys. 35.
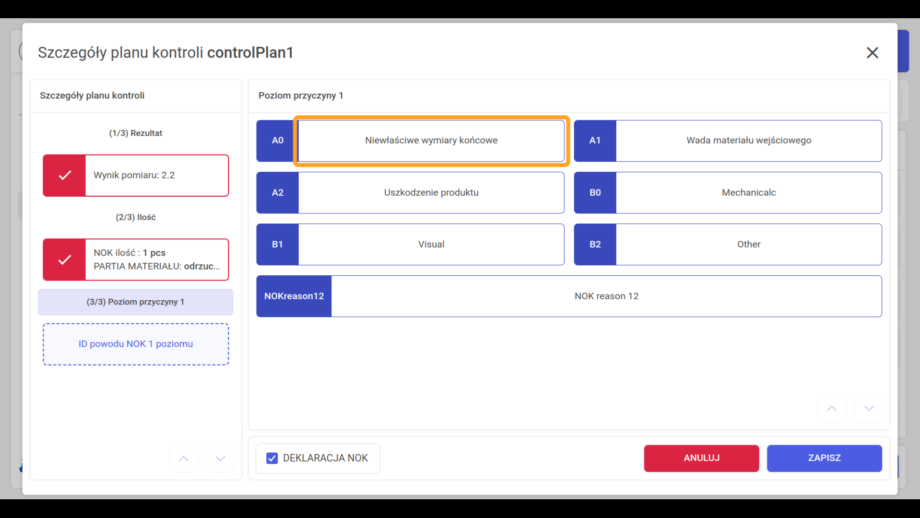
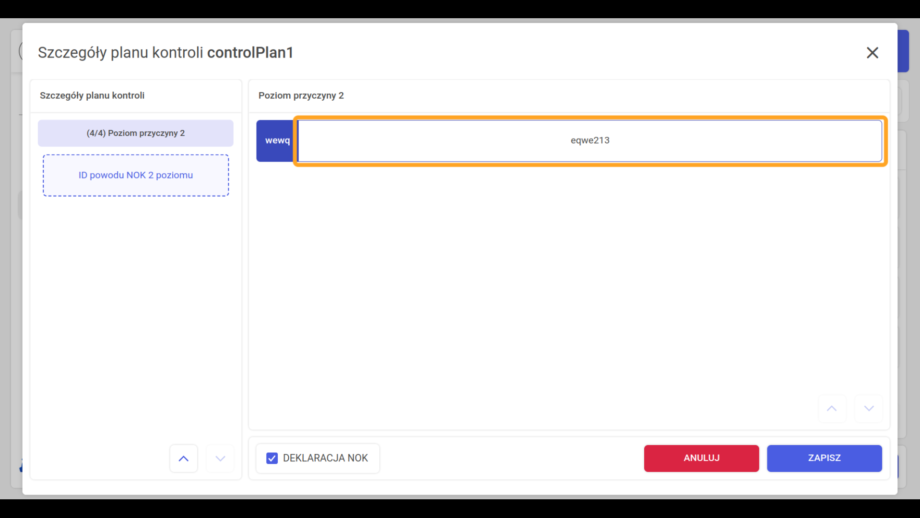
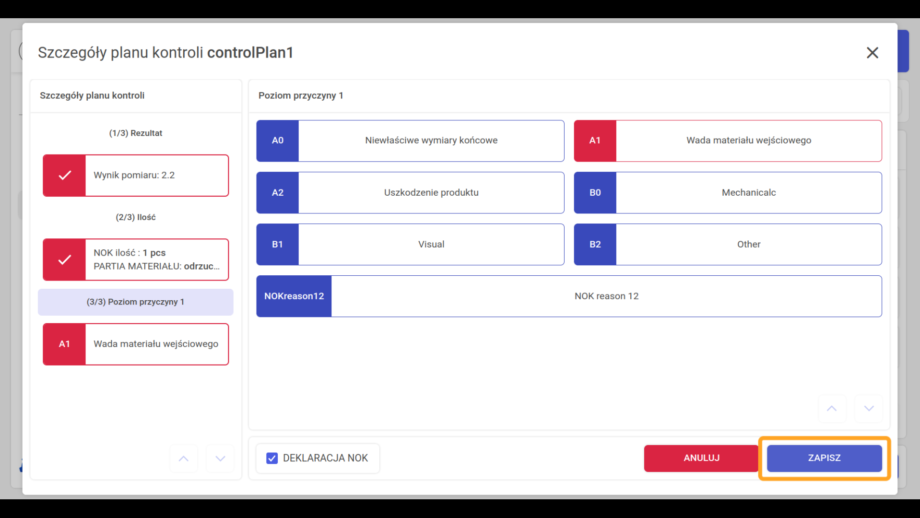
Kolejnymi krokami jest wybór przyczyny nieprawidłowego wyboru na różnych poziomach (rys. 36, 37), a na końcu zatwierdzić przyciskiem ZAPISZ (rys. 38).
Rys. 36Rys. 37Rys. 38
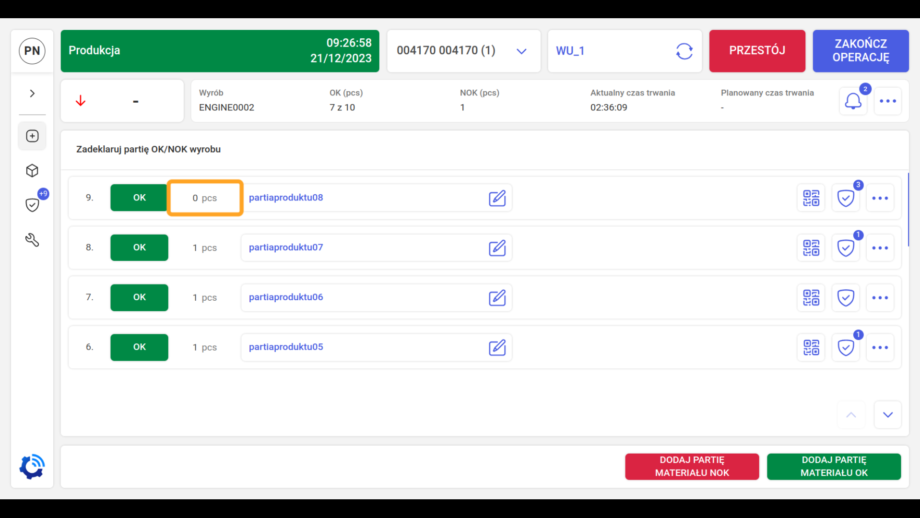
Przechodząc do zakładki Produkty można zauważyć na liście partię wyrobów, dla której w trakcie kontroli jakości została zadeklarowana sztuka NOK, stąd została odjęta jedna sztuka produktu z partii (rys. 39).
Rys. 39
Na rys. 40 pokazana jest jedna sztuka NOK zadeklarowana podczas kontroli jakości.
Rys. 40.
INSTRUKCJA
Przy tworzeniu planu kontroli jest możliwość załączenia instrukcji w formacie pdf, aby operator wiedział jak wykonywać proces kontroli jakości. Wchodząc w szczegóły dowolnego planu kontroli widoczna jest ikona pliku pdf (rys. 41).
Rys. 41.
Plan kontroli może zawierać wiele instrukcji, wyświetlana jest jak w przypadku innych instrukcji (więcej rozdział Instrukcje, rys. 42).
Rys. 42.
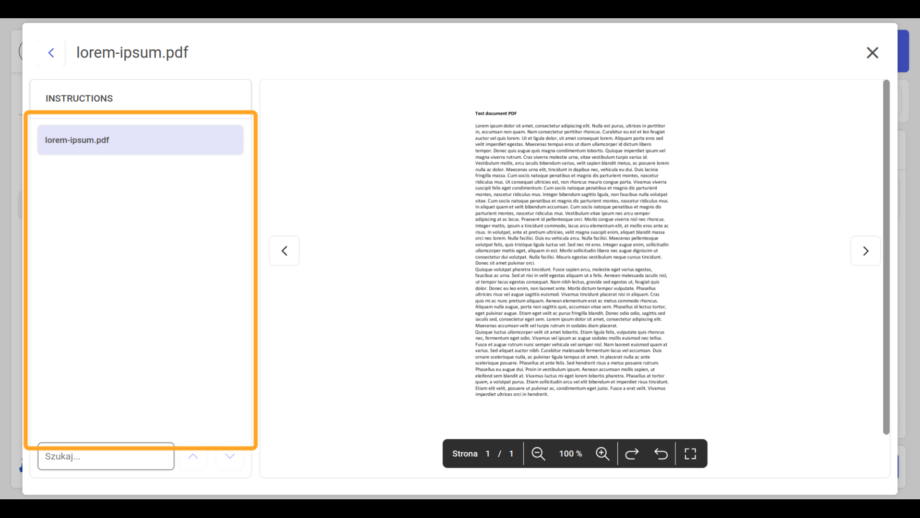
Po lewej stronie od instrukcji wyświetlona jest lista dostępnych plików (rys. 43). W przypadku większej ilości pozycji można skorzystać z wyszukiwarki poniżej listy.
Rys. 43.
Mikroprzestoje
W celu deklaracji mikroprzestojów należy wejść w zakładkę Mikroprzestoje (rys. 1.).
Rys. 1.
Następnie pojawi się lista zdefiniowanych mikroprzestojów, które operator może zadeklarować (rys. 2).
Rys. 2.
Dla przykładu zostanie dodany mikroprzestój o nazwie Type 001 (rys. 3.), należy go wybrać przez kliknięcie w jego nazwę.
Rys. 3.
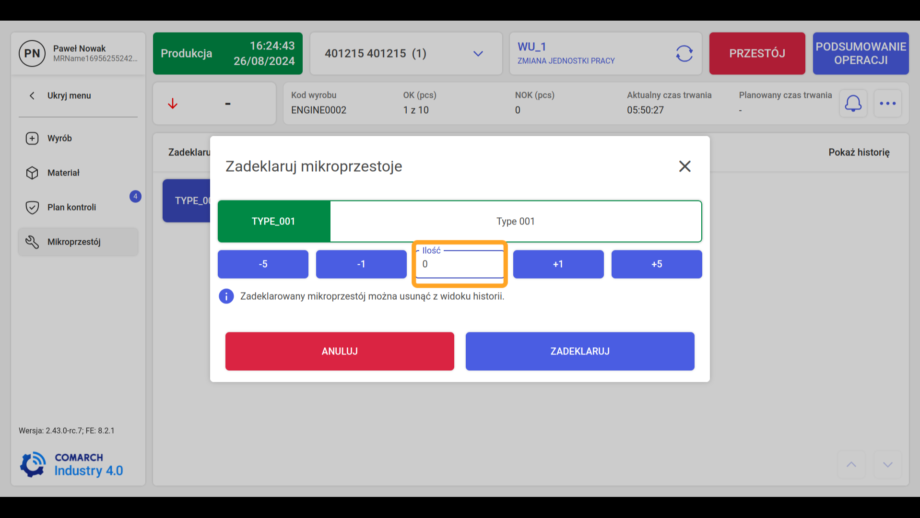
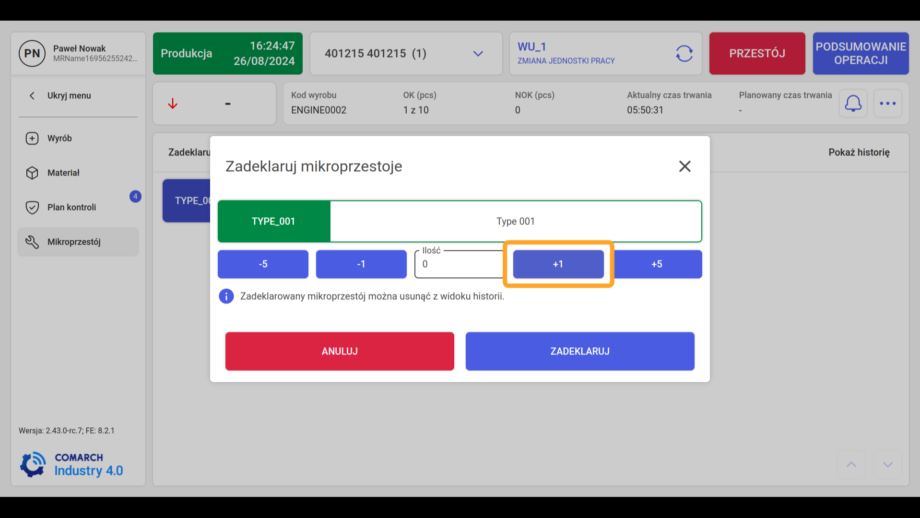
W polu "Ilość" będzie liczba mikroprzestojów, którą operator zadeklaruje w aplikacji (rys. 4.).
Rys. 4.
Za pomocą przycisków "+1", "+5" można zwiększać ilość mikroprzestojów danego typu, a przyciskami "-5", "-1" redukować (rys. 5).
Rys. 5.
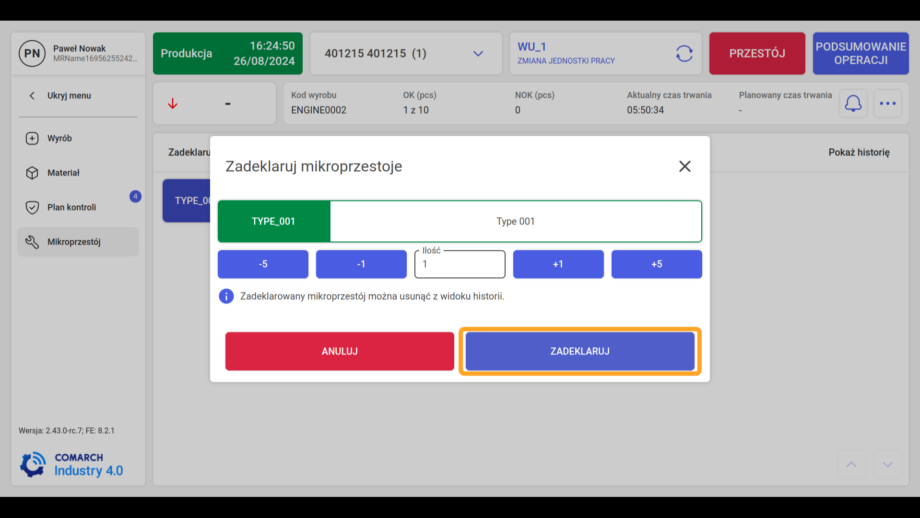
Następnie przyciskiem ZADEKLARUJ można zapisać wybraną ilość mikroprzestoju (rys. 6).
Rys. 6.
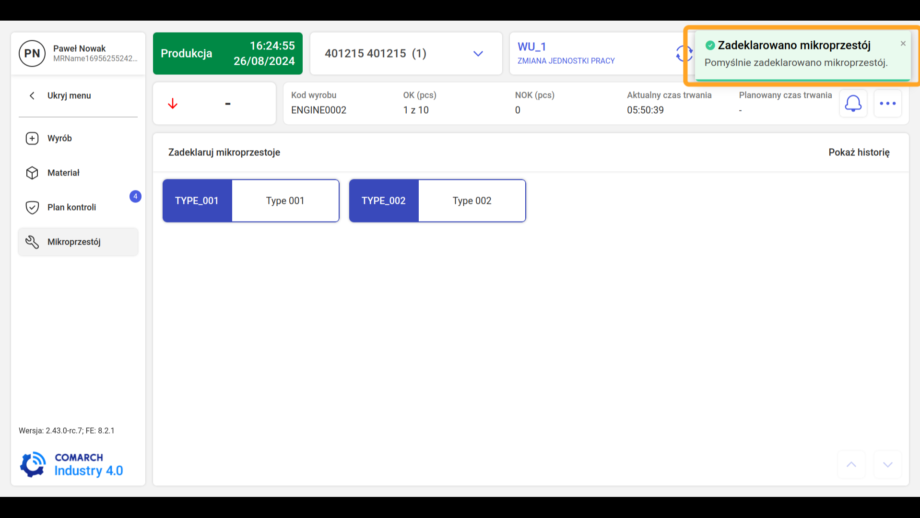
Po poprawnym zapisie w systemie użytkownik otrzyma informację o pomyślnej deklaracji (rys. 7.).
Rys. 7.
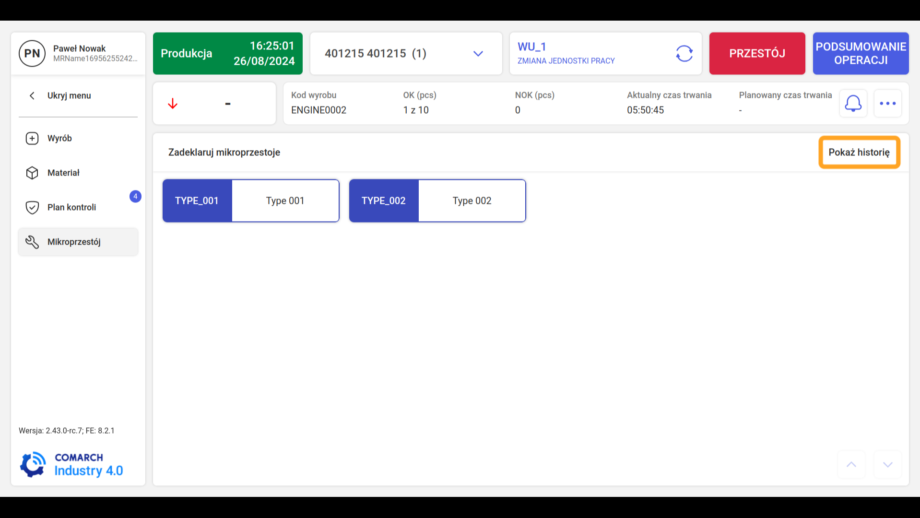
Mikroprzestoje są deklarowane według stanowisk pracy, więc zawsze jest możliwość podejrzenia historycznych zapisów. Do tego celu służy przycisk Pokaż historię (rys. 8.).
Rys. 8.
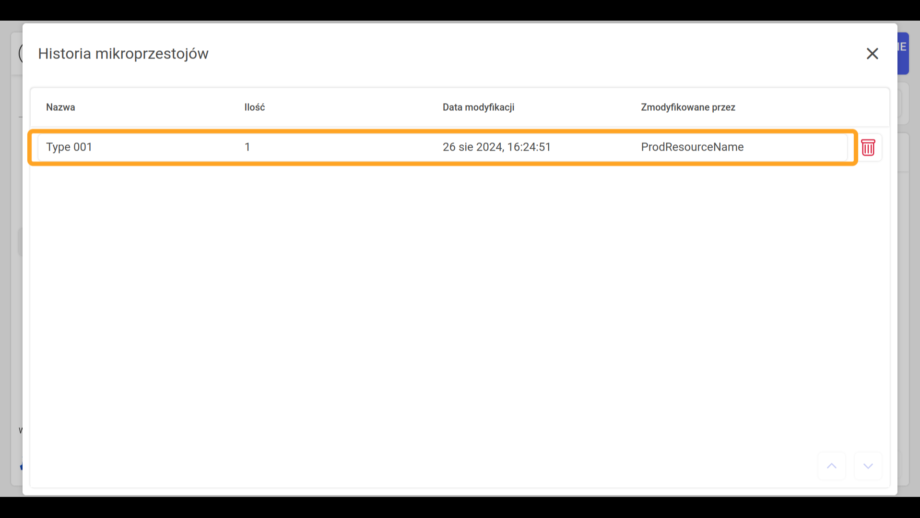
Na rysunku 9 widoczny jest zadeklarowany wcześniej mikroprzestój oraz informacje na temat czasu i użytkownika, który go utworzył.
Rys. 9.
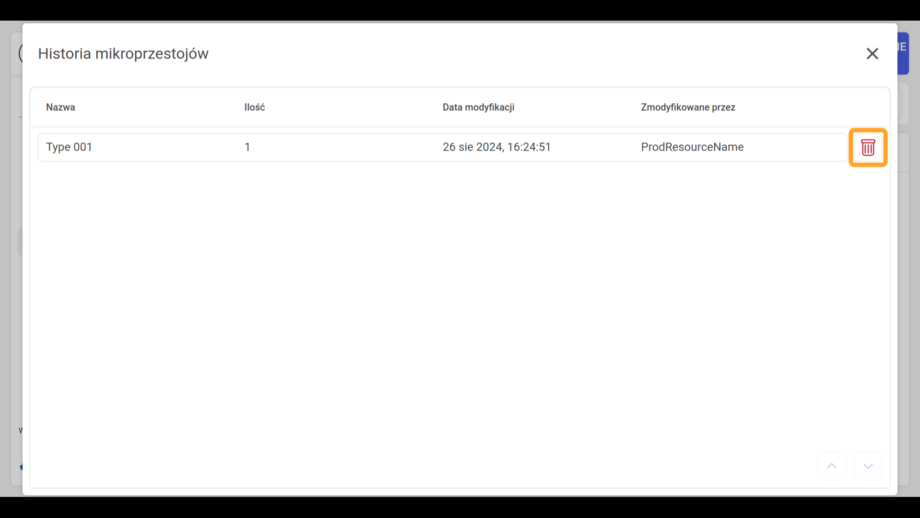
W przypadku błędnej deklaracji operator może usunąć wpis wciskając ikonę kosza przy odpowiednim wierszu (rys. 10).
Rys. 10.
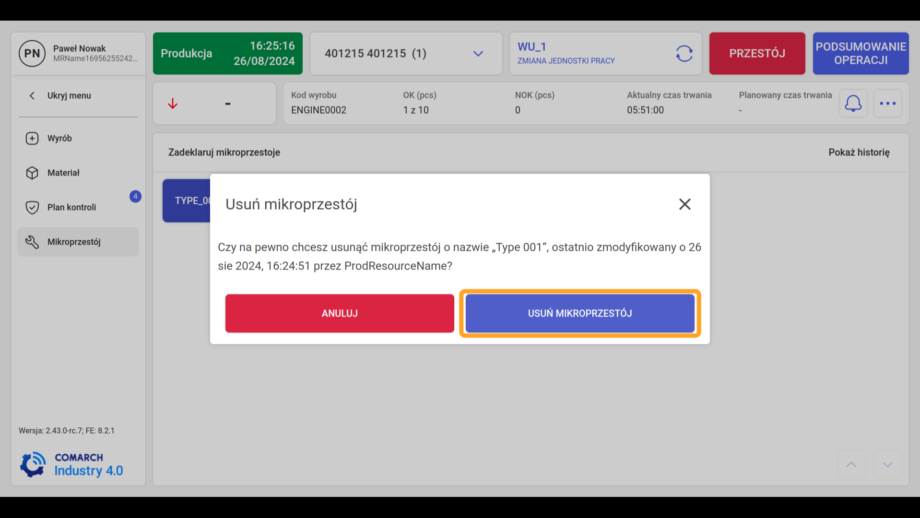
W dalszej kolejności należy potwierdzić usunięcie historycznego mikroprzestoju wciskając USUŃ MIKROPRZESTÓJ (rys. 11).
Rys. 11.
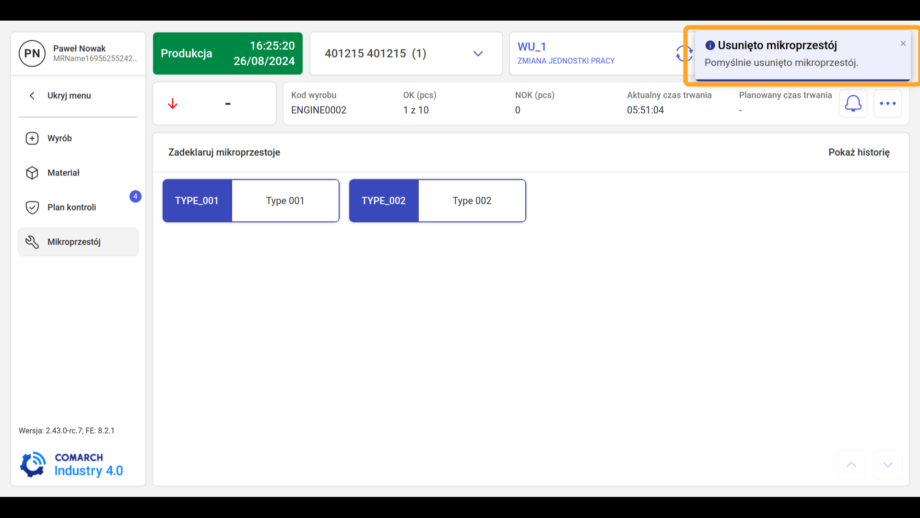
Gdy usunięcie przebiegło pomyślnie pojawi się komunikat (rys. 12).
Rys. 12.
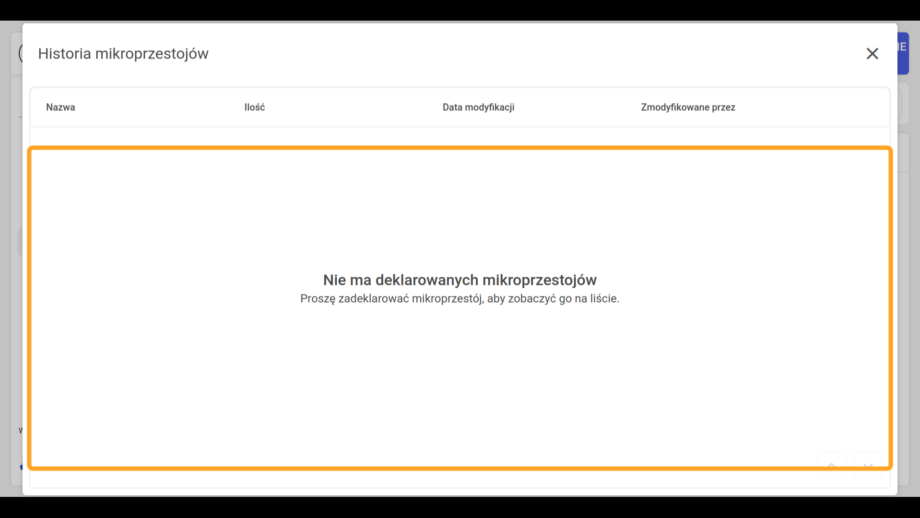
Ponownie wchodząc w historię mikroprzestojów, aby upewnić się, że wpis został usunięty, widać pustą listę historii mikroprzestojów (rys. 13).
Rys. 13.
Raport Dzienny
Raport dzienny
Raport ma na celu m.in ułatwienie rozpoczęcia pracy na zmianie operatorowi - umożliwia on szybkie sprawdzenia co działo się na poprzedniej zmianie oraz czy nie zaistniały jakieś istotne wydarzenia produkcyjne. Raport daje też możliwość kierownikowi produkcji sprawdzenia w jaki sposób przebiegała praca w danym zakresie czasowym na stanowisku roboczym.
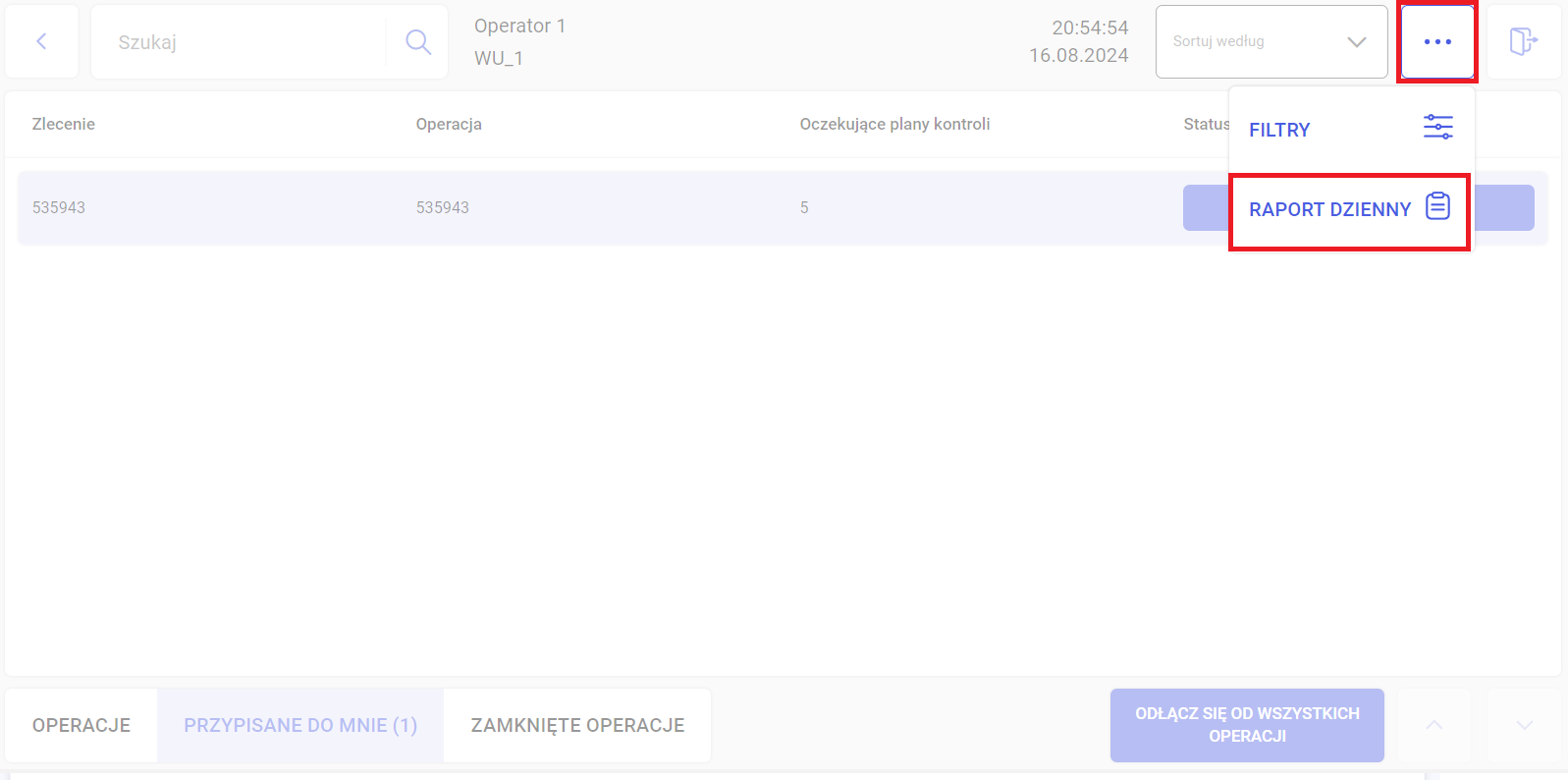
Aby przejść do raportu należy wybrać stanowisko robocze, a następnie kliknąć na ikonkę trzykropka w prawym górnym rogu i wybrać: RAPORT DZIENNY.Rys. 1
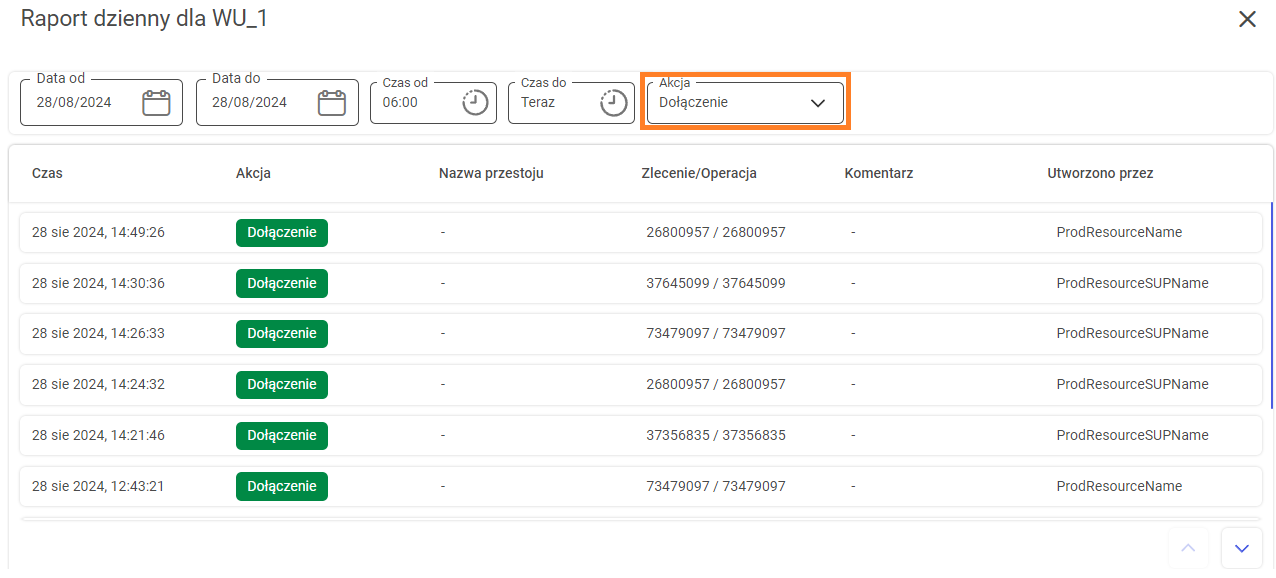
Raport składa się z listy zdarzeń produkcyjnych pasujących do danego stanowiska roboczego. Istnieje możliwość sprawdzenia poniższych typów wydarzeń:
Dołączenie do operacji
Odłączenie od operacji
Planowany przestój (informacje o rozpoczęciu i zakończeniu)
Nieplanowany przestój (informacje o rozpoczęciu i zakończeniu)
Planowane przezbrojenie (informacje o rozpoczęciu i zakończeniu)
Nieplanowane przezbrojenie (informacje o rozpoczęciu i zakończeniu)
Start oraz koniec operacji
Logowanie na terminal
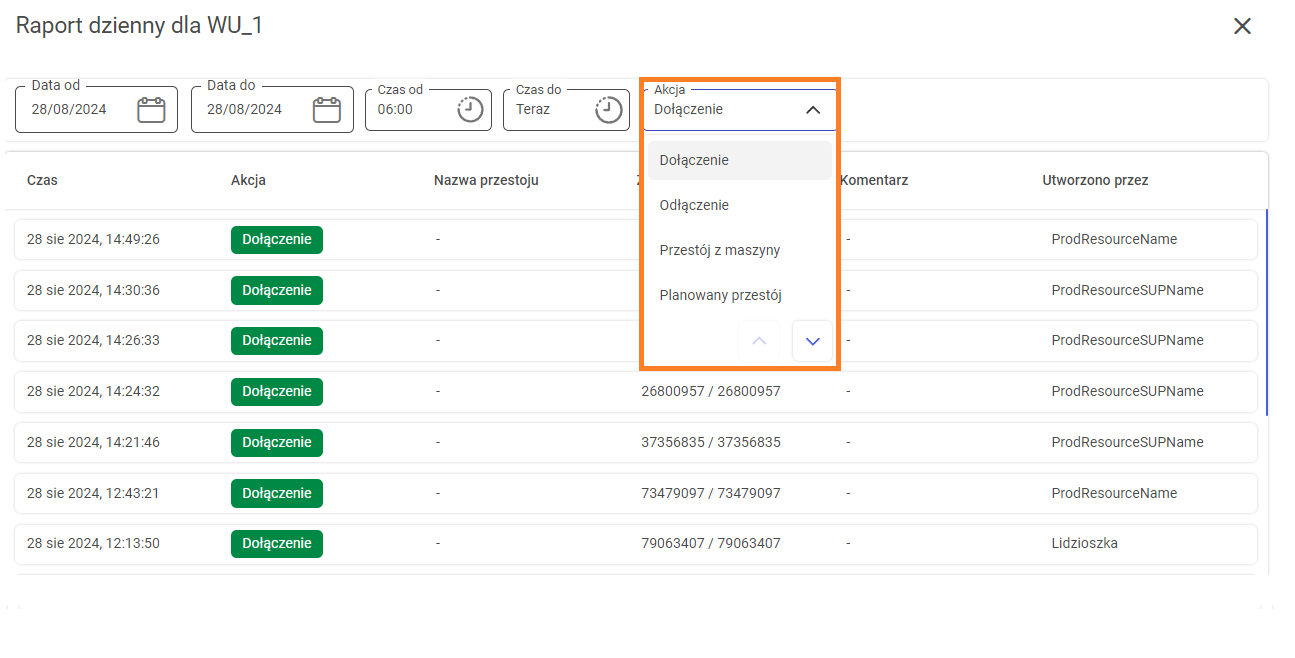
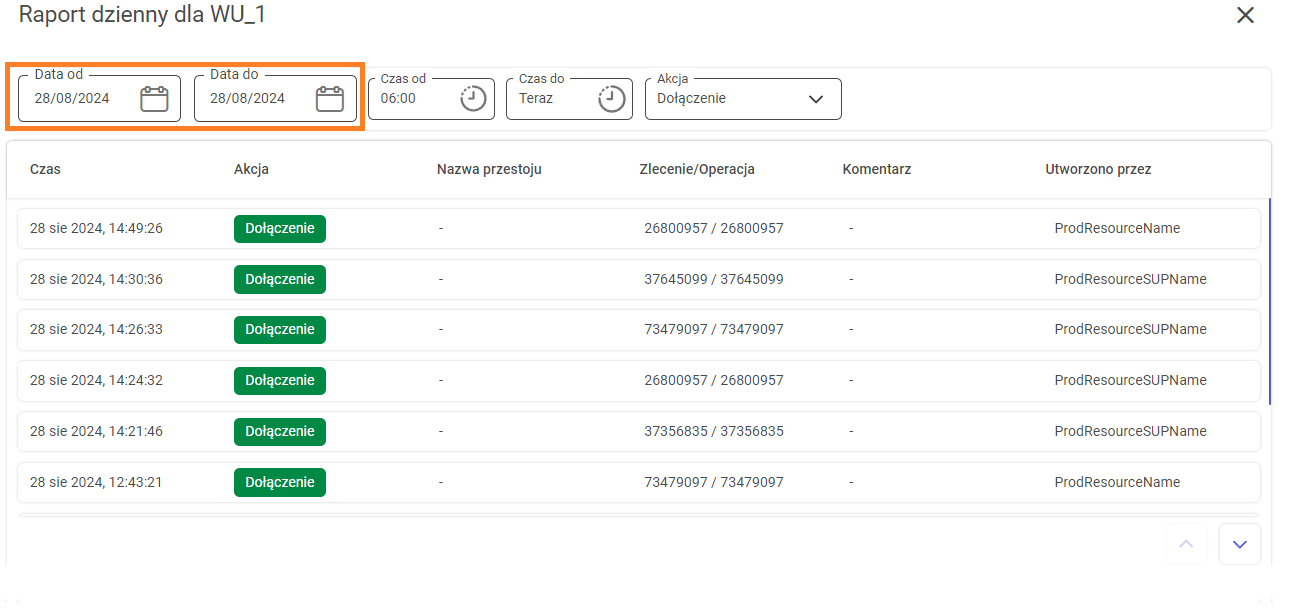
Aby przefiltrować zdarzenia należy kliknąć przycisk Akcja (Rys. 2, Rys. 3).
Rys. 3
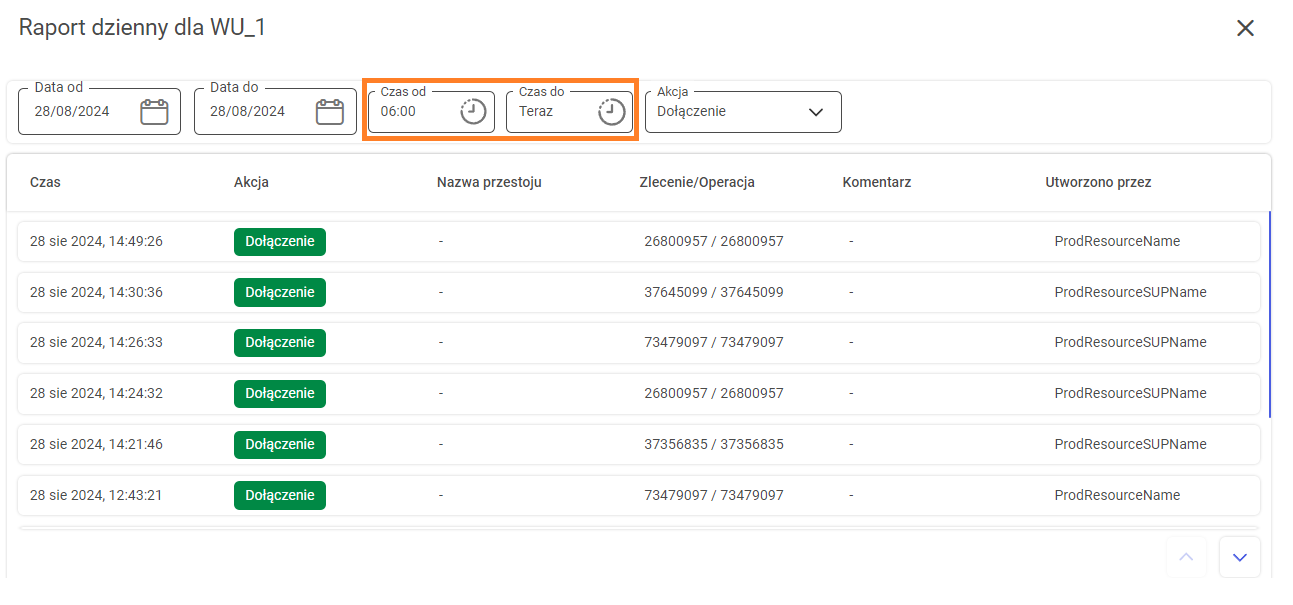
Powyższa lista Akcji jest generowana dynamicznie, wyświetlane są tylko te typy zdarzeń, które wydarzyły się w ustawionym przez użytkownika zakresie czasu. Do ustawiania zakresu służą przyciski Data od, Data do oraz Czas od, Czas do - co pozwala na bardzo precyzyjne ustawienie żądanych terminów.
Przyciski Data od, Data do służą do wyboru zakresu dat, z którego użytkownik potrzebuje wygenerować dany raport (Rys.4). Istnieje także możliwość odfiltrowania konkretnych godzin (Rys. 5) - co znacznie zwiększa możliwości zawężenia zakresu.
Rys. 4Rys. 5
Skanowanie produktów
Wskazówka
Ustawienie trybu skanowania i konfiguracji dotyczącej listy reguł dla skanera jest opisane w rozdziale Konfiguracja dla trybu skanowania.
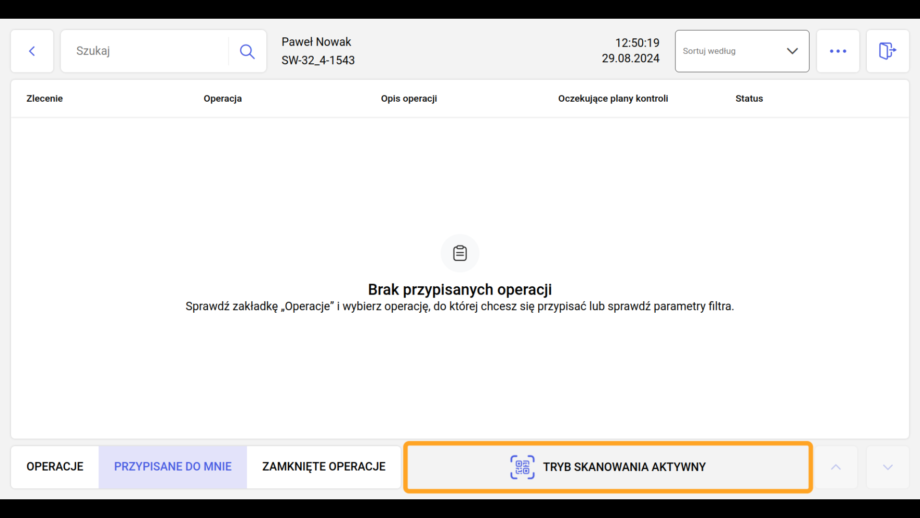
O włączonym trybie skanowania będzie informował napis na dole ekranu w aplikacji Operator Panel (rys. 1). Ten tryb może być używany w widoku operacji lub w widoku produkcji.
Rys. 1.
Wszystkie operacje, które zostały rozpoczęte, zostaną przypisane do operatora po wejściu przez niego na dane stanowisko pracy. Przypisane operacje będą widoczne w zakładce PRZYPISANE DO MNIE.
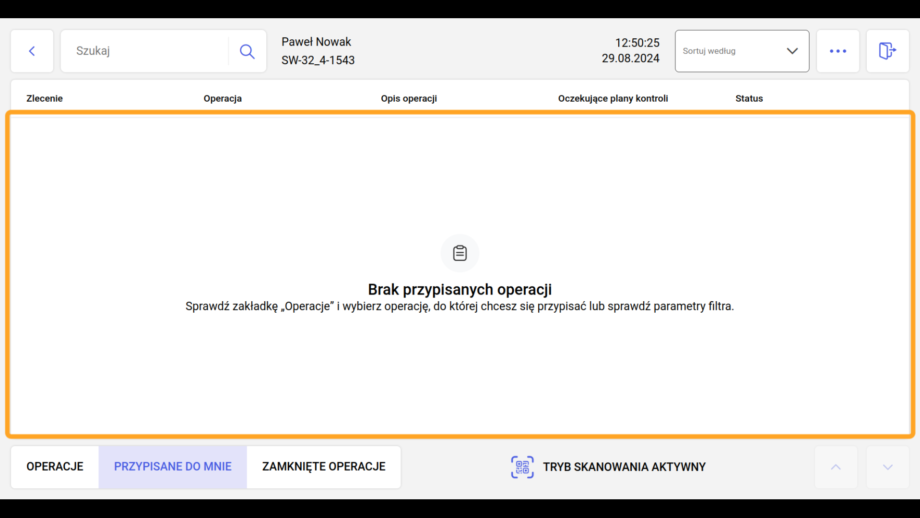
W przypadku poniżej na danym stanowisku pracy nie zostały rozpoczęte żadne operacje (rys. 2).
Rys. 2.
Przy użyciu skanera, odpowiedniej konfiguracji i kodu partii operator skanuje pierwszą partię wyrobu.
Uwaga
Skanowany kod musi zawierać minimum 6 znaków.
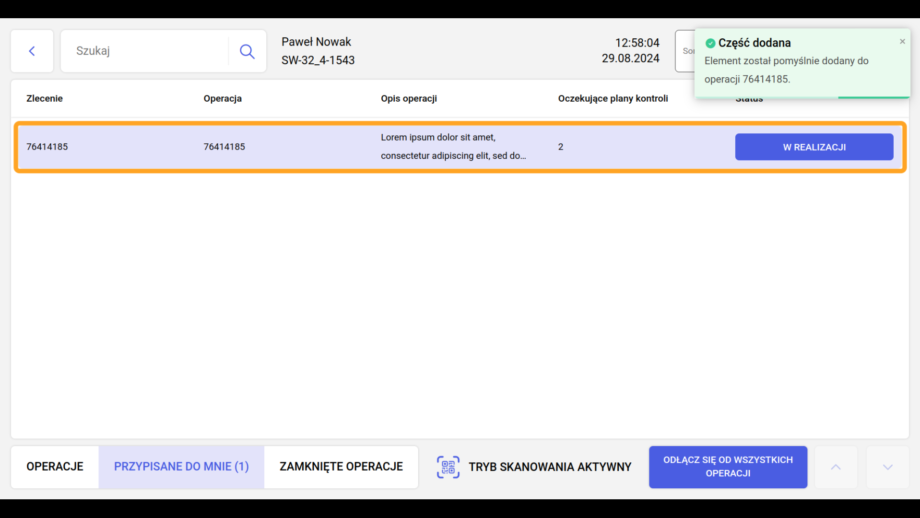
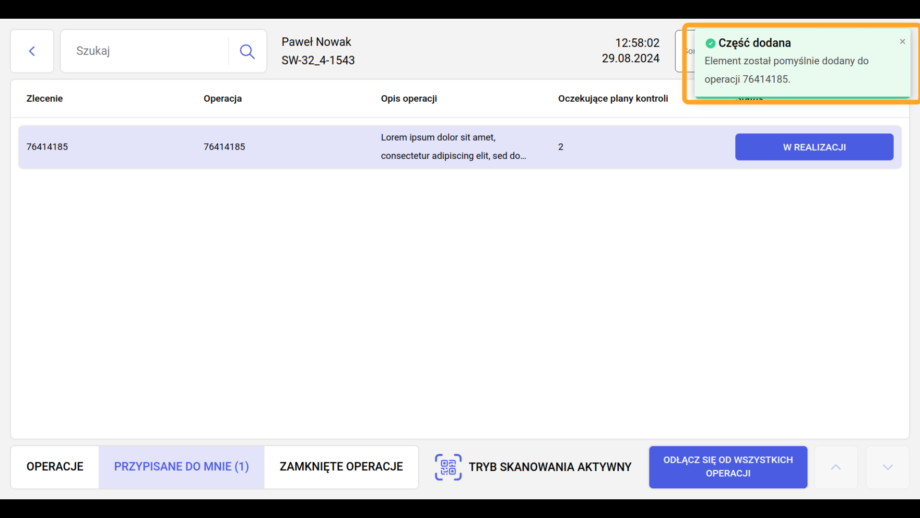
Gdy operacja nie została rozpoczęta to zostanie ona automatycznie otworzona i operator zostanie do niej przypisany (rys. 3). O poprawnym dodaniu partii wyrobu i zapisaniu kodu użytkownik zostanie poinformowany w notyfikacji (rys. 4).
Rys. 3.Rys. 4.
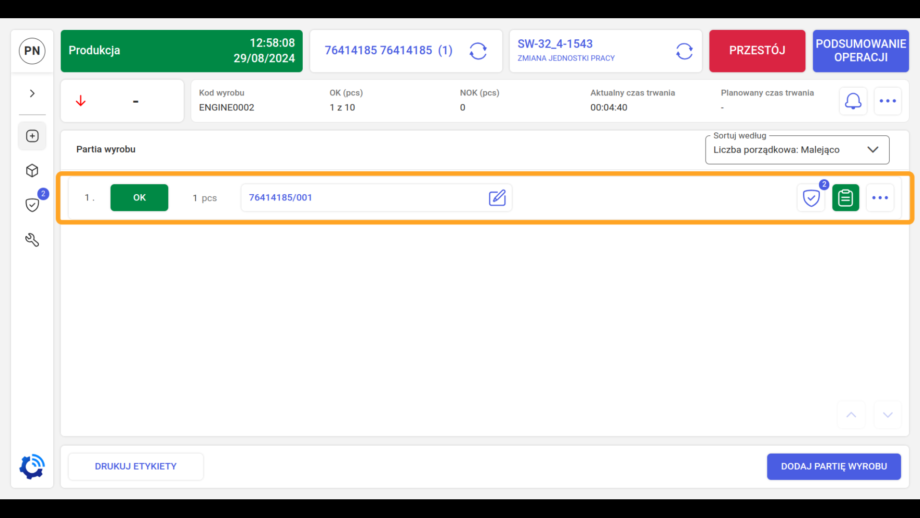
Operator zawsze może podejrzeć dodaną partię wyrobu w widoku produkcji (rys. 5).
Rys. 5.
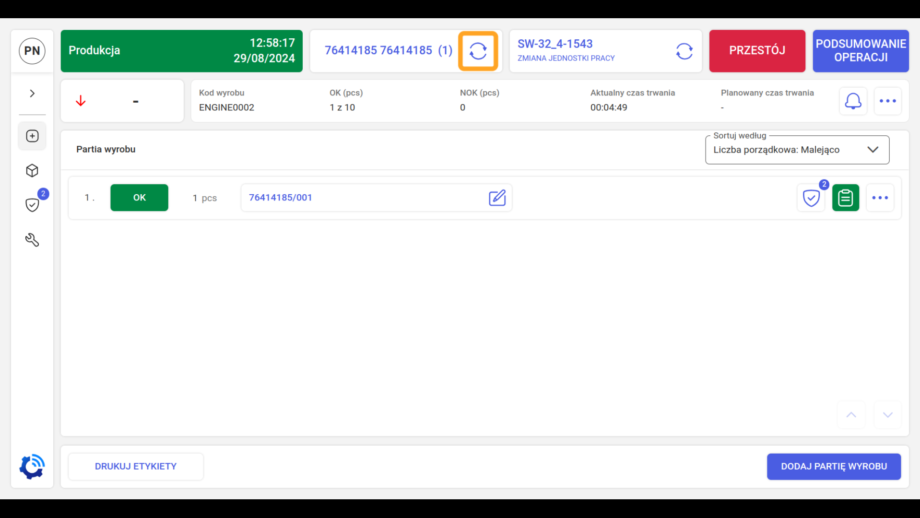
W celu powrotu do widoku operacji należy wcisnąć ikonę strzałek zaznaczoną niżej (rys. 6).
Rys. 6.
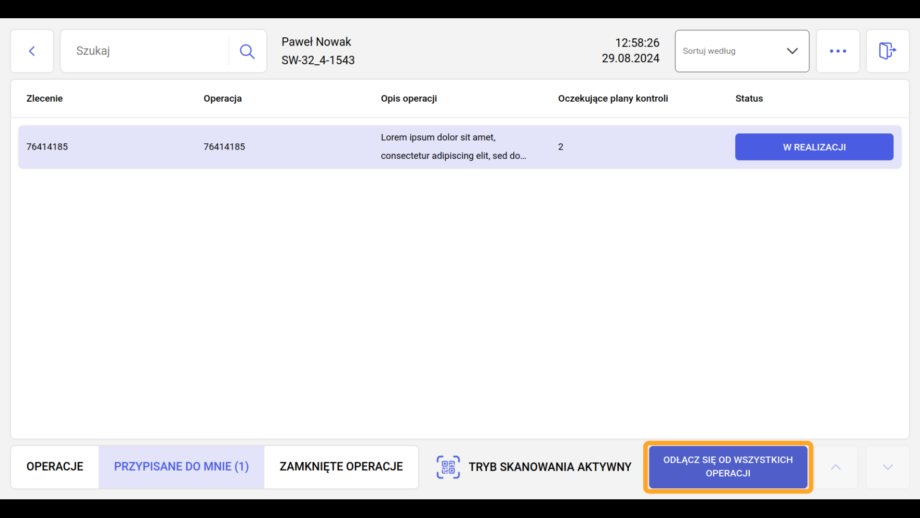
Po zakończonej pracy operator chcąc odłączyć się od wszystkich operacji musi wcisnąć przycisk ODŁĄCZ SIĘ OD WSZYSTKICH OPERACJI, a następnie zostanie on przekierowany do widoku stanowisk pracy (rys. 7).
Rys. 7.
W przypadku zeskanowania błędnego kodu operator także otrzyma notyfikację o nieprawidłowości (rys. 8).
Śledzenie materiałów (traceability)
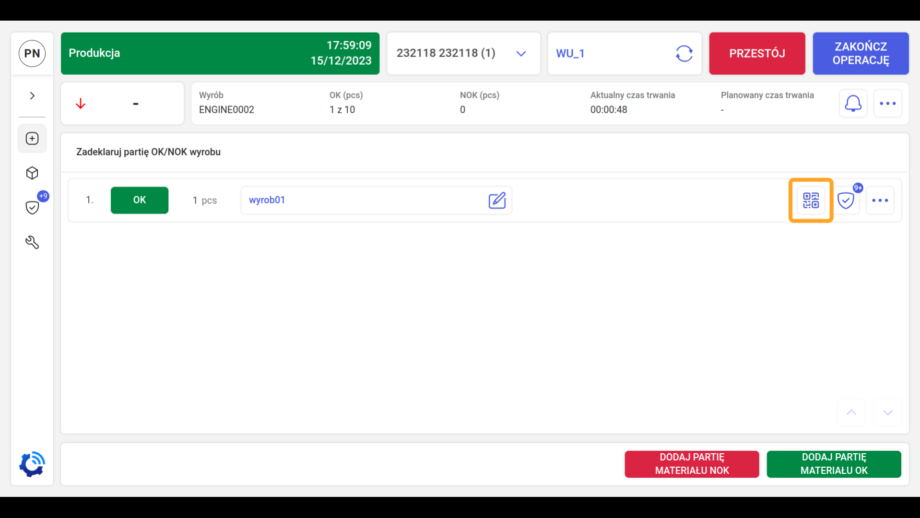
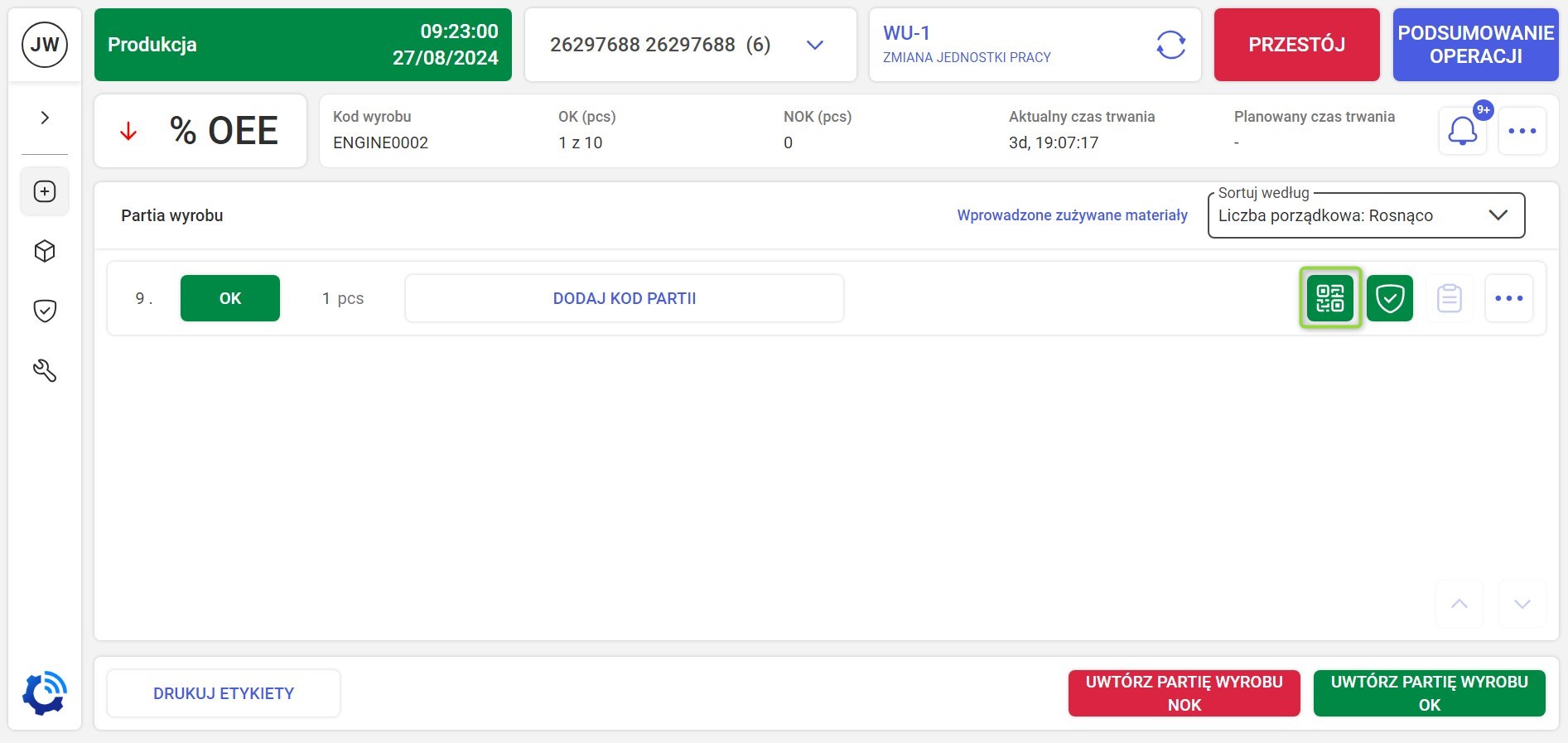
Identyfikowalność materiałów pozwala na śledzenie materiałów używanych do tworzenia partii wyrobów. Proces ten możliwy jest w aplikacji Operator Panel przy użyciu skanera kodów lub wprowadzając kod ręcznie. Tryb identyfikowalności jest dostępny pod ikoną kodu QR (rys. 1).
Rys. 1.
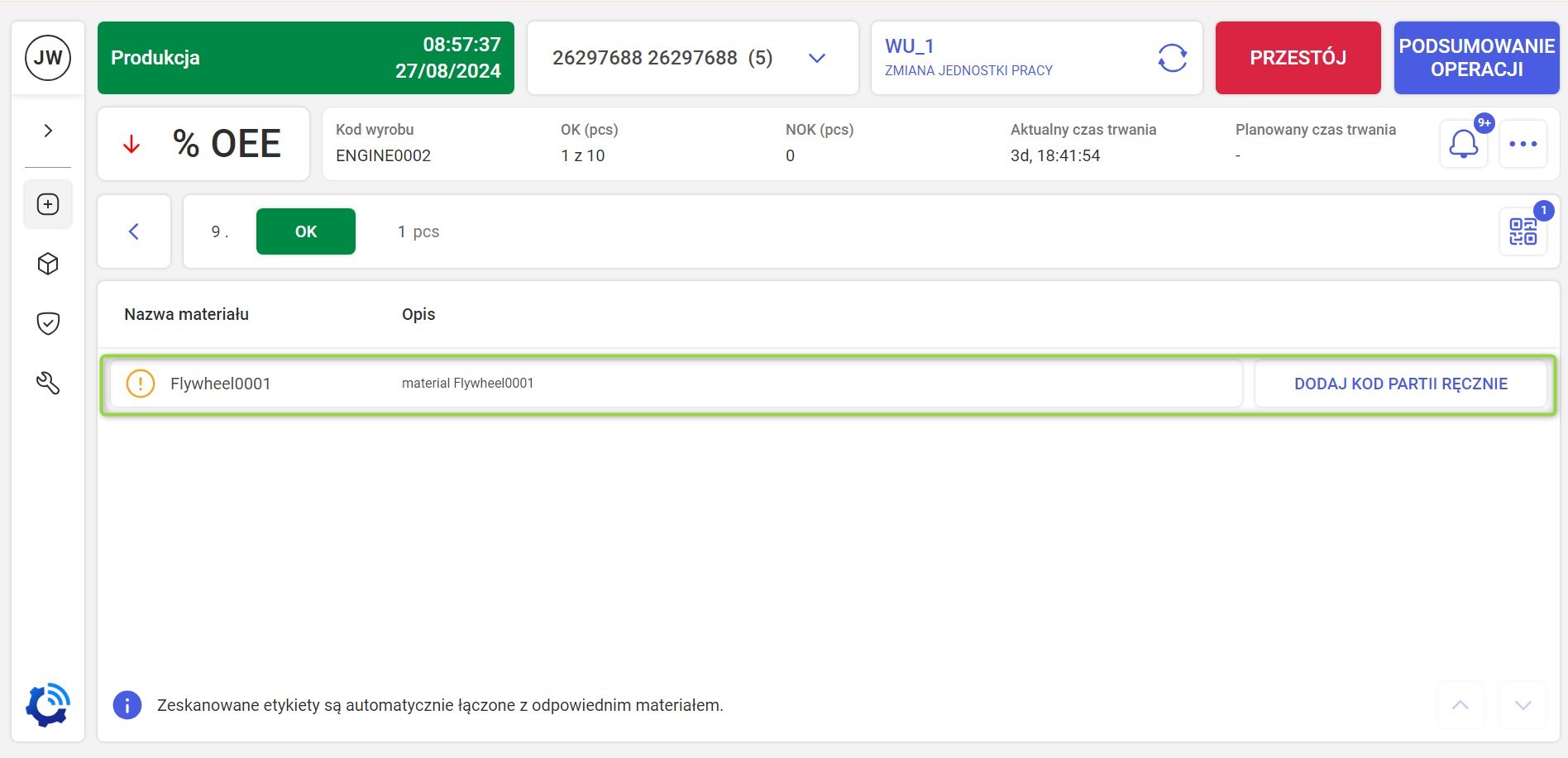
Po kliknięciu w ikonę traceability dla wybranej partii wyrobu zostaje wyświetlona lista komponetów krytycznych (rys. 2).
Wskazówka
W rozdziale Konfiguracja dla identyfikalności jest opisane jaką wprowadzić konfigurację, żeby odpowiednio skanować kody dla materiałów.
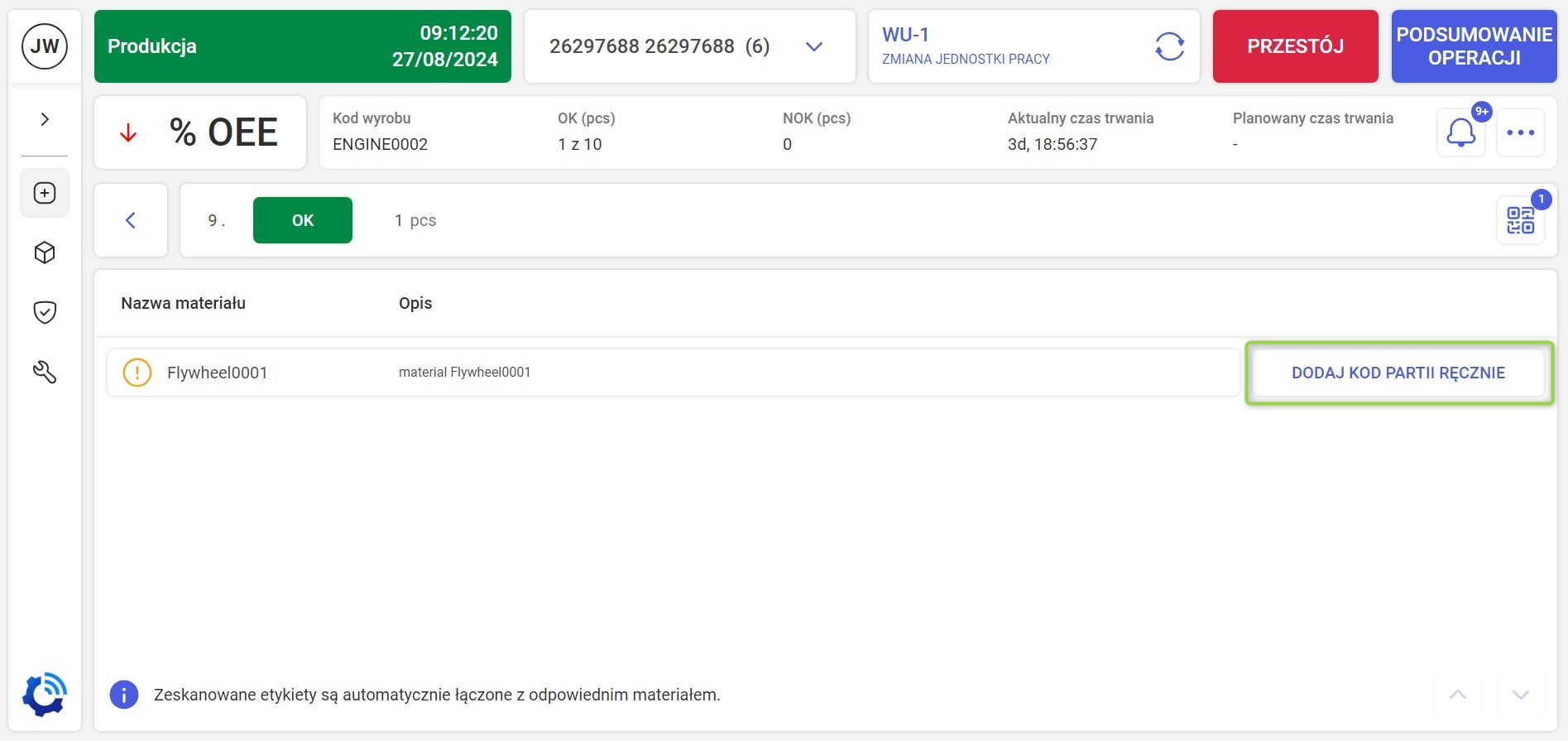
W widoku na rys. 2 należy zacząć skanować kody, a jeżeli operator chce wprowadzić dane ręcznie to należy wcisnąć pole DODAJ KOD PARTII RĘCZNIE (rys. 3).
Uwaga
Skanowany kod musi zawierać minimum 6 znaków.
Rys.2Rys.3
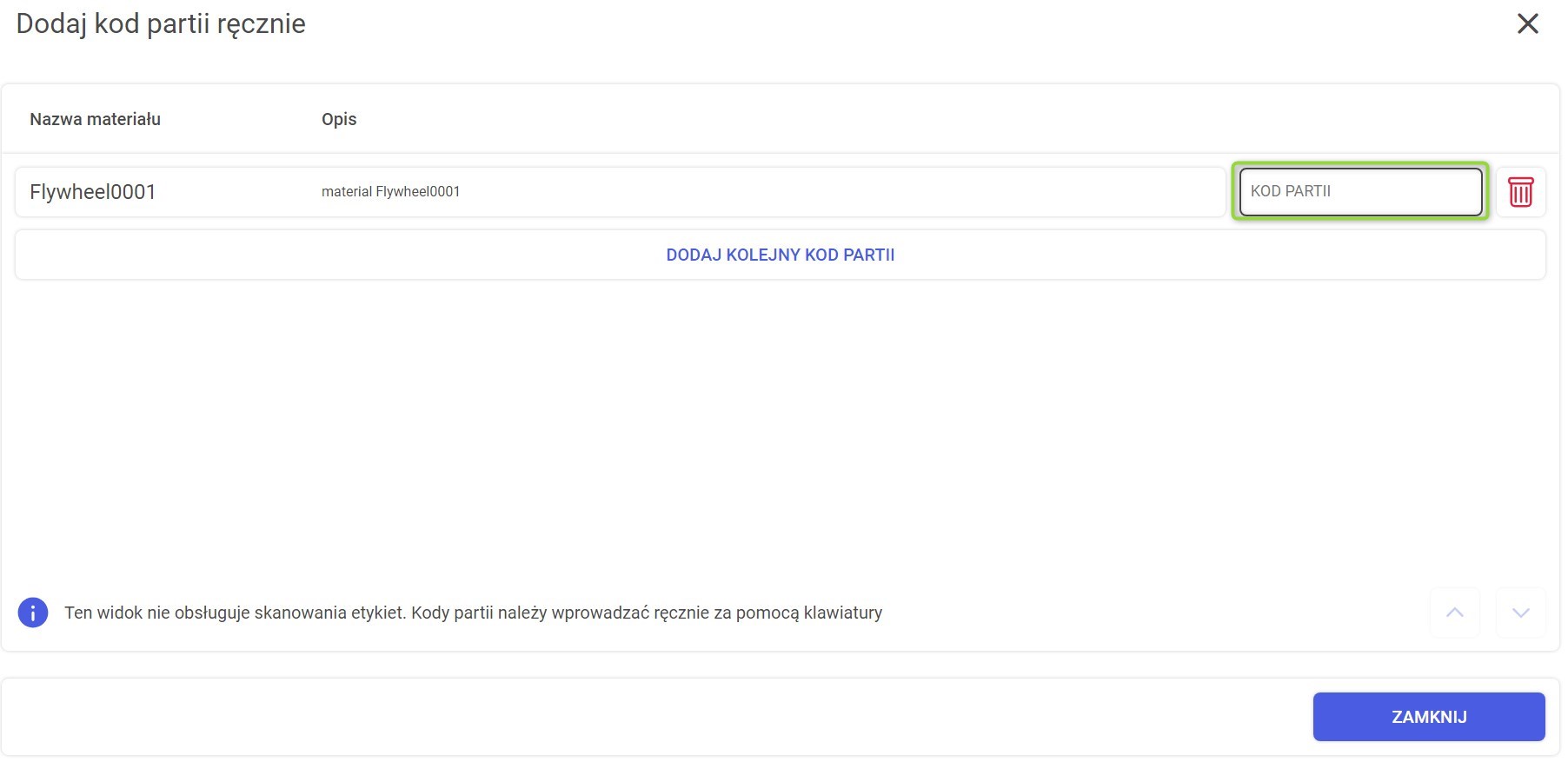
Po wejściu w okno do manualnego wprowadzania kodu należy ponownie kliknąć w pole KOD PARTII (rys. 4).
Rys.4
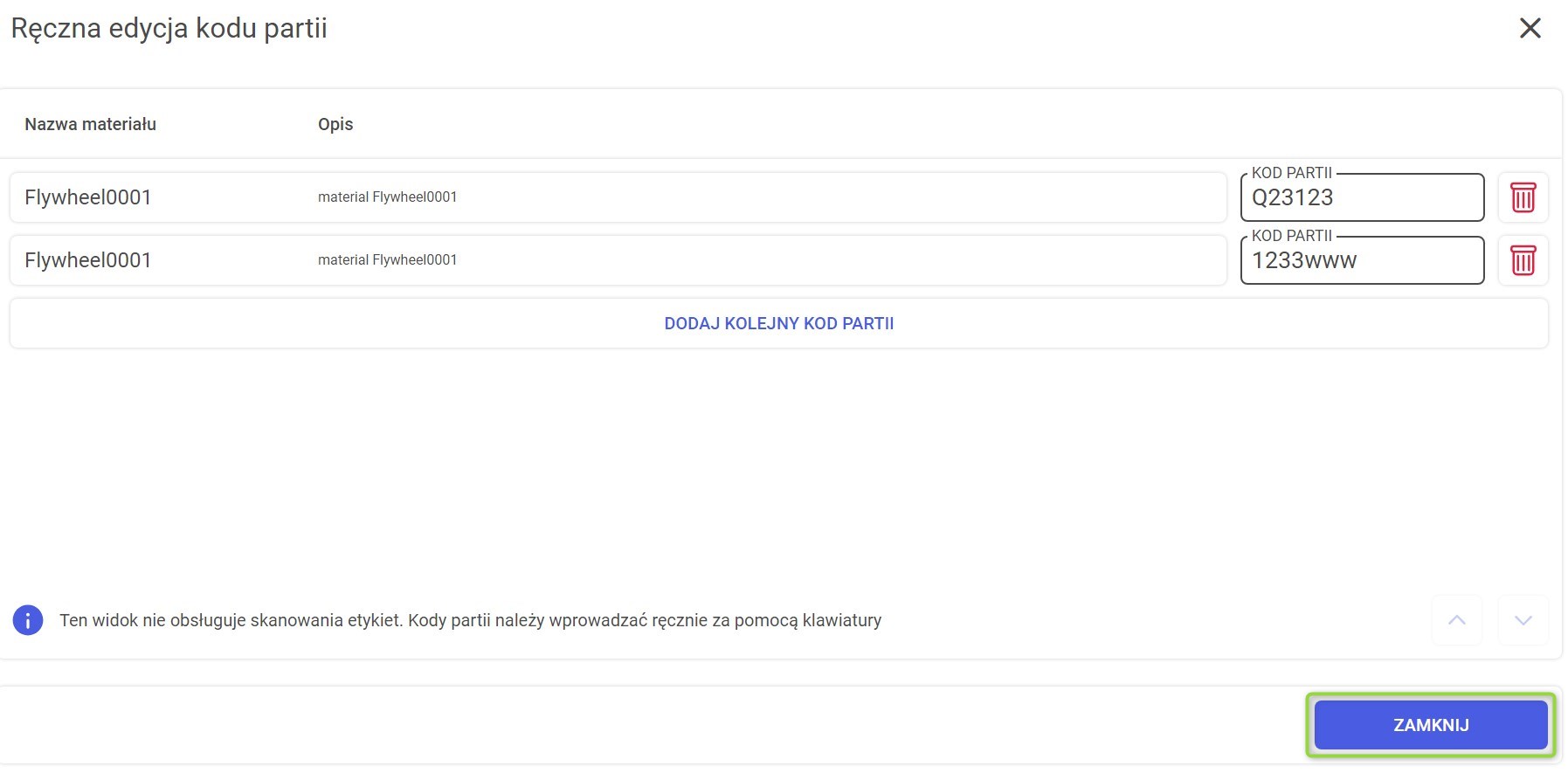
Po dodaniu pierwszego kodu można dodać następne przez ponowne kliknięcie DODAJ KOLEJNY KOD PARTII. W tym widoku (rys. 5) operator może edytować lub usuwać wprowadzone wcześniej kody.
Rys.5
Jeżeli czynność wprowadzania kodów została zakończona użytkownik musi wcisnąć przycisk ZAMKNIJ, aby powrócić do wcześniejszego widoku (rys. 6).
Rys.6
Dla materiału Piston0001 wprowadzone zostały wszytkie kody (minium musi być 1 kod), co wskazuje na to informacja na rys. 7.
Rys.7
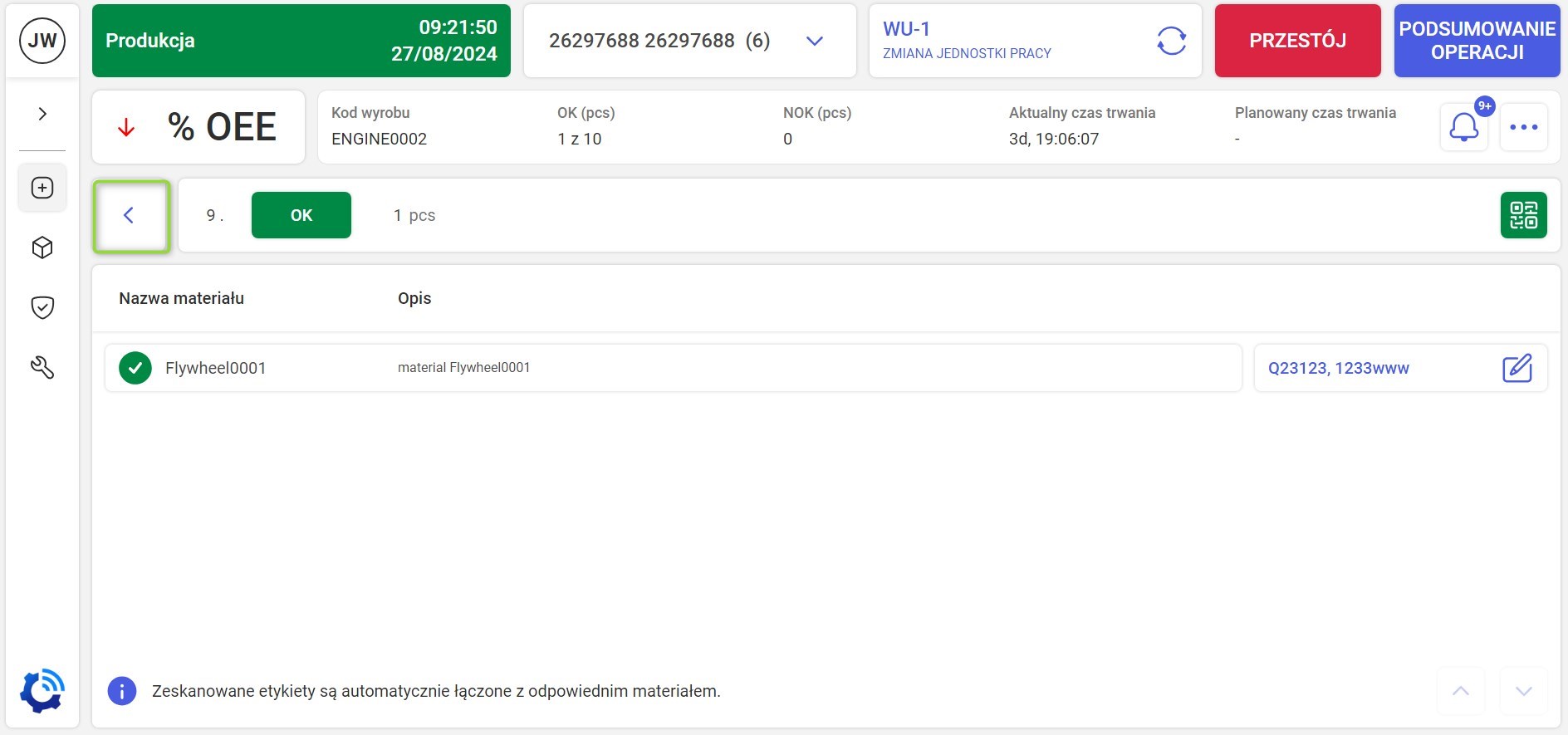
Awy wyjść z widoku dodawania rtresability należy kliknąć ikony strzałki (rys. 8).
Rys.8
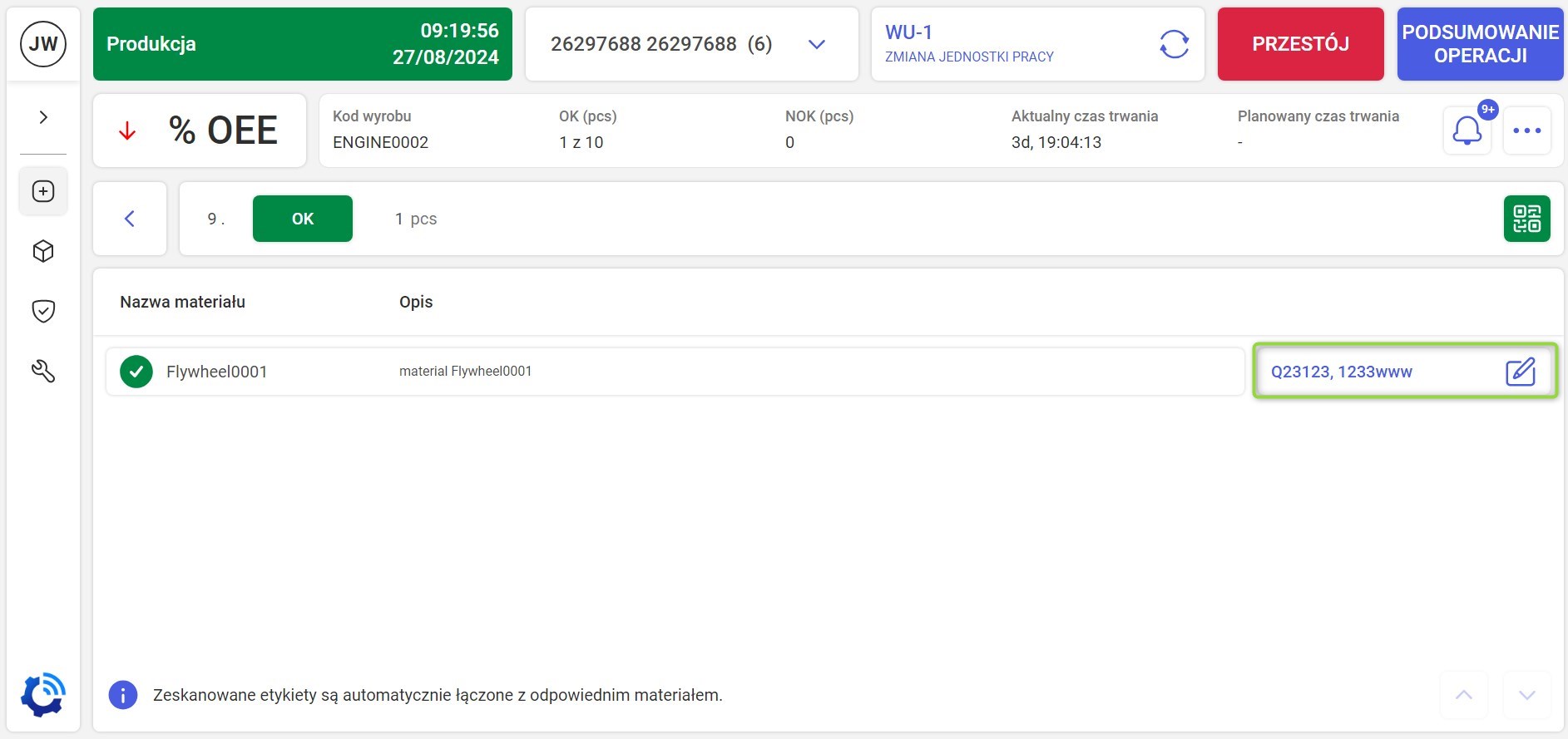
Ikona kody QR dla danej partii wyrobu mówi o ukończonym procesie śledzenia materiałów (rys. 9). W każdej chwili operator ma możliwość ponownego wejścia to trybu skanowania i edycji poszczególnych kodów.
Rys.9
Uwaga
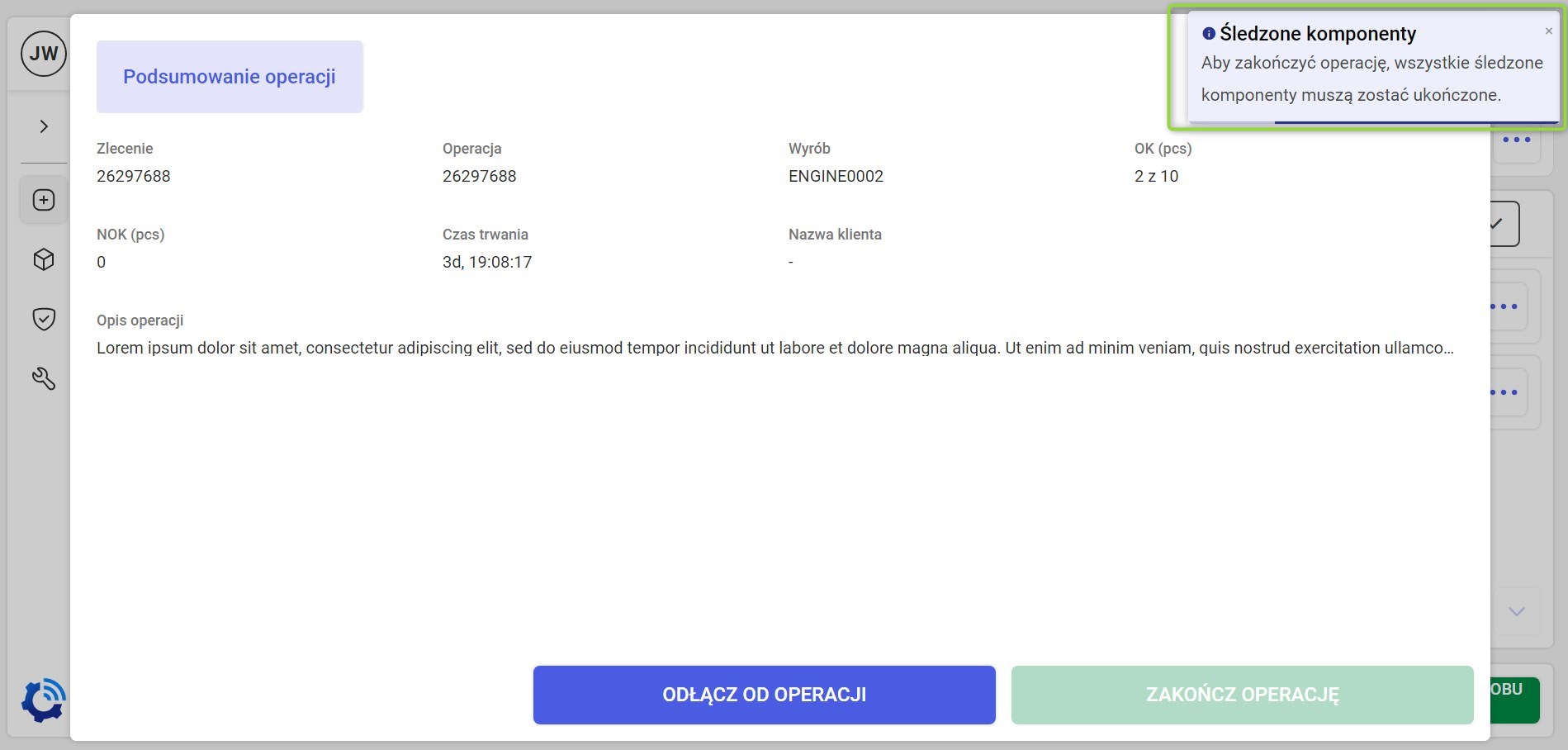
Dopóki nie zostaną uzupełnione wszystkie kody dla procesu traceability, nie będzie możliwe zakończenie obecnej operacji (rys. 10)
Rys.10
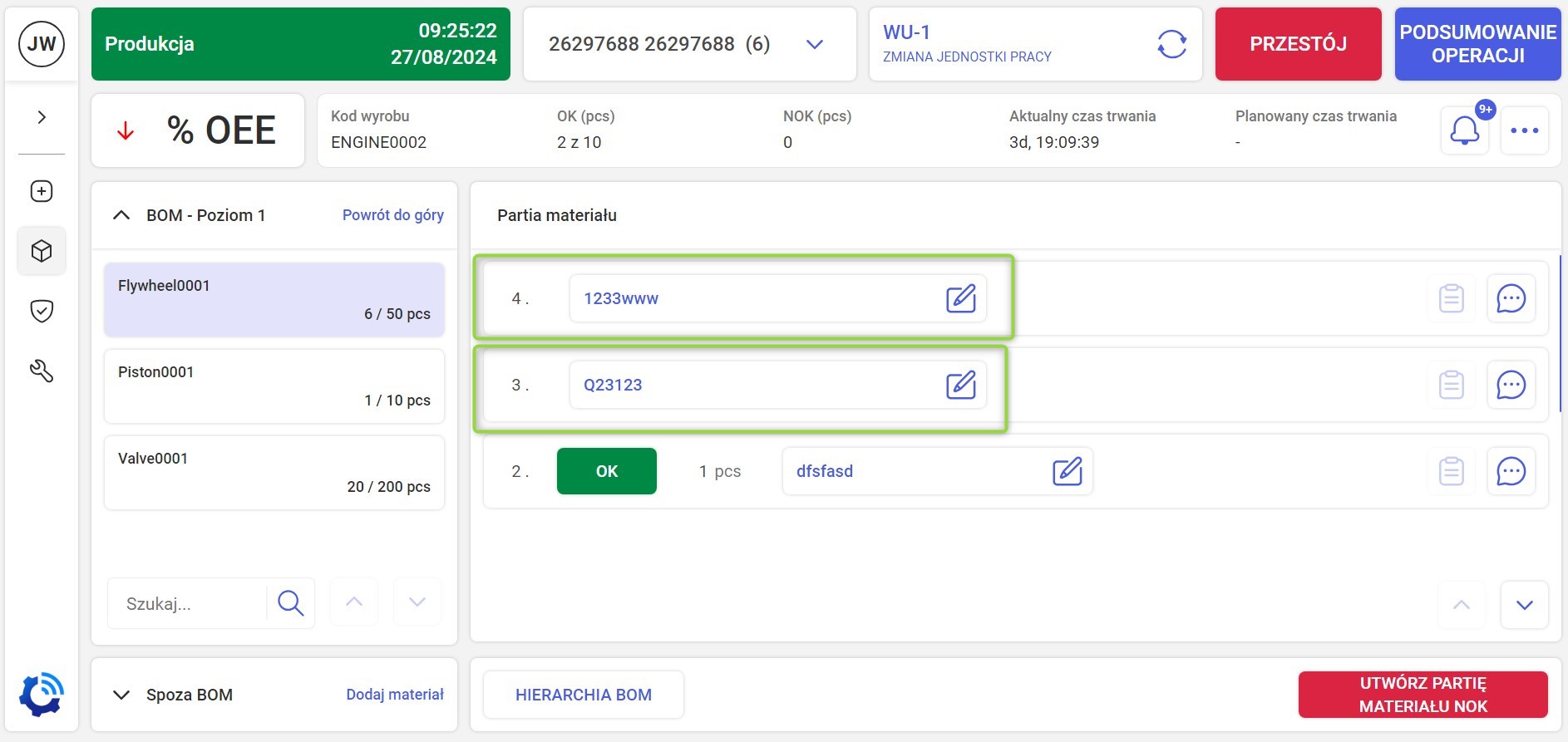
Podczas wprowadzania kodów dla partii materiału w procesie śledzenia tworzona jest ta sama partia w zakładce Materiały. Partie te posiadają tylko kody, a typ i ilość musi wybrać operator (rys. 11).
Rys.11
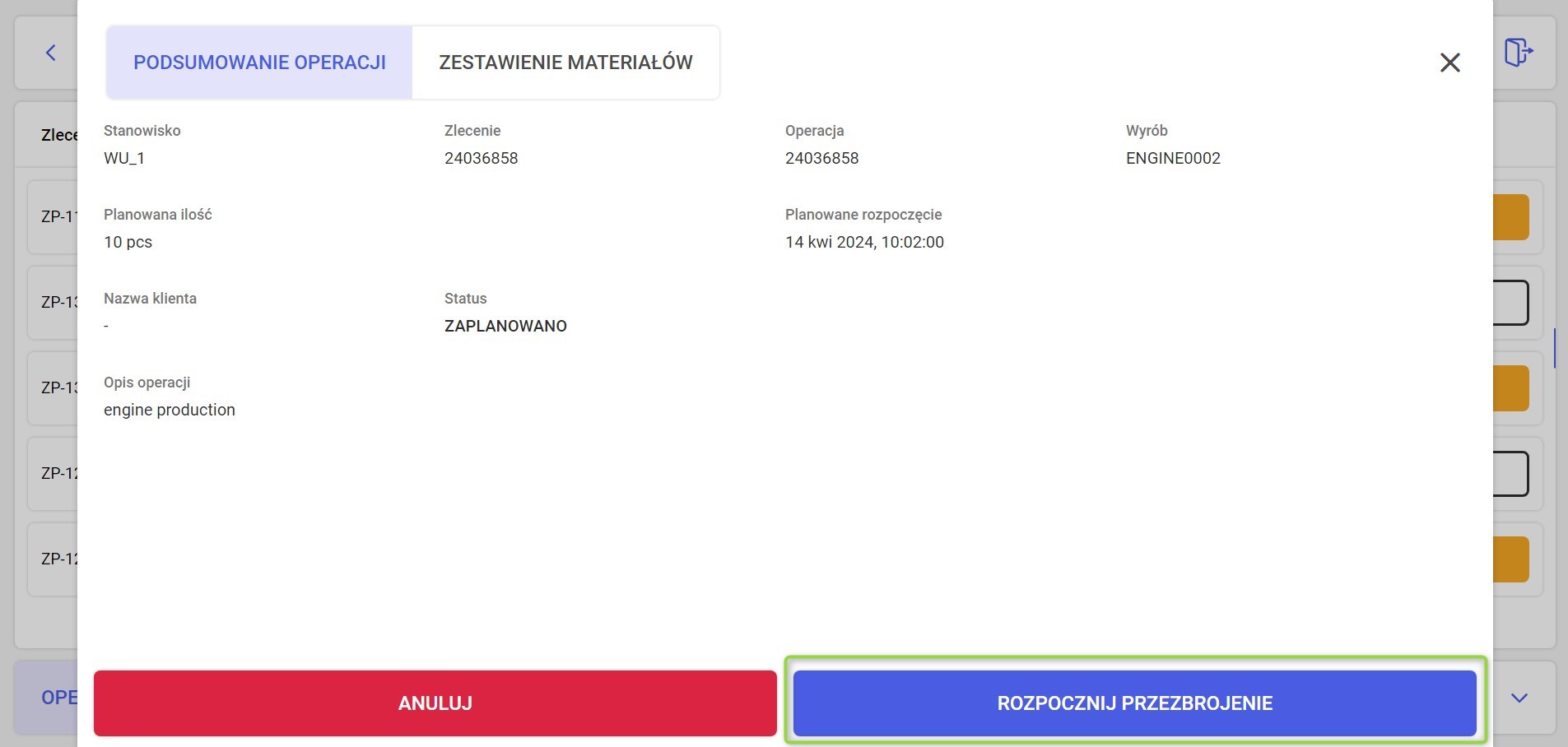
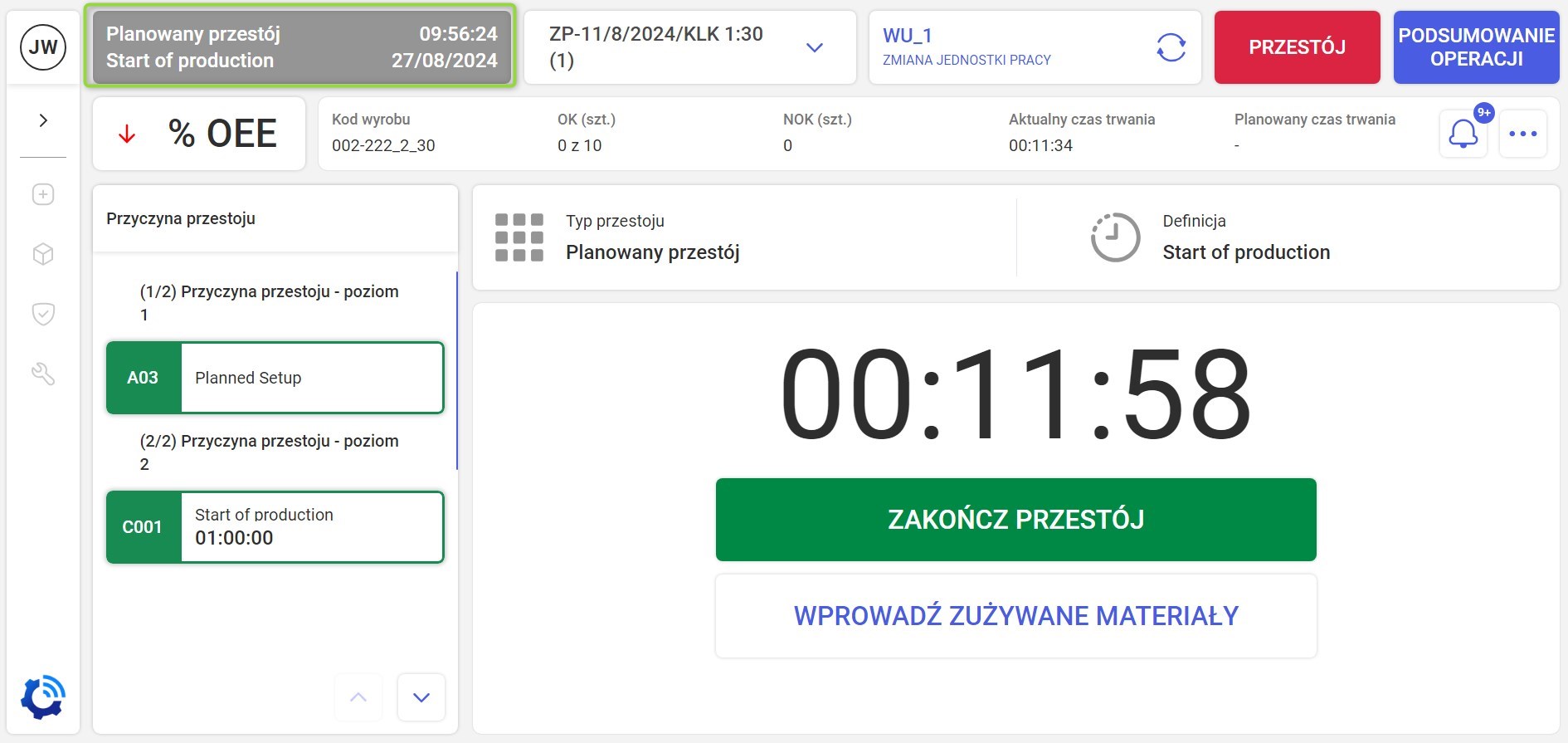
Przy ustawionym automatycznym śledzeniu materiałów przy wyborze operacji użytkownik nie będzie mógł rozpocząć od razu produkcji, wymagane jest rozpoczęcie przezbrojenia (rys. 12).
Rys.12
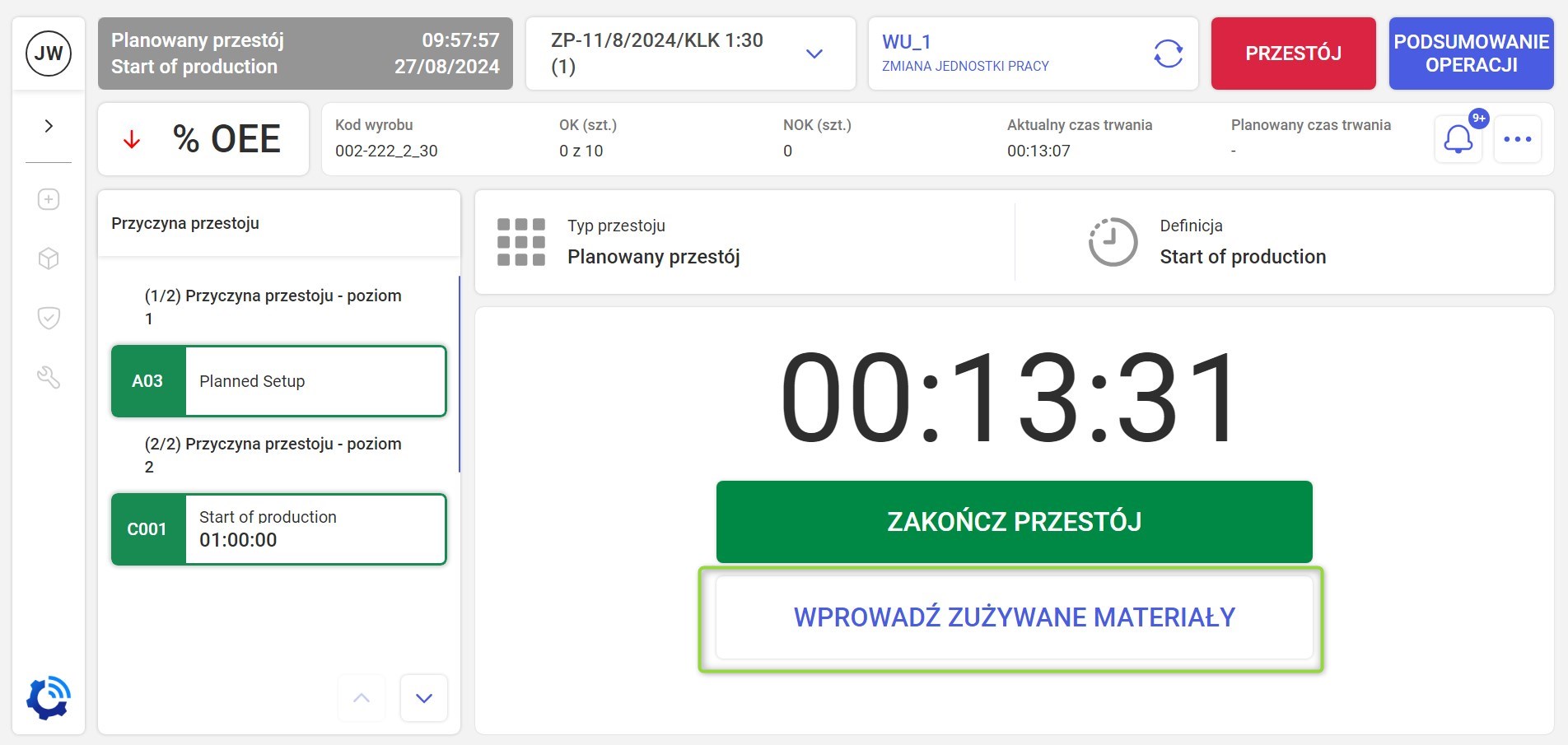
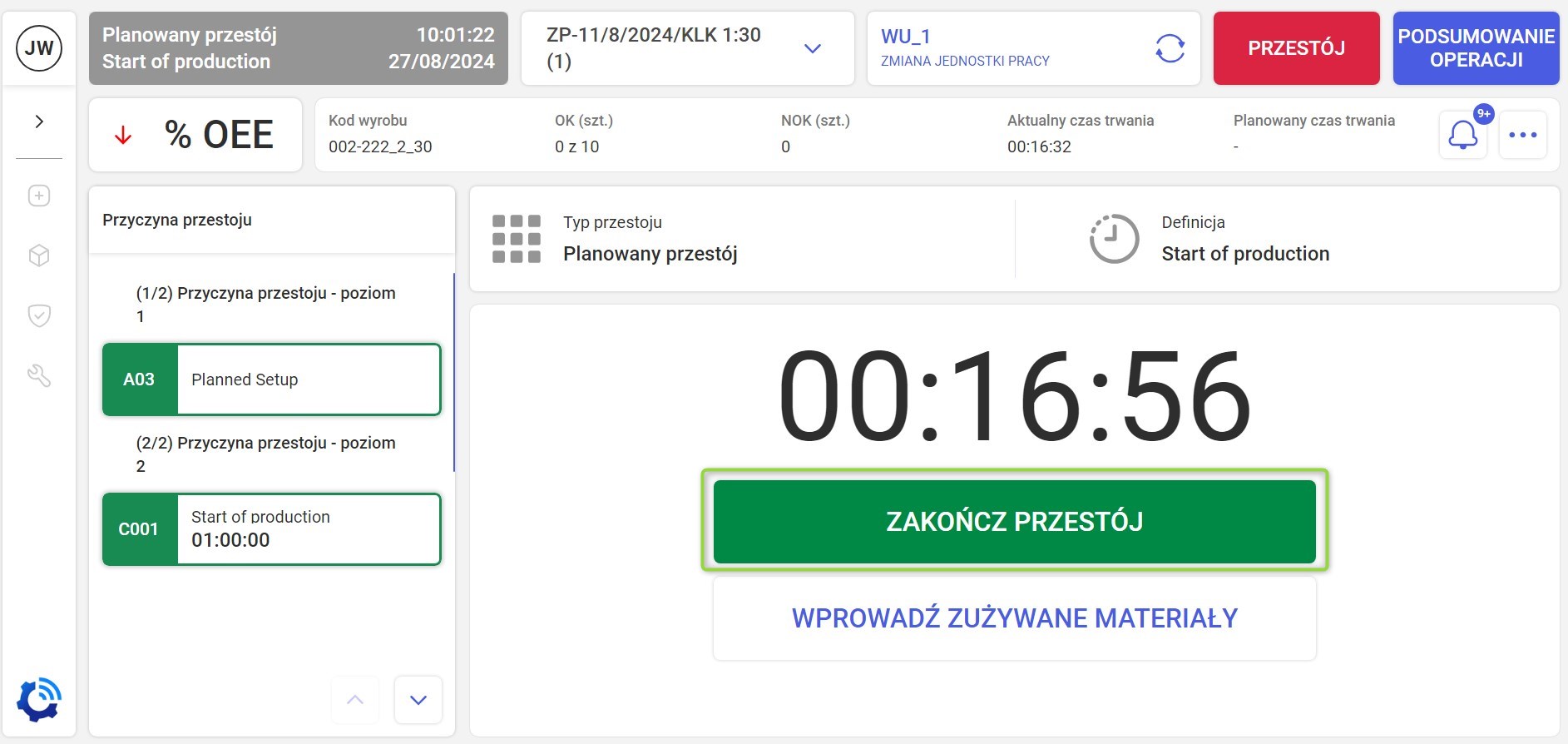
Podczas trwania przezbrojenia (rys. 13) operator będzie mógł wprowadzić zużywane materiały w późniejszym procesie produkcji (rys. 14).
Rys.13
W celu wprowadzenia rodzaju materiału i jego kodu partii należy wcisnąć przycisk "WPROWADŹ ZUŻYWANE MATERIAŁY" (rys. 14).
Rys.14
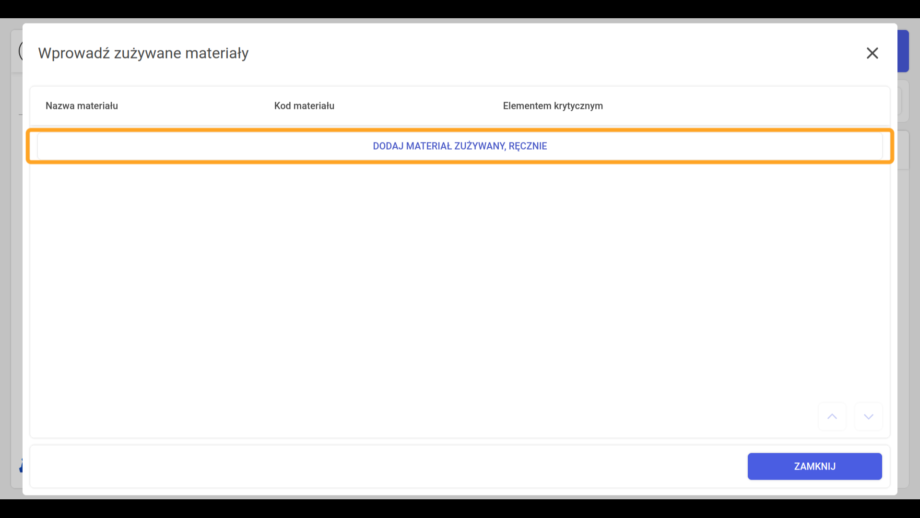
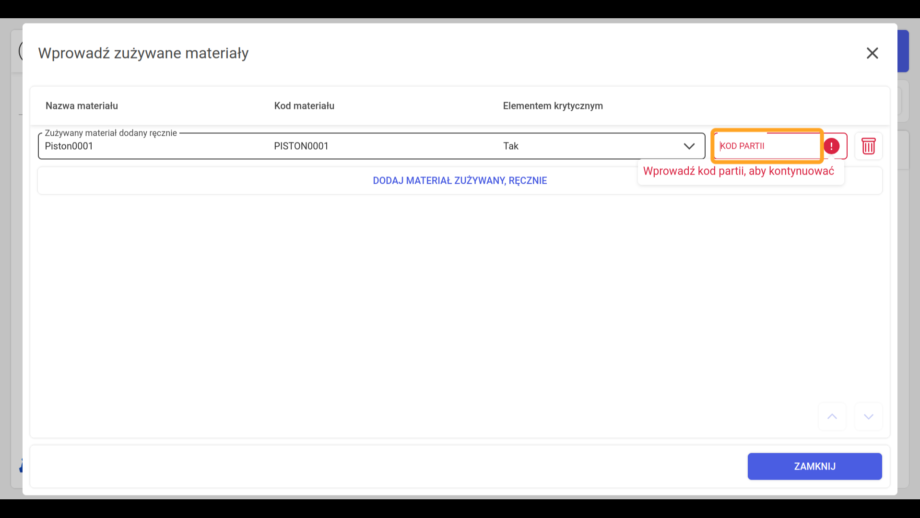
Po tej akcji pojawia się okno do wprowadzania zużywanych materiałów. Następnie należy wcisnąć "DODAJ MATERIAŁ ZUŻYWANY RĘCZNIE" (rys. 15).
Rys. 15
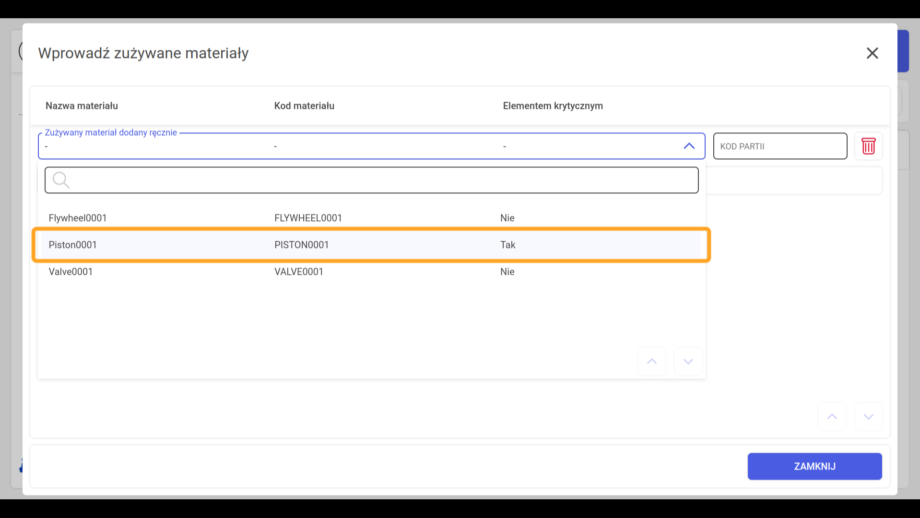
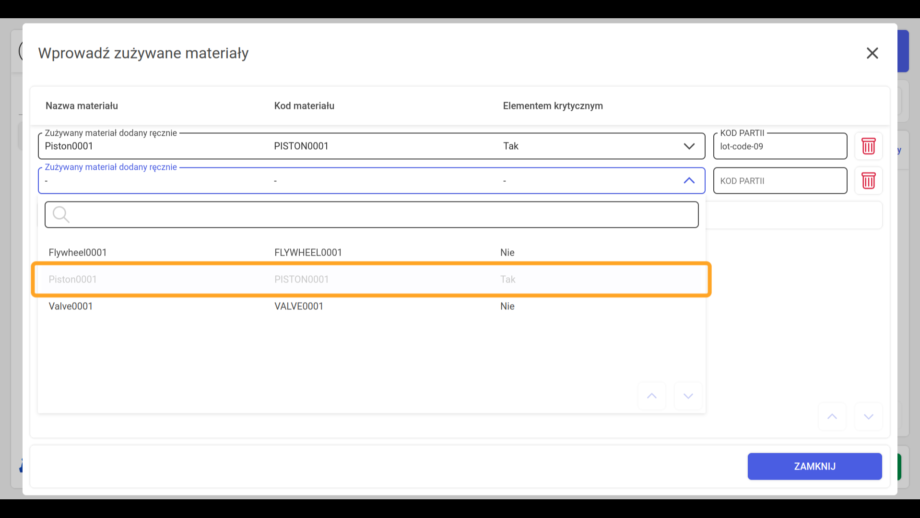
Na rozwijalnej liście dostępne są materiały zużywane w danej operacji (rys. 16). Operator musi wybrać jeden z nich, a następnie wprowadzić dla niego kod partii, który jest wymagany (rys. 17).
Rys. 16Rys. 17
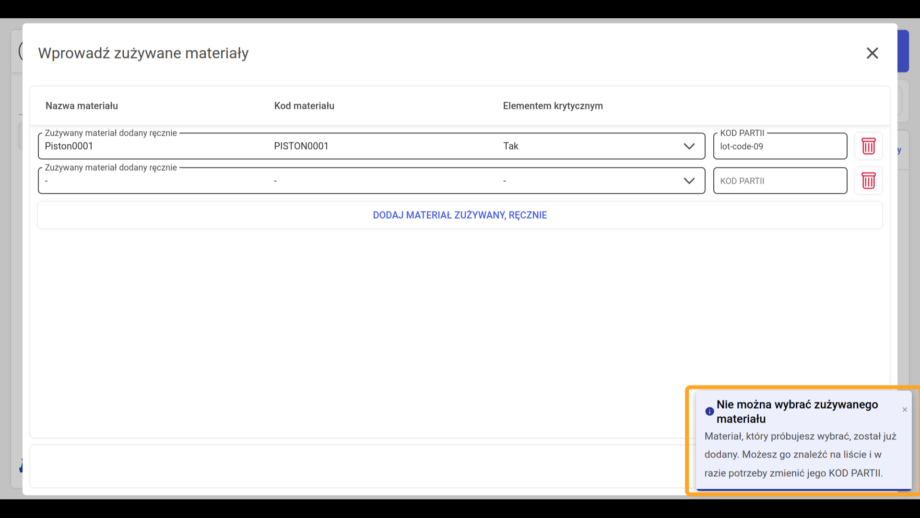
Niemożliwe jest wybranie tego samego materiału, który został zadeklarowany wcześniej na liście (rys. 18). Będzie on wyszarzony, a po kliknięciu na niego pojawi się komunikat o problemie z jego wyborem (rys. 19).
Rys. 18Rys. 19
Kończenie przezbrojenia przy włączonej automatycznej identyfikalności odbywa się tak samo jak w przypadku domyślnego przezbrojenia (rys. 20, 21).
Rys. 20Rys.21
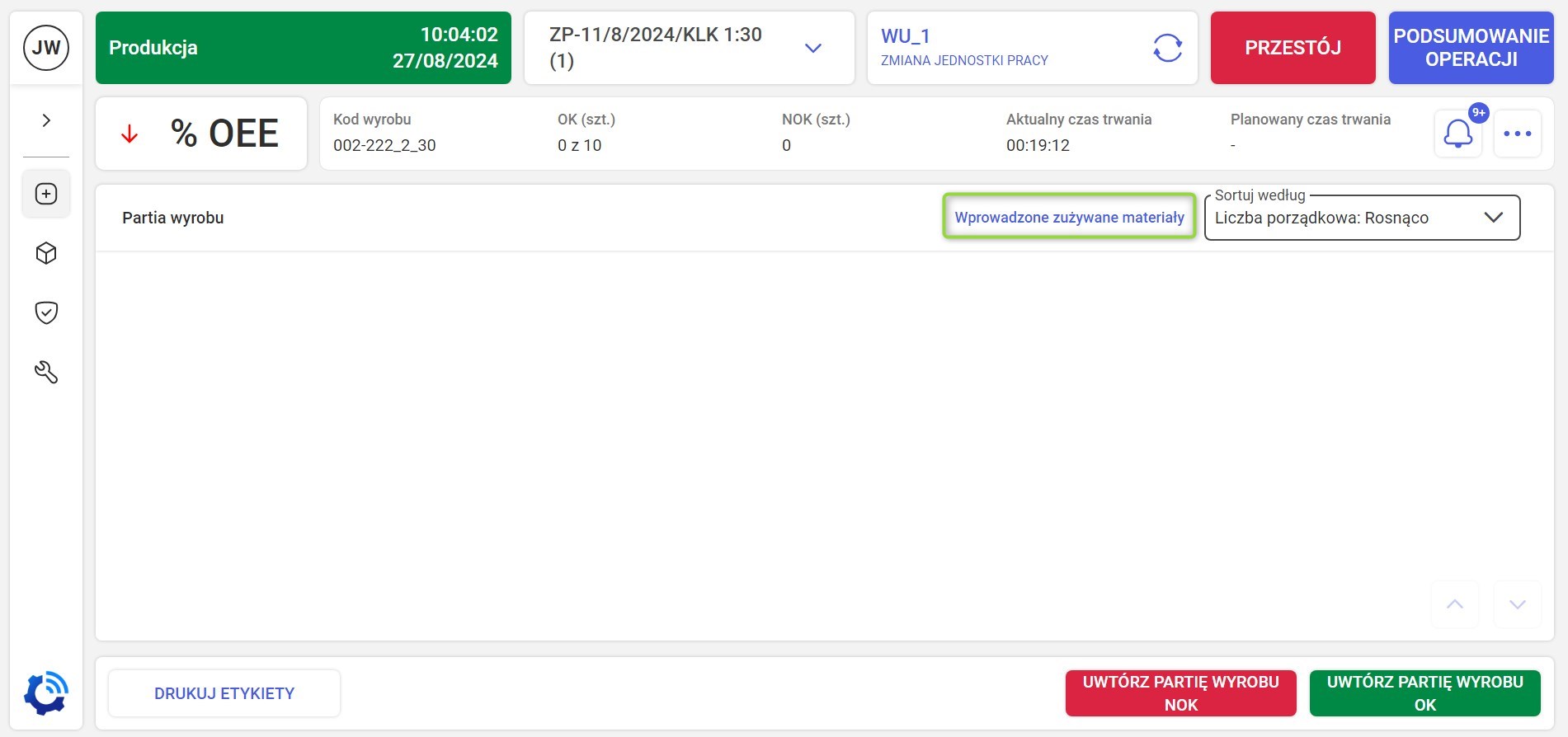
Podczas produkcji dalej jest możliwość deklarowania oraz podejrzenia wprowadzonych wcześniej zużywanych materiałów w zakładce "Wyroby" po prawej stronie pod przyciskiem "Wprowadzone zużywane materiały" (rys. 22).
Rys.22
Zużywane materiały można podejrzeć także w zakladce "Materiały" pod odpowiednim materiałem z listy BOM. Na przykładzie poniżej widoczny jest zadeklarowany materiał podczas przezbrojenia (rys. 23).
Rys.23
W zakładce "Materiały" operator nie może deklarować materiałów manualnie, ponieważ przyciski są niewidoczne (rys. 24).
Rys.24
Kodu partii materiałów nie można zmieniać (rys. 25).
Rys. 25
Wiadomości i powiadomienia z panelu operatora
W celu umożliwienia kontaktu pomiędzy panelem operatora a użytkownikami systemu Supervisor przygotowany został moduł powiadomień. Komunikacja jest dwukierunkowa, ale zmienny jest rodzaj komunikacji:
z poziomu OP wysyłane mogą być wcześniej skonfigurowane komunikaty
z poziomu SUP wysyłane mogą być wiadomości
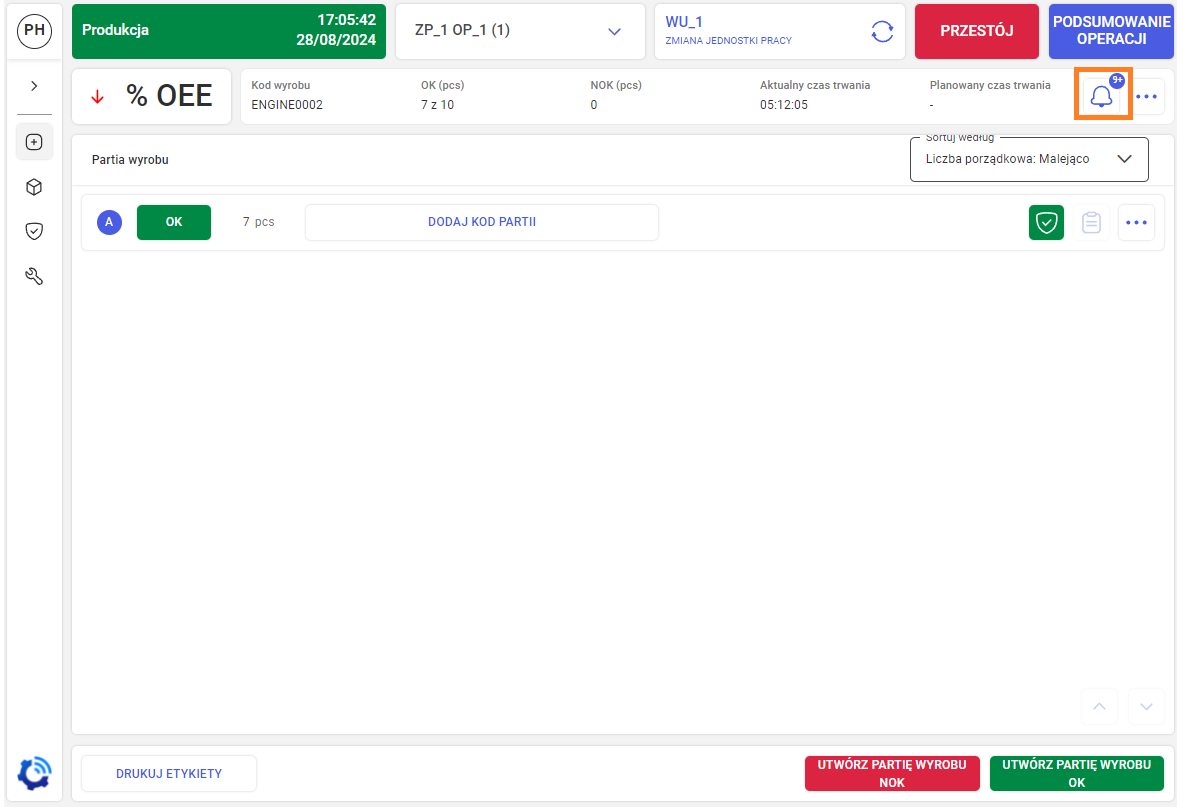
Powiadomienia i wiadomości są dostępne z poziomu operacji oraz z poziomu aktywnego przestoju/przezbrojenia. Aby przejść do modułu powiadomień należy kliknąć ikonkę dzwoneczka w prawym górnym rogu. Liczba oznacza ilość niewykonanych zadań.
Rys. 1
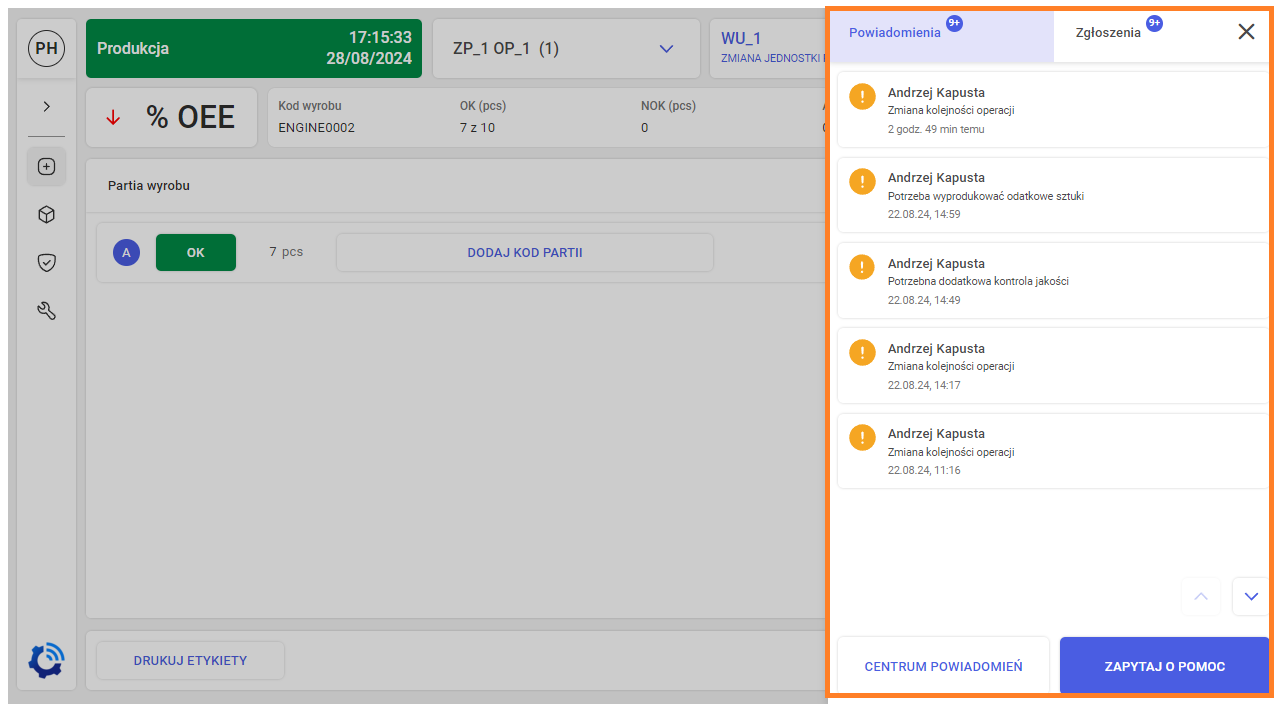
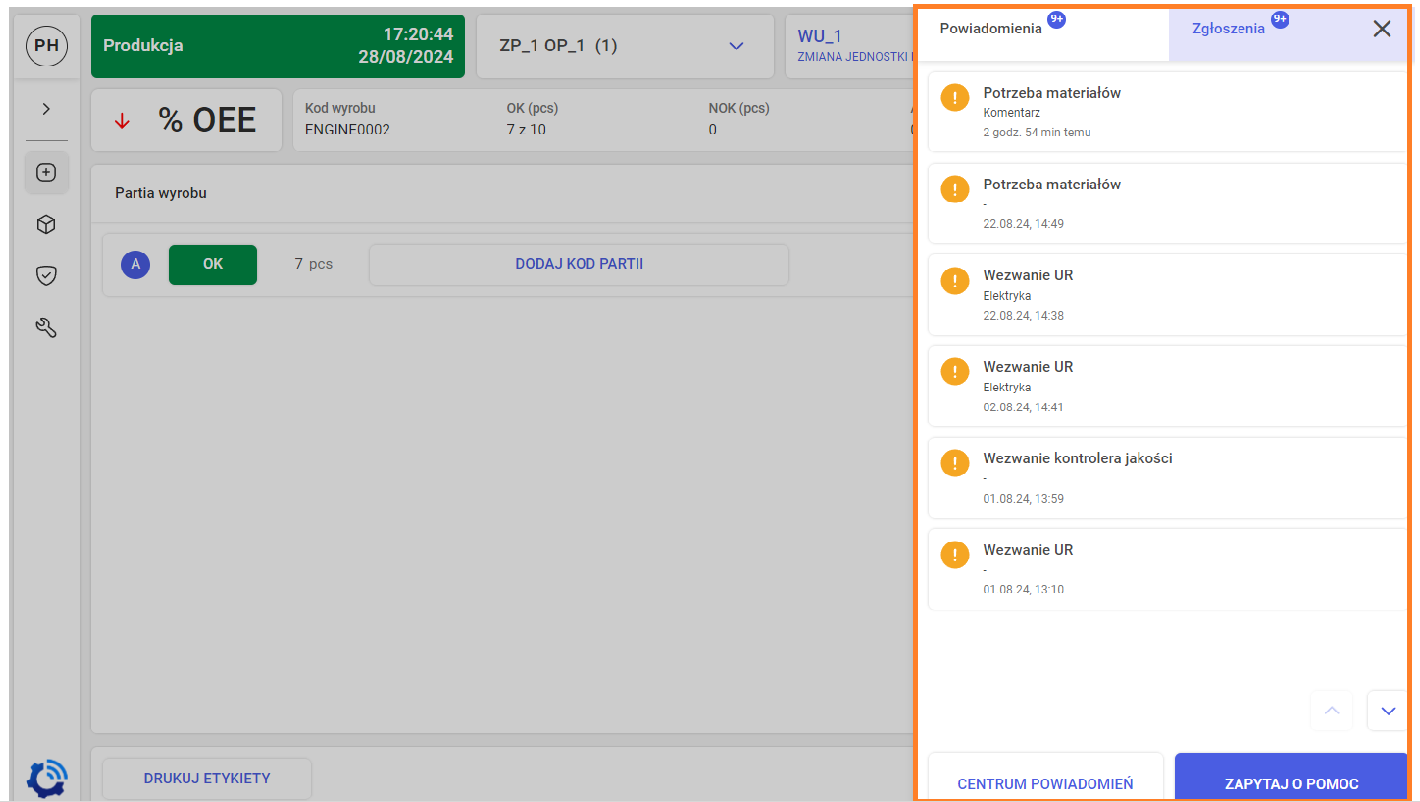
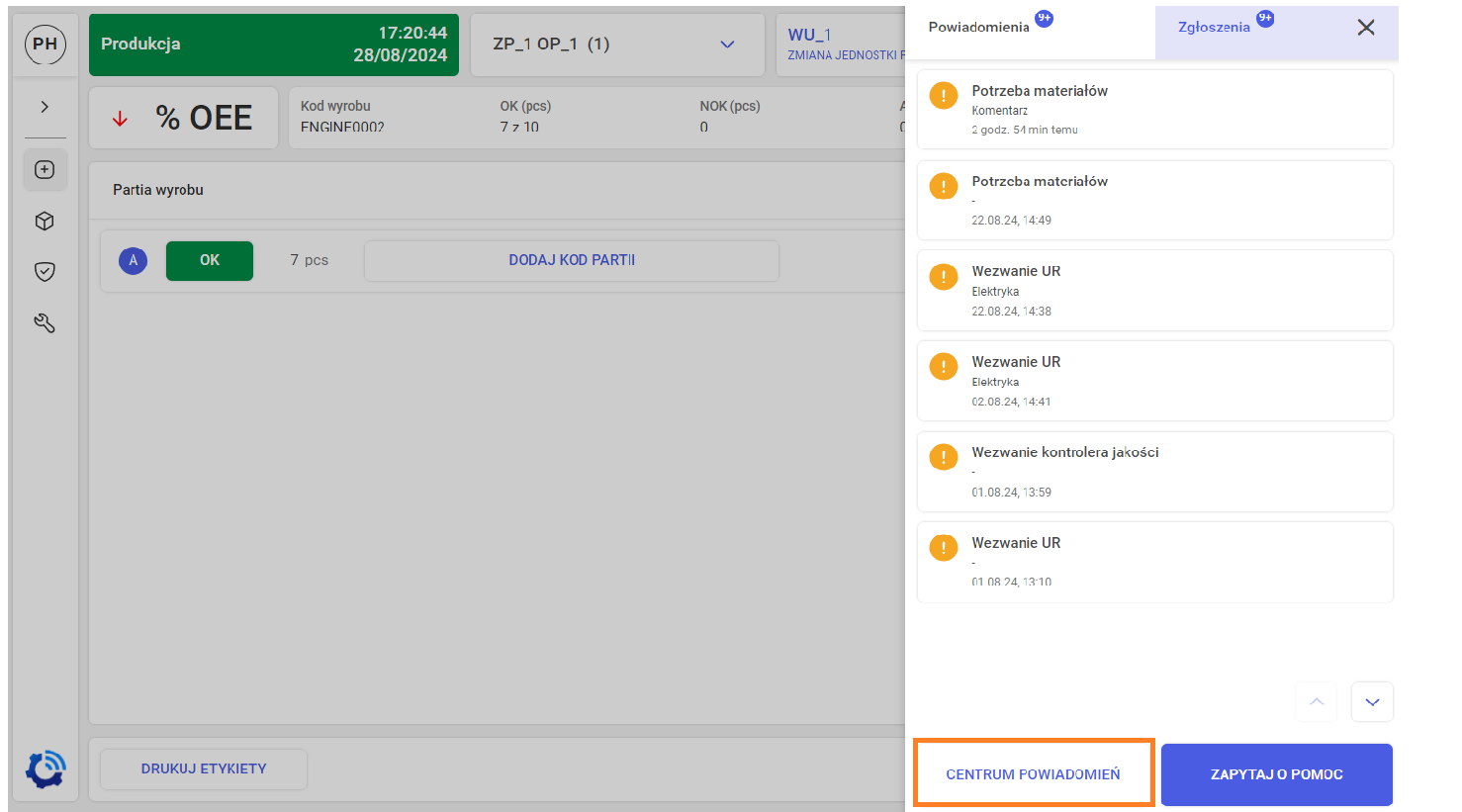
Po wybraniu powyższej ikony w prawej części ekranu wyświetlane jest okno podzielone na dwie zakładki: powiadomienia (wiadomości wysłane z SUP) oraz zgłoszenia (historia zgłoszeń z poziomu panelu operatora). Aktywna zakładka jest podświetlana na niebiesko. Na liście wyświetlane są jedynie niewykonane czynności. Z poziomu okna możliwe jest wykonanie danych czynności - poprzez kliknięcie na wiadomość/powiadomienie i wybór przycisku Oznacz jako wykonane. Rys. 2Rys. 3
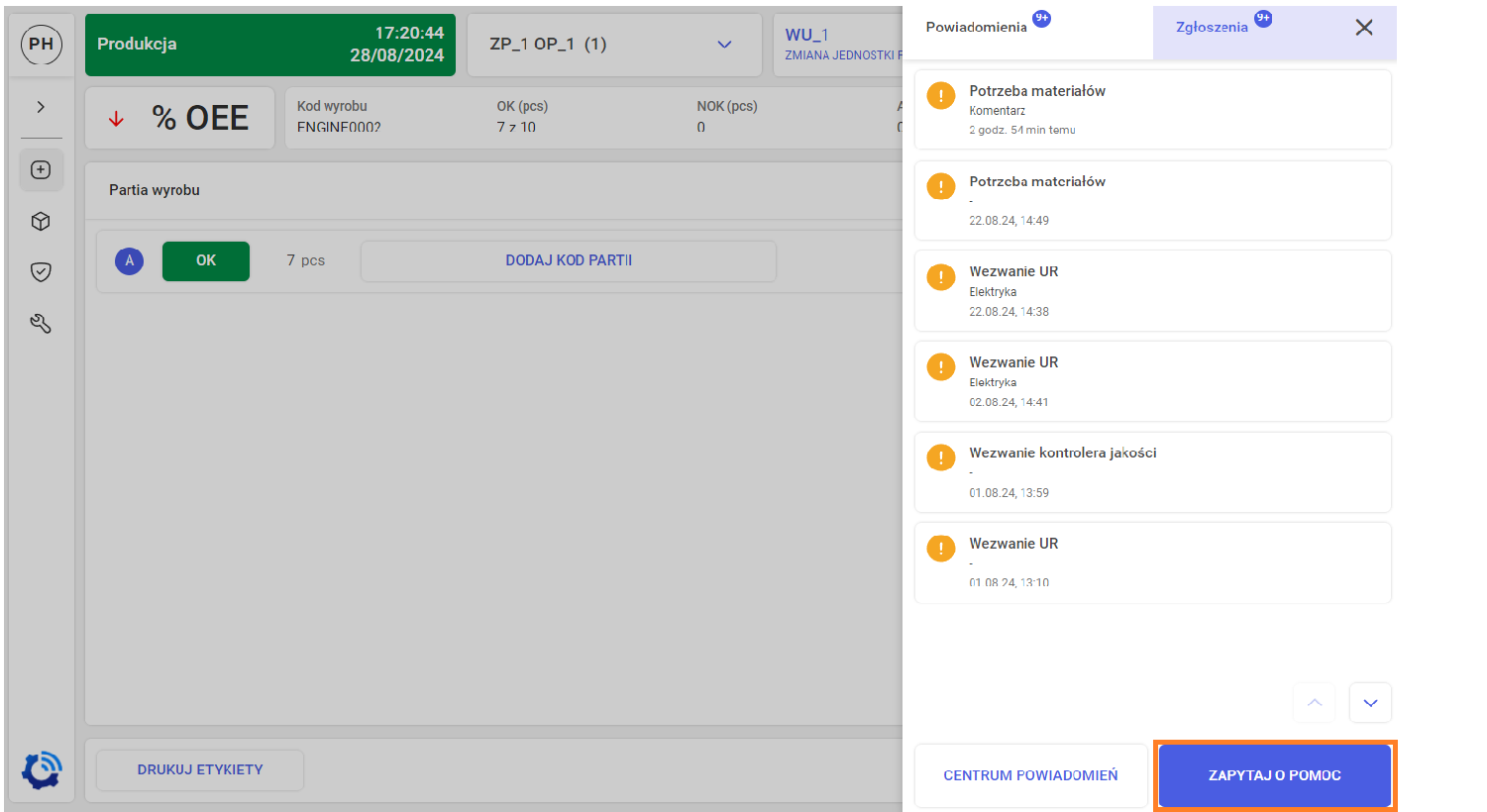
Aby przeglądać całą historię powiadomień należy kliknąć przycisk CENTRUM POWIADOMIEŃ. Aby zgłosić do panelu administratora nowe zdarzenie kliknąć należy: ZAPYTAJ O POMOC.Rys. 4Rys. 5
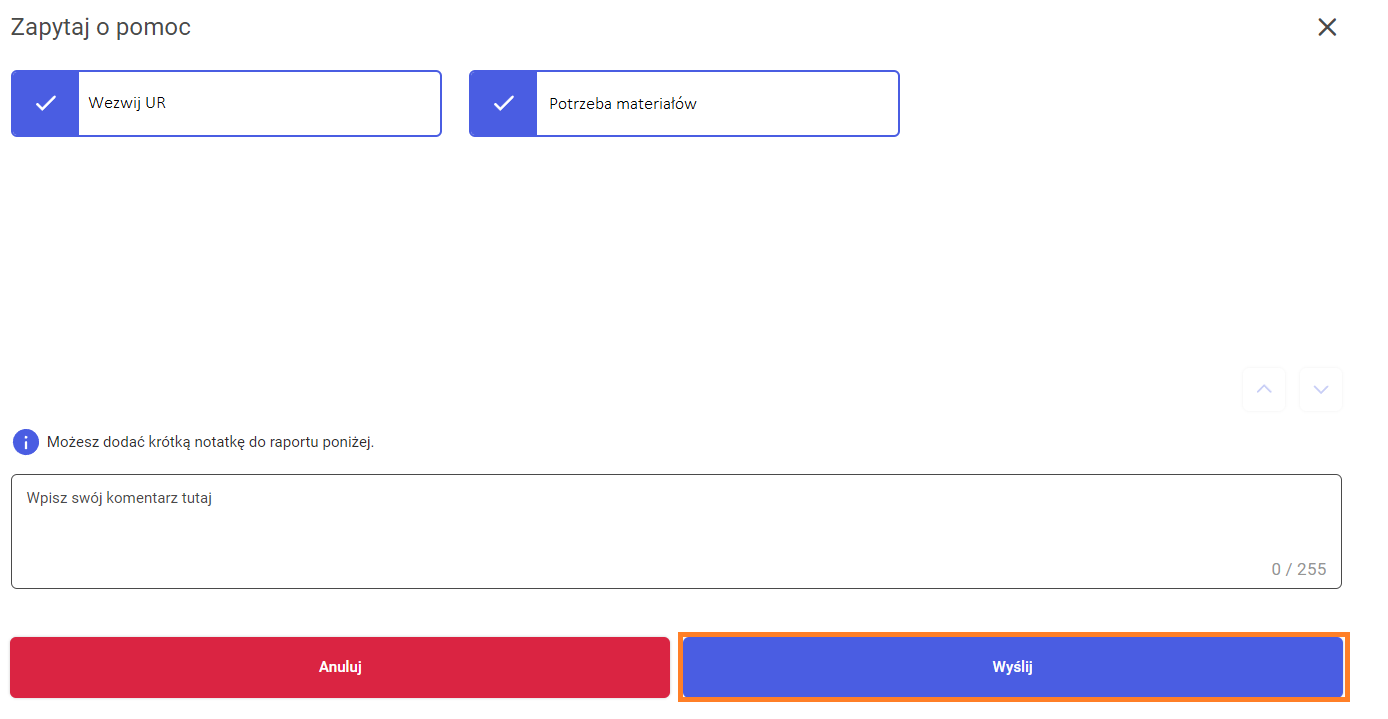
Po wybraniu tej opcji wyświetlone zostanie okno zawierające zdefiniowane typy zgłoszeń. Konfiguracja przeprowadzana jest z poziomu bazy danych per stanowisko robocze. Po wybraniu powodu oraz wpisania ewentualnego komentarza kliknąć należy przycisk WYŚLIJ.Rys. 6
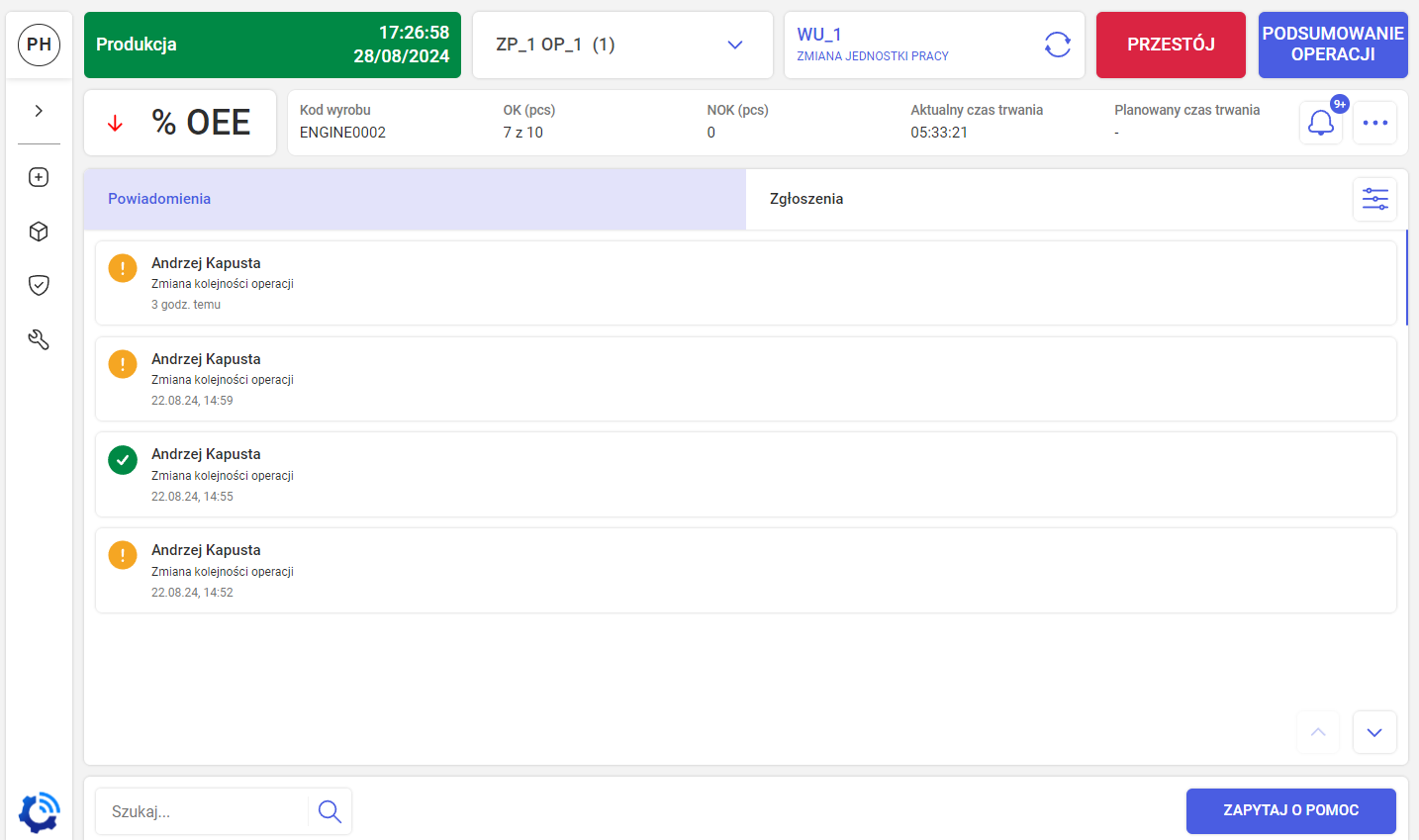
Po wybraniu opcji CENTRUM POWIADOMIEŃ - użytkownik przenoszony jest do okna, w którym znajduje się pełna historia zgłoszeń oraz powiadomień posortowana po dacie. Zwrócić należy uwagę na ikonki oznaczenia po lewej stronie - żółta ikona oznacza akcję niewykonaną, natomiast zielony check - akcję wykonaną.
Rys. 7Rys. 8
Kolejnym elementem są filtry - przycisk po prawej stronie w obszarze Zgłoszenia. Po wybraniu tej opcji wyświetlane jest dodatkowe okno umożliwiające użytkownikowi wybór jakie powiadomienia chce widzieć: wykonane / niewykonane.
Rys. 9Rys. 10
Zgłaszanie przestoju
Użytkownik Operator Panelu za pomocą przycisku PRZESTÓJ może deklarować przestoje na produkcji.
W aplikacji występują 4 rodzaje przestojów:
setup planowany;
setup nieplanowany;
planowany;
nieplanowany.
W momencie kliknięcia przycisku PRZESTÓJ (rys. 1) czas przestoju jest naliczany i w aplikacji pojawiają się rodzaje przestojów do zadeklarowania (rys. 2), które należy wybrać zgodnie z instrukcją poniżej lub anulować za pomocą przycisku ANULUJ.
Rys. 1.
Po ustaleniu przyczyny zatrzymania produkcji operator będzie chciał wybrać jego powód, przykładowo na rysunku 2 przestój o nazwie Planned Setup.
Rys. 2.
Następnie operator musi wybrać kolejny poziom przestoju Setup, na przykładzie jest to Rozpoczęcie produkcji (rys. 3).
Wskazówka
Rodzaje i poziomy przestojów są definiowane i ustawiane według potrzeb.
Rys. 3.
Gdy zostaną wybrane wszystkie poziomy przestoju, to zatwierdzenie następuje po kliknięciu przycisku ZMIEŃ STAN (rys. 4).
Rys. 4.
Użytkownik zostanie poinformowany o poprawnym zadeklarowaniu przestoju w postaci wyskakującego okna w prawym górnym rogu (rys. 5). Widoczny jest timer liczący czas trwania zatrzymania produkcji, a belka informująca o stanie produkcji zmienia kolor na szary oraz zmienia nazwę na obecnie trwający przestój (rys. 6).
Rys. 5.Rys. 6.
Także w widoku wyboru stanowiska pracy znajduje się obecny status, w którym znajduje się dane stanowisko (rys. 7).
Rys. 7.
Uwaga
Podczas trwania przestoju niedostępne są akcje związane z menu po lewej stronie (rys. 8), w przypadku próby naciśnięcia jednej z zakładek pojawi się informacja o niedostępnej funkcjonalności (rys. 9); natomiast reszta przycisków jest dostępna.
Rys. 8.Rys. 9.
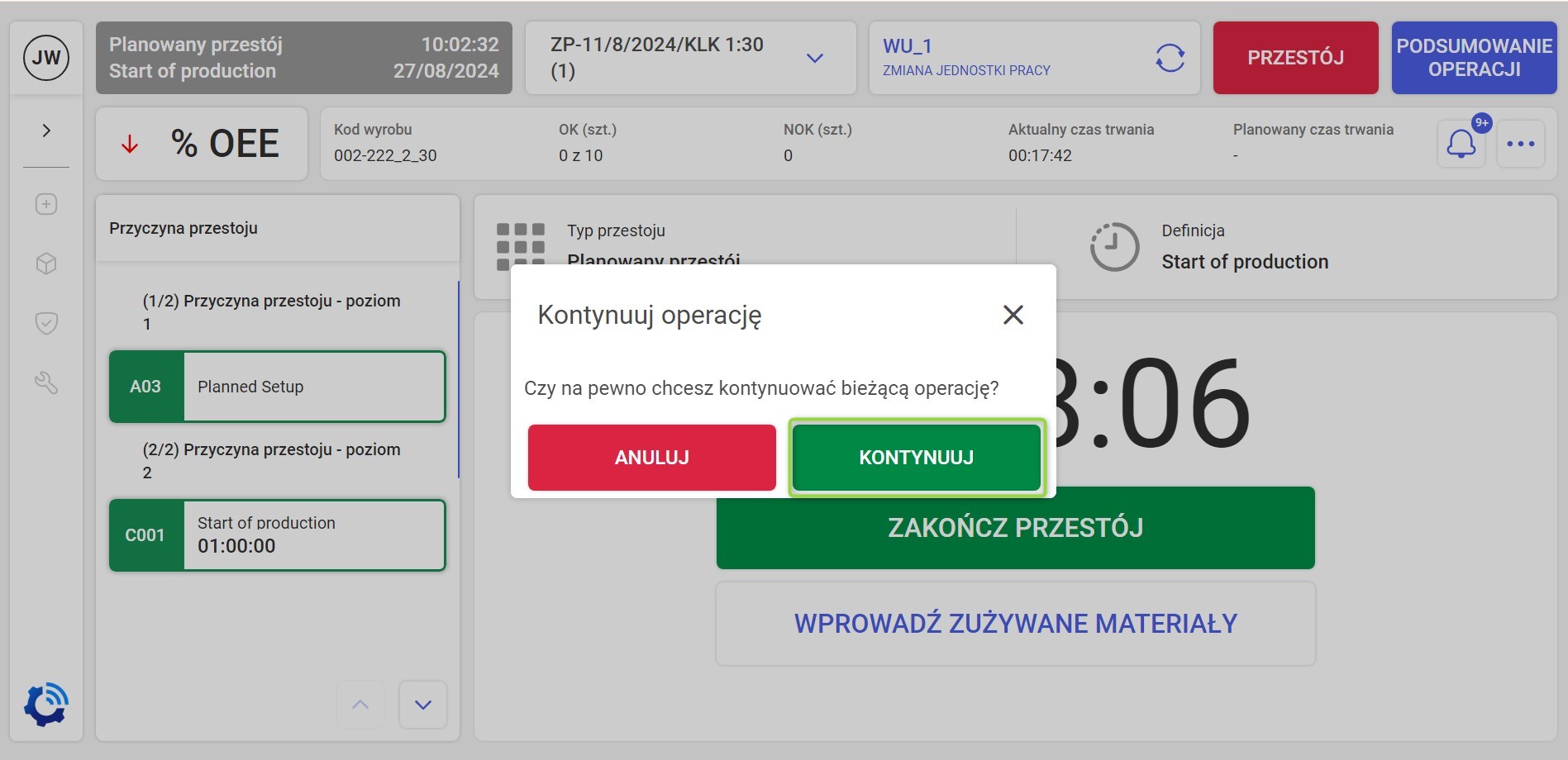
Kiedy następuje koniec przestoju, operator stanowiska wraca do produkcji, naciskając ZAKOŃCZ PRZESTÓJ (rys. 10). Pojawia się okno dialogowe z pytaniem “Czy chcesz kontynuować bieżącą operację?”, gdzie należy potwierdzić przyciskiem KONTYNUUJ (rys.11).
Czas przestoju zostaje zapisany przez aplikację, a stan produkcji wraca do Produkcji i wyświetlona zostaje informacja o wznowieniu produkcji i zapisaniu przestoju (rys. 12).
Rys. 10.Rys. 11.Rys. 12.
Dla kolejnych typów przestoju wygląda to tak samo i pokazane jest to na poniższych rzutach ekranu.
Dla stanu Planned (rys. 14) istnieją 4 zdefiniowane rodzaje przestojów drugiego poziomu (rys. 15). Użytkownik wybiera jeden z nich, na rysunku 15 Preventive maintenance.
Rys. 14.Rys. 15.Rys. 16.
Kolor stanu Planowany jest koloru szarego (rys. 17). Tak samo w widoku wyboru stanowiska pracy status jest Planowany, a jego czcionka jest szara (rys. 18).
Rys. 17.Rys. 18.
Ostatni typ przestoju Nieplanowany zostanie wybrany po przyciśnięciu przestoju poziomu 1 Unplanned (rys. 19), a następnie Breakdown/Maintenence (rys. 20).
Rys. 19.Rys. 20.Rys. 21.
Kolor stanu Nieplanowany jest koloru czerwonego (rys. 22). W widoku wyboru stanowiska pracy status jest Nieplanowany, a jego czcionka jest czerwona (rys. 23).
Rys. 22.Rys. 23.
Wskazówka
W aplikacji Operator Panel istnieje możliwość zdefiniowania "Przerwy na kawę", więcej o tym przestoju tutaj.
KOMENTARZ DO PRZESTOJU
Do trwających przestojów operator może dodawać komentarze. Są one dostępne tylko dla przestojów typu: planowany i nieplanowany.
Komentarz można dodawać po wciśnięciu ikony dymku (rys. 23).
Rys. 23
Pojawi się okno do dodania komentarza do przestoju, w przypadku rys. 24 do przestoju typu "Nieplanowany przestój".
Operator może dodać zapisek składający się do 300 znaków.
Rys. 24.
W celu dodania komentarza należy wcisnąć przycisk ZAPISZ (rys. 25).
Rys. 25.
Po pomyślnie dodanym komentarzu wyświetli się informacja (rys. 26) oraz ikona dymku będzie zawierała "i".
Rys. 26.
AUTOMATYCZNY PRZESTÓJ WYWOŁANY Z MASZYNY
Przestoje w systemie MES mogą być także wywoływane automatycznie, gdy maszyna przestanie działać/wyśle sygnał przestoju. Wznowienie produkcji odbywa się automatycznie po wysłaniu sygnału pracy przez urządzenie. Przestoje deklarowane ręcznie i wywołane przez maszynę są rozróżniane przez system do późniejszej analizy wskaźników produkcyjnych.
Społeczność Comarch
Dzięki społeczności Comarch ERP rozwiązujemy problemy, dzielimy się pomysłami oraz informujemy o nowościach.